ВКР: Обеспечение качества детали Корпус на основе модернизации технологического процесса презентация
- ВКР: Обеспечение качества детали Корпус на основе модернизации технологического процесса

Содержание
- 2. Цель работы: Установление необходимости и целесообразности внедрения электроэрозионной обработки в технологический процесс изготовления детали «Корпус». Задачи:
- 3. Чертеж детали «Корпус» , лист 1 Масса 5,9 кг
- 4. Чертеж детали «Корпус» , лист 2
- 5. Материал – Сталь 12Х18Н10Т-ВД ГОСТ 5632-2014 В % 1 . Маа детали 0,5 кг. Чертеж детали
- 6. Метод получения заготовки базового ТП а) получение заготовки из предварительно изготовленных частей (прокат, листовой прокат), сваркой
- 7. Выбор способа получения заготовки для нового ТП Лист Б-ПН-НО-115 ГОСТ 19903-2015/12Х18Н10Т ГОСТ5949-14 Рисунок 2- Заготовка из
- 8. Выбор и проектирование режущего инструмента Сверла Sandvik CoroDrill Delta Фрезы CoroMill Фрезы CoroMill Plura Метчики ручные
- 9. Технологический процесс изготовления де тали «Корпус» Карта наладок на операция комплексная 030, лист 1, обрабатывающий центр
- 10. Карта наладок на операция комплексная 030, лист 2, обрабатывающий центр Hermle U1130
- 11. Карта наладок на операцию комплексная 045 обрабатывающий центр Hermle U1130, лист 1
- 12. Карта наладок на операцию комплексная 045 обрабатывающий центр Hermle U1130, лист 2
- 13. Карта наладок на операцию профильно-вырезную 060 электро-эрозионный станок Sodick AQ600L
- 14. Карта наладок на операцию профильно-вырезную 075 электро-эрозионный станок Sodick K1CN
- 15. Резец (ВКР.01.02.000) для обработки кольцевого зуба Масса 0,1 кг
- 16. Канавочный зенкер (ВКР.01.03.000) для выполнения кольцевой канавки Масса 2,3 кг
- 17. Шабер 9ВКР.01.04.000 ) для зачистки внутренних отверстий Масса 0,4 кг
- 18. Специальное приспособление (ВКР.01.05.000) для крепления детали "Корпус" на комплексной операции 025
- 19. Схема сборки СП
- 20. Расчеты по специальному приспособлению (ВКР.01.05.000) Для проверки на прочность детали «шток» необходимо проверить прочность резьбовой части
- 21. Схема процесса электроэроззионной обработки сквозного отверстия
- 22. Схема процесса электроэроззионной обработки глухого отверстия
- 23. Схема воздействия электроэрозионной обработки на обрабатываемую поверхность Недостаток: под воздействием высокой температуры между химически активным цезием
- 24. образцы - плитка размером 15max×120×40 мм из стали 12Х18Н10Т-ВД ГОСТ 5632-72, край образца обрабатывается на электроэрозионном
- 25. Первый этап Электронный микроскоп Теsсаn MIRA3 LMU с электронной приставкой Inca c детектором X-maх ускоряющее напряжение
- 26. Сравнительный анализ образцов обработанных на черновом режиме исходный образец образец после обработки в черновом режиме: 1-
- 27. исходный образец 2 1 образец после обработки в черновом режиме: 1- зона термического влияния;2- зона нарушения
- 28. Второй этап исследования Спектральный анализ физический метод качественного и количественного определения атомного и молекулярного Спектрометр СПАС-05
- 29. 1) В результате анализа двух ранее разработанных базовых ТП было установлено что их применение нецелесообразно. При
- 31. Скачать презентацию
Цель работы:
Установление необходимости и целесообразности внедрения электроэрозионной обработки в технологический процесс
Цель работы:
Установление необходимости и целесообразности внедрения электроэрозионной обработки в технологический процесс

Чертеж детали «Корпус» , лист 1
Масса 5,9 кг
Чертеж детали «Корпус» , лист 1
Масса 5,9 кг
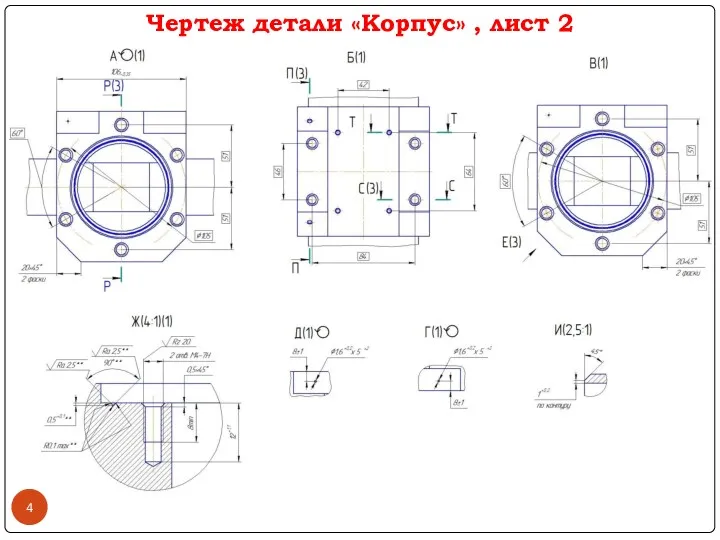
Чертеж детали «Корпус» , лист 2
Чертеж детали «Корпус» , лист 2

Материал – Сталь 12Х18Н10Т-ВД ГОСТ 5632-2014 В %
1 . Маа
Материал – Сталь 12Х18Н10Т-ВД ГОСТ 5632-2014 В %
1 . Маа
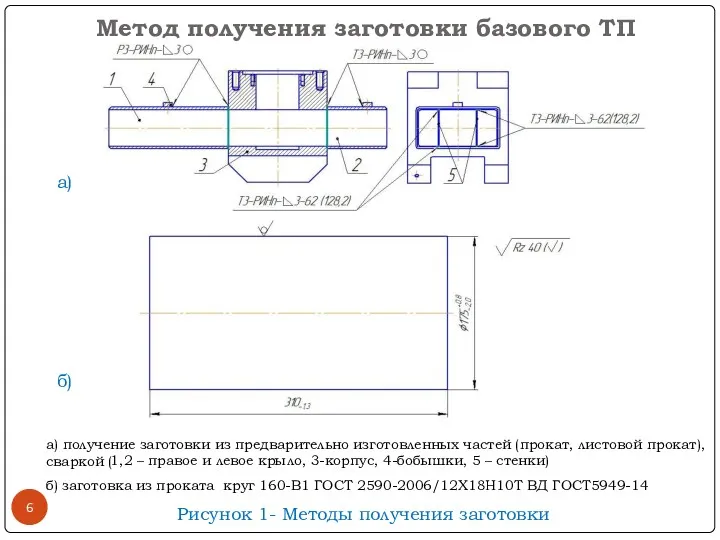
Метод получения заготовки базового ТП
а) получение заготовки из предварительно изготовленных частей
Метод получения заготовки базового ТП
а) получение заготовки из предварительно изготовленных частей
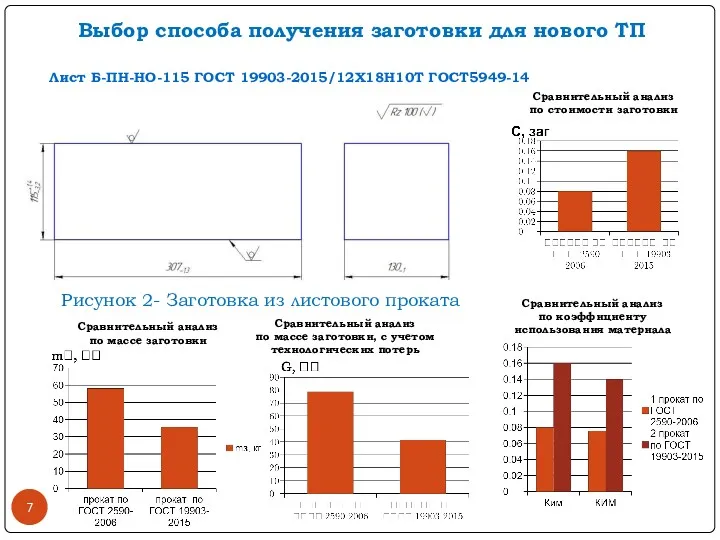
Выбор способа получения заготовки для нового ТП
Лист Б-ПН-НО-115 ГОСТ 19903-2015/12Х18Н10Т ГОСТ5949-14
Рисунок
Выбор способа получения заготовки для нового ТП
Лист Б-ПН-НО-115 ГОСТ 19903-2015/12Х18Н10Т ГОСТ5949-14
Рисунок

Выбор и проектирование режущего инструмента
Сверла Sandvik CoroDrill Delta
Фрезы CoroMill
Фрезы CoroMill Plura
Метчики
Выбор и проектирование режущего инструмента
Сверла Sandvik CoroDrill Delta
Фрезы CoroMill
Фрезы CoroMill Plura
Метчики
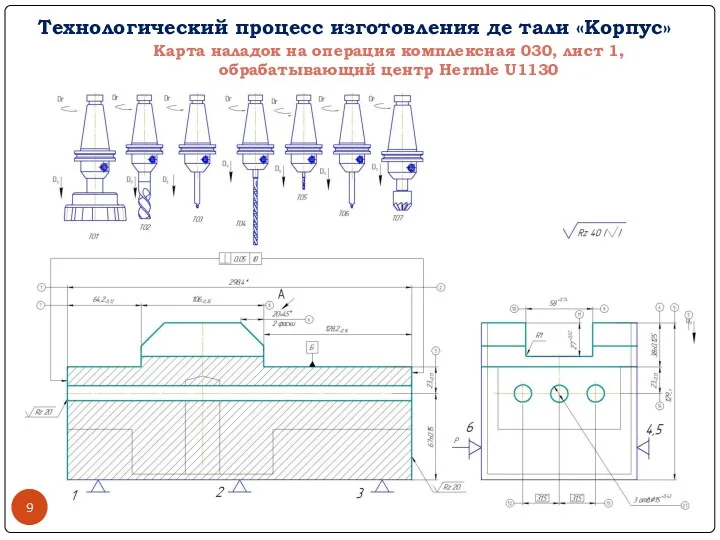
Технологический процесс изготовления де тали «Корпус»
Карта наладок на операция комплексная 030,
Технологический процесс изготовления де тали «Корпус»
Карта наладок на операция комплексная 030,
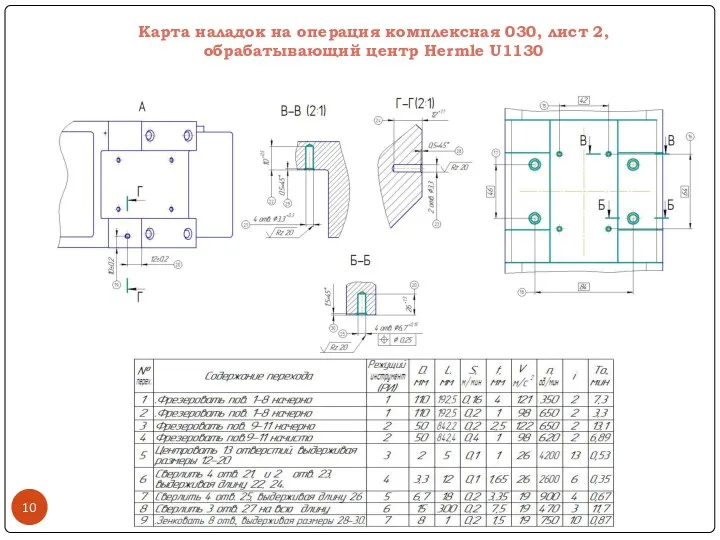
Карта наладок на операция комплексная 030, лист 2, обрабатывающий центр Hermle
Карта наладок на операция комплексная 030, лист 2, обрабатывающий центр Hermle
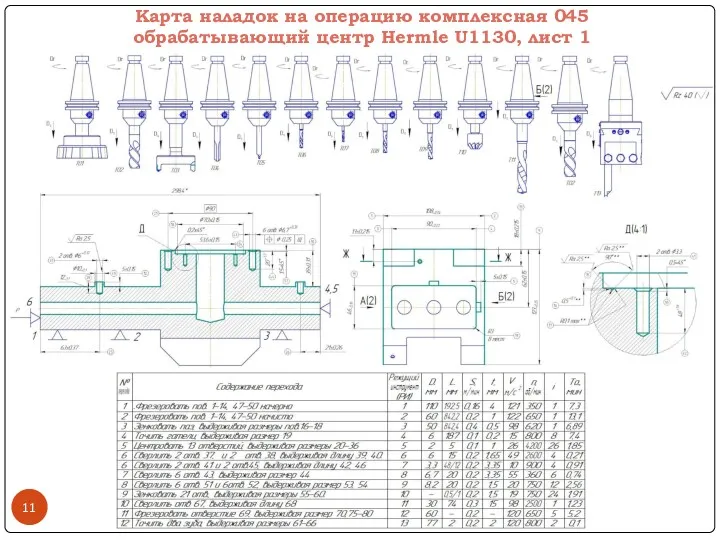
Карта наладок на операцию комплексная 045 обрабатывающий центр Hermle U1130, лист
Карта наладок на операцию комплексная 045 обрабатывающий центр Hermle U1130, лист
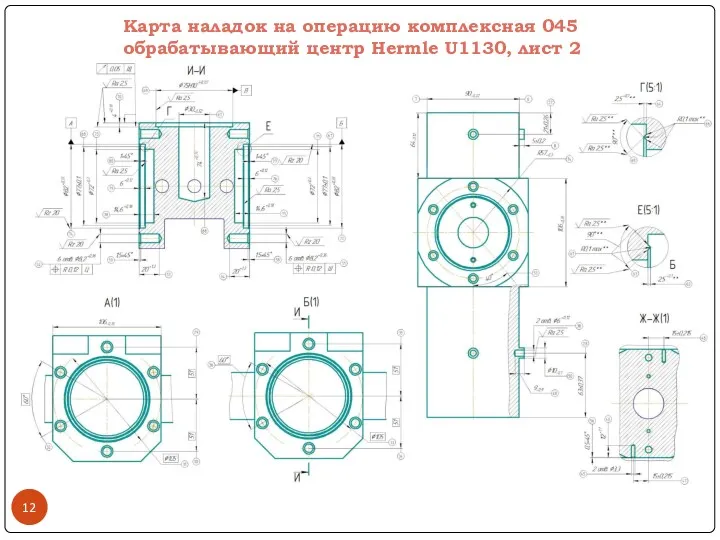
Карта наладок на операцию комплексная 045 обрабатывающий центр Hermle U1130, лист
Карта наладок на операцию комплексная 045 обрабатывающий центр Hermle U1130, лист

Карта наладок на операцию профильно-вырезную 060 электро-эрозионный станок Sodick AQ600L
Карта наладок на операцию профильно-вырезную 060 электро-эрозионный станок Sodick AQ600L

Карта наладок на операцию профильно-вырезную 075 электро-эрозионный станок Sodick K1CN
Карта наладок на операцию профильно-вырезную 075 электро-эрозионный станок Sodick K1CN
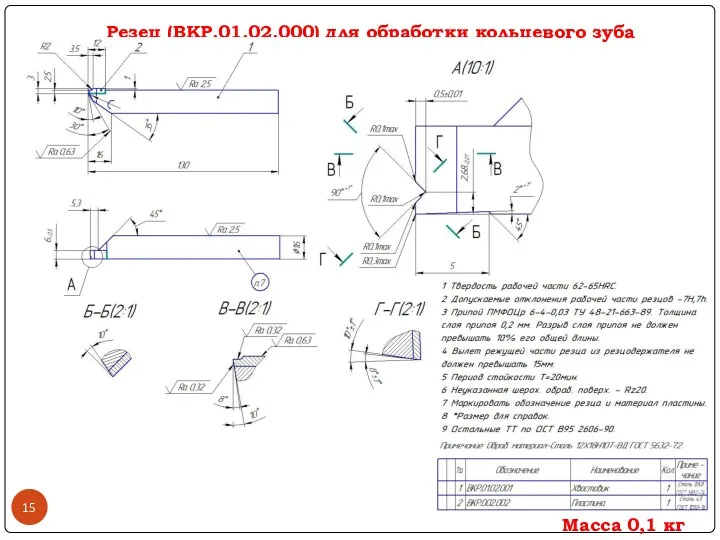
Резец (ВКР.01.02.000) для обработки кольцевого зуба
Масса 0,1 кг
Резец (ВКР.01.02.000) для обработки кольцевого зуба
Масса 0,1 кг
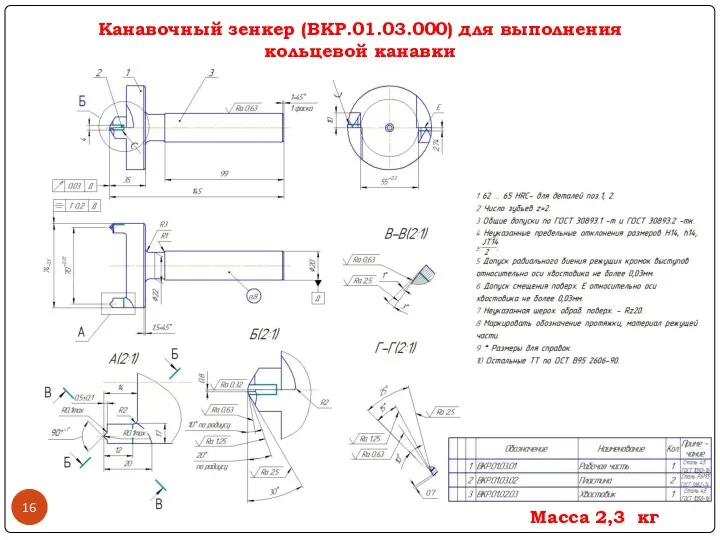
Канавочный зенкер (ВКР.01.03.000) для выполнения
кольцевой канавки
Масса 2,3 кг
Канавочный зенкер (ВКР.01.03.000) для выполнения
кольцевой канавки
Масса 2,3 кг
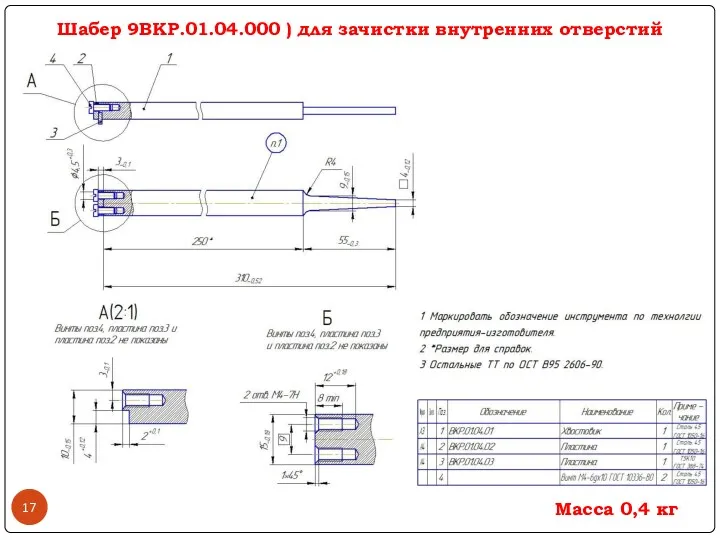
Шабер 9ВКР.01.04.000 ) для зачистки внутренних отверстий
Масса 0,4 кг
Шабер 9ВКР.01.04.000 ) для зачистки внутренних отверстий
Масса 0,4 кг
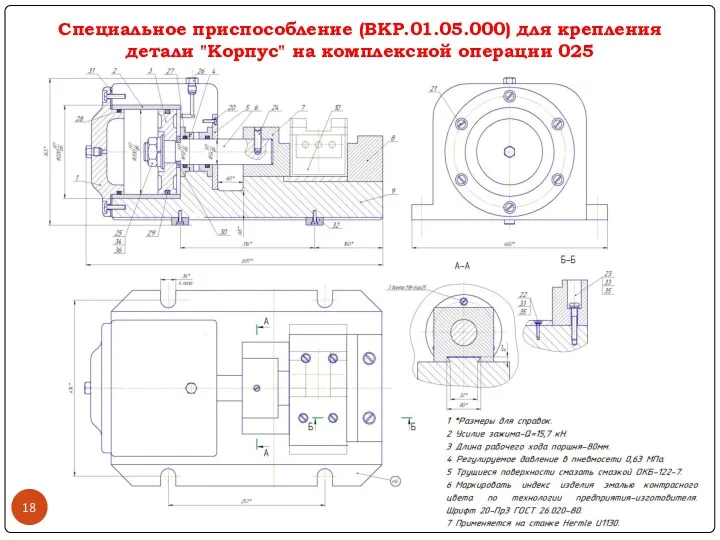
Специальное приспособление (ВКР.01.05.000) для крепления детали "Корпус" на комплексной операции 025
Специальное приспособление (ВКР.01.05.000) для крепления детали "Корпус" на комплексной операции 025
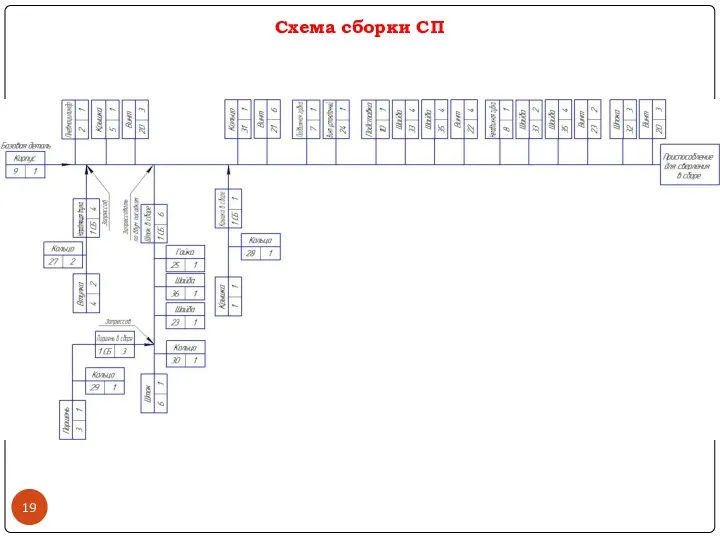
Схема сборки СП
Схема сборки СП
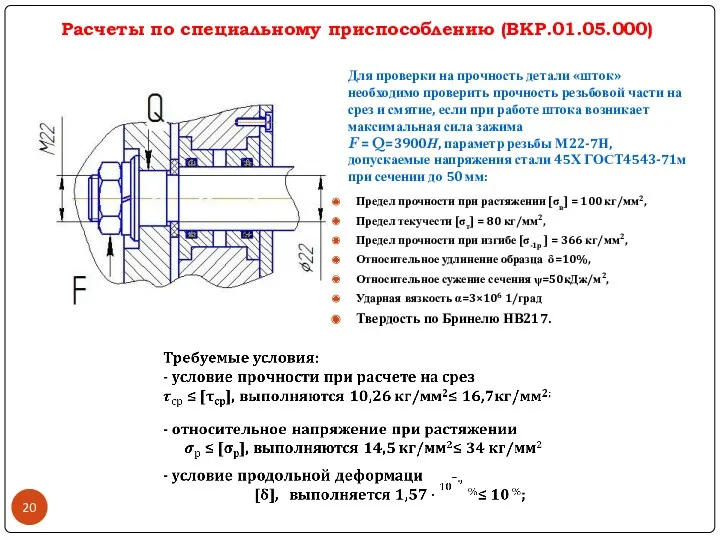
Расчеты по специальному приспособлению (ВКР.01.05.000)
Для проверки на прочность детали «шток»
Расчеты по специальному приспособлению (ВКР.01.05.000)
Для проверки на прочность детали «шток»

Схема процесса электроэроззионной обработки сквозного отверстия
Схема процесса электроэроззионной обработки сквозного отверстия

Схема процесса электроэроззионной обработки глухого отверстия
Схема процесса электроэроззионной обработки глухого отверстия
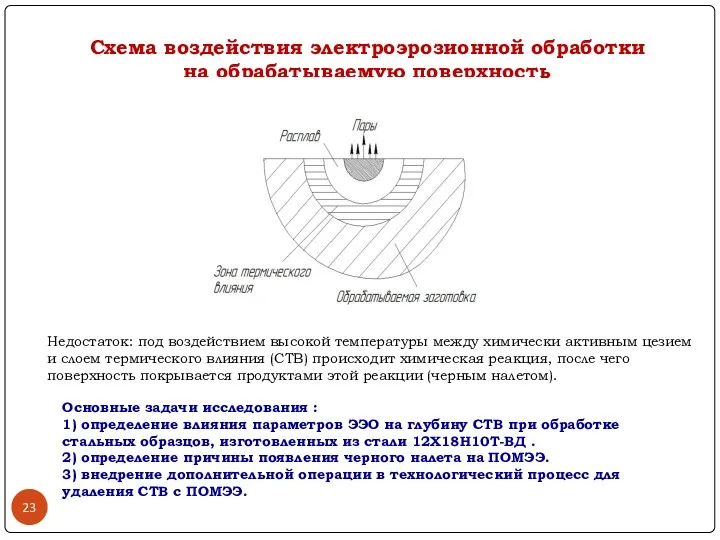
Схема воздействия электроэрозионной обработки
на обрабатываемую поверхность
Недостаток: под воздействием высокой температуры
Схема воздействия электроэрозионной обработки
на обрабатываемую поверхность
Недостаток: под воздействием высокой температуры
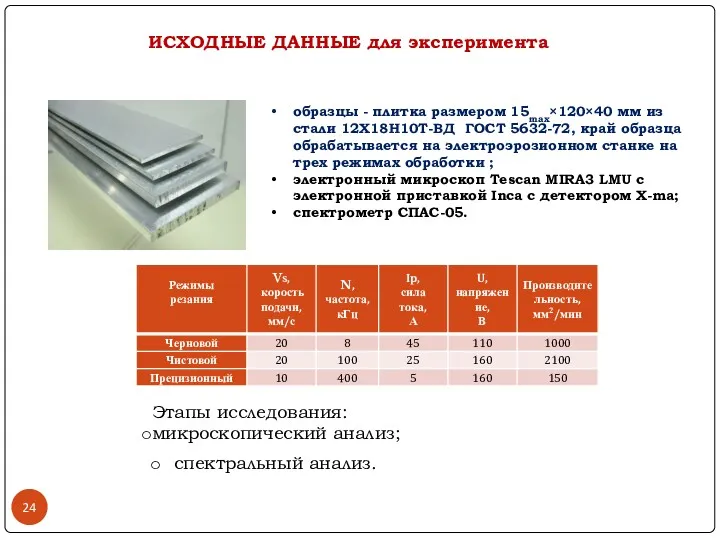
образцы - плитка размером 15max×120×40 мм из стали 12Х18Н10Т-ВД ГОСТ 5632-72,
образцы - плитка размером 15max×120×40 мм из стали 12Х18Н10Т-ВД ГОСТ 5632-72,

Первый этап
Электронный микроскоп Теsсаn MIRA3 LMU с электронной приставкой Inca c
Первый этап
Электронный микроскоп Теsсаn MIRA3 LMU с электронной приставкой Inca c

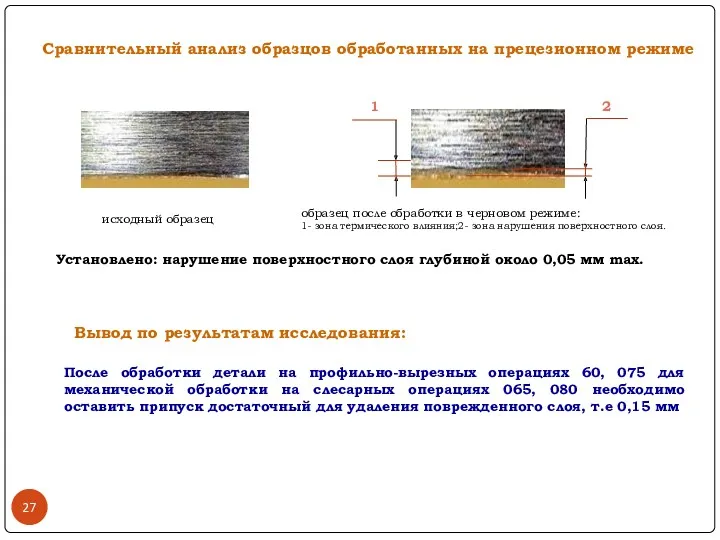
Сравнительный анализ образцов обработанных на черновом режиме
исходный образец
образец после
Сравнительный анализ образцов обработанных на черновом режиме
исходный образец
образец после
исходный образец
2
1
образец после обработки в черновом режиме:
1-
исходный образец
2
1
образец после обработки в черновом режиме:
1-
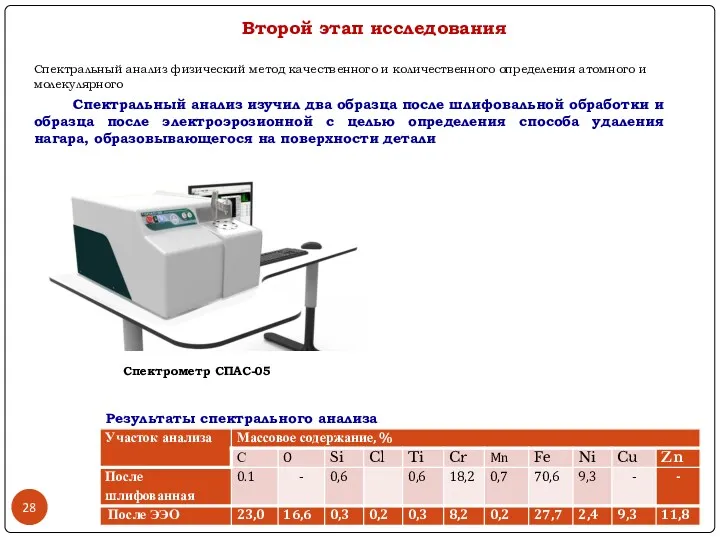
Второй этап исследования
Спектральный анализ физический метод качественного и количественного определения атомного
Второй этап исследования
Спектральный анализ физический метод качественного и количественного определения атомного
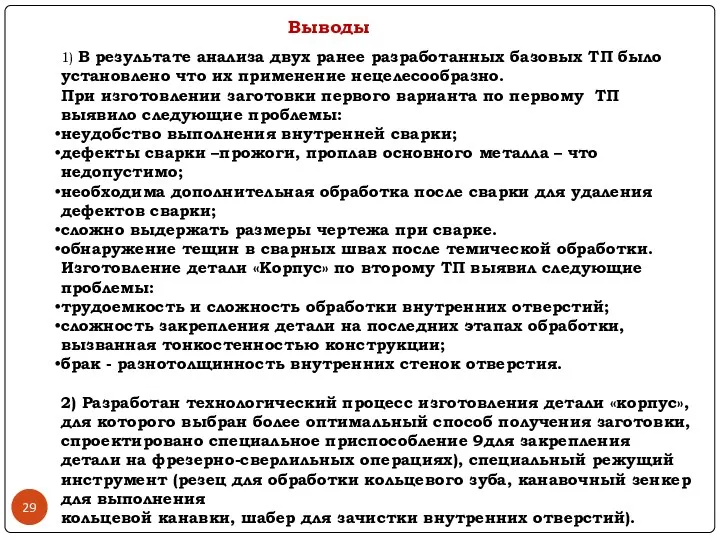
1) В результате анализа двух ранее разработанных базовых ТП было установлено
1) В результате анализа двух ранее разработанных базовых ТП было установлено
 Агропромышленный комплекс республики Башкортостан
Агропромышленный комплекс республики Башкортостан Урал. Путешествие по России
Урал. Путешествие по России Текущие библиографические пособия по искусству
Текущие библиографические пособия по искусству Акустический каротаж
Акустический каротаж Фтор в профилактике кариеса. Роль и значение фторидов в профилактике кариеса. Механизм действия. (Лекция 10)
Фтор в профилактике кариеса. Роль и значение фторидов в профилактике кариеса. Механизм действия. (Лекция 10) Архитектура ПЭВМ
Архитектура ПЭВМ Street Games
Street Games Награды Великой Отечественной войны
Награды Великой Отечественной войны Вулканы
Вулканы Дәрігердің қоғамдағы алатын орны және жаупкершілігі
Дәрігердің қоғамдағы алатын орны және жаупкершілігі Илон Ривс. Основатель компаний SpaceX и X.com
Илон Ривс. Основатель компаний SpaceX и X.com Родительское собрание в 1 классе Кризис 7 лет.
Родительское собрание в 1 классе Кризис 7 лет. Металургiйний комплекс України
Металургiйний комплекс України Что такое культура?
Что такое культура? Игра Химические элементы (формулы и названия
Игра Химические элементы (формулы и названия Технологическая документация. Технологические карты изготовления деталей из древесины
Технологическая документация. Технологические карты изготовления деталей из древесины Генераторы сигналов
Генераторы сигналов кубанское - значит отличное! внеклассное мероприятие
кубанское - значит отличное! внеклассное мероприятие Методика подготовки к ГИА
Методика подготовки к ГИА Здоровьесбережение в школе.
Здоровьесбережение в школе. Презентация Забота о природе
Презентация Забота о природе Бог не з жертвою, а з тим, хто смиренний і тремтить перед його словом
Бог не з жертвою, а з тим, хто смиренний і тремтить перед його словом Пролактин-ассоциированные заболевания, диагностика, лечение
Пролактин-ассоциированные заболевания, диагностика, лечение Past Simple — прошедшее простое время
Past Simple — прошедшее простое время Требования к оформлению тезисов
Требования к оформлению тезисов Жидкое биотопливо. Проблемы и перспективы
Жидкое биотопливо. Проблемы и перспективы Физиологические механизмы регуляции веса тела
Физиологические механизмы регуляции веса тела Коридор. 2 этаж
Коридор. 2 этаж