- X19-11-10A SDJ-85/200 双螺杆双阶机组

Содержание
- 2. X19-11-10A设备三维组装图
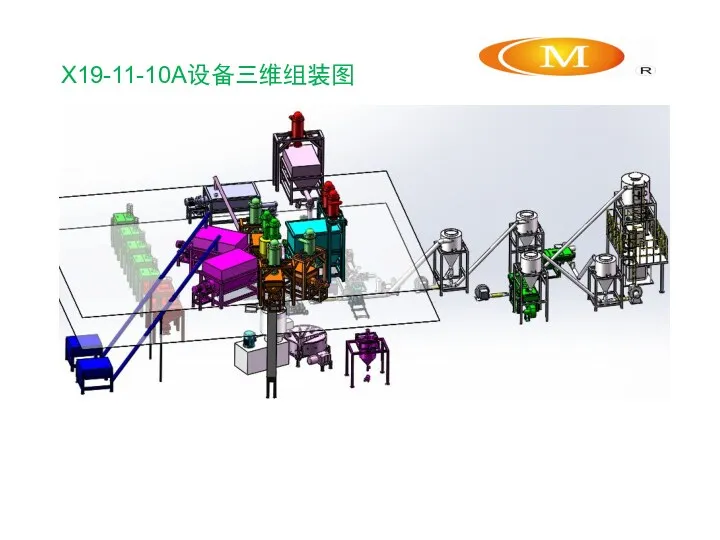
- 3. X19-11-10A设备三维组装图
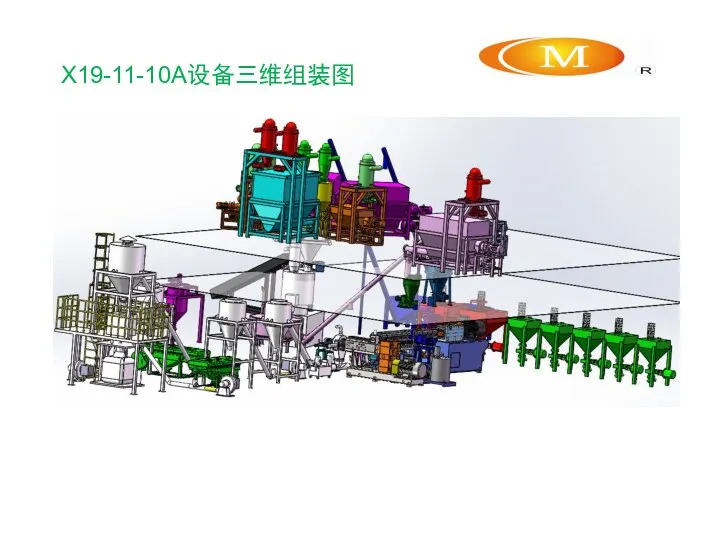
- 4. X19-11-10A设备三维组装图
- 5. X19-11-10A设备安装: 一、喂料系统安装部分; 二、双螺杆主机安装部分; 三、单螺杆主机安装部分; 四、切粒系统安装部分。
- 6. 一、X19-11-10A配料系统安装部分 配料系统三维组装图
- 7. 一、X19-11-10A配料系统安装部分 配料系统三维组装图
- 8. 一、X19-11-10A配料系统安装部分 配料系统一层零部件组装图
- 9. 一、X19-11-10A配料系统安装部分 配料系统二层零部件组装图
- 10. 一、X19-11-10A配料系统安装部分 配料系统三层零部件组装图
- 11. PVC输送仓组装
- 12. PVC输送仓组装 1、将PCV输送仓(16)上、下两部分用M10×16螺栓(B4)加Φ10平垫圈固定成整体后,按布置图摆放到位; 2、按现场实际需求将真空上料机支架1(15)横跨放置与PCV输送仓(16)上,再将两台PCV真空上料机(14)放置于真空上料机支架1(15)上,确定好位置后,将PCV真空上料机(14)与真空上料机支架1(52)焊接成整体; 3、按现场实际需求,将爬梯1(27)确定位置后,将配焊块焊接与PCV输送仓(16)上,用M10×16螺栓(B1)加Φ10平垫圈紧固; 4、按现场实际需求,将防爆灯(B2)确定位置后,将法兰焊接在PCV输送仓(16)上盖上,用M5×20螺栓紧固; 5、按现场实际需求,将透气支架(28)确定位置后,将法兰焊接在PCV输送仓(16)上盖上,用M8×10螺栓紧固,外套无纺布袋; 6、按现场实际需求,将Φ300钢管(29)确定位置后,焊接在PCV输送仓(16)上盖上,用Φ300布袋(B3)与PCV真空上料机(14)下料口连接,再用DN300卡箍锁紧; 7、将1立方倒料站(2)按布置图摆放到位; 8、PCV真空上料机(14)进料口与1立方倒料站(2)下方出料口用硬管现场连接(两台上料机共用一个倒料站); 9、将11kw罗茨风机(B5)按客户要求摆放至指定区域; 10、PCV真空上料机(14)吸气口与11kw罗茨风机(B5)吸风口用硬管现场连接 。
- 13. 大粉体输送仓组装(2套)
- 14. 大粉体输送仓组装(2套) 1、将大粉体输送仓(22)按布置图摆放到位; 2、按现场实际需求,将爬梯2(30)确定位置后,将配焊块焊接在大粉体输送仓(22)上,用M10×16螺栓(B1)加Φ10平垫圈紧固; 3、按现场实际需求,将防爆灯(B2)确定位置后,将法兰焊接在大粉体输送仓(22)上盖上,用M5×20螺栓紧固; 4、按现场实际需求,将透气支架(28)确定位置后,将法兰焊接在大粉体输送仓(22)上盖上,用M8×10螺栓紧固,外套无纺布袋; 5、按现场实际需求,将料位计座(32)确定位置后,将料位计座(32)焊接在大粉体输送仓(22)上,然后安装上阻旋料位计; 6、按现场实际需求,将Φ159钢管(31)确定位置后,焊接在大粉体输送仓(22)上盖上,用Φ159布袋(B2)与螺杆上料机(1)下料口连接,再用DN159卡箍(B2)锁紧。
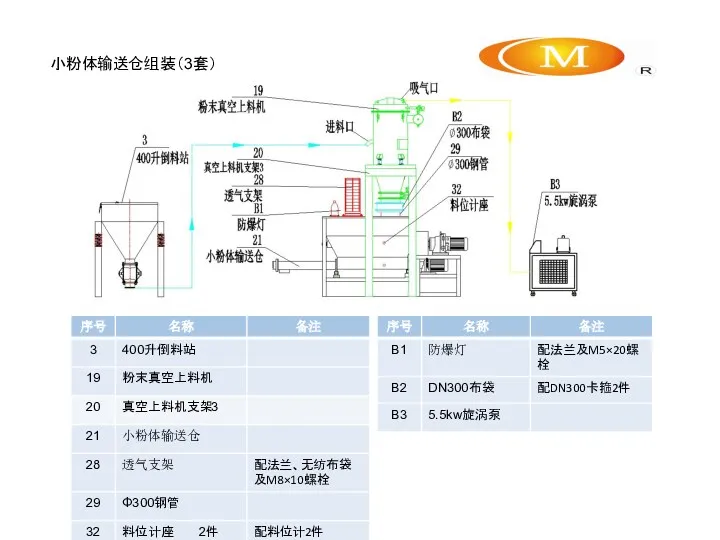
- 15. 小粉体输送仓组装(3套)
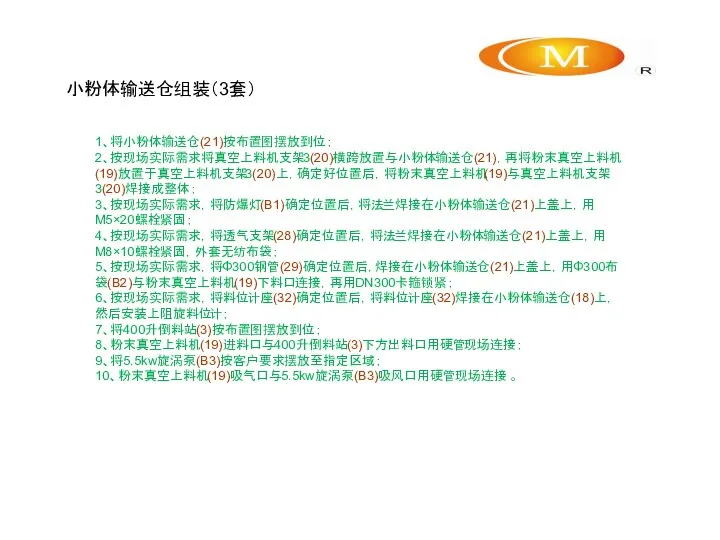
- 16. 小粉体输送仓组装(3套) 1、将小粉体输送仓(21)按布置图摆放到位; 2、按现场实际需求将真空上料机支架3(20)横跨放置与小粉体输送仓(21),再将粉末真空上料机(19)放置于真空上料机支架3(20)上,确定好位置后,将粉末真空上料机(19)与真空上料机支架3(20)焊接成整体; 3、按现场实际需求,将防爆灯(B1)确定位置后,将法兰焊接在小粉体输送仓(21)上盖上,用M5×20螺栓紧固; 4、按现场实际需求,将透气支架(28)确定位置后,将法兰焊接在小粉体输送仓(21)上盖上,用M8×10螺栓紧固,外套无纺布袋; 5、按现场实际需求,将Φ300钢管(29)确定位置后,焊接在小粉体输送仓(21)上盖上,用Φ300布袋(B2)与粉末真空上料机(19)下料口连接,再用DN300卡箍锁紧; 6、按现场实际需求,将料位计座(32)确定位置后,将料位计座(32)焊接在小粉体输送仓(18)上,然后安装上阻旋料位计; 7、将400升倒料站(3)按布置图摆放到位; 8、粉末真空上料机(19)进料口与400升倒料站(3)下方出料口用硬管现场连接; 9、将5.5kw旋涡泵(B3)按客户要求摆放至指定区域; 10、粉末真空上料机(19)吸气口与5.5kw旋涡泵(B3)吸风口用硬管现场连接 。
- 17. 小粉体输送仓组装图片
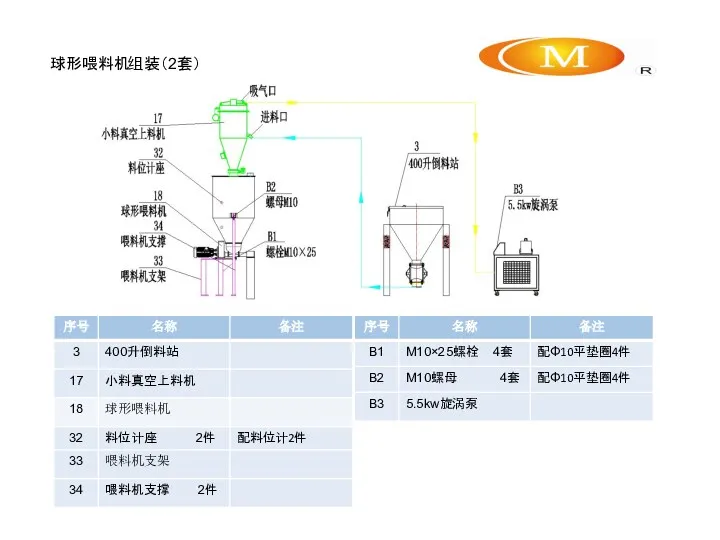
- 18. 球形喂料机组装(2套)
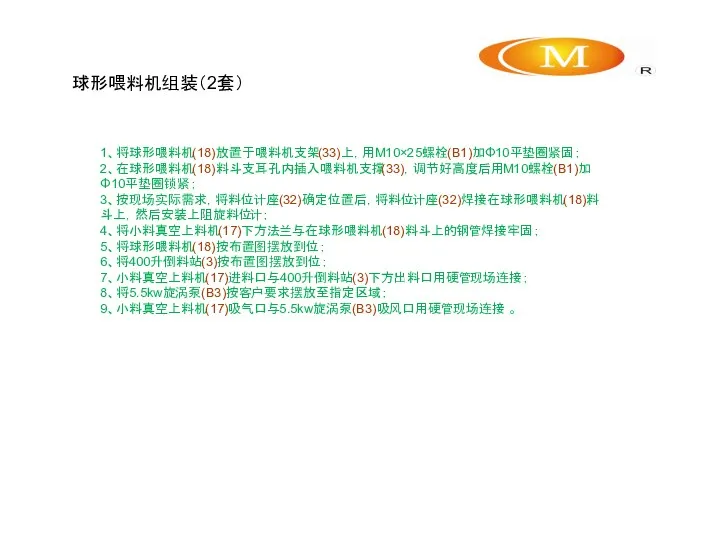
- 19. 球形喂料机组装(2套) 1、将球形喂料机(18)放置于喂料机支架(33)上,用M10×25螺栓(B1)加Φ10平垫圈紧固; 2、在球形喂料机(18)料斗支耳孔内插入喂料机支撑(33),调节好高度后用M10螺栓(B1)加Φ10平垫圈锁紧; 3、按现场实际需求,将料位计座(32)确定位置后,将料位计座(32)焊接在球形喂料机(18)料斗上,然后安装上阻旋料位计; 4、将小料真空上料机(17)下方法兰与在球形喂料机(18)料斗上的钢管焊接牢固; 5、将球形喂料机(18)按布置图摆放到位; 6、将400升倒料站(3)按布置图摆放到位; 7、小料真空上料机(17)进料口与400升倒料站(3)下方出料口用硬管现场连接; 8、将5.5kw旋涡泵(B3)按客户要求摆放至指定区域; 9、小料真空上料机(17)吸气口与5.5kw旋涡泵(B3)吸风口用硬管现场连接 。
- 20. 粉体称重组装 1、粉体称重系统(11)现场配焊在客户平台上; 2、将脉冲电磁一端与助流气碟接口用Φ10气管连接,另外一端接客户气源 ; 3、将脉冲电磁一端与震动接口用Φ10气管连接,另外一端接客户气源; 4、将上端Φ200进料口与PCV输送仓(16)及大粉体输送仓(22)下料口用DN200布袋(B1)连接,再用DN200卡箍锁紧; 5、将上端Φ130进料口与小粉体输送仓(21)及球形喂料机(18)下料口用DN130布袋(B4)连接,再用DN130卡箍锁紧; 6、将下端出料料口与高混机(8)进料口用DN250灯笼管(B3)连接,再用DN250卡箍锁紧。
- 21. 液体称重组装 1、液体称重系统(9)按布置图摆放; 2、用Φ33透明钢管(B1)软管将液体罐下料口和2.2kw齿轮泵(35)进口连接,用DN33卡箍锁紧; 3、2.2kw齿轮泵(35)出口用一寸钢管(客户自备)与高混机(8)液体进料口连接; 4、1.5kw齿轮泵(36)出口用一寸钢管(客户自备)与液体称重系统(8)上端球阀连接(共四套); 5、1.5kw齿轮泵(36)进口用一寸钢管(客户自备)与原料罐(客户自备)连接。
- 22. 高混机组装 1、高混机(8)按布置图摆放到位; 2、将高混机(8)下料口与冷混机(7)进料口用DN250布袋(B1)连接,再用DN250卡箍锁紧; 3、用M8×16螺栓(B2)将两个除尘器(37)分别安装于高混机(8)及与冷混机(7)上盖,加Φ8平垫圈,拧紧; 4、用M16×110螺栓(B3)将高混机进料斗(38)安装于高混机(8)上端DN250气动刀闸阀上,加Φ16平垫圈,用M16螺母锁紧; 5、将输送带(10)根据现场实际需求摆放,要求物料可以从顺畅从高混机进料斗(38)进入高混机即可。
- 23. 高混机与冷混机图片
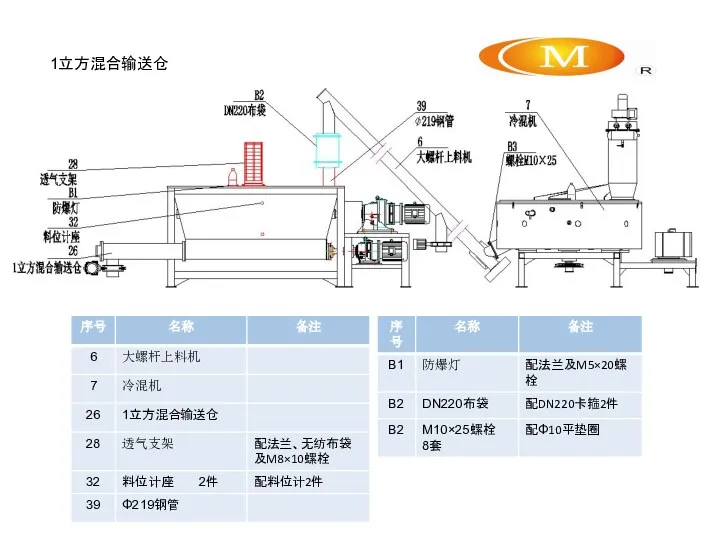
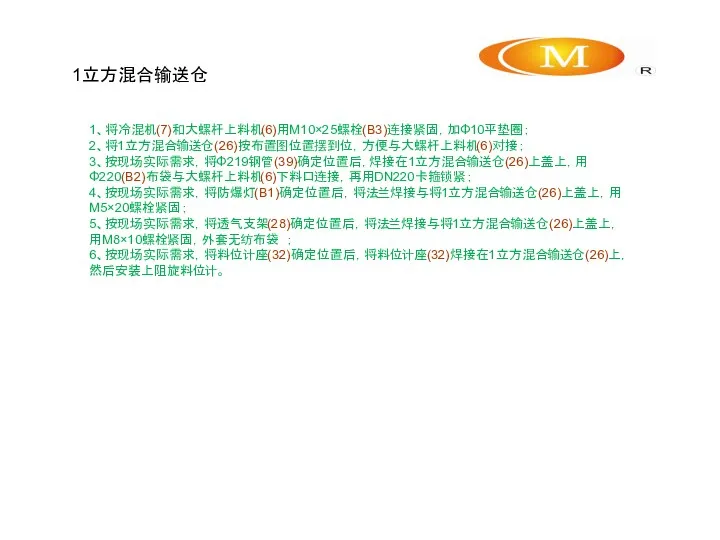
- 24. 1立方混合输送仓
- 25. 1立方混合输送仓 1、将冷混机(7)和大螺杆上料机(6)用M10×25螺栓(B3)连接紧固,加Φ10平垫圈; 2、将1立方混合输送仓(26)按布置图位置摆到位,方便与大螺杆上料机(6)对接; 3、按现场实际需求,将Φ219钢管(39)确定位置后,焊接在1立方混合输送仓(26)上盖上,用Φ220(B2)布袋与大螺杆上料机(6)下料口连接,再用DN220卡箍锁紧; 4、按现场实际需求,将防爆灯(B1)确定位置后,将法兰焊接与将1立方混合输送仓(26)上盖上,用M5×20螺栓紧固; 5、按现场实际需求,将透气支架(28)确定位置后,将法兰焊接与将1立方混合输送仓(26)上盖上,用M8×10螺栓紧固,外套无纺布袋 ; 6、按现场实际需求,将料位计座(32)确定位置后,将料位计座(32)焊接在1立方混合输送仓(26)上,然后安装上阻旋料位计。
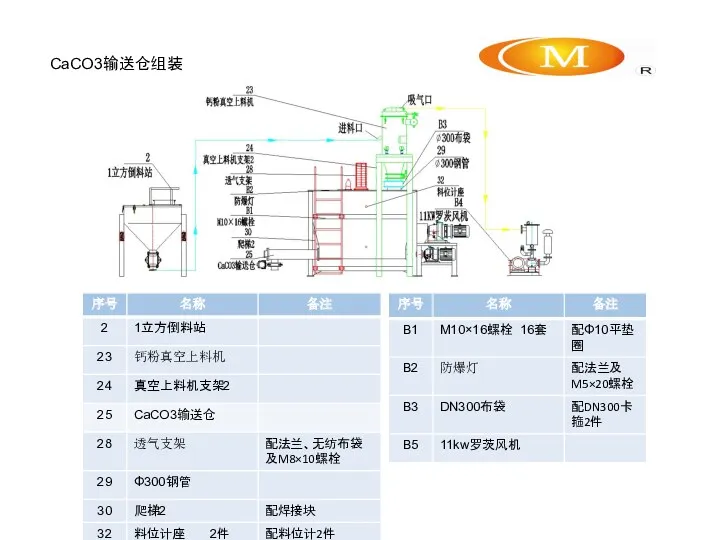
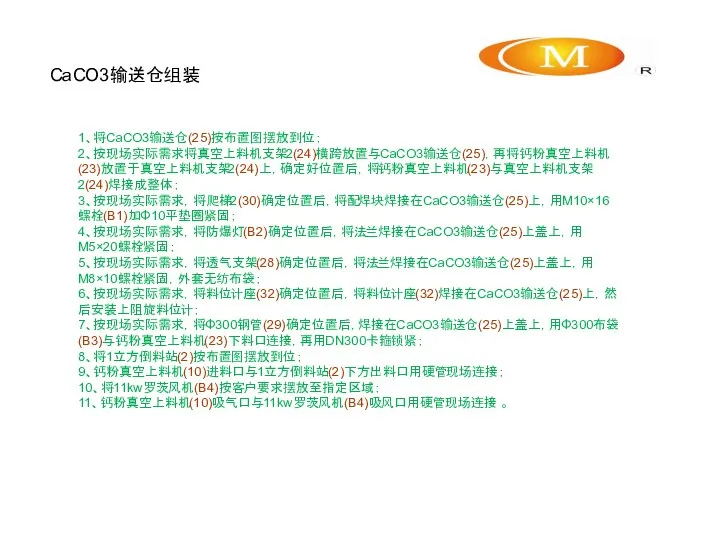
- 26. CaCO3输送仓组装
- 27. CaCO3输送仓组装 1、将CaCO3输送仓(25)按布置图摆放到位; 2、按现场实际需求将真空上料机支架2(24)横跨放置与CaCO3输送仓(25),再将钙粉真空上料机(23)放置于真空上料机支架2(24)上,确定好位置后,将钙粉真空上料机(23)与真空上料机支架2(24)焊接成整体; 3、按现场实际需求,将爬梯2(30)确定位置后,将配焊块焊接在CaCO3输送仓(25)上,用M10×16螺栓(B1)加Φ10平垫圈紧固; 4、按现场实际需求,将防爆灯(B2)确定位置后,将法兰焊接在CaCO3输送仓(25)上盖上,用M5×20螺栓紧固; 5、按现场实际需求,将透气支架(28)确定位置后,将法兰焊接在CaCO3输送仓(25)上盖上,用M8×10螺栓紧固,外套无纺布袋; 6、按现场实际需求,将料位计座(32)确定位置后,将料位计座(32)焊接在CaCO3输送仓(25)上,然后安装上阻旋料位计; 7、按现场实际需求,将Φ300钢管(29)确定位置后,焊接在CaCO3输送仓(25)上盖上,用Φ300布袋(B3)与钙粉真空上料机(23)下料口连接,再用DN300卡箍锁紧; 8、将1立方倒料站(2)按布置图摆放到位; 9、钙粉真空上料机(10)进料口与1立方倒料站(2)下方出料口用硬管现场连接; 10、将11kw罗茨风机(B4)按客户要求摆放至指定区域; 11、钙粉真空上料机(10)吸气口与11kw罗茨风机(B4)吸风口用硬管现场连接 。
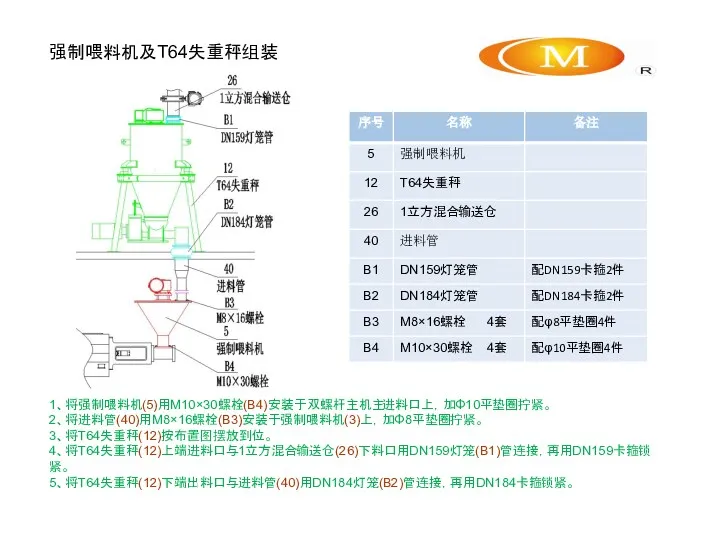
- 28. 强制喂料机及T64失重秤组装 1、将强制喂料机(5)用M10×30螺栓(B4)安装于双螺杆主机主进料口上,加Φ10平垫圈拧紧。 2、将进料管(40)用M8×16螺栓(B3)安装于强制喂料机(3)上,加Φ8平垫圈拧紧。 3、将T64失重秤(12)按布置图摆放到位。 4、将T64失重秤(12)上端进料口与1立方混合输送仓(26)下料口用DN159灯笼(B1)管连接,再用DN159卡箍锁紧。 5、将T64失重秤(12)下端出料口与进料管(40)用DN184灯笼(B2)管连接,再用DN184卡箍锁紧。
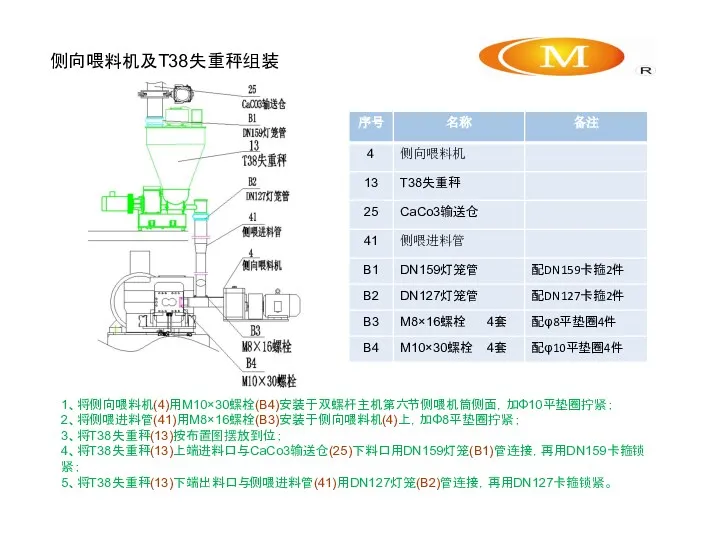
- 29. 侧向喂料机及T38失重秤组装 1、将侧向喂料机(4)用M10×30螺栓(B4)安装于双螺杆主机第六节侧喂机筒侧面,加Φ10平垫圈拧紧; 2、将侧喂进料管(41)用M8×16螺栓(B3)安装于侧向喂料机(4)上,加Φ8平垫圈拧紧; 3、将T38失重秤(13)按布置图摆放到位; 4、将T38失重秤(13)上端进料口与CaCo3输送仓(25)下料口用DN159灯笼(B1)管连接,再用DN159卡箍锁紧; 5、将T38失重秤(13)下端出料口与侧喂进料管(41)用DN127灯笼(B2)管连接,再用DN127卡箍锁紧。
- 30. 强制喂料机和侧向喂料机
- 31. 二、X19-11-10A双螺杆主机安装部分 双螺杆主机三维图片
- 32. 双螺杆机组内、外冷却循环接口位置示意图
- 33. 双螺杆机组内、外冷却循环接口明细表
- 34. 油循环冷却进、回水接口图片 油循环冷却回水口Rc1” 油循环冷却进水口Rc1”
- 35. 双螺杆机组内循环冷却进、回水管接口图片 内循环冷却回水管(与冷却器相连) 内循环冷却进水管(与水泵相连)
- 36. 水站外循环冷却进、回水管道接口图片 水站外循环冷却进水口Rc1” 水站外循环冷却回水口Rc1 1/2”
- 37. 真空站补水管道接口图片 真空站补水口Rc3/4”
- 38. 真空站冷却进、回水接口图片 真空站冷却回水口Rc1”
- 39. 双螺杆芯轴水模温机进、回水接口图片 芯轴通水加温进水口Rc1/2” 芯轴通水加温回水口Rc1/2”
- 40. 1、此次安装所有螺纹均为管牙密封螺纹,安装前需在外螺纹处缠绕生料带,以加强密封。 2、连接若有高低差,需遵循低进高回原则。 3、所有热交换器进水口前已配有过滤装置,为保障机器正常使用,请严格按照保养手册定期清洗或更换滤芯。 4、布置图以客户实际布置为准。
- 41. 三、X19-11-10A单螺杆主机安装部分 单螺杆主机三维图片
- 42. 单螺杆主机水循环系统连接图
- 43. 单螺杆主机组装图零件明细
- 44. 筒体冷却管道连接图片 芯轴冷却进水管 回水管 进水管 芯轴冷却回水管
- 45. 单螺杆芯轴冷却管连接图片 芯轴进水管1/2' 芯轴回水管1/2'
- 46. 换网器液压站、油缸管路连接图片
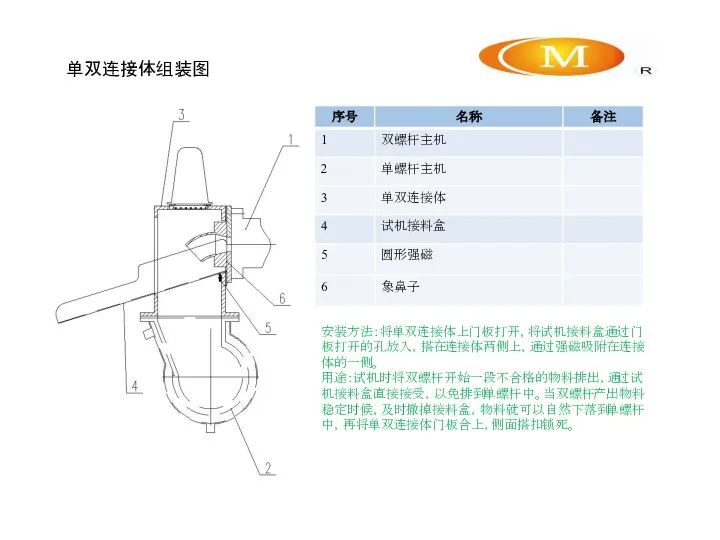
- 47. 单双连接体组装图 安装方法:将单双连接体上门板打开,将试机接料盒通过门板打开的孔放入,搭在连接体两侧上,通过强磁吸附在连接体的一侧。 用途:试机时将双螺杆开始一段不合格的物料排出,通过试机接料盒直接接受,以免排到单螺杆中。当双螺杆产出物料稳定时候,及时撤掉接料盒,物料就可以自然下落到单螺杆中,再将单双连接体门板合上,侧面搭扣锁死。
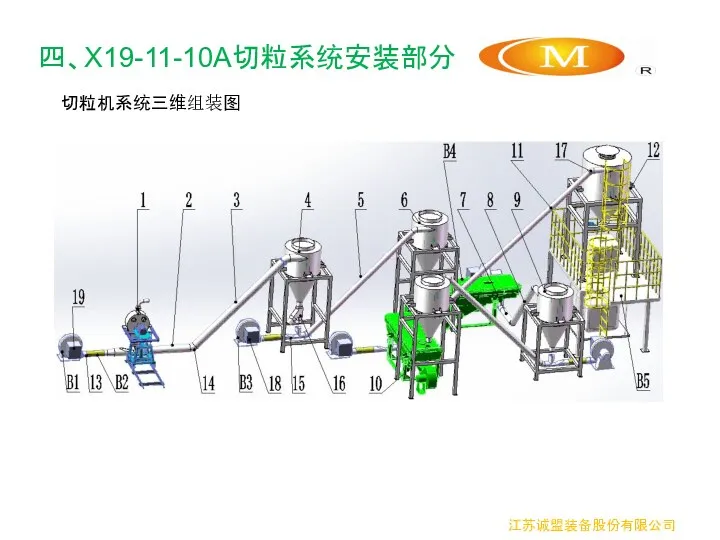
- 48. 切粒机系统三维组装图 四、X19-11-10A切粒系统安装部分
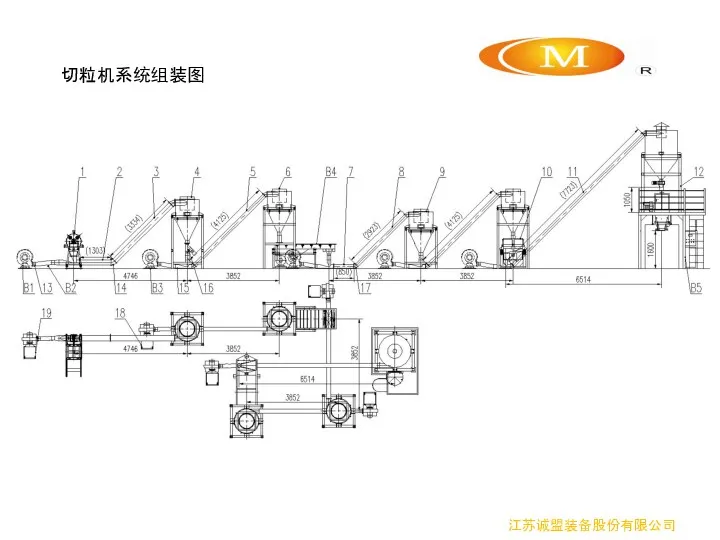
- 49. 切粒机系统组装图
- 50. 切粒机系统组装图零部件清单
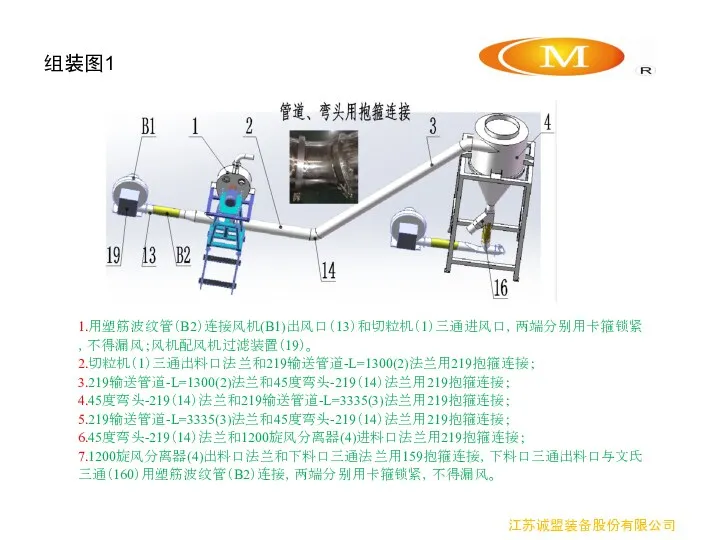
- 51. 组装图1 1.用塑筋波纹管(B2)连接风机(B1)出风口(13)和切粒机(1)三通进风口,两端分别用卡箍锁紧,不得漏风;风机配风机过滤装置(19)。 2.切粒机(1)三通出料口法兰和219输送管道-L=1300(2)法兰用219抱箍连接; 3.219输送管道-L=1300(2)法兰和45度弯头-219(14)法兰用219抱箍连接; 4.45度弯头-219(14)法兰和219输送管道-L=3335(3)法兰用219抱箍连接; 5.219输送管道-L=3335(3)法兰和45度弯头-219(14)法兰用219抱箍连接; 6.45度弯头-219(14)法兰和1200旋风分离器(4)进料口法兰用219抱箍连接; 7.1200旋风分离器(4)出料口法兰和下料口三通法兰用159抱箍连接,下料口三通出料口与文氏三通(160)用塑筋波纹管(B2)连接,两端分别用卡箍锁紧,不得漏风。
- 52. 组装图1图片
- 53. 组装图2 1.用塑筋波纹管(B2)连接风机(B3)出风口和文氏三通(15)进风口,两端分别用卡箍锁紧,不得漏风;风机配风机过滤装置(18)。 2.文氏三通(15)法兰和45度弯头-159(17)法兰用159抱箍连接; 3.45度弯头-159(17)法兰和159输送管道-L=4125(5)法兰用159抱箍连接; 4.159输送管道-L=4125(5)法兰和45度弯头-159(17)法兰用159抱箍连接; 5.45度弯头-159(17)法兰和1200旋风分离器(6)进料口法兰用159抱箍连接; 6.1200旋风分离器(6)出料口法兰和振动筛(B4)用塑筋波纹管(B2)连接,上端用卡箍锁紧。
- 54. 组装图2图片
- 55. 组装图3 1.用塑筋波纹管(B2)连接风机(B3)出风口和文氏三通(15)进风口,两端分别用卡箍锁紧,不得漏风;风机配风机过滤装置(18)。 2.文氏三通(15)法兰和159输送管道-L=850(7)法兰用159抱箍连接;文氏三通(15)进料口与振动筛(B4)用塑筋波纹管连接,两端分别用卡箍锁紧。 3.159输送管道-L=850(7)法兰和45度弯头-159(17)法兰用159抱箍连接; 4.45度弯头-159(17)法兰和159输送管道-L=2925(8)法兰用159抱箍连接; 5.159输送管道-L=2925(8)法兰和45度弯头-159(17)法兰用159抱箍连接; 6.45度弯头-159(17)法兰和1200旋风分离器(9)进料口法兰用159抱箍连接; 7.1200旋风分离器(6)出料口法兰和文氏三通(15)进料口用塑筋波纹管(B2)连接,两端用卡箍锁紧。
- 56. 组装图3图片
- 57. 组装图4 1.用塑筋波纹管(B2)连接风机(B3)出风口和文氏三通(15)进风口,两端分别用卡箍锁紧,不得漏风;风机配风机过滤装置(18)。 2.文氏三通(15)法兰和45度弯头-159(17)法兰用159抱箍连接; 3.45度弯头-159(17)法兰和159输送管道-L=4125(5)法兰用159抱箍连接; 4.159输送管道-L=4125(5)法兰和45度弯头-159(17)法兰用159抱箍连接; 5.45度弯头-159(17)法兰和1200旋风分离器(6)进料口法兰用159抱箍连接; 6.1200旋风分离器(6)出料口法兰和振动筛(10)用塑筋波纹管(B2)连接,上端用卡箍锁紧。
- 58. 组装图4图片
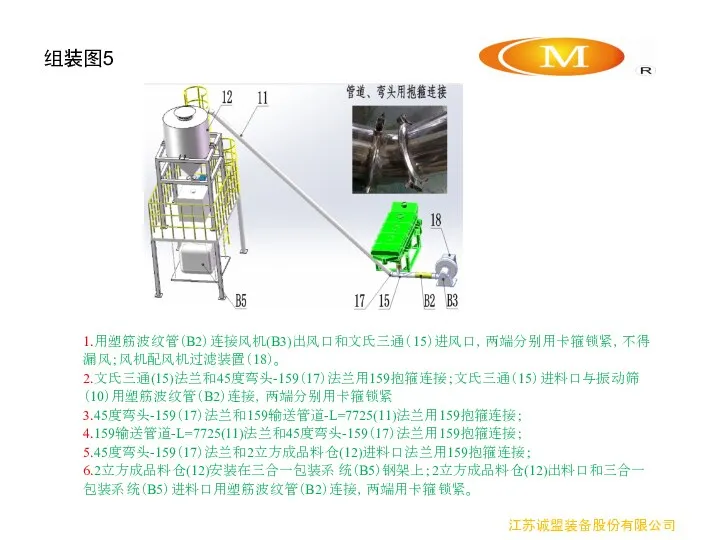
- 59. 组装图5 1.用塑筋波纹管(B2)连接风机(B3)出风口和文氏三通(15)进风口,两端分别用卡箍锁紧,不得漏风;风机配风机过滤装置(18)。 2.文氏三通(15)法兰和45度弯头-159(17)法兰用159抱箍连接;文氏三通(15)进料口与振动筛(10)用塑筋波纹管(B2)连接,两端分别用卡箍锁紧 3.45度弯头-159(17)法兰和159输送管道-L=7725(11)法兰用159抱箍连接; 4.159输送管道-L=7725(11)法兰和45度弯头-159(17)法兰用159抱箍连接; 5.45度弯头-159(17)法兰和2立方成品料仓(12)进料口法兰用159抱箍连接; 6.2立方成品料仓(12)安装在三合一包装系统(B5)钢架上;2立方成品料仓(12)出料口和三合一包装系统(B5)进料口用塑筋波纹管(B2)连接,两端用卡箍锁紧。
- 60. 组装图5图片
- 62. Скачать презентацию
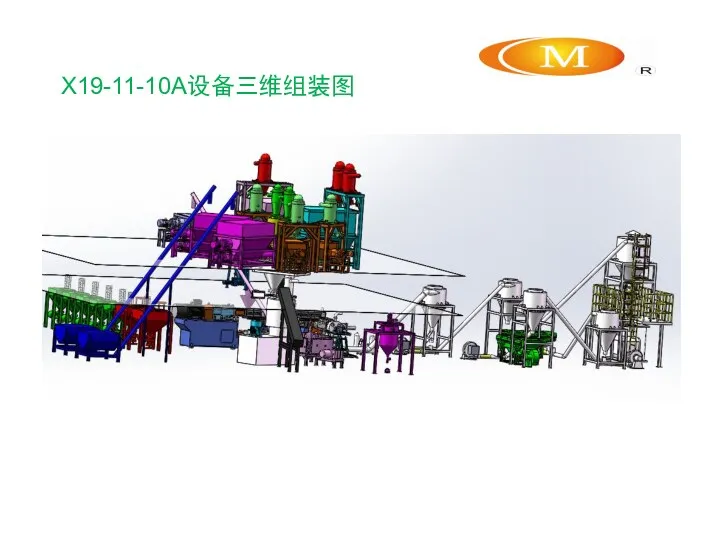
X19-11-10A设备三维组装图
X19-11-10A设备三维组装图
X19-11-10A设备三维组装图
X19-11-10A设备三维组装图
X19-11-10A设备三维组装图
X19-11-10A设备三维组装图
X19-11-10A设备安装:
一、喂料系统安装部分;
二、双螺杆主机安装部分;
三、单螺杆主机安装部分;
四、切粒系统安装部分。
X19-11-10A设备安装:
一、喂料系统安装部分;
二、双螺杆主机安装部分;
三、单螺杆主机安装部分;
四、切粒系统安装部分。
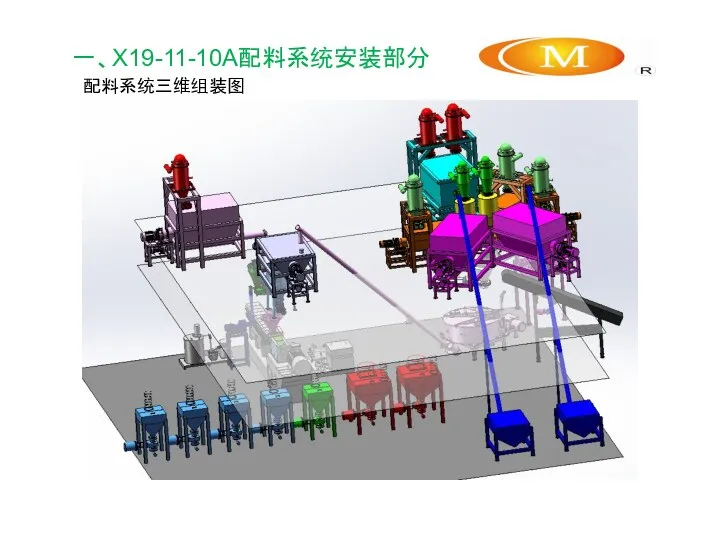
一、X19-11-10A配料系统安装部分
配料系统三维组装图
一、X19-11-10A配料系统安装部分
配料系统三维组装图
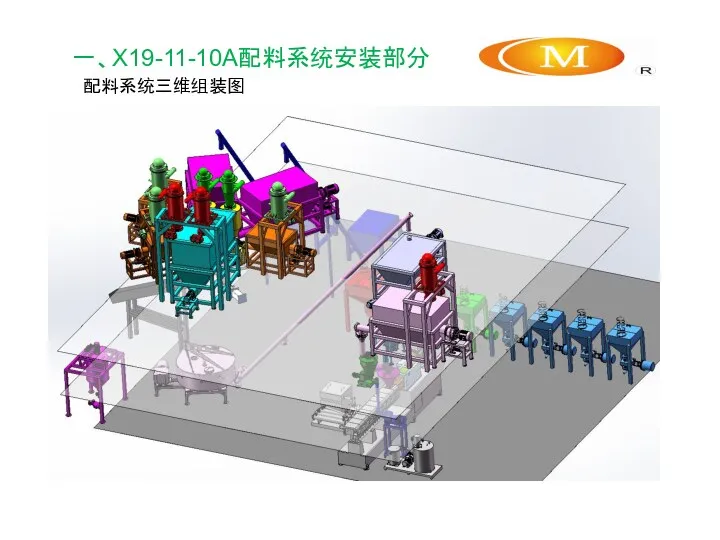
一、X19-11-10A配料系统安装部分
配料系统三维组装图
一、X19-11-10A配料系统安装部分
配料系统三维组装图
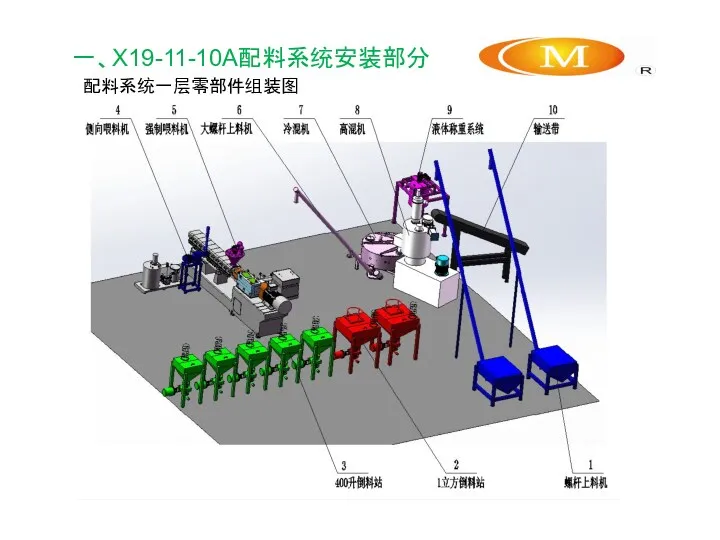
一、X19-11-10A配料系统安装部分
配料系统一层零部件组装图
一、X19-11-10A配料系统安装部分
配料系统一层零部件组装图

一、X19-11-10A配料系统安装部分
配料系统二层零部件组装图
一、X19-11-10A配料系统安装部分
配料系统二层零部件组装图
一、X19-11-10A配料系统安装部分
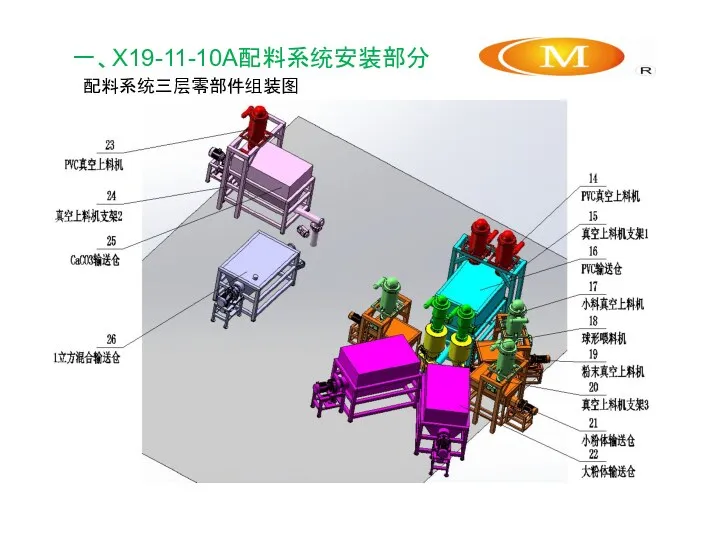
配料系统三层零部件组装图
一、X19-11-10A配料系统安装部分
配料系统三层零部件组装图
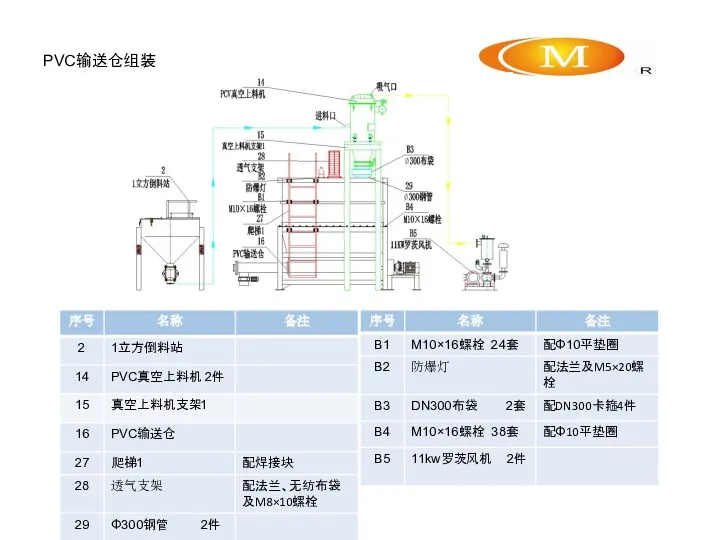
PVC输送仓组装
PVC输送仓组装
PVC输送仓组装
1、将PCV输送仓(16)上、下两部分用M10×16螺栓(B4)加Φ10平垫圈固定成整体后,按布置图摆放到位;
2、按现场实际需求将真空上料机支架1(15)横跨放置与PCV输送仓(16)上,再将两台PCV真空上料机(14)放置于真空上料机支架1(15)上,确定好位置后,将PCV真空上料机(14)与真空上料机支架1(52)焊接成整体;
3、按现场实际需求,将爬梯1(27)确定位置后,将配焊块焊接与PCV输送仓(16)上,用M10×16螺栓(B1)加Φ10平垫圈紧固;
4、按现场实际需求,将防爆灯(B2)确定位置后,将法兰焊接在PCV输送仓(16)上盖上,用M5×20螺栓紧固;
5、按现场实际需求,将透气支架(28)确定位置后,将法兰焊接在PCV输送仓(16)上盖上,用M8×10螺栓紧固,外套无纺布袋;
6、按现场实际需求,将Φ300钢管(29)确定位置后,焊接在PCV输送仓(16)上盖上,用Φ300布袋(B3)与PCV真空上料机(14)下料口连接,再用DN300卡箍锁紧;
7、将1立方倒料站(2)按布置图摆放到位;
8、PCV真空上料机(14)进料口与1立方倒料站(2)下方出料口用硬管现场连接(两台上料机共用一个倒料站);
9、将11kw罗茨风机(B5)按客户要求摆放至指定区域;
10、PCV真空上料机(14)吸气口与11kw罗茨风机(B5)吸风口用硬管现场连接 。
PVC输送仓组装
1、将PCV输送仓(16)上、下两部分用M10×16螺栓(B4)加Φ10平垫圈固定成整体后,按布置图摆放到位;
2、按现场实际需求将真空上料机支架1(15)横跨放置与PCV输送仓(16)上,再将两台PCV真空上料机(14)放置于真空上料机支架1(15)上,确定好位置后,将PCV真空上料机(14)与真空上料机支架1(52)焊接成整体;
3、按现场实际需求,将爬梯1(27)确定位置后,将配焊块焊接与PCV输送仓(16)上,用M10×16螺栓(B1)加Φ10平垫圈紧固;
4、按现场实际需求,将防爆灯(B2)确定位置后,将法兰焊接在PCV输送仓(16)上盖上,用M5×20螺栓紧固;
5、按现场实际需求,将透气支架(28)确定位置后,将法兰焊接在PCV输送仓(16)上盖上,用M8×10螺栓紧固,外套无纺布袋;
6、按现场实际需求,将Φ300钢管(29)确定位置后,焊接在PCV输送仓(16)上盖上,用Φ300布袋(B3)与PCV真空上料机(14)下料口连接,再用DN300卡箍锁紧;
7、将1立方倒料站(2)按布置图摆放到位;
8、PCV真空上料机(14)进料口与1立方倒料站(2)下方出料口用硬管现场连接(两台上料机共用一个倒料站);
9、将11kw罗茨风机(B5)按客户要求摆放至指定区域;
10、PCV真空上料机(14)吸气口与11kw罗茨风机(B5)吸风口用硬管现场连接 。
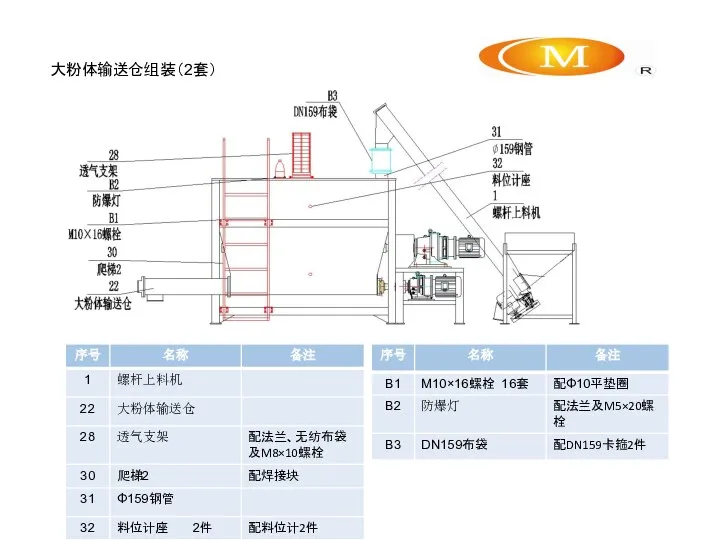
大粉体输送仓组装(2套)
大粉体输送仓组装(2套)
大粉体输送仓组装(2套)
1、将大粉体输送仓(22)按布置图摆放到位;
2、按现场实际需求,将爬梯2(30)确定位置后,将配焊块焊接在大粉体输送仓(22)上,用M10×16螺栓(B1)加Φ10平垫圈紧固;
3、按现场实际需求,将防爆灯(B2)确定位置后,将法兰焊接在大粉体输送仓(22)上盖上,用M5×20螺栓紧固;
4、按现场实际需求,将透气支架(28)确定位置后,将法兰焊接在大粉体输送仓(22)上盖上,用M8×10螺栓紧固,外套无纺布袋;
5、按现场实际需求,将料位计座(32)确定位置后,将料位计座(32)焊接在大粉体输送仓(22)上,然后安装上阻旋料位计;
6、按现场实际需求,将Φ159钢管(31)确定位置后,焊接在大粉体输送仓(22)上盖上,用Φ159布袋(B2)与螺杆上料机(1)下料口连接,再用DN159卡箍(B2)锁紧。
大粉体输送仓组装(2套)
1、将大粉体输送仓(22)按布置图摆放到位;
2、按现场实际需求,将爬梯2(30)确定位置后,将配焊块焊接在大粉体输送仓(22)上,用M10×16螺栓(B1)加Φ10平垫圈紧固;
3、按现场实际需求,将防爆灯(B2)确定位置后,将法兰焊接在大粉体输送仓(22)上盖上,用M5×20螺栓紧固;
4、按现场实际需求,将透气支架(28)确定位置后,将法兰焊接在大粉体输送仓(22)上盖上,用M8×10螺栓紧固,外套无纺布袋;
5、按现场实际需求,将料位计座(32)确定位置后,将料位计座(32)焊接在大粉体输送仓(22)上,然后安装上阻旋料位计;
6、按现场实际需求,将Φ159钢管(31)确定位置后,焊接在大粉体输送仓(22)上盖上,用Φ159布袋(B2)与螺杆上料机(1)下料口连接,再用DN159卡箍(B2)锁紧。
小粉体输送仓组装(3套)
小粉体输送仓组装(3套)
小粉体输送仓组装(3套)
1、将小粉体输送仓(21)按布置图摆放到位;
2、按现场实际需求将真空上料机支架3(20)横跨放置与小粉体输送仓(21),再将粉末真空上料机(19)放置于真空上料机支架3(20)上,确定好位置后,将粉末真空上料机(19)与真空上料机支架3(20)焊接成整体;
3、按现场实际需求,将防爆灯(B1)确定位置后,将法兰焊接在小粉体输送仓(21)上盖上,用M5×20螺栓紧固;
4、按现场实际需求,将透气支架(28)确定位置后,将法兰焊接在小粉体输送仓(21)上盖上,用M8×10螺栓紧固,外套无纺布袋;
5、按现场实际需求,将Φ300钢管(29)确定位置后,焊接在小粉体输送仓(21)上盖上,用Φ300布袋(B2)与粉末真空上料机(19)下料口连接,再用DN300卡箍锁紧;
6、按现场实际需求,将料位计座(32)确定位置后,将料位计座(32)焊接在小粉体输送仓(18)上,然后安装上阻旋料位计;
7、将400升倒料站(3)按布置图摆放到位;
8、粉末真空上料机(19)进料口与400升倒料站(3)下方出料口用硬管现场连接;
9、将5.5kw旋涡泵(B3)按客户要求摆放至指定区域;
10、粉末真空上料机(19)吸气口与5.5kw旋涡泵(B3)吸风口用硬管现场连接 。
小粉体输送仓组装(3套)
1、将小粉体输送仓(21)按布置图摆放到位;
2、按现场实际需求将真空上料机支架3(20)横跨放置与小粉体输送仓(21),再将粉末真空上料机(19)放置于真空上料机支架3(20)上,确定好位置后,将粉末真空上料机(19)与真空上料机支架3(20)焊接成整体;
3、按现场实际需求,将防爆灯(B1)确定位置后,将法兰焊接在小粉体输送仓(21)上盖上,用M5×20螺栓紧固;
4、按现场实际需求,将透气支架(28)确定位置后,将法兰焊接在小粉体输送仓(21)上盖上,用M8×10螺栓紧固,外套无纺布袋;
5、按现场实际需求,将Φ300钢管(29)确定位置后,焊接在小粉体输送仓(21)上盖上,用Φ300布袋(B2)与粉末真空上料机(19)下料口连接,再用DN300卡箍锁紧;
6、按现场实际需求,将料位计座(32)确定位置后,将料位计座(32)焊接在小粉体输送仓(18)上,然后安装上阻旋料位计;
7、将400升倒料站(3)按布置图摆放到位;
8、粉末真空上料机(19)进料口与400升倒料站(3)下方出料口用硬管现场连接;
9、将5.5kw旋涡泵(B3)按客户要求摆放至指定区域;
10、粉末真空上料机(19)吸气口与5.5kw旋涡泵(B3)吸风口用硬管现场连接 。

小粉体输送仓组装图片
小粉体输送仓组装图片
球形喂料机组装(2套)
球形喂料机组装(2套)
球形喂料机组装(2套)
1、将球形喂料机(18)放置于喂料机支架(33)上,用M10×25螺栓(B1)加Φ10平垫圈紧固;
2、在球形喂料机(18)料斗支耳孔内插入喂料机支撑(33),调节好高度后用M10螺栓(B1)加Φ10平垫圈锁紧;
3、按现场实际需求,将料位计座(32)确定位置后,将料位计座(32)焊接在球形喂料机(18)料斗上,然后安装上阻旋料位计;
4、将小料真空上料机(17)下方法兰与在球形喂料机(18)料斗上的钢管焊接牢固;
5、将球形喂料机(18)按布置图摆放到位;
6、将400升倒料站(3)按布置图摆放到位;
7、小料真空上料机(17)进料口与400升倒料站(3)下方出料口用硬管现场连接;
8、将5.5kw旋涡泵(B3)按客户要求摆放至指定区域;
9、小料真空上料机(17)吸气口与5.5kw旋涡泵(B3)吸风口用硬管现场连接 。
球形喂料机组装(2套)
1、将球形喂料机(18)放置于喂料机支架(33)上,用M10×25螺栓(B1)加Φ10平垫圈紧固;
2、在球形喂料机(18)料斗支耳孔内插入喂料机支撑(33),调节好高度后用M10螺栓(B1)加Φ10平垫圈锁紧;
3、按现场实际需求,将料位计座(32)确定位置后,将料位计座(32)焊接在球形喂料机(18)料斗上,然后安装上阻旋料位计;
4、将小料真空上料机(17)下方法兰与在球形喂料机(18)料斗上的钢管焊接牢固;
5、将球形喂料机(18)按布置图摆放到位;
6、将400升倒料站(3)按布置图摆放到位;
7、小料真空上料机(17)进料口与400升倒料站(3)下方出料口用硬管现场连接;
8、将5.5kw旋涡泵(B3)按客户要求摆放至指定区域;
9、小料真空上料机(17)吸气口与5.5kw旋涡泵(B3)吸风口用硬管现场连接 。

粉体称重组装
1、粉体称重系统(11)现场配焊在客户平台上;
2、将脉冲电磁一端与助流气碟接口用Φ10气管连接,另外一端接客户气源 ;
3、将脉冲电磁一端与震动接口用Φ10气管连接,另外一端接客户气源;
4、将上端Φ200进料口与PCV输送仓(16)及大粉体输送仓(22)下料口用DN200布袋(B1)连接,再用DN200卡箍锁紧;
5、将上端Φ130进料口与小粉体输送仓(21)及球形喂料机(18)下料口用DN130布袋(B4)连接,再用DN130卡箍锁紧;
6、将下端出料料口与高混机(8)进料口用DN250灯笼管(B3)连接,再用DN250卡箍锁紧。
粉体称重组装
1、粉体称重系统(11)现场配焊在客户平台上;
2、将脉冲电磁一端与助流气碟接口用Φ10气管连接,另外一端接客户气源 ;
3、将脉冲电磁一端与震动接口用Φ10气管连接,另外一端接客户气源;
4、将上端Φ200进料口与PCV输送仓(16)及大粉体输送仓(22)下料口用DN200布袋(B1)连接,再用DN200卡箍锁紧;
5、将上端Φ130进料口与小粉体输送仓(21)及球形喂料机(18)下料口用DN130布袋(B4)连接,再用DN130卡箍锁紧;
6、将下端出料料口与高混机(8)进料口用DN250灯笼管(B3)连接,再用DN250卡箍锁紧。

液体称重组装
1、液体称重系统(9)按布置图摆放;
2、用Φ33透明钢管(B1)软管将液体罐下料口和2.2kw齿轮泵(35)进口连接,用DN33卡箍锁紧;
3、2.2kw齿轮泵(35)出口用一寸钢管(客户自备)与高混机(8)液体进料口连接;
4、1.5kw齿轮泵(36)出口用一寸钢管(客户自备)与液体称重系统(8)上端球阀连接(共四套);
5、1.5kw齿轮泵(36)进口用一寸钢管(客户自备)与原料罐(客户自备)连接。
液体称重组装
1、液体称重系统(9)按布置图摆放;
2、用Φ33透明钢管(B1)软管将液体罐下料口和2.2kw齿轮泵(35)进口连接,用DN33卡箍锁紧;
3、2.2kw齿轮泵(35)出口用一寸钢管(客户自备)与高混机(8)液体进料口连接;
4、1.5kw齿轮泵(36)出口用一寸钢管(客户自备)与液体称重系统(8)上端球阀连接(共四套);
5、1.5kw齿轮泵(36)进口用一寸钢管(客户自备)与原料罐(客户自备)连接。

高混机组装
1、高混机(8)按布置图摆放到位;
2、将高混机(8)下料口与冷混机(7)进料口用DN250布袋(B1)连接,再用DN250卡箍锁紧;
3、用M8×16螺栓(B2)将两个除尘器(37)分别安装于高混机(8)及与冷混机(7)上盖,加Φ8平垫圈,拧紧;
4、用M16×110螺栓(B3)将高混机进料斗(38)安装于高混机(8)上端DN250气动刀闸阀上,加Φ16平垫圈,用M16螺母锁紧;
5、将输送带(10)根据现场实际需求摆放,要求物料可以从顺畅从高混机进料斗(38)进入高混机即可。
高混机组装
1、高混机(8)按布置图摆放到位;
2、将高混机(8)下料口与冷混机(7)进料口用DN250布袋(B1)连接,再用DN250卡箍锁紧;
3、用M8×16螺栓(B2)将两个除尘器(37)分别安装于高混机(8)及与冷混机(7)上盖,加Φ8平垫圈,拧紧;
4、用M16×110螺栓(B3)将高混机进料斗(38)安装于高混机(8)上端DN250气动刀闸阀上,加Φ16平垫圈,用M16螺母锁紧;
5、将输送带(10)根据现场实际需求摆放,要求物料可以从顺畅从高混机进料斗(38)进入高混机即可。

高混机与冷混机图片
高混机与冷混机图片
1立方混合输送仓
1立方混合输送仓
1立方混合输送仓
1、将冷混机(7)和大螺杆上料机(6)用M10×25螺栓(B3)连接紧固,加Φ10平垫圈;
2、将1立方混合输送仓(26)按布置图位置摆到位,方便与大螺杆上料机(6)对接;
3、按现场实际需求,将Φ219钢管(39)确定位置后,焊接在1立方混合输送仓(26)上盖上,用Φ220(B2)布袋与大螺杆上料机(6)下料口连接,再用DN220卡箍锁紧;
4、按现场实际需求,将防爆灯(B1)确定位置后,将法兰焊接与将1立方混合输送仓(26)上盖上,用M5×20螺栓紧固;
5、按现场实际需求,将透气支架(28)确定位置后,将法兰焊接与将1立方混合输送仓(26)上盖上,用M8×10螺栓紧固,外套无纺布袋 ;
6、按现场实际需求,将料位计座(32)确定位置后,将料位计座(32)焊接在1立方混合输送仓(26)上,然后安装上阻旋料位计。
1立方混合输送仓
1、将冷混机(7)和大螺杆上料机(6)用M10×25螺栓(B3)连接紧固,加Φ10平垫圈;
2、将1立方混合输送仓(26)按布置图位置摆到位,方便与大螺杆上料机(6)对接;
3、按现场实际需求,将Φ219钢管(39)确定位置后,焊接在1立方混合输送仓(26)上盖上,用Φ220(B2)布袋与大螺杆上料机(6)下料口连接,再用DN220卡箍锁紧;
4、按现场实际需求,将防爆灯(B1)确定位置后,将法兰焊接与将1立方混合输送仓(26)上盖上,用M5×20螺栓紧固;
5、按现场实际需求,将透气支架(28)确定位置后,将法兰焊接与将1立方混合输送仓(26)上盖上,用M8×10螺栓紧固,外套无纺布袋 ;
6、按现场实际需求,将料位计座(32)确定位置后,将料位计座(32)焊接在1立方混合输送仓(26)上,然后安装上阻旋料位计。
CaCO3输送仓组装
CaCO3输送仓组装
CaCO3输送仓组装
1、将CaCO3输送仓(25)按布置图摆放到位;
2、按现场实际需求将真空上料机支架2(24)横跨放置与CaCO3输送仓(25),再将钙粉真空上料机(23)放置于真空上料机支架2(24)上,确定好位置后,将钙粉真空上料机(23)与真空上料机支架2(24)焊接成整体;
3、按现场实际需求,将爬梯2(30)确定位置后,将配焊块焊接在CaCO3输送仓(25)上,用M10×16螺栓(B1)加Φ10平垫圈紧固;
4、按现场实际需求,将防爆灯(B2)确定位置后,将法兰焊接在CaCO3输送仓(25)上盖上,用M5×20螺栓紧固;
5、按现场实际需求,将透气支架(28)确定位置后,将法兰焊接在CaCO3输送仓(25)上盖上,用M8×10螺栓紧固,外套无纺布袋;
6、按现场实际需求,将料位计座(32)确定位置后,将料位计座(32)焊接在CaCO3输送仓(25)上,然后安装上阻旋料位计;
7、按现场实际需求,将Φ300钢管(29)确定位置后,焊接在CaCO3输送仓(25)上盖上,用Φ300布袋(B3)与钙粉真空上料机(23)下料口连接,再用DN300卡箍锁紧;
8、将1立方倒料站(2)按布置图摆放到位;
9、钙粉真空上料机(10)进料口与1立方倒料站(2)下方出料口用硬管现场连接;
10、将11kw罗茨风机(B4)按客户要求摆放至指定区域;
11、钙粉真空上料机(10)吸气口与11kw罗茨风机(B4)吸风口用硬管现场连接 。
CaCO3输送仓组装
1、将CaCO3输送仓(25)按布置图摆放到位;
2、按现场实际需求将真空上料机支架2(24)横跨放置与CaCO3输送仓(25),再将钙粉真空上料机(23)放置于真空上料机支架2(24)上,确定好位置后,将钙粉真空上料机(23)与真空上料机支架2(24)焊接成整体;
3、按现场实际需求,将爬梯2(30)确定位置后,将配焊块焊接在CaCO3输送仓(25)上,用M10×16螺栓(B1)加Φ10平垫圈紧固;
4、按现场实际需求,将防爆灯(B2)确定位置后,将法兰焊接在CaCO3输送仓(25)上盖上,用M5×20螺栓紧固;
5、按现场实际需求,将透气支架(28)确定位置后,将法兰焊接在CaCO3输送仓(25)上盖上,用M8×10螺栓紧固,外套无纺布袋;
6、按现场实际需求,将料位计座(32)确定位置后,将料位计座(32)焊接在CaCO3输送仓(25)上,然后安装上阻旋料位计;
7、按现场实际需求,将Φ300钢管(29)确定位置后,焊接在CaCO3输送仓(25)上盖上,用Φ300布袋(B3)与钙粉真空上料机(23)下料口连接,再用DN300卡箍锁紧;
8、将1立方倒料站(2)按布置图摆放到位;
9、钙粉真空上料机(10)进料口与1立方倒料站(2)下方出料口用硬管现场连接;
10、将11kw罗茨风机(B4)按客户要求摆放至指定区域;
11、钙粉真空上料机(10)吸气口与11kw罗茨风机(B4)吸风口用硬管现场连接 。
强制喂料机及T64失重秤组装
1、将强制喂料机(5)用M10×30螺栓(B4)安装于双螺杆主机主进料口上,加Φ10平垫圈拧紧。
2、将进料管(40)用M8×16螺栓(B3)安装于强制喂料机(3)上,加Φ8平垫圈拧紧。
3、将T64失重秤(12)按布置图摆放到位。
4、将T64失重秤(12)上端进料口与1立方混合输送仓(26)下料口用DN159灯笼(B1)管连接,再用DN159卡箍锁紧。
5、将T64失重秤(12)下端出料口与进料管(40)用DN184灯笼(B2)管连接,再用DN184卡箍锁紧。
强制喂料机及T64失重秤组装
1、将强制喂料机(5)用M10×30螺栓(B4)安装于双螺杆主机主进料口上,加Φ10平垫圈拧紧。
2、将进料管(40)用M8×16螺栓(B3)安装于强制喂料机(3)上,加Φ8平垫圈拧紧。
3、将T64失重秤(12)按布置图摆放到位。
4、将T64失重秤(12)上端进料口与1立方混合输送仓(26)下料口用DN159灯笼(B1)管连接,再用DN159卡箍锁紧。
5、将T64失重秤(12)下端出料口与进料管(40)用DN184灯笼(B2)管连接,再用DN184卡箍锁紧。
侧向喂料机及T38失重秤组装
1、将侧向喂料机(4)用M10×30螺栓(B4)安装于双螺杆主机第六节侧喂机筒侧面,加Φ10平垫圈拧紧;
2、将侧喂进料管(41)用M8×16螺栓(B3)安装于侧向喂料机(4)上,加Φ8平垫圈拧紧;
3、将T38失重秤(13)按布置图摆放到位;
4、将T38失重秤(13)上端进料口与CaCo3输送仓(25)下料口用DN159灯笼(B1)管连接,再用DN159卡箍锁紧;
5、将T38失重秤(13)下端出料口与侧喂进料管(41)用DN127灯笼(B2)管连接,再用DN127卡箍锁紧。
侧向喂料机及T38失重秤组装
1、将侧向喂料机(4)用M10×30螺栓(B4)安装于双螺杆主机第六节侧喂机筒侧面,加Φ10平垫圈拧紧;
2、将侧喂进料管(41)用M8×16螺栓(B3)安装于侧向喂料机(4)上,加Φ8平垫圈拧紧;
3、将T38失重秤(13)按布置图摆放到位;
4、将T38失重秤(13)上端进料口与CaCo3输送仓(25)下料口用DN159灯笼(B1)管连接,再用DN159卡箍锁紧;
5、将T38失重秤(13)下端出料口与侧喂进料管(41)用DN127灯笼(B2)管连接,再用DN127卡箍锁紧。

强制喂料机和侧向喂料机
强制喂料机和侧向喂料机

二、X19-11-10A双螺杆主机安装部分
双螺杆主机三维图片
二、X19-11-10A双螺杆主机安装部分
双螺杆主机三维图片
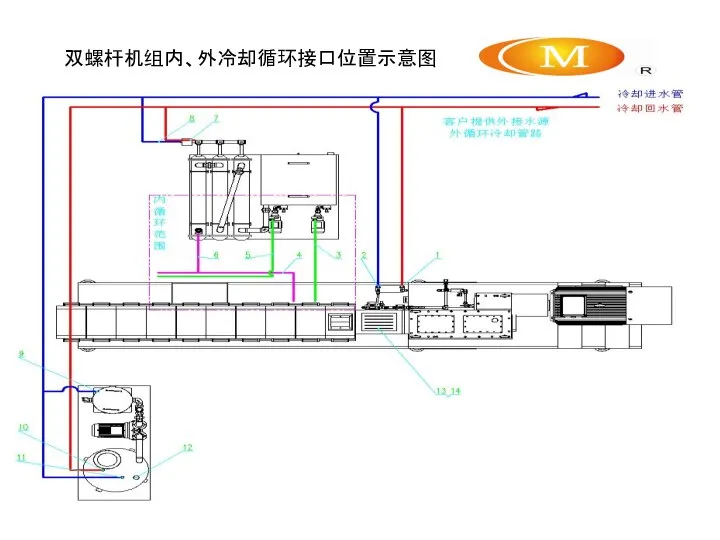
双螺杆机组内、外冷却循环接口位置示意图
双螺杆机组内、外冷却循环接口位置示意图

双螺杆机组内、外冷却循环接口明细表
双螺杆机组内、外冷却循环接口明细表

油循环冷却进、回水接口图片
油循环冷却回水口Rc1”
油循环冷却进水口Rc1”
油循环冷却进、回水接口图片
油循环冷却回水口Rc1”
油循环冷却进水口Rc1”

双螺杆机组内循环冷却进、回水管接口图片
内循环冷却回水管(与冷却器相连)
内循环冷却进水管(与水泵相连)
双螺杆机组内循环冷却进、回水管接口图片
内循环冷却回水管(与冷却器相连)
内循环冷却进水管(与水泵相连)

水站外循环冷却进、回水管道接口图片
水站外循环冷却进水口Rc1”
水站外循环冷却回水口Rc1 1/2”
水站外循环冷却进、回水管道接口图片
水站外循环冷却进水口Rc1”
水站外循环冷却回水口Rc1 1/2”

真空站补水管道接口图片
真空站补水口Rc3/4”
真空站补水管道接口图片
真空站补水口Rc3/4”

真空站冷却进、回水接口图片
真空站冷却回水口Rc1”
真空站冷却进、回水接口图片
真空站冷却回水口Rc1”

双螺杆芯轴水模温机进、回水接口图片
芯轴通水加温进水口Rc1/2”
芯轴通水加温回水口Rc1/2”
双螺杆芯轴水模温机进、回水接口图片
芯轴通水加温进水口Rc1/2”
芯轴通水加温回水口Rc1/2”
1、此次安装所有螺纹均为管牙密封螺纹,安装前需在外螺纹处缠绕生料带,以加强密封。
2、连接若有高低差,需遵循低进高回原则。
3、所有热交换器进水口前已配有过滤装置,为保障机器正常使用,请严格按照保养手册定期清洗或更换滤芯。
4、布置图以客户实际布置为准。
1、此次安装所有螺纹均为管牙密封螺纹,安装前需在外螺纹处缠绕生料带,以加强密封。
2、连接若有高低差,需遵循低进高回原则。
3、所有热交换器进水口前已配有过滤装置,为保障机器正常使用,请严格按照保养手册定期清洗或更换滤芯。
4、布置图以客户实际布置为准。

三、X19-11-10A单螺杆主机安装部分
单螺杆主机三维图片
三、X19-11-10A单螺杆主机安装部分
单螺杆主机三维图片

单螺杆主机水循环系统连接图
单螺杆主机水循环系统连接图

单螺杆主机组装图零件明细
单螺杆主机组装图零件明细

筒体冷却管道连接图片
芯轴冷却进水管
回水管
进水管
芯轴冷却回水管
筒体冷却管道连接图片
芯轴冷却进水管
回水管
进水管
芯轴冷却回水管

单螺杆芯轴冷却管连接图片
芯轴进水管1/2'
芯轴回水管1/2'
单螺杆芯轴冷却管连接图片
芯轴进水管1/2'
芯轴回水管1/2'

换网器液压站、油缸管路连接图片
换网器液压站、油缸管路连接图片
单双连接体组装图
安装方法:将单双连接体上门板打开,将试机接料盒通过门板打开的孔放入,搭在连接体两侧上,通过强磁吸附在连接体的一侧。
用途:试机时将双螺杆开始一段不合格的物料排出,通过试机接料盒直接接受,以免排到单螺杆中。当双螺杆产出物料稳定时候,及时撤掉接料盒,物料就可以自然下落到单螺杆中,再将单双连接体门板合上,侧面搭扣锁死。
单双连接体组装图
安装方法:将单双连接体上门板打开,将试机接料盒通过门板打开的孔放入,搭在连接体两侧上,通过强磁吸附在连接体的一侧。
用途:试机时将双螺杆开始一段不合格的物料排出,通过试机接料盒直接接受,以免排到单螺杆中。当双螺杆产出物料稳定时候,及时撤掉接料盒,物料就可以自然下落到单螺杆中,再将单双连接体门板合上,侧面搭扣锁死。
切粒机系统三维组装图
四、X19-11-10A切粒系统安装部分
切粒机系统三维组装图
四、X19-11-10A切粒系统安装部分
切粒机系统组装图
切粒机系统组装图

切粒机系统组装图零部件清单
切粒机系统组装图零部件清单
组装图1
1.用塑筋波纹管(B2)连接风机(B1)出风口(13)和切粒机(1)三通进风口,两端分别用卡箍锁紧,不得漏风;风机配风机过滤装置(19)。
2.切粒机(1)三通出料口法兰和219输送管道-L=1300(2)法兰用219抱箍连接;
3.219输送管道-L=1300(2)法兰和45度弯头-219(14)法兰用219抱箍连接;
4.45度弯头-219(14)法兰和219输送管道-L=3335(3)法兰用219抱箍连接;
5.219输送管道-L=3335(3)法兰和45度弯头-219(14)法兰用219抱箍连接;
6.45度弯头-219(14)法兰和1200旋风分离器(4)进料口法兰用219抱箍连接;
7.1200旋风分离器(4)出料口法兰和下料口三通法兰用159抱箍连接,下料口三通出料口与文氏三通(160)用塑筋波纹管(B2)连接,两端分别用卡箍锁紧,不得漏风。
组装图1
1.用塑筋波纹管(B2)连接风机(B1)出风口(13)和切粒机(1)三通进风口,两端分别用卡箍锁紧,不得漏风;风机配风机过滤装置(19)。
2.切粒机(1)三通出料口法兰和219输送管道-L=1300(2)法兰用219抱箍连接;
3.219输送管道-L=1300(2)法兰和45度弯头-219(14)法兰用219抱箍连接;
4.45度弯头-219(14)法兰和219输送管道-L=3335(3)法兰用219抱箍连接;
5.219输送管道-L=3335(3)法兰和45度弯头-219(14)法兰用219抱箍连接;
6.45度弯头-219(14)法兰和1200旋风分离器(4)进料口法兰用219抱箍连接;
7.1200旋风分离器(4)出料口法兰和下料口三通法兰用159抱箍连接,下料口三通出料口与文氏三通(160)用塑筋波纹管(B2)连接,两端分别用卡箍锁紧,不得漏风。

组装图1图片
组装图1图片

组装图2
1.用塑筋波纹管(B2)连接风机(B3)出风口和文氏三通(15)进风口,两端分别用卡箍锁紧,不得漏风;风机配风机过滤装置(18)。
2.文氏三通(15)法兰和45度弯头-159(17)法兰用159抱箍连接;
3.45度弯头-159(17)法兰和159输送管道-L=4125(5)法兰用159抱箍连接;
4.159输送管道-L=4125(5)法兰和45度弯头-159(17)法兰用159抱箍连接;
5.45度弯头-159(17)法兰和1200旋风分离器(6)进料口法兰用159抱箍连接;
6.1200旋风分离器(6)出料口法兰和振动筛(B4)用塑筋波纹管(B2)连接,上端用卡箍锁紧。
组装图2
1.用塑筋波纹管(B2)连接风机(B3)出风口和文氏三通(15)进风口,两端分别用卡箍锁紧,不得漏风;风机配风机过滤装置(18)。
2.文氏三通(15)法兰和45度弯头-159(17)法兰用159抱箍连接;
3.45度弯头-159(17)法兰和159输送管道-L=4125(5)法兰用159抱箍连接;
4.159输送管道-L=4125(5)法兰和45度弯头-159(17)法兰用159抱箍连接;
5.45度弯头-159(17)法兰和1200旋风分离器(6)进料口法兰用159抱箍连接;
6.1200旋风分离器(6)出料口法兰和振动筛(B4)用塑筋波纹管(B2)连接,上端用卡箍锁紧。

组装图2图片
组装图2图片

组装图3
1.用塑筋波纹管(B2)连接风机(B3)出风口和文氏三通(15)进风口,两端分别用卡箍锁紧,不得漏风;风机配风机过滤装置(18)。
2.文氏三通(15)法兰和159输送管道-L=850(7)法兰用159抱箍连接;文氏三通(15)进料口与振动筛(B4)用塑筋波纹管连接,两端分别用卡箍锁紧。
3.159输送管道-L=850(7)法兰和45度弯头-159(17)法兰用159抱箍连接;
4.45度弯头-159(17)法兰和159输送管道-L=2925(8)法兰用159抱箍连接;
5.159输送管道-L=2925(8)法兰和45度弯头-159(17)法兰用159抱箍连接;
6.45度弯头-159(17)法兰和1200旋风分离器(9)进料口法兰用159抱箍连接;
7.1200旋风分离器(6)出料口法兰和文氏三通(15)进料口用塑筋波纹管(B2)连接,两端用卡箍锁紧。
组装图3
1.用塑筋波纹管(B2)连接风机(B3)出风口和文氏三通(15)进风口,两端分别用卡箍锁紧,不得漏风;风机配风机过滤装置(18)。
2.文氏三通(15)法兰和159输送管道-L=850(7)法兰用159抱箍连接;文氏三通(15)进料口与振动筛(B4)用塑筋波纹管连接,两端分别用卡箍锁紧。
3.159输送管道-L=850(7)法兰和45度弯头-159(17)法兰用159抱箍连接;
4.45度弯头-159(17)法兰和159输送管道-L=2925(8)法兰用159抱箍连接;
5.159输送管道-L=2925(8)法兰和45度弯头-159(17)法兰用159抱箍连接;
6.45度弯头-159(17)法兰和1200旋风分离器(9)进料口法兰用159抱箍连接;
7.1200旋风分离器(6)出料口法兰和文氏三通(15)进料口用塑筋波纹管(B2)连接,两端用卡箍锁紧。

组装图3图片
组装图3图片

组装图4
1.用塑筋波纹管(B2)连接风机(B3)出风口和文氏三通(15)进风口,两端分别用卡箍锁紧,不得漏风;风机配风机过滤装置(18)。
2.文氏三通(15)法兰和45度弯头-159(17)法兰用159抱箍连接;
3.45度弯头-159(17)法兰和159输送管道-L=4125(5)法兰用159抱箍连接;
4.159输送管道-L=4125(5)法兰和45度弯头-159(17)法兰用159抱箍连接;
5.45度弯头-159(17)法兰和1200旋风分离器(6)进料口法兰用159抱箍连接;
6.1200旋风分离器(6)出料口法兰和振动筛(10)用塑筋波纹管(B2)连接,上端用卡箍锁紧。
组装图4
1.用塑筋波纹管(B2)连接风机(B3)出风口和文氏三通(15)进风口,两端分别用卡箍锁紧,不得漏风;风机配风机过滤装置(18)。
2.文氏三通(15)法兰和45度弯头-159(17)法兰用159抱箍连接;
3.45度弯头-159(17)法兰和159输送管道-L=4125(5)法兰用159抱箍连接;
4.159输送管道-L=4125(5)法兰和45度弯头-159(17)法兰用159抱箍连接;
5.45度弯头-159(17)法兰和1200旋风分离器(6)进料口法兰用159抱箍连接;
6.1200旋风分离器(6)出料口法兰和振动筛(10)用塑筋波纹管(B2)连接,上端用卡箍锁紧。

组装图4图片
组装图4图片
组装图5
1.用塑筋波纹管(B2)连接风机(B3)出风口和文氏三通(15)进风口,两端分别用卡箍锁紧,不得漏风;风机配风机过滤装置(18)。
2.文氏三通(15)法兰和45度弯头-159(17)法兰用159抱箍连接;文氏三通(15)进料口与振动筛(10)用塑筋波纹管(B2)连接,两端分别用卡箍锁紧
3.45度弯头-159(17)法兰和159输送管道-L=7725(11)法兰用159抱箍连接;
4.159输送管道-L=7725(11)法兰和45度弯头-159(17)法兰用159抱箍连接;
5.45度弯头-159(17)法兰和2立方成品料仓(12)进料口法兰用159抱箍连接;
6.2立方成品料仓(12)安装在三合一包装系统(B5)钢架上;2立方成品料仓(12)出料口和三合一包装系统(B5)进料口用塑筋波纹管(B2)连接,两端用卡箍锁紧。
组装图5
1.用塑筋波纹管(B2)连接风机(B3)出风口和文氏三通(15)进风口,两端分别用卡箍锁紧,不得漏风;风机配风机过滤装置(18)。
2.文氏三通(15)法兰和45度弯头-159(17)法兰用159抱箍连接;文氏三通(15)进料口与振动筛(10)用塑筋波纹管(B2)连接,两端分别用卡箍锁紧
3.45度弯头-159(17)法兰和159输送管道-L=7725(11)法兰用159抱箍连接;
4.159输送管道-L=7725(11)法兰和45度弯头-159(17)法兰用159抱箍连接;
5.45度弯头-159(17)法兰和2立方成品料仓(12)进料口法兰用159抱箍连接;
6.2立方成品料仓(12)安装在三合一包装系统(B5)钢架上;2立方成品料仓(12)出料口和三合一包装系统(B5)进料口用塑筋波纹管(B2)连接,两端用卡箍锁紧。

组装图5图片
组装图5图片
 Студенческий совет экономичесого факультета
Студенческий совет экономичесого факультета Принципы обследования больного в хирургической практике. Современные цифровые диагностические технологии в стоматологии
Принципы обследования больного в хирургической практике. Современные цифровые диагностические технологии в стоматологии Образовательные возможности информационных технологий
Образовательные возможности информационных технологий Пространственные конструкции покрытий зданий
Пространственные конструкции покрытий зданий ПРЕЗЕНТАЦИЯ ЛУКОЙЛ
ПРЕЗЕНТАЦИЯ ЛУКОЙЛ Проект по краеведению Мой отчий край ни в чём не повторим
Проект по краеведению Мой отчий край ни в чём не повторим Детерминированные модели
Детерминированные модели Расчет одиночных трубчатых колодцев (скважин)
Расчет одиночных трубчатых колодцев (скважин) Путешествие по материкам. Евразия
Путешествие по материкам. Евразия Стратегия организации
Стратегия организации презентация Добро пожаловать в интернат
презентация Добро пожаловать в интернат Tehnologii de confecţionare a produselor vestimentare
Tehnologii de confecţionare a produselor vestimentare Строение семян покрытосеменных растений
Строение семян покрытосеменных растений Творческий, информационно – практико-ориентированный проект Прошлое, настоящее, будущее родного края
Творческий, информационно – практико-ориентированный проект Прошлое, настоящее, будущее родного края Погода и климат
Погода и климат Презентация Победапо русскому языку во 2 классе с применением здоровьесберегающих технологий Сочетания ЖИ_ШИ
Презентация Победапо русскому языку во 2 классе с применением здоровьесберегающих технологий Сочетания ЖИ_ШИ Умножение рациональных чисел
Умножение рациональных чисел ПрезентацияСвященные сооружения
ПрезентацияСвященные сооружения Как человек реагирует на явления в жизни и искусстве
Как человек реагирует на явления в жизни и искусстве Сценарий спектакля Снежная королева
Сценарий спектакля Снежная королева Сказочные лабиринты игр Воскобовича
Сказочные лабиринты игр Воскобовича Технология приготовления и контроль качества блюд из дрожжевого теста. Инвентаризация материально-производственных запасов
Технология приготовления и контроль качества блюд из дрожжевого теста. Инвентаризация материально-производственных запасов Новітній маркетинг в фармації та його основні напрямки
Новітній маркетинг в фармації та його основні напрямки Верхнее строение пути. Устройство железнодорожного пути. Тема 1
Верхнее строение пути. Устройство железнодорожного пути. Тема 1 Города-герои
Города-герои Остров сокровищ
Остров сокровищ Лес - богатство наше
Лес - богатство наше Правила безопасности систем газораспределения и газопотребления. Надзор и обслуживание
Правила безопасности систем газораспределения и газопотребления. Надзор и обслуживание