Виготовлення ливарних форм. Пристосування і інструмент для формування. Ручне формування в грунті і в парних опоках презентация
- Виготовлення ливарних форм. Пристосування і інструмент для формування. Ручне формування в грунті і в парних опоках

Содержание
- 2. Лива́рна фо́рма (англ. casting form, casting mold) — форма для одержання виливків у ливарному виробництвішляхом заливання
- 3. Матеріали для виготовлення Матеріалами для виготовлення ливарних форм слугують: кварцовий пісок, бентоніт, глина тощо (для лиття
- 4. Лива́рне виробни́цтво Лива́рне виробни́цтво — технологічний процес виготовлення виливків, що полягає в заповненні ливарної форми розплавленим
- 5. Сировина У ливарному виробництві глина використовується як найпоширеніший зв'язуючий матеріал (формувальних піщаних сумішей) для виготовленняливарних форм;
- 6. Інструменти і пристосування Інструменти і пристосування, використовувані в технологічному процесі отримання виливка, називають ливарної оснащенням. Частина
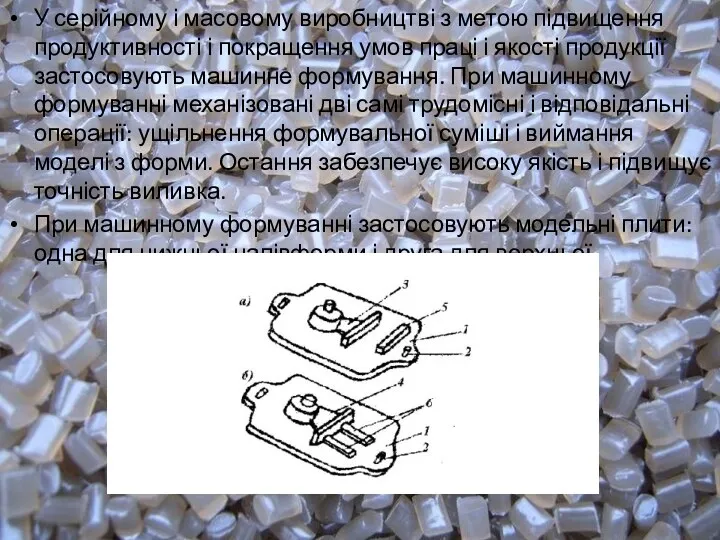
- 7. У серійному і масовому виробництві з метою підвищення продуктивності і покращення умов праці і якості продукції
- 8. На модельній плиті 1 (рис.2) за спеціальним шаблоном, використовуючи штирі 2, отвори під які розточені з
- 10. Скачать презентацию
Лива́рна фо́рма (англ. casting form, casting mold) — форма для одержання виливків у ливарному виробництвішляхом заливання в
Лива́рна фо́рма (англ. casting form, casting mold) — форма для одержання виливків у ливарному виробництвішляхом заливання в
Матеріали для виготовлення
Матеріалами для виготовлення ливарних форм слугують:
кварцовий пісок, бентоніт, глина тощо (для лиття в
Матеріали для виготовлення
Матеріалами для виготовлення ливарних форм слугують:
кварцовий пісок, бентоніт, глина тощо (для лиття в
Лива́рне виробни́цтво
Лива́рне виробни́цтво — технологічний процес виготовлення виливків, що полягає в заповненні ливарної форми розплавленим матеріалом (ливарним металом чи
Лива́рне виробни́цтво
Лива́рне виробни́цтво — технологічний процес виготовлення виливків, що полягає в заповненні ливарної форми розплавленим матеріалом (ливарним металом чи
Сировина
У ливарному виробництві глина використовується як найпоширеніший зв'язуючий матеріал (формувальних піщаних сумішей) для
Сировина
У ливарному виробництві глина використовується як найпоширеніший зв'язуючий матеріал (формувальних піщаних сумішей) для
Інструменти і пристосування
Інструменти і пристосування, використовувані в технологічному процесі отримання виливка,
Інструменти і пристосування
Інструменти і пристосування, використовувані в технологічному процесі отримання виливка,
У серійному і масовому виробництві з метою підвищення продуктивності і покращення
У серійному і масовому виробництві з метою підвищення продуктивності і покращення
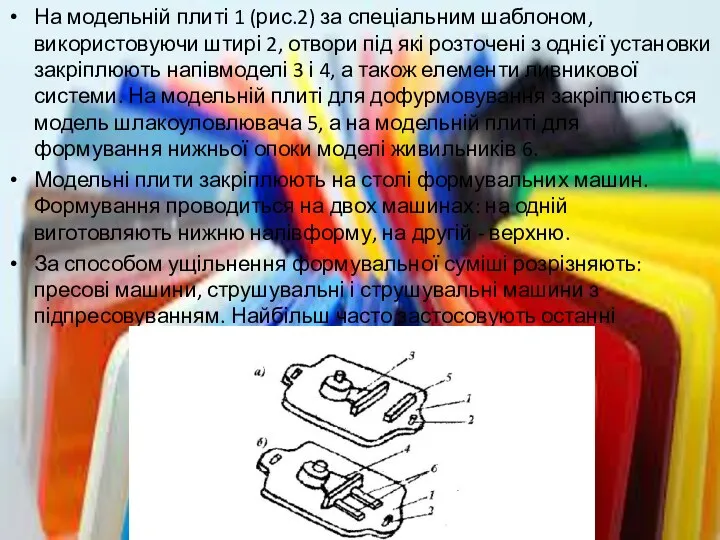
На модельній плиті 1 (рис.2) за спеціальним шаблоном, використовуючи штирі 2,
На модельній плиті 1 (рис.2) за спеціальним шаблоном, використовуючи штирі 2,
 Профилактика инфекционных болезней и эпидемий
Профилактика инфекционных болезней и эпидемий Законы жизни семьи. Законы жизни класса.
Законы жизни семьи. Законы жизни класса. Рисование геометрических тел. Куб, призма и пирамида
Рисование геометрических тел. Куб, призма и пирамида Магнитные цепи и электромагнитные устройства. Трансформатор (продолжение)
Магнитные цепи и электромагнитные устройства. Трансформатор (продолжение) Биологическая игра Первый миллион
Биологическая игра Первый миллион Презентация по технологии Цветы из салфеток
Презентация по технологии Цветы из салфеток Холодильное оборудование
Холодильное оборудование Анализ аптечного ассортимента лекарственного растительного сырья, содержащего эфирные масла и препаратов из него
Анализ аптечного ассортимента лекарственного растительного сырья, содержащего эфирные масла и препаратов из него Разработка урока по теме население Алтайского края
Разработка урока по теме население Алтайского края Хранение информации
Хранение информации Презентация к уроку по теме Алкины. Строение, свойства, применение
Презентация к уроку по теме Алкины. Строение, свойства, применение Аналого-цифровые преобразователи. Метрология и теория измерений. Лекция 18
Аналого-цифровые преобразователи. Метрология и теория измерений. Лекция 18 Соединение проводов в распределительной коробке и на потребителе электроэнергии
Соединение проводов в распределительной коробке и на потребителе электроэнергии Подготовка к ОГЭ по географии, 9 класс
Подготовка к ОГЭ по географии, 9 класс Выявление и устройство детей, оставшихся без попечения родителей. Соотношение понятий устройство и воспитание
Выявление и устройство детей, оставшихся без попечения родителей. Соотношение понятий устройство и воспитание Кодирование и обработка числовой информации
Кодирование и обработка числовой информации Спирт этиловый
Спирт этиловый Историческая живопись
Историческая живопись Презентация по теме Цели и задачи проекта 1 класс Курс Учусь создавать проект Р. И. Сизова, Р. Ф. Селимова
Презентация по теме Цели и задачи проекта 1 класс Курс Учусь создавать проект Р. И. Сизова, Р. Ф. Селимова Қаттылықты анықтау тәсілдер
Қаттылықты анықтау тәсілдер Подготовка к краевым контрольным работам
Подготовка к краевым контрольным работам Реконструкция Калужского шоссе и развязки МКАД - Профсоюзная улица
Реконструкция Калужского шоссе и развязки МКАД - Профсоюзная улица Организация производственного и технологического процесса. Лекция 4
Организация производственного и технологического процесса. Лекция 4 IS-Passport. Автоматизация работы с миграционными службами
IS-Passport. Автоматизация работы с миграционными службами Гломерулонефриты у детей
Гломерулонефриты у детей Гибридизация
Гибридизация Противоэрозионная организация территории севооборотов ЗАО Ульяновский Ртищевского района Саратовской области
Противоэрозионная организация территории севооборотов ЗАО Ульяновский Ртищевского района Саратовской области Катализ. Цепные реакции. (Лекция 11)
Катализ. Цепные реакции. (Лекция 11)