- Вибропрессование. Вибрирование с пригрузом

Содержание
- 2. 16.1. Вибрирование с пригрузом При вибрировании жестких бетонных смесей значительно увеличивается продолжительность уплотнения и растет амплитуда
- 3. Инерционный пригруз с автономным вибровозбудителем Безынерционные в которых основное давление на изделие создается либо дополнительным весом,
- 4. Безынерционный пригруз В первом случае осуществляется допрессовывание дополнительной массы пригруза относительно той его части, которая контактирует
- 5. Во втором случае применяются пневматические подушки, гидро- и пневмоцилиндры Безынерционный пригруз с пневматической подушкой Безынерционный пригруз
- 6. 16.2. Виброштампование Источником вибрационного воздействия на бетонную смесь служит виброштамп Виброштамп сочетает в одном рабочем органе
- 7. Виброштамп одномассный с вибрирующими бортами Виброштамп одномассный без прижимной ограничительной рамы
- 8. двухмассные: 1 – виброштамп; 2 – вибратор; 3 – бортовая оснастка; 4 – безинерционный пригруз; 5
- 9. Процесс виброштампования заключается в следующем: В форму укладывается бетонная смесь. Опускается виброштамп. Вибрируя при относительно небольшом
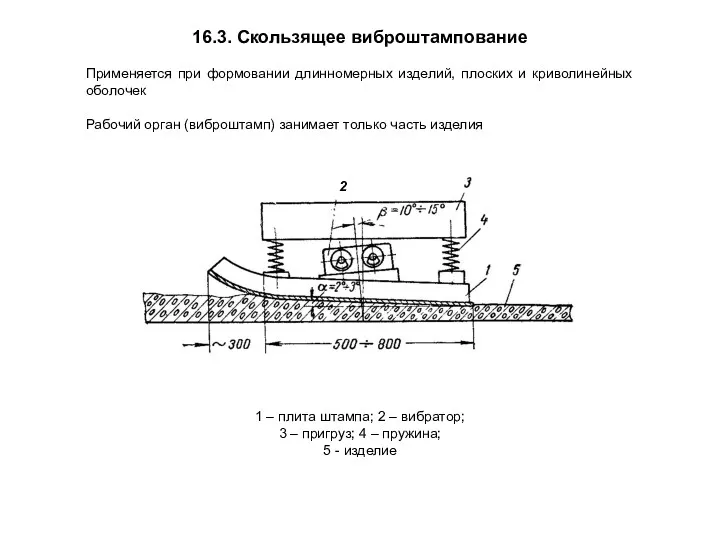
- 10. 16.3. Скользящее виброштампование Применяется при формовании длинномерных изделий, плоских и криволинейных оболочек Рабочий орган (виброштамп) занимает
- 11. При уплотнении бетонной смеси может перемещаться сам виброштамп (в этом случае его называют передвижным), либо перемещаться
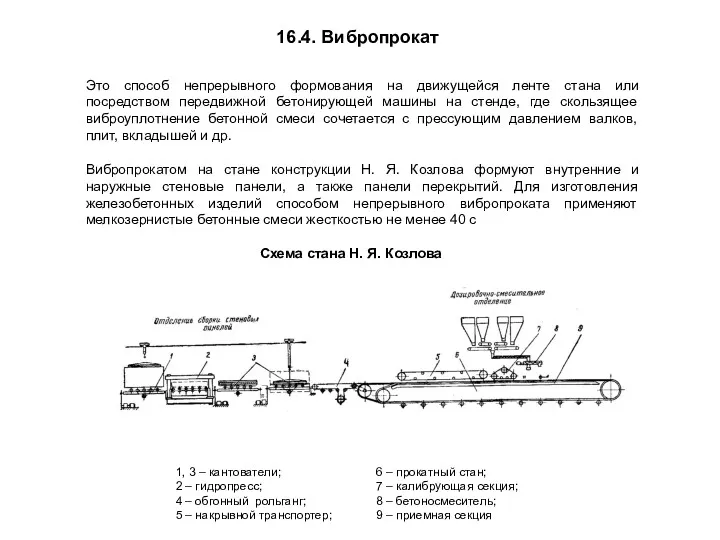
- 12. 16.4. Вибропрокат Это способ непрерывного формования на движущейся ленте стана или посредством передвижной бетонирующей машины на
- 13. Бетонная смесь укладывается и уплотняется механизмами формующей секции стана. Поступающая непрерывным потоком из смесителя смесь распределяется
- 14. Машина с виброкатками и затирочными щитками 1 – виброкатки; 2 – затирочные щитки; 3 – рама;
- 15. 16.5. Виброгидропрессование Применяется при изготовлении напорных железобетонных труб 1 – бункер-бетоноукладчик; 2 – упорное кольцо; 3
- 16. Укладка и начальное уплотнение бетонных смесей производится под воздействием вибрирования После бетонирования форма перемещается на пост
- 17. 16.6. Экструзия Данный способ основан на одновременном воздействии вибрирования и прессования выдавливаемой бетонной смеси 1 –
- 19. Скачать презентацию
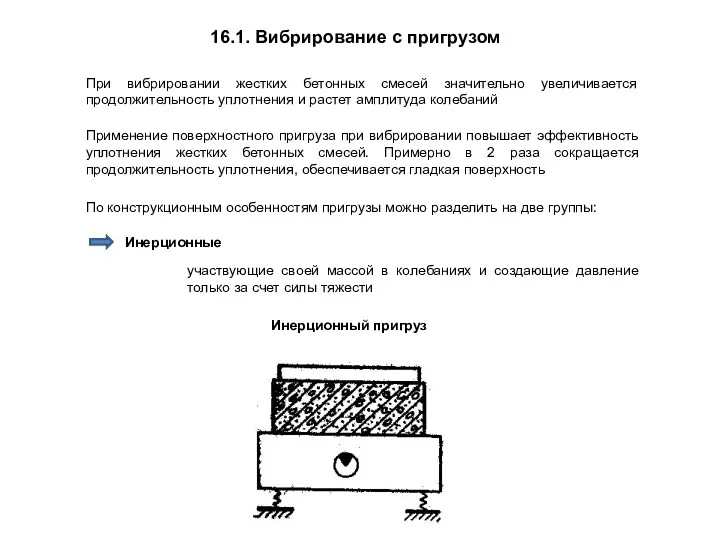
16.1. Вибрирование с пригрузом
При вибрировании жестких бетонных смесей значительно увеличивается продолжительность
16.1. Вибрирование с пригрузом
При вибрировании жестких бетонных смесей значительно увеличивается продолжительность
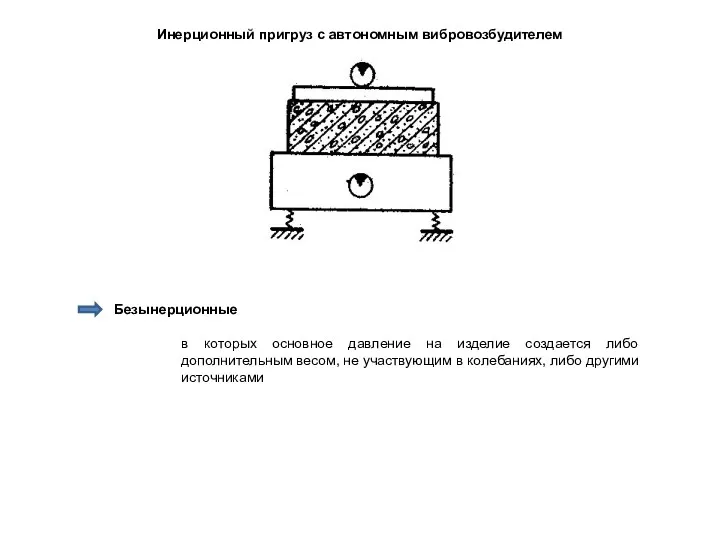
Инерционный пригруз с автономным вибровозбудителем
Безынерционные
в которых основное давление на изделие создается
Инерционный пригруз с автономным вибровозбудителем
Безынерционные
в которых основное давление на изделие создается
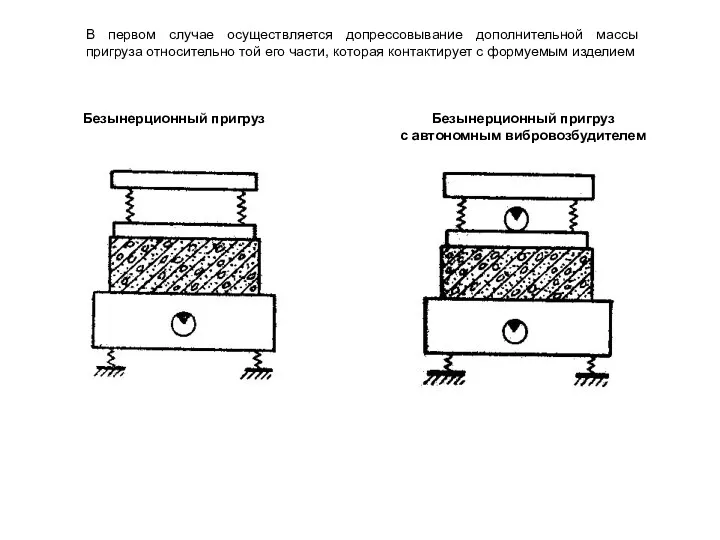
Безынерционный пригруз
В первом случае осуществляется допрессовывание дополнительной массы пригруза относительно той
Безынерционный пригруз
В первом случае осуществляется допрессовывание дополнительной массы пригруза относительно той
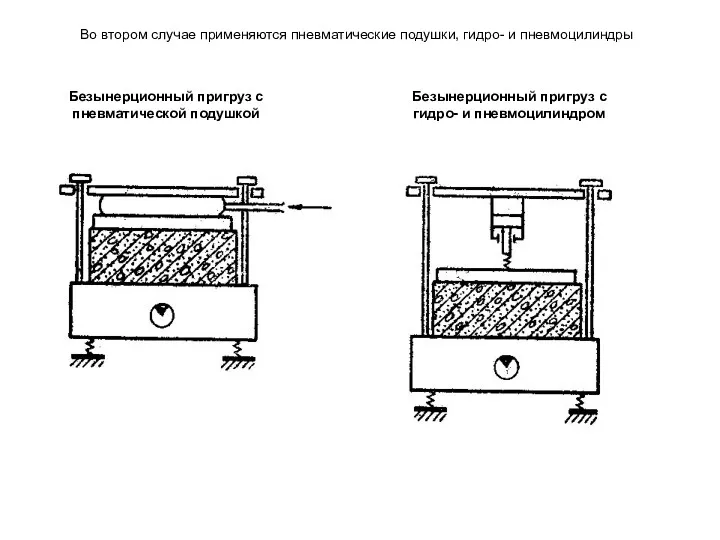
Во втором случае применяются пневматические подушки, гидро- и пневмоцилиндры
Безынерционный пригруз с
Во втором случае применяются пневматические подушки, гидро- и пневмоцилиндры
Безынерционный пригруз с
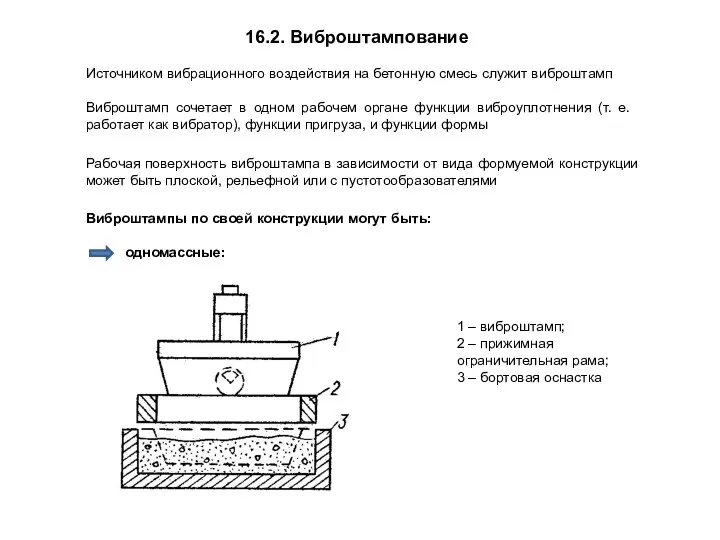
16.2. Виброштампование
Источником вибрационного воздействия на бетонную смесь служит виброштамп
Виброштамп сочетает в
16.2. Виброштампование
Источником вибрационного воздействия на бетонную смесь служит виброштамп
Виброштамп сочетает в
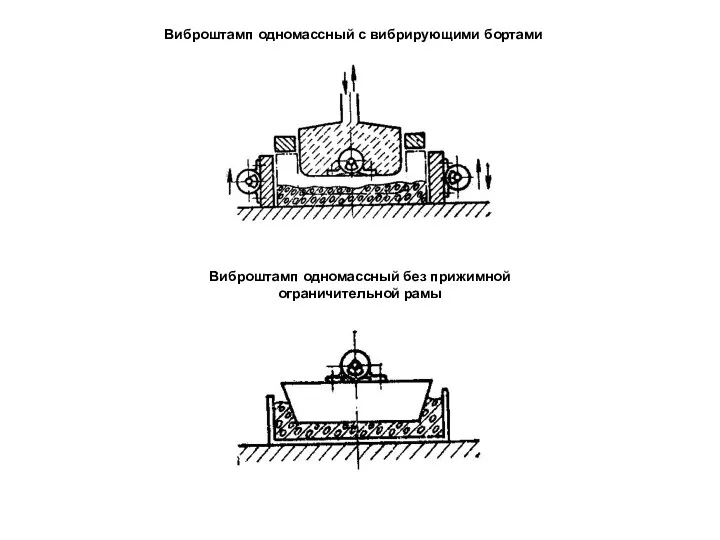
Виброштамп одномассный с вибрирующими бортами
Виброштамп одномассный без прижимной ограничительной рамы
Виброштамп одномассный с вибрирующими бортами
Виброштамп одномассный без прижимной ограничительной рамы
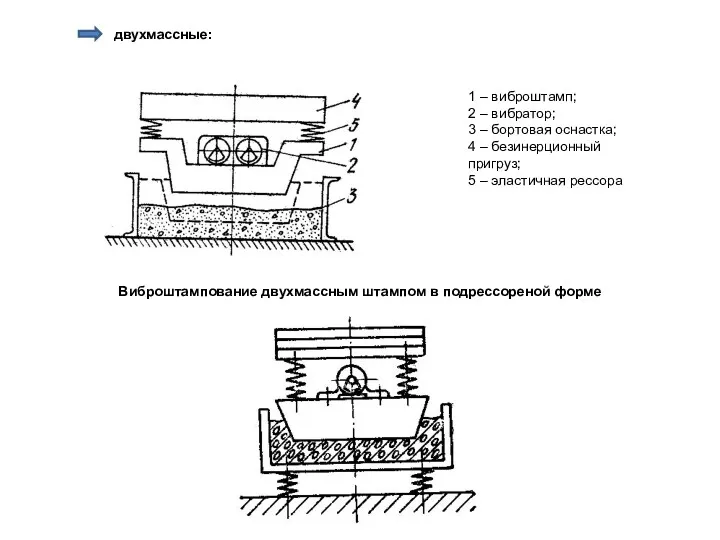
двухмассные:
1 – виброштамп;
2 – вибратор;
3 – бортовая оснастка;
4 – безинерционный пригруз;
5
двухмассные:
1 – виброштамп;
2 – вибратор;
3 – бортовая оснастка;
4 – безинерционный пригруз;
5
Процесс виброштампования заключается в следующем:
В форму укладывается бетонная смесь.
Опускается виброштамп.
Вибрируя при
Процесс виброштампования заключается в следующем:
В форму укладывается бетонная смесь.
Опускается виброштамп.
Вибрируя при
16.3. Скользящее виброштампование
Применяется при формовании длинномерных изделий, плоских и криволинейных оболочек
Рабочий
16.3. Скользящее виброштампование
Применяется при формовании длинномерных изделий, плоских и криволинейных оболочек
Рабочий
При уплотнении бетонной смеси может перемещаться сам виброштамп (в этом случае
При уплотнении бетонной смеси может перемещаться сам виброштамп (в этом случае
16.4. Вибропрокат
Это способ непрерывного формования на движущейся ленте стана или
16.4. Вибропрокат
Это способ непрерывного формования на движущейся ленте стана или
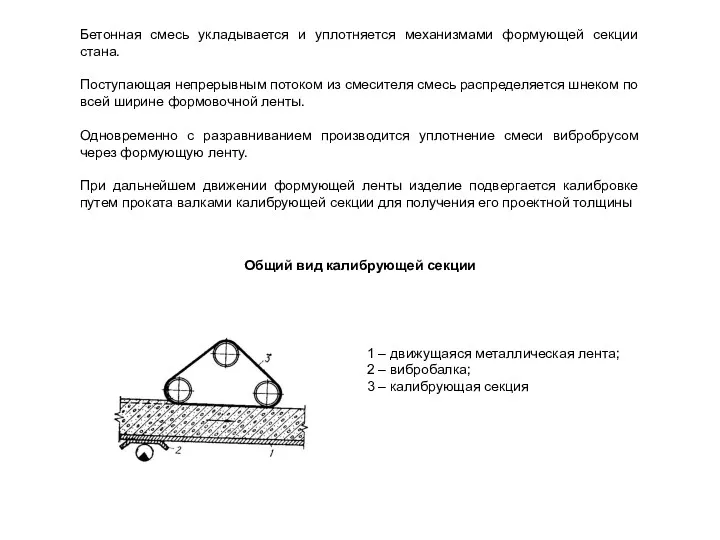
Бетонная смесь укладывается и уплотняется механизмами формующей секции стана.
Поступающая непрерывным
Бетонная смесь укладывается и уплотняется механизмами формующей секции стана.
Поступающая непрерывным
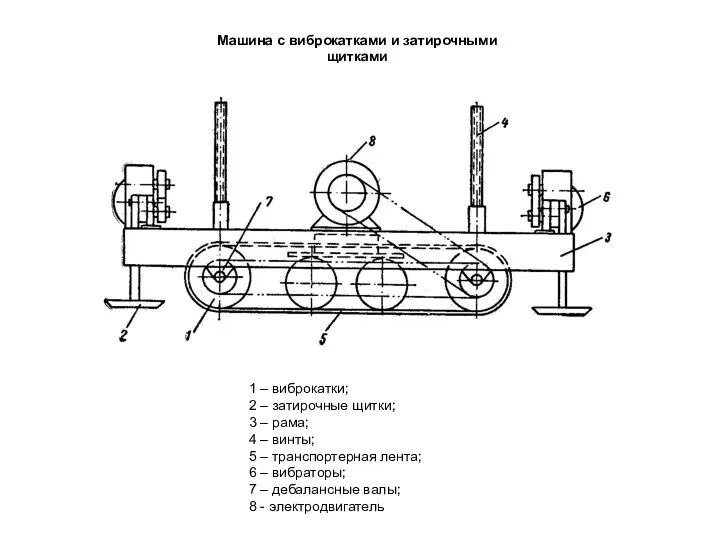
Машина с виброкатками и затирочными щитками
1 – виброкатки;
2 – затирочные щитки;
3
Машина с виброкатками и затирочными щитками
1 – виброкатки;
2 – затирочные щитки;
3

16.5. Виброгидропрессование
Применяется при изготовлении напорных железобетонных труб
1 – бункер-бетоноукладчик;
2 – упорное
16.5. Виброгидропрессование
Применяется при изготовлении напорных железобетонных труб
1 – бункер-бетоноукладчик;
2 – упорное
Укладка и начальное уплотнение бетонных смесей производится под воздействием вибрирования
После бетонирования
Укладка и начальное уплотнение бетонных смесей производится под воздействием вибрирования
После бетонирования
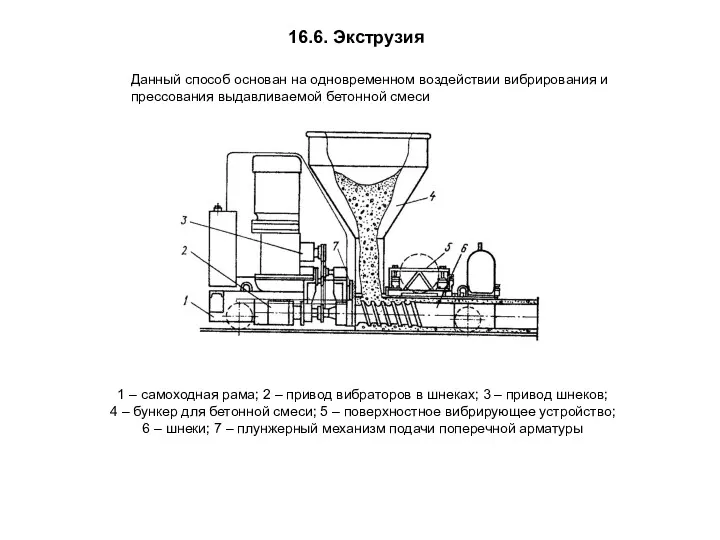
16.6. Экструзия
Данный способ основан на одновременном воздействии вибрирования и прессования выдавливаемой
16.6. Экструзия
Данный способ основан на одновременном воздействии вибрирования и прессования выдавливаемой
Похожие презентации
 Правовой режим информации, распространение которой ограничивается или запрещается
Правовой режим информации, распространение которой ограничивается или запрещается Цветы в саду
Цветы в саду Инновационная образовательная программа Теремок для детей от 2 месяцев до 3 лет
Инновационная образовательная программа Теремок для детей от 2 месяцев до 3 лет Теңіз ұңғылары бұрғылау ерекшеліктері
Теңіз ұңғылары бұрғылау ерекшеліктері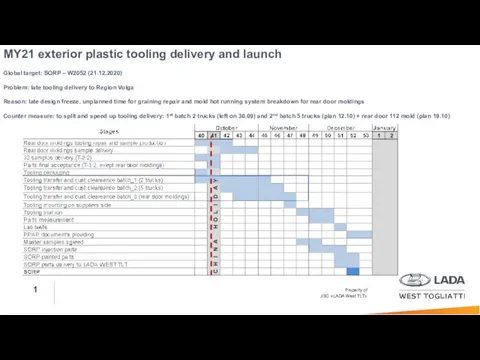 MY21 exterior plastic tooling delivery and launch
MY21 exterior plastic tooling delivery and launch Детско - родительский проект по теме: Дорога–без приключений
Детско - родительский проект по теме: Дорога–без приключений Токарный станок по дереву. Технология точения конических, фасонных и внутренних поверхностей
Токарный станок по дереву. Технология точения конических, фасонных и внутренних поверхностей Своя игра по математике
Своя игра по математике Проектирование автоматической телефонной станции на железнодорожном транспорте
Проектирование автоматической телефонной станции на железнодорожном транспорте Гласные в корнях с чередованием
Гласные в корнях с чередованием Команда присаивания
Команда присаивания Музей О племени крылатых
Музей О племени крылатых Социально-экономическая обусловленность здоровья населения
Социально-экономическая обусловленность здоровья населения Игра Назови сказку
Игра Назови сказку Дмитрий Сергеевич Мережковский (1865-1941)
Дмитрий Сергеевич Мережковский (1865-1941) Цифровая связь на ЖД транспорте
Цифровая связь на ЖД транспорте Сестринский процесс при заболеваниях детей раннего возраста. Лекция 6
Сестринский процесс при заболеваниях детей раннего возраста. Лекция 6 Традиционные конфессии как основа духовности России
Традиционные конфессии как основа духовности России Презентация История русской письменности немыслима без берестяных грамот
Презентация История русской письменности немыслима без берестяных грамот Родительское собрание
Родительское собрание Женские образы в творчестве В. М. Васнецова
Женские образы в творчестве В. М. Васнецова Концепции современного естествознания
Концепции современного естествознания Lektsia_1_Vvedenie_v_UP
Lektsia_1_Vvedenie_v_UP Острый коронарный синдром
Острый коронарный синдром Строительство школ и детсадов в Пермском крае
Строительство школ и детсадов в Пермском крае Физический и моральный износ промышленных зданий и сооружений. (Лекция 2)
Физический и моральный износ промышленных зданий и сооружений. (Лекция 2)
 Зарождение медицинского страхования в России
Зарождение медицинского страхования в России