- Внутренние и внешние дефекты сварного шва. Билет 17

Содержание
- 2. Дефектами сварных швов и соединений называют различные отклонения от требований чертежа и условий выполнения сварочных работ,
- 3. ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ДЕФЕКТОВ СВАРОЧНЫХ СОЕДИНЕНИЙ Сварочный процесс осложняется многими факторами, к которым можно отнести как объективные
- 4. РАЗНОВИДНОСТИ ДЕФЕКТОВ СВАРОЧНЫХ ШВОВ Все дефекты таких соединений можно разделить на 2 основных типа: Внешние, которые
- 5. Наплывы (натеки) наиболее часто появляются при горизонтальной сварке вертикальных поверхностей. Это приводит к натеканию расплавленного металла
- 6. Подрез – дефект в виде канавки в основном металле по краям сварочного шва (рис. 2). Данный
- 7. Непровары – это локальные несплавления наплавленного металла с основным металлом или слоев шва между собой. К
- 8. Поры – это полости внутри шва, заполненные газом, который не успел выделиться в процессе сварки. Они
- 9. Внешний осмотр проводится только после качественной очистки соединения от шлака, брызг металла и других загрязнений. При
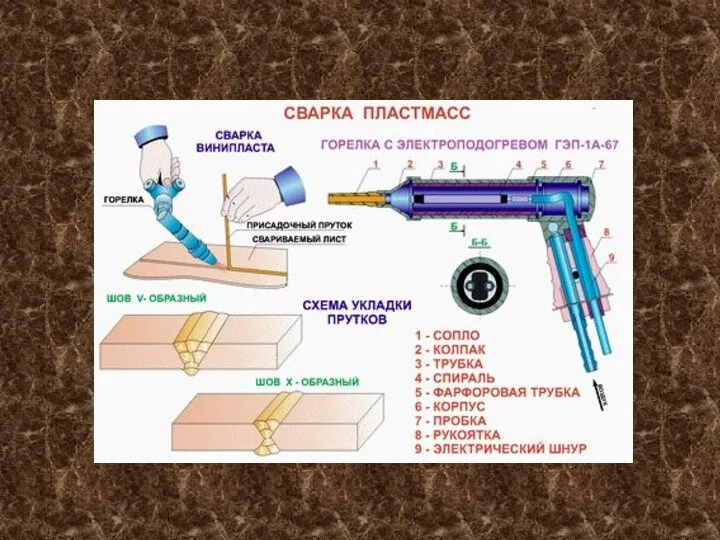
- 10. Технология сварки пластмасс. Билет 17 (2)
- 11. Пластмассы - материалы на основе природных или синтетических полимеров, способные под влиянием нагрева и давления формоваться
- 12. Диффузионно-реологический процесс взаимодействия свариваемых поверхностей реализуется в стадии вязко-текучего состояния (макромолекулы приобретают максимальную подвижность и имеют
- 13. Свариваемость полимеров может также оцениваться по интервалу вязко-текучего со стояния и по характеристике вязкости расплава (табл.
- 15. Сварка нагретым газом производится путем одновременного разогрева свариваемых изделий струёй горячего газа-теплоносителя, нагреваемого в специальном устройстве.
- 18. Скачать презентацию

Дефектами сварных швов и соединений называют различные отклонения от требований чертежа
Дефектами сварных швов и соединений называют различные отклонения от требований чертежа
ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ДЕФЕКТОВ СВАРОЧНЫХ СОЕДИНЕНИЙ
Сварочный процесс осложняется многими факторами, к которым
Сварочный процесс осложняется многими факторами, к которым
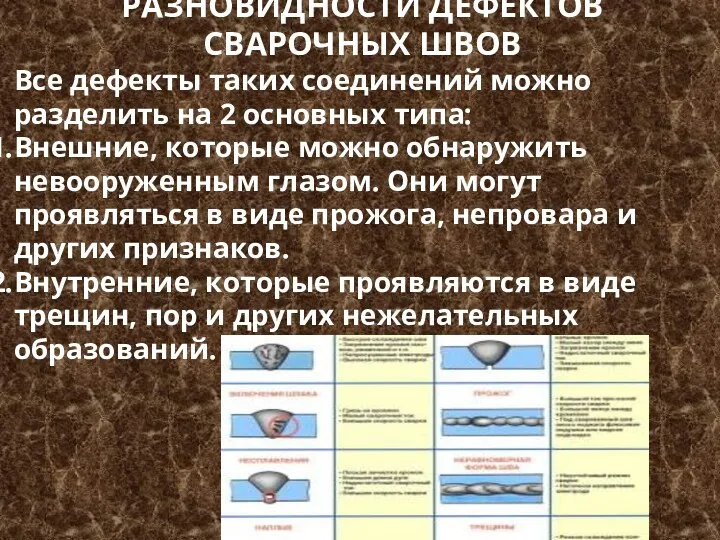
РАЗНОВИДНОСТИ ДЕФЕКТОВ СВАРОЧНЫХ ШВОВ
Все дефекты таких соединений можно разделить на 2
РАЗНОВИДНОСТИ ДЕФЕКТОВ СВАРОЧНЫХ ШВОВ
Все дефекты таких соединений можно разделить на 2
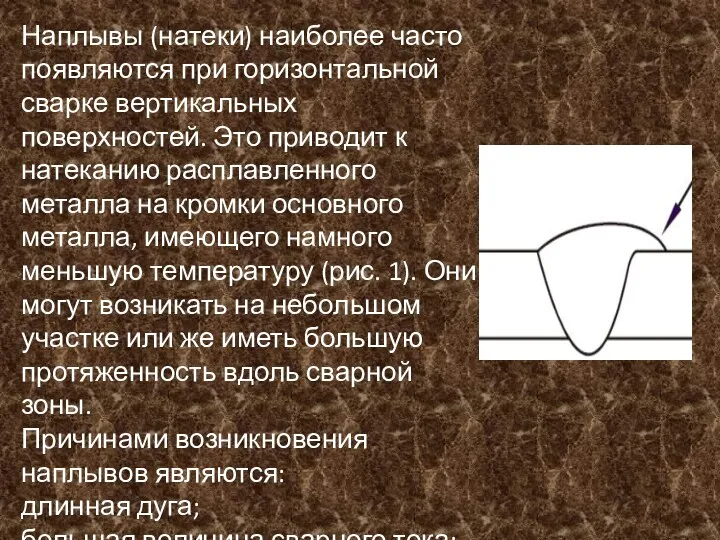
Наплывы (натеки) наиболее часто появляются при горизонтальной сварке вертикальных поверхностей. Это
Наплывы (натеки) наиболее часто появляются при горизонтальной сварке вертикальных поверхностей. Это
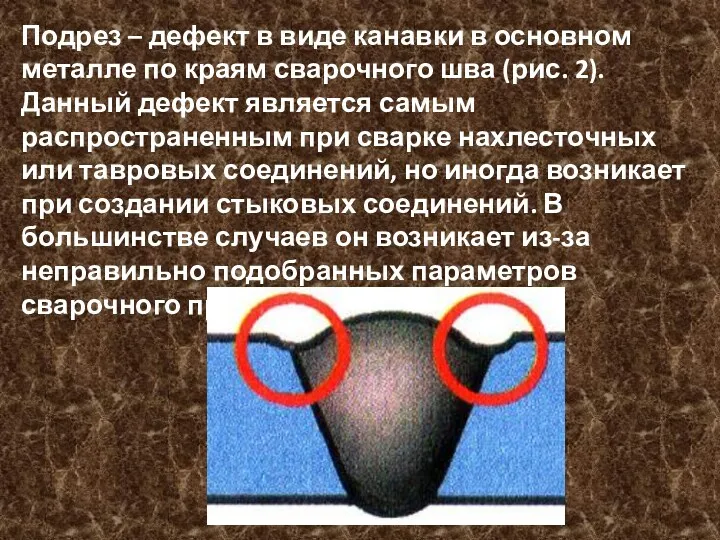
Подрез – дефект в виде канавки в основном металле по краям
Подрез – дефект в виде канавки в основном металле по краям
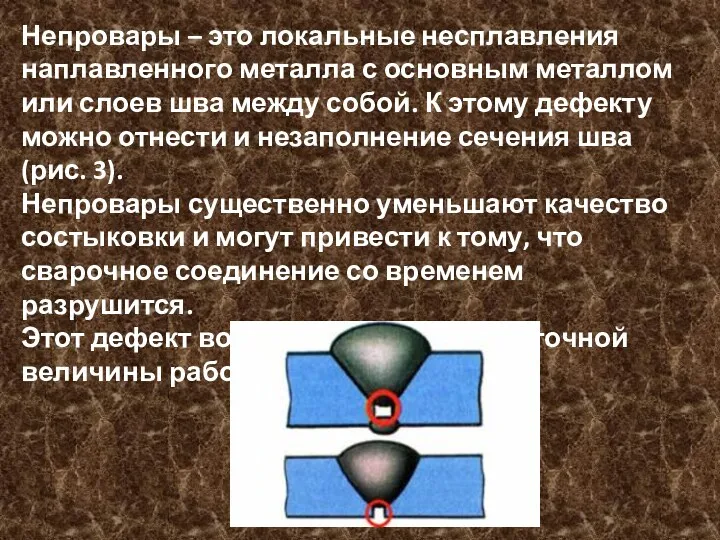
Непровары – это локальные несплавления наплавленного металла с основным металлом или
Непровары – это локальные несплавления наплавленного металла с основным металлом или
Поры – это полости внутри шва, заполненные газом, который не успел
Поры – это полости внутри шва, заполненные газом, который не успел
Внешний осмотр проводится только после качественной очистки соединения от шлака, брызг
Внешний осмотр проводится только после качественной очистки соединения от шлака, брызг
Технология сварки пластмасс.
Билет 17 (2)
Технология сварки пластмасс.
Билет 17 (2)
Пластмассы - материалы на основе природных или синтетических полимеров, способные под влиянием
Пластмассы - материалы на основе природных или синтетических полимеров, способные под влиянием
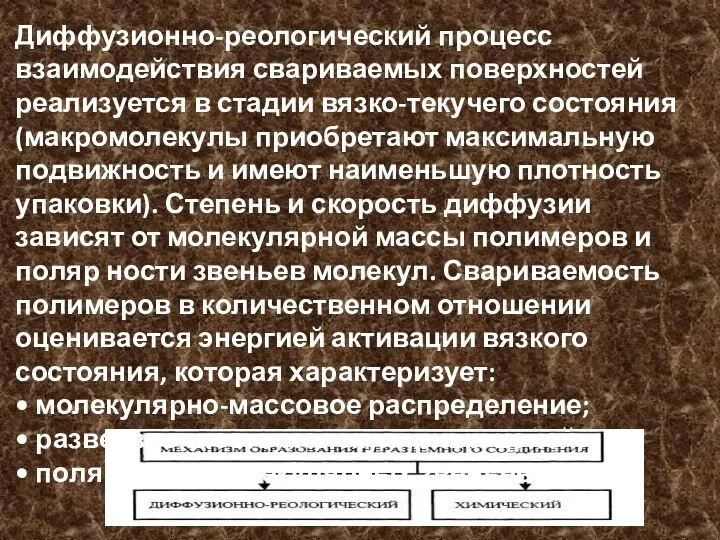
Диффузионно-реологический процесс взаимодействия свариваемых поверхностей реализуется в стадии вязко-текучего состояния (макромолекулы приобретают
Диффузионно-реологический процесс взаимодействия свариваемых поверхностей реализуется в стадии вязко-текучего состояния (макромолекулы приобретают
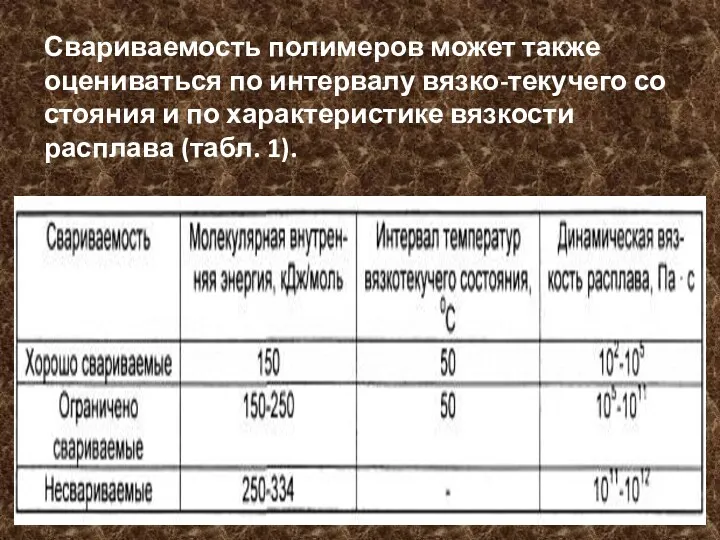
Свариваемость полимеров может также оцениваться по интервалу вязко-текучего со стояния и по
Свариваемость полимеров может также оцениваться по интервалу вязко-текучего со стояния и по
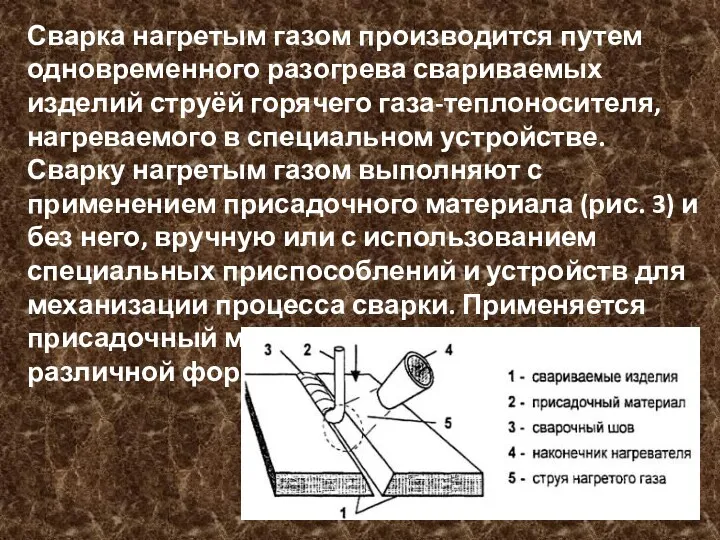
Сварка нагретым газом производится путем одновременного разогрева свариваемых изделий струёй горячего газа-теплоносителя,
Сварка нагретым газом производится путем одновременного разогрева свариваемых изделий струёй горячего газа-теплоносителя,
 Экологический КВН Красавица природа
Экологический КВН Красавица природа Чудо земли - хлеб.
Чудо земли - хлеб. КСЕ. Исторические этапы развития естествознания. (Семинар 1)
КСЕ. Исторические этапы развития естествознания. (Семинар 1) Седьмое поколение процессоров.Процессор Pentium 4
Седьмое поколение процессоров.Процессор Pentium 4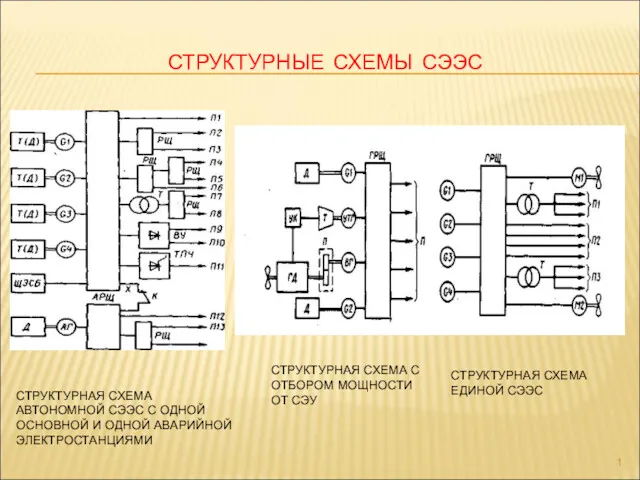 Структурные схемы СЭЭС
Структурные схемы СЭЭС Формирование навыка чтения и письма
Формирование навыка чтения и письма Розробка методики пошуку відмов у GSM–мережi Astelit
Розробка методики пошуку відмов у GSM–мережi Astelit Обобщающий урок по теме Площадь многоугольника. Теорема Пифагора
Обобщающий урок по теме Площадь многоугольника. Теорема Пифагора Брянский машиностроительный завод
Брянский машиностроительный завод Микроконтроллеры и ПЛИС
Микроконтроллеры и ПЛИС Презентация Мой Красноярск. История и современность
Презентация Мой Красноярск. История и современность Основные приемы использования GIMP
Основные приемы использования GIMP Божья любовь
Божья любовь Церковь святых первоверховных апостолов Петра и Павла
Церковь святых первоверховных апостолов Петра и Павла Узловые участковые станции как основные звенья в логистической системе. Организация работы, типы и схемы участковых станций
Узловые участковые станции как основные звенья в логистической системе. Организация работы, типы и схемы участковых станций Правила дорожного движения
Правила дорожного движения Телевидение
Телевидение Презентация Ломоносов
Презентация Ломоносов Разработка инструментария достижения результатов развития личностных качеств учащихся на уроках химии
Разработка инструментария достижения результатов развития личностных качеств учащихся на уроках химии Компьютерные сети
Компьютерные сети Трансплантация костного мозга
Трансплантация костного мозга Великие географические открытия
Великие географические открытия Побочные эффекты антипсихотических препаратов
Побочные эффекты антипсихотических препаратов Былины. Композиция былины
Былины. Композиция былины Катализ в химической технологии
Катализ в химической технологии презентация 800 лет Владимирской Епархии
презентация 800 лет Владимирской Епархии Внеурочная деятельность Духовное краеведение Подмосковья Житие Сергия Радонежского
Внеурочная деятельность Духовное краеведение Подмосковья Житие Сергия Радонежского Использование кластеров
Использование кластеров