- Влажно-тепловая обработка деталей

Содержание
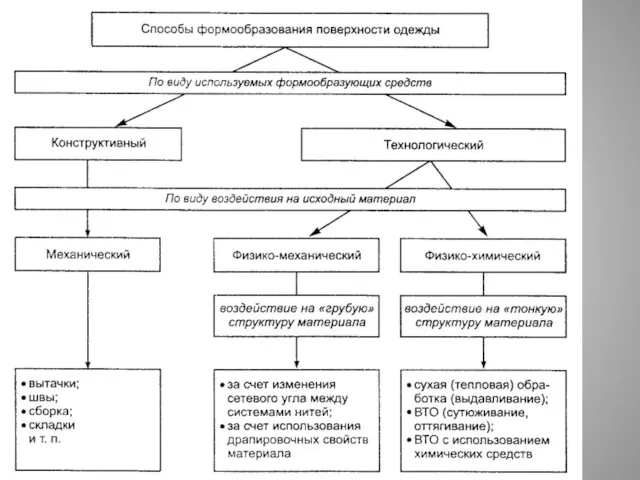
- 2. 1. Способы формообразования деталей швейных изделий В соответствии с видами воздействия на исходный материал объемная форма
- 3. Метод воздействия на «тонкую» структуру предусматривает несколько видов обработки: сухая тепловая обработка ( температура+давление) – для
- 5. Применение того или иного способа получения формы зависит от характера поверхности, степени ее кривизны, способности материала
- 6. 2. Сущность процесса ВТО Под влажно-тепловой обработкой (ВТО) швейных изделий понимают специальную обработку деталей или изделия
- 7. Сущность ВТО заключается в изменении конфигурации цепей молекул волокон увлажненной и прогретой ткани под воздействием давления
- 8. В вязкотекучем состоянии в полимере под действием внешних сил развивается необратимая остаточная деформация, обусловленная течением материала.
- 9. Зависимость деформации полимеров от температуры и определение температурного интервала процесса ВТО устанавливают с помощью термомеханической кривой.
- 10. Таким образом, из анализа термомеханической кривой следует, что: – обработка ткани при температурах ниже ТС и
- 11. 3. Стадии процесса ВТО Весь процесс ВТО можно разделить на четыре стадии : 1) подготовка материала
- 12. Максимальная температура, до которой можно нагревать поли-мерный материал, не нарушая его физико-механических свойств, называется термостойкостью. Ее
- 13. Влага способствует быстрому прогреву волокон ткани, резкому уменьшению интенсивности межмолекулярного взаимодействия, что облегчает процесс деформации и
- 14. Увлажнение материала может быть водой или паром. При увлажнении паром материал сразу пропитывается им по всей
- 15. Давление утюга или подушки пресса на увлажненный и прогретый материал способствует более быстрому ее прогреву, что
- 16. 4. Способы ВТО В зависимости от применяемого оборудования ВТО выполняют: – утюжильной обработкой; – прессованием; –
- 17. Прессование – параллельный способ обработки, когда ткань сжимается между двумя горячими, но неперемещающимися поверхностями. Площадь воздействия
- 18. 5. Операции ВТО Сутюживание и оттягивание Прессование Оттутюживание Отпаривание
- 19. Сутюживание и оттягивание (уменьшение или увеличение линейных размеров деталей на отдельных участках) применяют как для придания
- 20. Заутюживание и разутюживание – укладывание припусков швов или складок в одну сторону или раскладывание их в
- 21. 5. Оборудование для ВТО Влажно-тепловую обработку выполняют утюгом, прессованием на прессе и пропариванием (на паровых прессах,
- 22. В зависимости от способа нагрева рабочих органов и изделий, способа увлажнения и охлаждения изделий различают оборудование
- 23. Для выполнения операций внутрипроцессной и окончательной ВТО применяют комплекты оборудования, состоящие из утюжильных столов, электропаровых утюгов,
- 24. Форма утюжильных поверхностей может быть: плоская прямоугольная горизонтальная, плоская прямоугольная наклонная под углом 12° к оператору
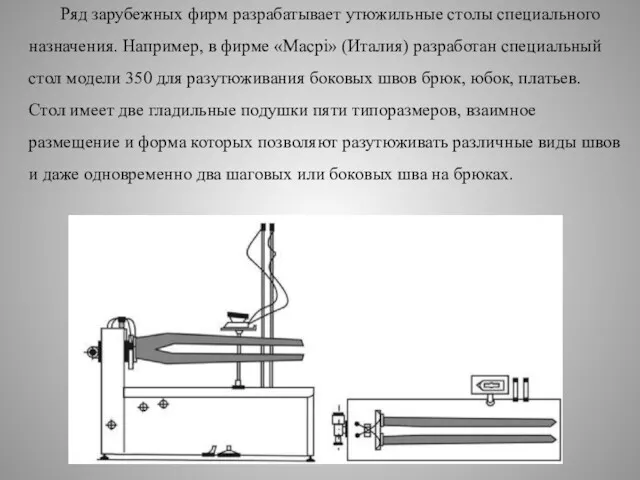
- 25. Ряд зарубежных фирм разрабатывает утюжильные столы специального назначения. Например, в фирме «Macpi» (Италия) разработан специальный стол
- 26. Утюжильные столы для выполнения внутрипроцессной ВТО одежды
- 27. Утюжильные и гладильные столы: Гладильный стол марки PUS 200/D («Lelit», Италия); Утюжильный стол марки DL-1600 («GOLD
- 28. Важным элементом утюжильных поверхностей – столов и колодок – является покрытие. Оно влияет на качество выполняемой
- 29. Столы имеют камеру обогрева (температура до 130°С), оснащены парогенераторами для пропаривания обрабатываемых деталей и полуфабрикатов через
- 30. - с паровыми щетками для глажения готовых изделий сложной формы и удаления лас и заминов; В
- 31. Подогрев поверхности утюжильных столов необходим для подсушивания изделия и придания ему товарного вида с одновременным высушиванием
- 32. В утюжильных столах, используемых на окончательной ВТО изделий, имеется дополнительная операция – поддув. Использование ее позволяет
- 33. Местное освещение равномерно распределяет свет над рабочей поверхностью, способствует выявлению проблемных участков и улучшает экологию труда.
- 34. Применяемые в промышленности утюги различают по виду нагрева, наличию или отсутствию пропаривателя, массе, форме подошвы. По
- 35. В утюгах с электрообогревом подошва утюга нагревается с помощью электронагревательных элементов, а увлажнение полуфабриката обеспечивается распыленной
- 36. Назначение утюгов определяется формой их подошвы и расположением форсунок выброса пара. Для внутрипроцессной и окончательной ВТО
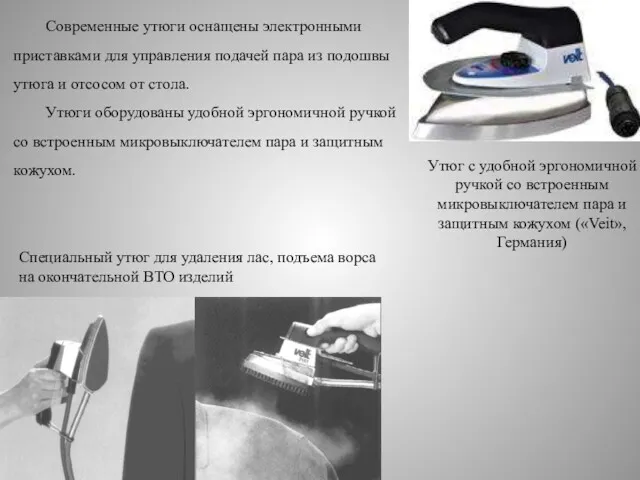
- 37. Современные утюги оснащены электронными приставками для управления подачей пара из подошвы утюга и отсосом от стола.
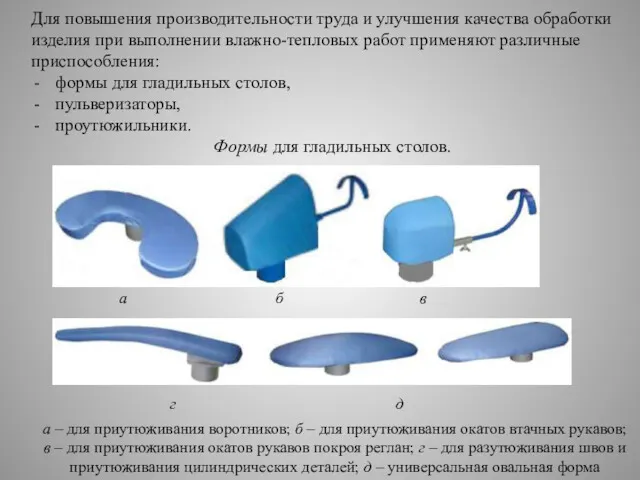
- 38. Для повышения производительности труда и улучшения качества обработки изделия при выполнении влажно-тепловых работ применяют различные приспособления:
- 39. Прессы Наиболее распространенным видом оборудования для ВТО являются прессы. По назначению прессы делятся на универсальные и
- 40. Прессы для дублирования в зависимости от фиксации деталей ткани верха и клеевого прокладочного материала делятся на
- 41. На швейных предприятиях применяются и прессы карусельного типа с поворотным перемещением подушек на 120º или 180º,
- 42. Специальные прессы оснащены объемными подушками или специальными колодками, предназначенными для выполнения одной или нескольких операций. В
- 43. Специальные прессы: для прессования плечевого пояса, лацкана и стойки воротника для прессования рукавов реглан для прессования
- 44. Покрытие нижней подушки представляет собой пакет специальных материалов, обтянутых тканой обтяжкой. В зависимости от вида изделия
- 45. Для окончательной ВТО швейных изделий применяют туннельные установки, паровоздушные манекены. В паровоздушных манекенах использован способ одновременного
- 46. Паровоздушные манекены фирмы «Battistella», (Италия): для плечевой одежды комбинированный пароманекен
- 47. Паровоздушные манекены с мягкой оболочкой
- 48. Для улучшения качества ВТО на ПВМ воздействие на полуфабрикат рабочими средами (пар, воздух) может производиться одновременно
- 49. В этом случае обеспечивается лучшее пропаривание изделия. В связи с отсутствием контакта с окружающим воздухом в
- 50. ПВМ с жесткой оболочкой позволяют совместить получение требуемой пространственной формы с окончательной влажно-тепловой об-работкой готовых изделий,
- 51. Расположение рабочих органов в процессе прессования стойки воротника, верха рукава и клапанов карманов; б – плечевых
- 53. Скачать презентацию
1. Способы формообразования деталей швейных изделий
В соответствии с видами воздействия на
1. Способы формообразования деталей швейных изделий
В соответствии с видами воздействия на
Метод воздействия на «тонкую» структуру предусматривает несколько видов обработки:
сухая тепловая обработка
Метод воздействия на «тонкую» структуру предусматривает несколько видов обработки:
сухая тепловая обработка
Применение того или иного способа получения формы зависит от характера поверхности,
Применение того или иного способа получения формы зависит от характера поверхности,
2. Сущность процесса ВТО
Под влажно-тепловой обработкой (ВТО) швейных изделий понимают специальную
2. Сущность процесса ВТО
Под влажно-тепловой обработкой (ВТО) швейных изделий понимают специальную
Сущность ВТО заключается в изменении конфигурации цепей молекул волокон увлажненной и
Сущность ВТО заключается в изменении конфигурации цепей молекул волокон увлажненной и
В вязкотекучем состоянии в полимере под действием внешних сил развивается необратимая
В вязкотекучем состоянии в полимере под действием внешних сил развивается необратимая
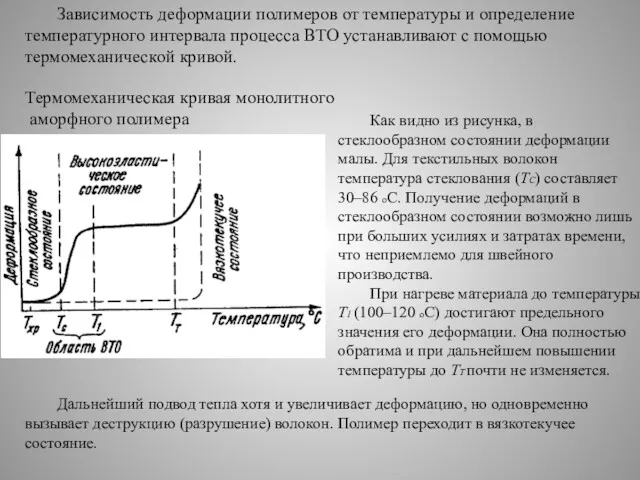
Зависимость деформации полимеров от температуры и определение температурного интервала процесса ВТО
Зависимость деформации полимеров от температуры и определение температурного интервала процесса ВТО
Таким образом, из анализа термомеханической кривой следует, что:
– обработка ткани
Таким образом, из анализа термомеханической кривой следует, что:
– обработка ткани
3. Стадии процесса ВТО
Весь процесс ВТО можно разделить на четыре стадии
3. Стадии процесса ВТО
Весь процесс ВТО можно разделить на четыре стадии
Максимальная температура, до которой можно нагревать поли-мерный материал, не нарушая его
Максимальная температура, до которой можно нагревать поли-мерный материал, не нарушая его
Влага способствует быстрому прогреву волокон ткани, резкому уменьшению интенсивности межмолекулярного взаимодействия,
Влага способствует быстрому прогреву волокон ткани, резкому уменьшению интенсивности межмолекулярного взаимодействия,
Увлажнение материала может быть водой или паром.
При увлажнении паром материал сразу
Увлажнение материала может быть водой или паром.
При увлажнении паром материал сразу
Давление утюга или подушки пресса на увлажненный и прогретый материал способствует
Давление утюга или подушки пресса на увлажненный и прогретый материал способствует
4. Способы ВТО
В зависимости от применяемого оборудования ВТО выполняют:
– утюжильной
4. Способы ВТО
В зависимости от применяемого оборудования ВТО выполняют:
– утюжильной
Прессование – параллельный способ обработки, когда ткань сжимается между двумя горячими,
Прессование – параллельный способ обработки, когда ткань сжимается между двумя горячими,
5. Операции ВТО
Сутюживание и оттягивание
Прессование
Оттутюживание
Отпаривание
5. Операции ВТО
Сутюживание и оттягивание
Прессование
Оттутюживание
Отпаривание
Сутюживание и оттягивание (уменьшение или увеличение линейных размеров деталей на отдельных
Сутюживание и оттягивание (уменьшение или увеличение линейных размеров деталей на отдельных
Заутюживание и разутюживание – укладывание припусков швов или складок в одну
Заутюживание и разутюживание – укладывание припусков швов или складок в одну
5. Оборудование для ВТО
Влажно-тепловую обработку выполняют утюгом, прессованием на прессе и
5. Оборудование для ВТО
Влажно-тепловую обработку выполняют утюгом, прессованием на прессе и
В зависимости от способа нагрева рабочих органов и изделий, способа
увлажнения и
В зависимости от способа нагрева рабочих органов и изделий, способа
увлажнения и
Для выполнения операций внутрипроцессной и окончательной ВТО применяют комплекты оборудования, состоящие
Для выполнения операций внутрипроцессной и окончательной ВТО применяют комплекты оборудования, состоящие
Форма утюжильных поверхностей может быть:
плоская прямоугольная горизонтальная,
плоская прямоугольная наклонная под
Форма утюжильных поверхностей может быть:
плоская прямоугольная горизонтальная,
плоская прямоугольная наклонная под
Ряд зарубежных фирм разрабатывает утюжильные столы специального назначения. Например, в фирме
Ряд зарубежных фирм разрабатывает утюжильные столы специального назначения. Например, в фирме

Утюжильные столы для выполнения внутрипроцессной ВТО одежды
Утюжильные столы для выполнения внутрипроцессной ВТО одежды

Утюжильные и гладильные столы:
Гладильный стол марки PUS 200/D
(«Lelit», Италия);
Утюжильный стол марки
Утюжильные и гладильные столы:
Гладильный стол марки PUS 200/D
(«Lelit», Италия);
Утюжильный стол марки
Важным элементом утюжильных поверхностей – столов и колодок – является покрытие.
Важным элементом утюжильных поверхностей – столов и колодок – является покрытие.
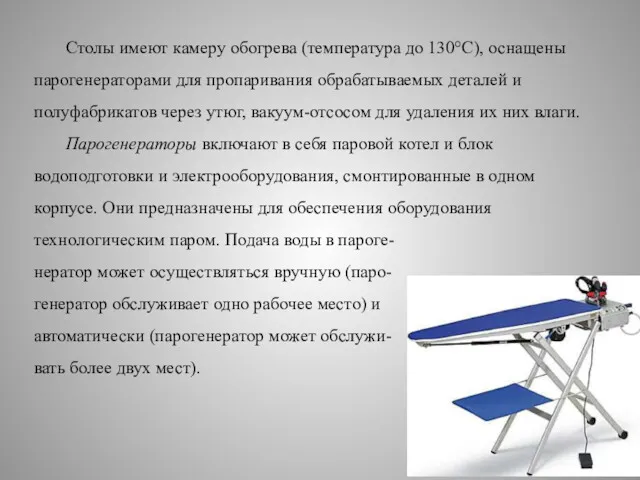
Столы имеют камеру обогрева (температура до 130°С), оснащены парогенераторами для пропаривания
Столы имеют камеру обогрева (температура до 130°С), оснащены парогенераторами для пропаривания

- с паровыми щетками для глажения готовых изделий сложной формы и
- с паровыми щетками для глажения готовых изделий сложной формы и
Подогрев поверхности утюжильных столов необходим для подсушивания изделия и придания ему
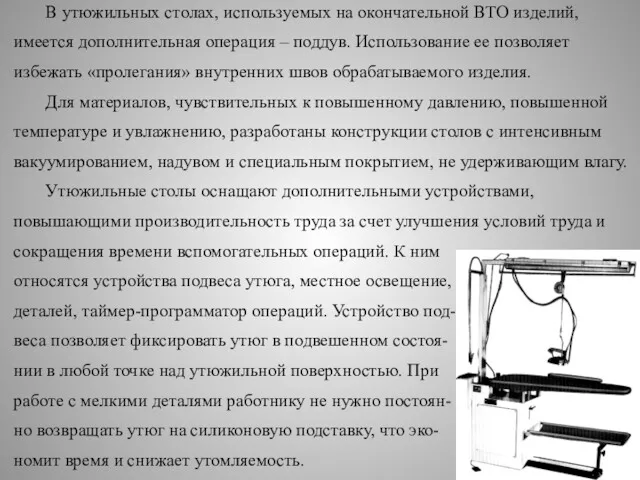
В утюжильных столах, используемых на окончательной ВТО изделий, имеется дополнительная операция
В утюжильных столах, используемых на окончательной ВТО изделий, имеется дополнительная операция
Местное освещение равномерно распределяет свет над рабочей поверхностью, способствует выявлению проблемных
Местное освещение равномерно распределяет свет над рабочей поверхностью, способствует выявлению проблемных
Применяемые в промышленности утюги различают по
виду нагрева,
наличию или отсутствию пропаривателя,
Применяемые в промышленности утюги различают по
виду нагрева,
наличию или отсутствию пропаривателя,
В утюгах с электрообогревом подошва утюга нагревается с помощью электронагревательных элементов,
В утюгах с электрообогревом подошва утюга нагревается с помощью электронагревательных элементов,

Назначение утюгов определяется формой их подошвы и расположением форсунок выброса пара.
Назначение утюгов определяется формой их подошвы и расположением форсунок выброса пара.
Современные утюги оснащены электронными приставками для управления подачей пара из подошвы
Современные утюги оснащены электронными приставками для управления подачей пара из подошвы
Для повышения производительности труда и улучшения качества обработки
изделия при выполнении влажно-тепловых
Для повышения производительности труда и улучшения качества обработки
изделия при выполнении влажно-тепловых

Прессы
Наиболее распространенным видом оборудования для ВТО являются прессы. По назначению
Прессы
Наиболее распространенным видом оборудования для ВТО являются прессы. По назначению

Прессы для дублирования в зависимости от фиксации деталей ткани верха и
Прессы для дублирования в зависимости от фиксации деталей ткани верха и

На швейных предприятиях применяются и прессы карусельного типа с поворотным перемещением
На швейных предприятиях применяются и прессы карусельного типа с поворотным перемещением

Специальные прессы оснащены объемными подушками или специальными колодками, предназначенными для выполнения
Специальные прессы оснащены объемными подушками или специальными колодками, предназначенными для выполнения

Специальные прессы:
для прессования плечевого пояса, лацкана и стойки воротника
для
Специальные прессы:
для прессования плечевого пояса, лацкана и стойки воротника
для
Покрытие нижней подушки представляет собой пакет специальных материалов, обтянутых тканой обтяжкой.
Покрытие нижней подушки представляет собой пакет специальных материалов, обтянутых тканой обтяжкой.
Для окончательной ВТО швейных изделий применяют туннельные установки, паровоздушные манекены.
В паровоздушных
Для окончательной ВТО швейных изделий применяют туннельные установки, паровоздушные манекены.
В паровоздушных

Паровоздушные манекены фирмы «Battistella», (Италия):
для плечевой одежды
комбинированный пароманекен
Паровоздушные манекены фирмы «Battistella», (Италия):
для плечевой одежды
комбинированный пароманекен

Паровоздушные манекены с мягкой оболочкой
Паровоздушные манекены с мягкой оболочкой
Для улучшения качества ВТО на ПВМ воздействие на полуфабрикат рабочими средами
Для улучшения качества ВТО на ПВМ воздействие на полуфабрикат рабочими средами
В этом случае обеспечивается лучшее пропаривание изделия. В связи с отсутствием
В этом случае обеспечивается лучшее пропаривание изделия. В связи с отсутствием
ПВМ с жесткой оболочкой позволяют совместить получение требуемой пространственной формы с
ПВМ с жесткой оболочкой позволяют совместить получение требуемой пространственной формы с

Расположение рабочих органов в процессе прессования
стойки воротника, верха рукава и
Расположение рабочих органов в процессе прессования
стойки воротника, верха рукава и
 Правильные многоугольники
Правильные многоугольники Lessons 17-18 6CD
Lessons 17-18 6CD Тактика допроса и очной ставки
Тактика допроса и очной ставки Быть здоровым – это ЗДОРОВО!!!
Быть здоровым – это ЗДОРОВО!!! Мастер-класс ученика: Подсвечник.
Мастер-класс ученика: Подсвечник. Главные параметры карьера
Главные параметры карьера Мировой опыт обеспечения продовольственной безопасности и его использование в Казахстане
Мировой опыт обеспечения продовольственной безопасности и его использование в Казахстане Географические координаты. Учимся определять географическую широту и долготу.
Географические координаты. Учимся определять географическую широту и долготу. Конфликт. Источники конфликта. Разновидности конфликтов. Типы конфликтных личностей. Способы выхода из конфликта
Конфликт. Источники конфликта. Разновидности конфликтов. Типы конфликтных личностей. Способы выхода из конфликта Мастер-класс Очумелые ручки
Мастер-класс Очумелые ручки технологи Портфолио дошкольника
технологи Портфолио дошкольника О ходе выполнения работ и основных проектных решениях
О ходе выполнения работ и основных проектных решениях Опиоидты нашақорлық. Жасқа байланысты өрекшеліктөрі
Опиоидты нашақорлық. Жасқа байланысты өрекшеліктөрі Презентация Вежливые слова.
Презентация Вежливые слова. Пасхальные традиции и обычаи в разных странах
Пасхальные традиции и обычаи в разных странах Техника движения по снежным склонам
Техника движения по снежным склонам Радиоактивный каротаж. Лекция № 6
Радиоактивный каротаж. Лекция № 6 Морфологическая характеристика лекарственных и ядовитых растений
Морфологическая характеристика лекарственных и ядовитых растений Интеллектуальная игра Кто хочет стать самым умным?
Интеллектуальная игра Кто хочет стать самым умным? Система СМИ Кубы
Система СМИ Кубы Хозяйство европейского Севера
Хозяйство европейского Севера Радиобиология человека
Радиобиология человека Шиповое соединение. Заточка деревообрабатывающего инструмента. 7 класс
Шиповое соединение. Заточка деревообрабатывающего инструмента. 7 класс Экологический классный час Разноцветная планета
Экологический классный час Разноцветная планета Диоды и диодные мосты
Диоды и диодные мосты Художественный и символический язык иконы
Художественный и символический язык иконы Транзистор
Транзистор Школьная служба медиации для родителей
Школьная служба медиации для родителей