- Выбор державки

Содержание
- 2. Державки для наружного точения Выбор и особенности применения Надёжность закрепления пластины и державки Тип державки определяется
- 3. Продольное точение/подрезка торца Профильное точение Подрезка торца Точение врезанием Державки для наружного точения Четыре основных области
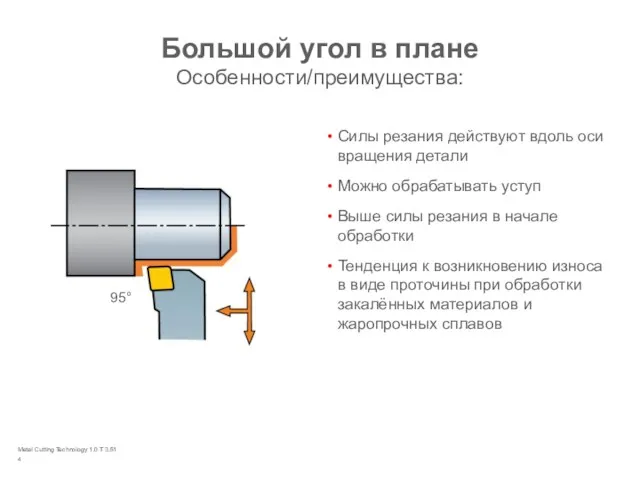
- 4. Metal Cutting Technology 1.0 T 3.51 Большой угол в плане Особенности/преимущества: Силы резания действуют вдоль оси
- 5. Маленький угол в плане Особенности и преимущества : Уменьшенная толщина стружки Возможность поднять производительность Меньше склонность
- 6. Главный угол в плане Важно учесть при профильной обработке При профильной обработке важно учитывать, что главный
- 7. Metal Cutting Technology 1.0 T 3.51 Выбор системы закрепления пластины Повыш. жесткости Поджим за отверстие Прижим
- 8. Metal Cutting Technology 1.0 T 3.51 Негативные пластины Свободный сход стружки Простота замены Негативные пластины Первосходная
- 9. Державки для внутреннего точения Выбор и особенности применения При внутреннем точении (расточке) выбор инструмента часто определяется
- 10. Факторы выбора инструмента при расточке Геометрия Угол в плане Форма пластины, негат./позит. Геометрия Радиус при вершине
- 11. Влияние сил резания Радиальная и тангенциальная силы Тангенциальная составляющая Отгибает инструмент вниз, от линии центров Уменьшает
- 12. Выбор угла в плане Необходимо выбирать инструменты с углом в плане близком 90° Если возможно не
- 13. Расточка/подрезка торца Профильное точение Расточка Профильное точение Обратная расточка Внутреннее точение Четыре основных области применения
- 14. Внутреннее точение Рекомендации по выбору пластин в зависимости от типа обработки
- 15. Выбор формы пластины Позитивное исполнение обеспечивает меньший отжим и силы резания Позитивное исполнение позволяет снизить силы
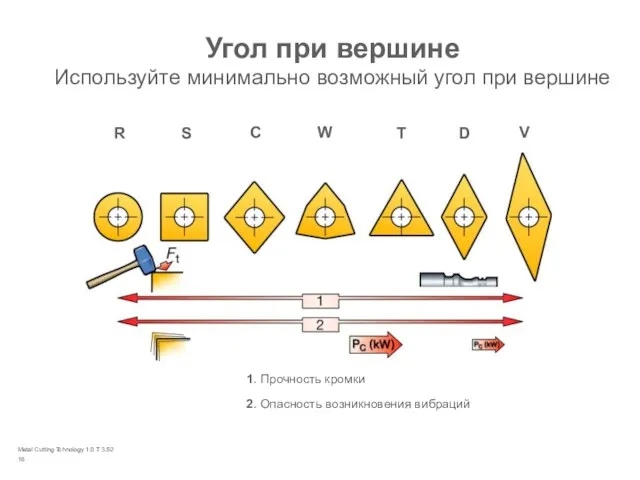
- 16. Metal Cutting Tchnology 1.0 T 3.52 Угол при вершине Используйте минимально возможный угол при вершине 1.
- 17. Глубина резания и радиус при вершине Как маленькая так и большая глубина резания и подача могут
- 18. Закрепление расточных оправок Жесткость закрепления обеспечивает работу без вибраций Необходимо, чтобы площадь контакта между державкой и
- 19. Эвакуация стружки Для успешной расточки Центробежная сила прижимает стружку к стенкам отверстия Стружка может повредить инструмент
- 20. Рекомендуемый вылет инструмента Максимальный вылет для различных типов резцов 1. Стальная оправка (до 4 x D
- 22. Скачать презентацию

Державки для наружного точения
Выбор и особенности применения
Надёжность закрепления пластины и державки
Тип
Державки для наружного точения
Выбор и особенности применения
Надёжность закрепления пластины и державки
Тип
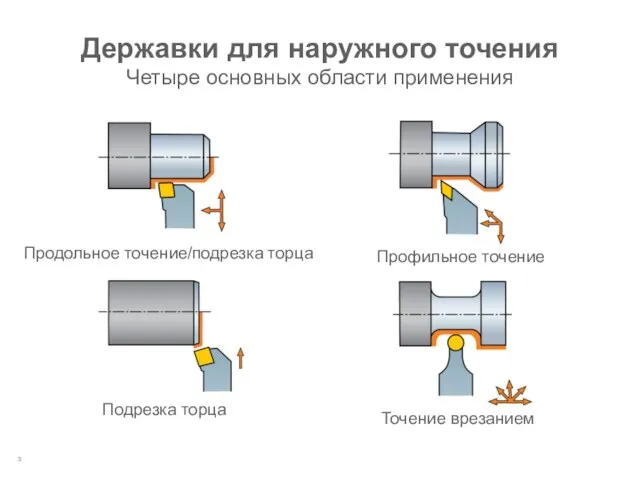
Продольное точение/подрезка торца
Профильное точение
Подрезка торца
Точение врезанием
Державки для наружного точения
Четыре основных
Продольное точение/подрезка торца
Профильное точение
Подрезка торца
Точение врезанием
Державки для наружного точения Четыре основных
Metal Cutting Technology 1.0 T 3.51
Большой угол в плане
Особенности/преимущества:
Силы резания
Metal Cutting Technology 1.0 T 3.51
Большой угол в плане
Особенности/преимущества:
Силы резания

Маленький угол в плане
Особенности и преимущества :
Уменьшенная толщина стружки
Возможность поднять
Маленький угол в плане
Особенности и преимущества :
Уменьшенная толщина стружки
Возможность поднять
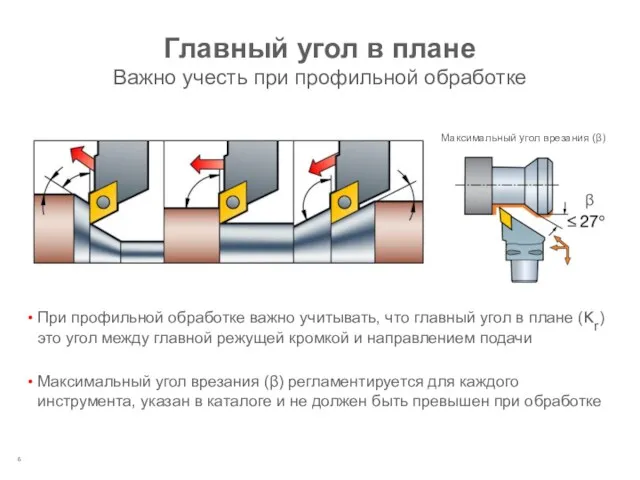
Главный угол в плане
Важно учесть при профильной обработке
При профильной обработке важно
Главный угол в плане
Важно учесть при профильной обработке
При профильной обработке важно

Metal Cutting Technology 1.0 T 3.51
Выбор системы закрепления пластины
Повыш. жесткости
Поджим за
Metal Cutting Technology 1.0 T 3.51
Выбор системы закрепления пластины
Повыш. жесткости
Поджим за

Metal Cutting Technology 1.0 T 3.51
Негативные пластины
Свободный сход стружки
Простота замены
Негативные пластины
Первосходная
Metal Cutting Technology 1.0 T 3.51
Негативные пластины
Свободный сход стружки
Простота замены
Негативные пластины
Первосходная

Державки для внутреннего точения
Выбор и особенности применения
При внутреннем точении (расточке) выбор
Державки для внутреннего точения
Выбор и особенности применения
При внутреннем точении (расточке) выбор
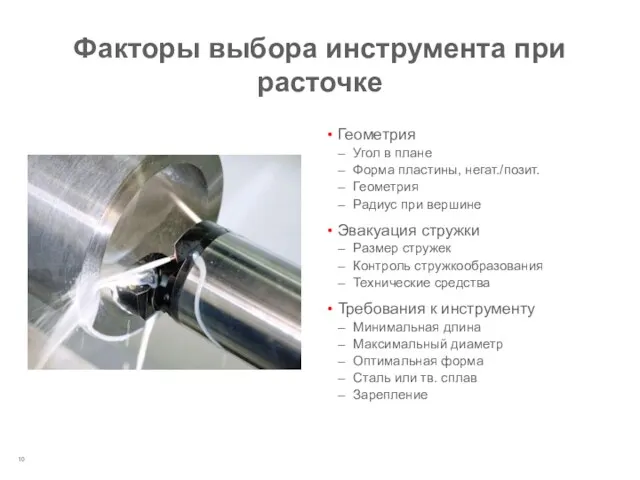
Факторы выбора инструмента при расточке
Геометрия
Угол в плане
Форма пластины, негат./позит.
Геометрия
Радиус при вершине
Эвакуация
Факторы выбора инструмента при расточке
Геометрия
Угол в плане
Форма пластины, негат./позит.
Геометрия
Радиус при вершине
Эвакуация

Влияние сил резания
Радиальная и тангенциальная силы
Тангенциальная составляющая
Отгибает инструмент вниз, от
Влияние сил резания
Радиальная и тангенциальная силы
Тангенциальная составляющая
Отгибает инструмент вниз, от
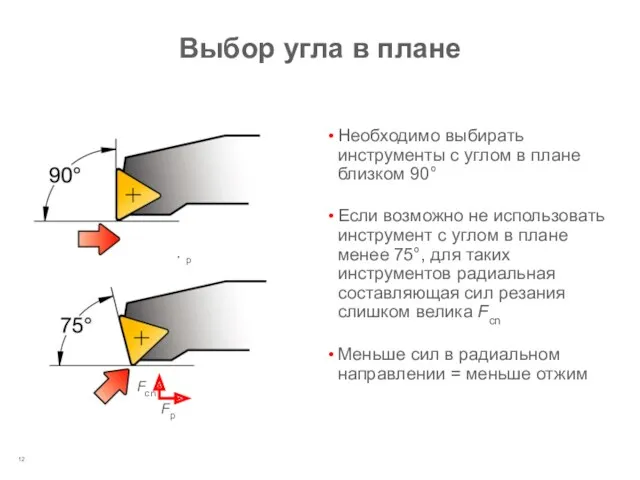
Выбор угла в плане
Необходимо выбирать инструменты с углом в плане близком
Выбор угла в плане
Необходимо выбирать инструменты с углом в плане близком
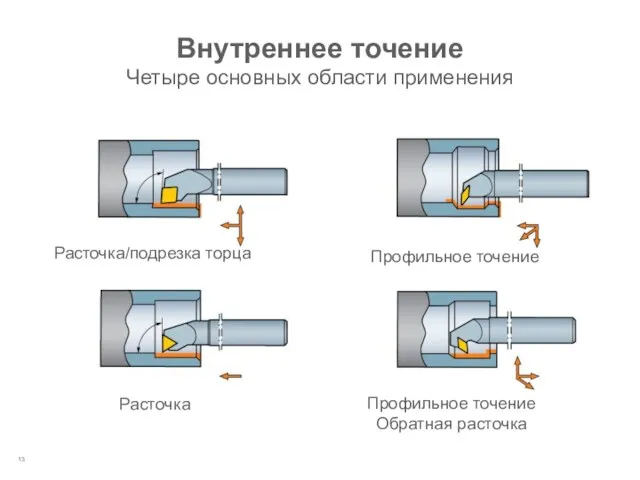
Расточка/подрезка торца
Профильное точение
Расточка
Профильное точение
Обратная расточка
Внутреннее точение
Четыре основных области применения
Расточка/подрезка торца
Профильное точение
Расточка
Профильное точение
Обратная расточка
Внутреннее точение
Четыре основных области применения
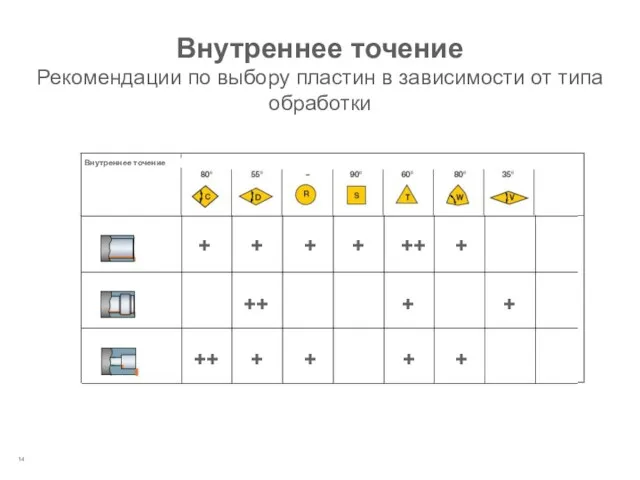
Внутреннее точение
Рекомендации по выбору пластин в зависимости от типа обработки
Внутреннее точение
Рекомендации по выбору пластин в зависимости от типа обработки

Выбор формы пластины
Позитивное исполнение обеспечивает меньший отжим и силы резания
Позитивное исполнение
Выбор формы пластины
Позитивное исполнение обеспечивает меньший отжим и силы резания
Позитивное исполнение
Metal Cutting Tchnology 1.0 T 3.52
Угол при вершине
Используйте минимально возможный угол
Metal Cutting Tchnology 1.0 T 3.52
Угол при вершине Используйте минимально возможный угол
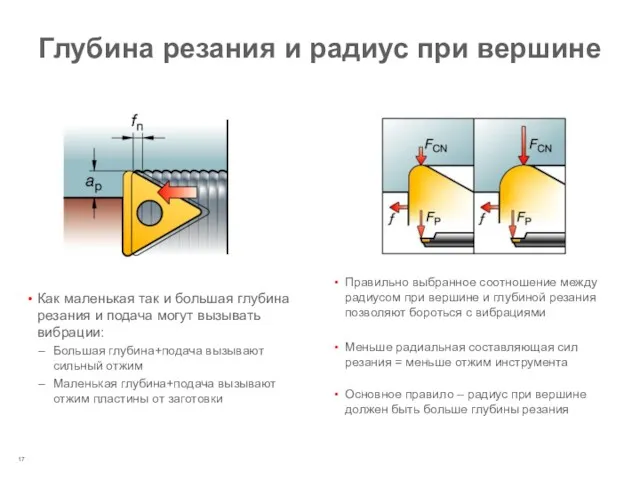
Глубина резания и радиус при вершине
Как маленькая так и большая глубина
Глубина резания и радиус при вершине
Как маленькая так и большая глубина
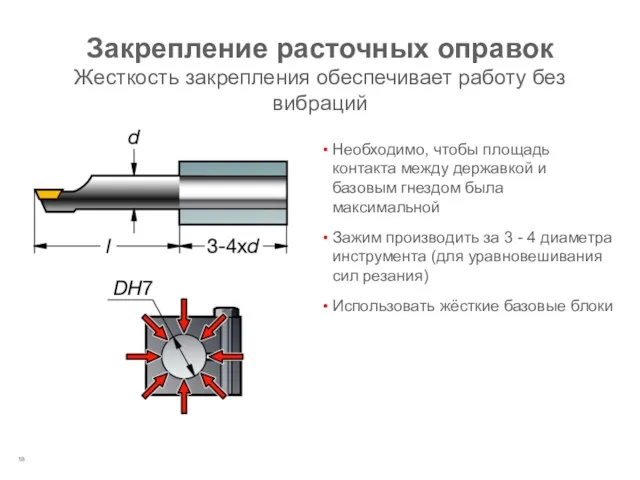
Закрепление расточных оправок
Жесткость закрепления обеспечивает работу без вибраций
Необходимо, чтобы площадь
Закрепление расточных оправок
Жесткость закрепления обеспечивает работу без вибраций
Необходимо, чтобы площадь

Эвакуация стружки
Для успешной расточки
Центробежная сила прижимает стружку к стенкам отверстия
Стружка
Эвакуация стружки
Для успешной расточки
Центробежная сила прижимает стружку к стенкам отверстия
Стружка
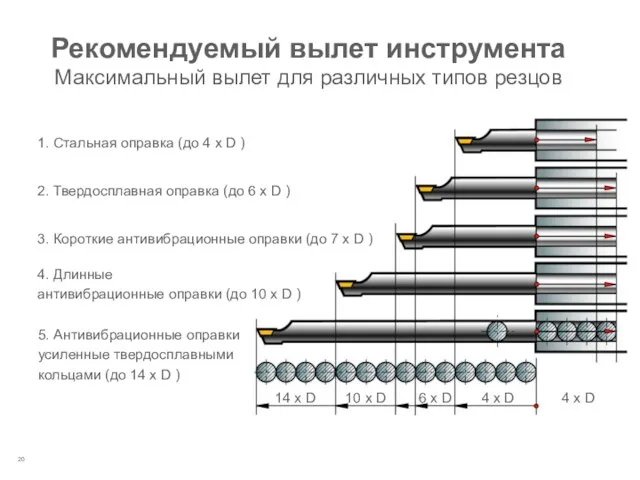
Рекомендуемый вылет инструмента
Максимальный вылет для различных типов резцов
1. Стальная оправка (до
Рекомендуемый вылет инструмента
Максимальный вылет для различных типов резцов
1. Стальная оправка (до
 Проект: Использование ЦОР по предупреждению и коррекции оптической дисграфии у младших школьников .
Проект: Использование ЦОР по предупреждению и коррекции оптической дисграфии у младших школьников . Электроэнергетика России
Электроэнергетика России пищевые добавки
пищевые добавки Понятие - наука
Понятие - наука Всероссийская метапредметная олимпиада по ФГОС “Новые знания” для учащихся 2-4 классов
Всероссийская метапредметная олимпиада по ФГОС “Новые знания” для учащихся 2-4 классов Сайт Салона красоты Al’Paco
Сайт Салона красоты Al’Paco Профессия - стропальщик
Профессия - стропальщик Предраковые заболевания слизистой оболочки полости рта и красной каймы губ
Предраковые заболевания слизистой оболочки полости рта и красной каймы губ Страны Юго-Восточной Азии. Индонезия
Страны Юго-Восточной Азии. Индонезия Презентация НАУКА БИОНИКА
Презентация НАУКА БИОНИКА Презентация к уроку Высотная поясность
Презентация к уроку Высотная поясность Кадровое дело
Кадровое дело American horror story
American horror story Классификация видов информационных технологий. Лекция 2
Классификация видов информационных технологий. Лекция 2 Моя мама
Моя мама Спутниковое ТВ. Для агентского канала
Спутниковое ТВ. Для агентского канала Клиника дизартрий
Клиника дизартрий Новый Закон об образовании
Новый Закон об образовании Методическая работа по развитию речи в дошкольном образовательном учреждении на диагностической основе
Методическая работа по развитию речи в дошкольном образовательном учреждении на диагностической основе Формование батонов
Формование батонов Правила учащихся лицея
Правила учащихся лицея Презентация о школьном музее
Презентация о школьном музее Диоды с переменной емкостью
Диоды с переменной емкостью Медицина во время Первой Мировой Войны
Медицина во время Первой Мировой Войны Моя малая родина 5
Моя малая родина 5 Электроэнергетика России
Электроэнергетика России Глазунов Илья Сергеевич
Глазунов Илья Сергеевич Физиология высшей нервной деятельности
Физиология высшей нервной деятельности