- Задачи. Наплавка металла

Содержание
- 2. Задание 1 Необходимо наплавить поверхностный слой S = 8 мм на вал диаметром Ǿ 250 мм,
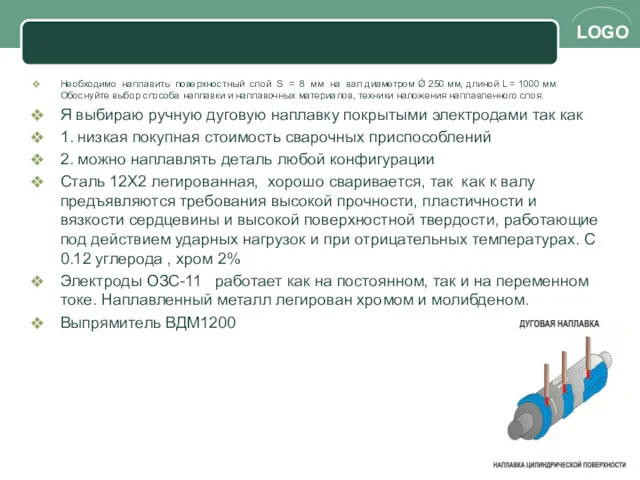
- 3. Необходимо наплавить поверхностный слой S = 8 мм на вал диаметром Ǿ 250 мм, длиной L
- 4. www.themegallery.com Электроды 44 типа Гост 10051-75 Наплавка плоских поверхностей выполняется сверху вниз Цилиндрических поверхностей по винтовой
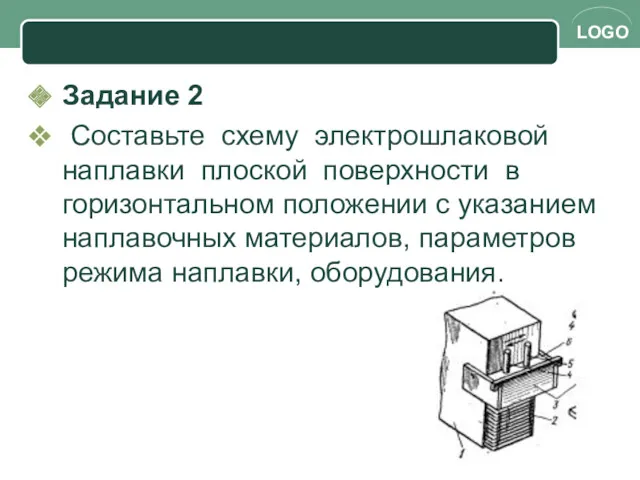
- 5. Задание 2 Составьте схему электрошлаковой наплавки плоской поверхности в горизонтальном положении с указанием наплавочных материалов, параметров
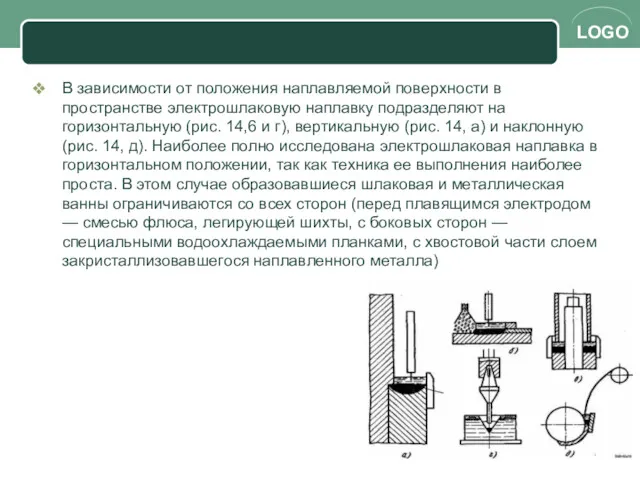
- 6. В зависимости от положения наплавляемой поверхности в пространстве электрошлаковую наплавку подразделяют на горизонтальную (рис. 14,6 и
- 7. Для обеспечения кристаллизации металлической ванны и удержания расплавленной шлаковой ванны устанавливают медную водоохлаждаемую коробку. В качестве
- 8. По первой схеме (см. рис. 14,6) скорость наплавки ограничивается необходимостью расплавления определенной порции флюса и шихты
- 9. 2 билет Задание 1 Необходимо наплавить поверхностный слой S = 10 мм на вал диаметром Ǿ
- 10. Перспективным способом восстановления деталей является способ нанесения покрытий с помощью потока плазмы, в том числе способ
- 11. Сущность способа плазменной наплавки заключается в том, что источником теплоты для расплавления металла служит тепловая энергия
- 12. Задание 2 Составьте схему электрошлаковой наплавки цилиндрической поверхности в вертикальном положении с указанием наплавочных материалов, параметров
- 13. Основные преимущества ЭШН реализованы в способе кольцевой электрошлаковой наплавки цилиндрических деталей в вертикальном положении электродом-трубой, разработанным
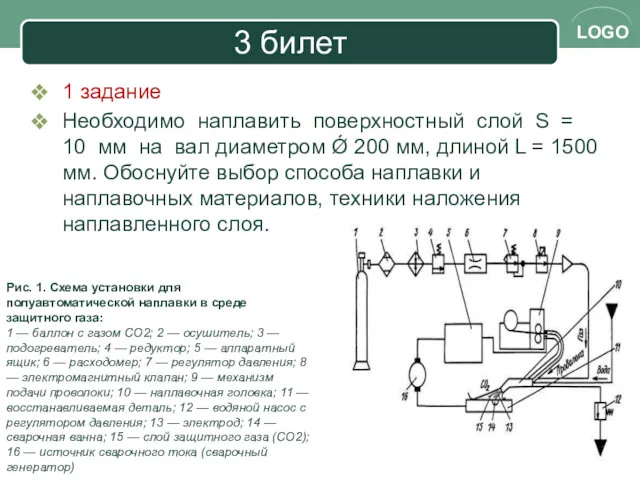
- 14. 3 билет 1 задание Необходимо наплавить поверхностный слой S = 10 мм на вал диаметром Ǿ
- 15. Наплавка в среде защитного газа При этом способе наплавки, схема которого дана на рис. 18, зона
- 17. Наплавка деталей в среде углекислого газа имеет следующие преимущества: высокое качество наплавленных швов, возможность наблюдения за
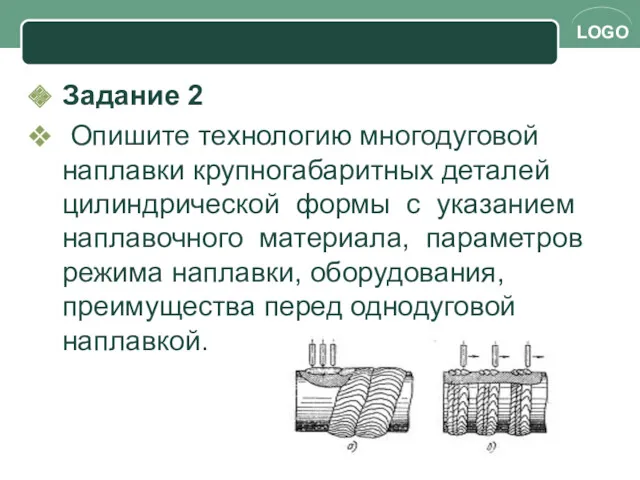
- 18. Задание 2 Опишите технологию многодуговой наплавки крупногабаритных деталей цилиндрической формы с указанием наплавочного материала, параметров режима
- 19. Техническая характеристика установки УМН-П: ширина наплавляемого за один проход слоя 50—60 мм; толщина наплавляемого за один
- 20. Режим наплавки: сила тока обратной полярности 1200 А; напряжение 32 В; скорость наплавки 12,8 м/ч; скорость
- 21. Основными участками, подлежащими наплавке, являются большой и малый зубья, а также хвостовик из-за ограниченных размеров и
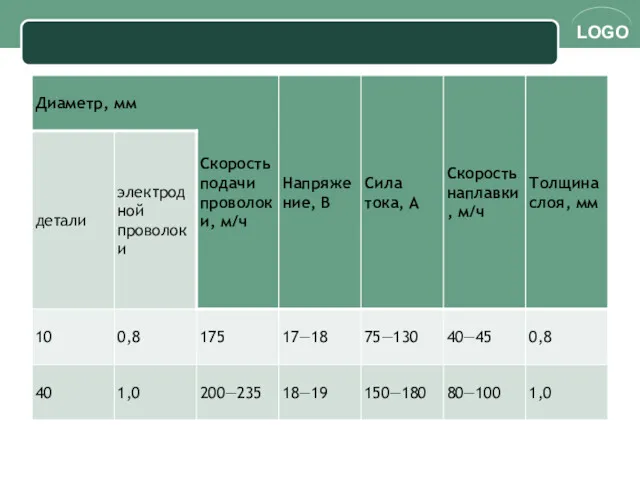
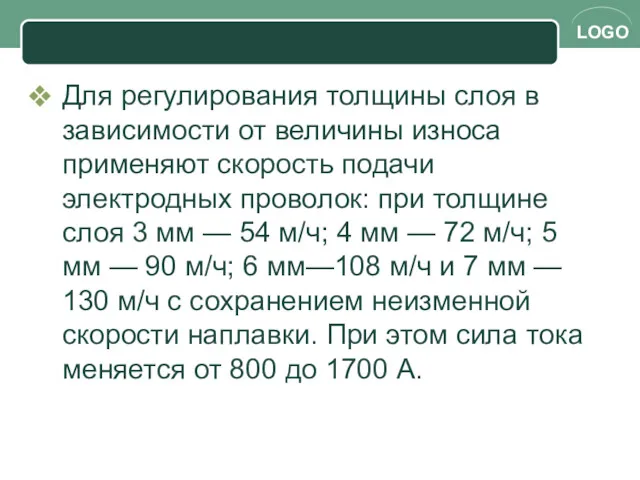
- 22. Для регулирования толщины слоя в зависимости от величины износа применяют скорость подачи электродных проволок: при толщине
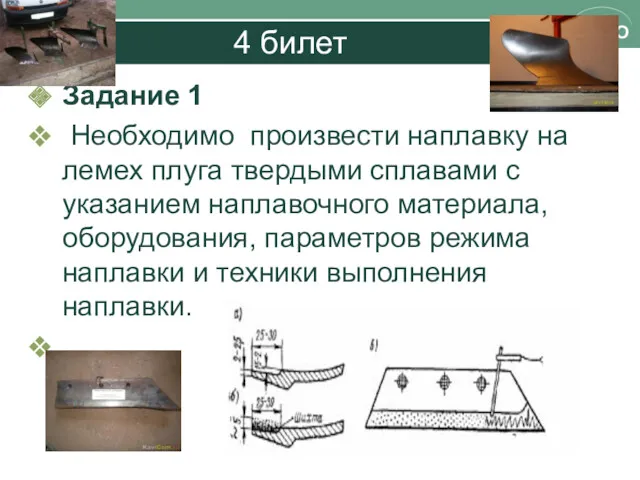
- 23. 4 билет Задание 1 Необходимо произвести наплавку на лемех плуга твердыми сплавами с указанием наплавочного материала,
- 24. Электроды ОЗШ-3 ГОСТЭ-37Х9С2 Основное назначение электродов ОЗШ 3 Наплавка обрезных и вырубных штампов холодной и горячей
- 25. Основное назначение электродов ОЗН 6 Наплавка быстроизнашивающихся деталей горнодобывающих, строительных машин и другого оборудования, работающего в
- 26. Рекомендуемая методика Лемеха плугов изнашиваются, главным образом, по площадям, показанным на рисунке. На практике обнаружили большую
- 28. Задание 2 Необходимо провести улучшение механических свойств поверхностного слоя на асфальтные лопатки выполненных их легированной стали.
- 29. Электроды ESAB для наплавки OK 84.84 Описание Электрод для наплавки деталей, подверженных интенсивному абразивному износу (буровые
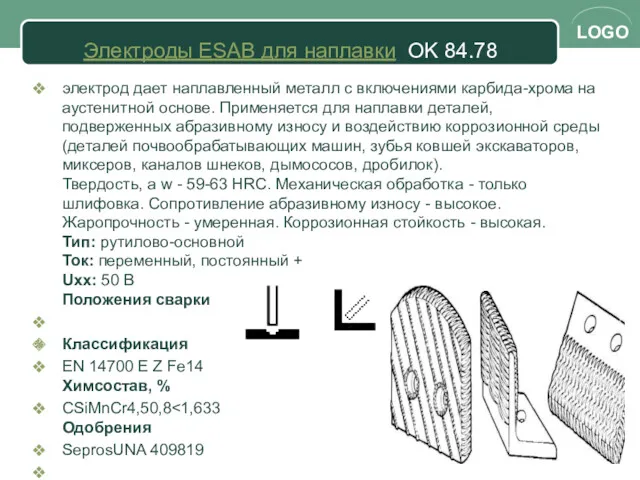
- 30. Электроды ESAB для наплавки OK 84.78 электрод дает наплавленный металл с включениями карбида-хрома на аустенитной основе.
- 31. Рекомендуемая методика До сварки необходимо удалить с лопаток дефектные слои металла электродами ОК 21.03 или шлифованием.
- 32. 5 билет 1 задание Необходимо наплавить поверхностный слой S = 5 мм на зуб ковша экскаватора
- 33. Рекомендуемая методика Если ударные нагрузки являются основным фактором износа, то зубья ковшей экскаваторов изготавливают, в основном,
- 34. Изношенные наконечники зубьев заменяются новыми. При этом для приварки новых наконечников используются электроды ОК 67.45 или
- 35. Задание 2 Составьте технологический процесс восстановления поверхностного слоя деталей фрикционной передачи, указанной на рисунке. Подберите способ
- 36. Поступающие в ремонт зубчатые колеса могут иметь следующие неисправности: изнашивание рабочей поверхности зубьев; выкрошивание и поломка
- 37. Для наплавки боковых поверхностей зубьев шестерню устанавливают в ванне (рис. 22.9) и наплавку начинают со второго
- 38. Для нормальной работы зубчатых колес должны быть соблюдены два основных условия: линия касания зубьев должна находиться
- 39. Нормальный боковой зазор между зубьями шестеренчатых передач выбирается по техническим условиям на сборку. Для строительных машин
- 40. 6 билет 1 задание На готовую стальную деталь – седло двигателя, указанную на рисунке, необходимо наплавить
- 41. для наплавки деталь должна быть тщательно очищена в месте наплавки от грязи, ржавчины и масла и
- 42. После подогрева детали расплавляют присадочный пруток так, чтобы металл растекался равномерно по наплавляемой поверхности. Если требуется
- 43. Флюсы применяют такие же, как и при сварке латуни. Лучше всего применять газообразный флюс БМ-1. Присадочный
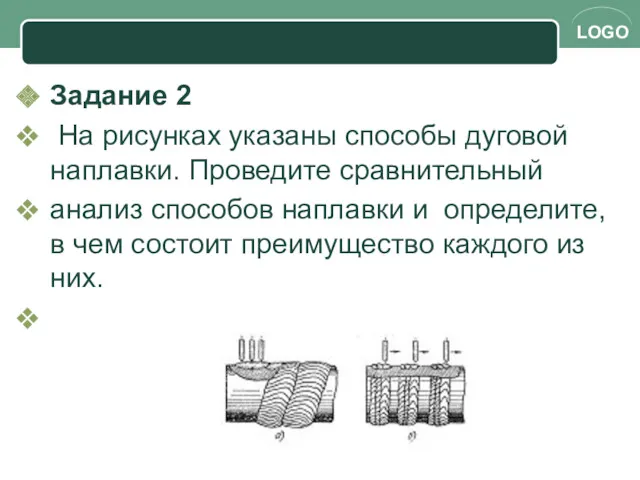
- 44. Задание 2 На рисунках указаны способы дуговой наплавки. Проведите сравнительный анализ способов наплавки и определите, в
- 45. Однодуговой способ наплавки покрытыми электродами получил широкое распространение. Его недостатками считается низкая производительность и необходимость нанесения
- 46. Высокая эффективность достигается также за счет уменьшения проплавления основного металла. При наплавке одним электродом величина доли
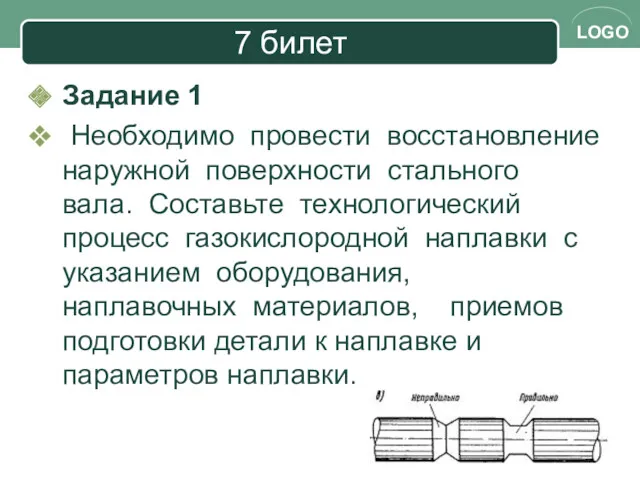
- 47. 7 билет Задание 1 Необходимо провести восстановление наружной поверхности стального вала. Составьте технологический процесс газокислородной наплавки
- 48. Для газовой наплавки деталей, работающих в условиях интенсивного абразивного изнашивания с умеренными ударами (рабочие органы почвообрабатывающих
- 49. Технология и техника наплавки. Режимы газовой наплавки зависят от теплофизических свойств металла, габаритных размеров и формы
- 50. При наплавке стали и сплавов на основе железа используется, как правило, нейтральное газовое пламя. Как указывалось
- 51. Задание 2 Для упрочнения и восстановления деталей, износа необходимо выполнить ручную дуговую наплавку. Выберите наплавочный материал,
- 52. Сталь Св материал Оборудование Техника наплавки
- 53. 8 билет Задание 1 Необходимо провести восстановление наружной поверхности стального вала. Составьте технологический процесс газокислородной наплавки
- 54. Оборудование Сварочные материалы Подготовка металла к сварке Технология
- 55. Задание 2 Необходимо провести наплавку матриц и пуансонов для горячих работ (штамповка, прессование). Подберите наплавочные материалы
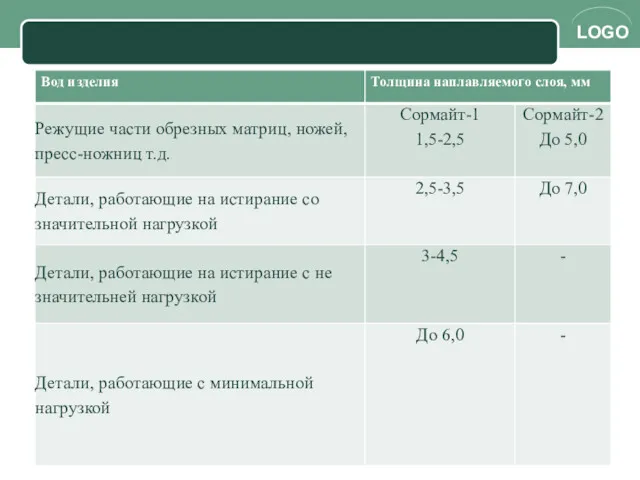
- 56. Оборудование Сварочные материалы Сормайт-1 Подготовка металла к сварке Технология
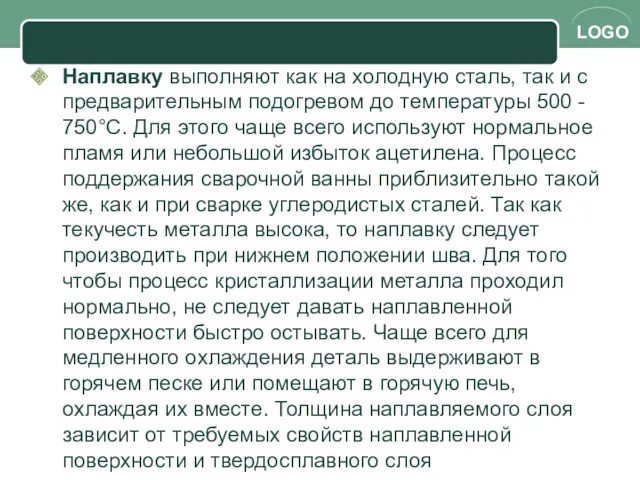
- 57. Наплавку выполняют как на холодную сталь, так и с предварительным подогревом до температуры 500 - 750°С.
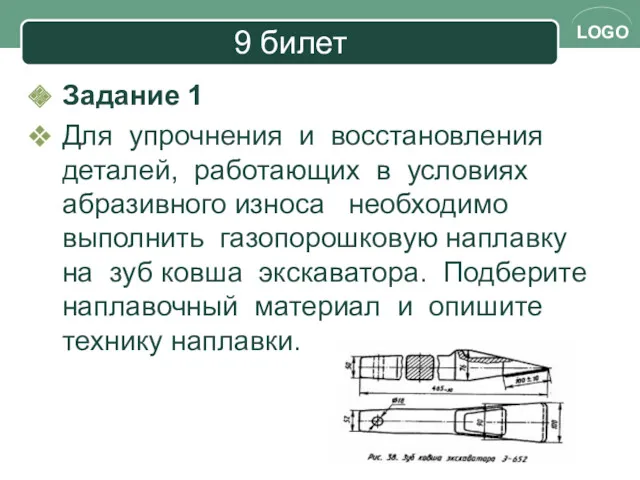
- 59. 9 билет Задание 1 Для упрочнения и восстановления деталей, работающих в условиях абразивного износа необходимо выполнить
- 60. Электрод предназначен для ручной дуговой сварки ответственных узлов конструкций из коррозионностойких, хромоникелевых сталей марок : 08Х18Н12Т,
- 61. Рекомендуемая методика Зубья, работающие в контакте с абразивными мелкозернистыми почвами, час-то изготавливают из прочных низколегированных сталей,
- 62. "Узор" на изнашиваемых поверхностях и расстояния между наплавленными валиками оказывают большое влияние на износостойкость. Большинству землеройным
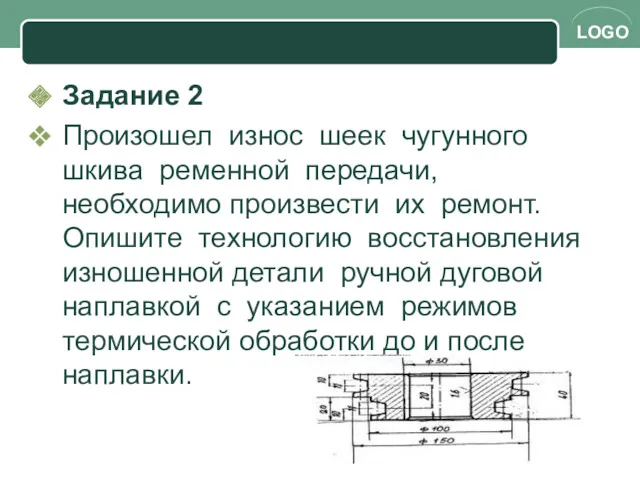
- 63. Задание 2 Произошел износ шеек чугунного шкива ременной передачи, необходимо произвести их ремонт. Опишите технологию восстановления
- 64. Ременные передачи — самый распространенный вид передачи гибкой связью в металлообрабатывающих станках, осуществляемый посредством шкивов и
- 65. Сварной шов можно охлаждать сжатым воздухом. • При сварке необходимо использовать электроды небольшого диаметра и минимальный
- 66. Оборудование Св материалы ОК 21.03 электродная стружка ОЗЛ 32 Ремонт трещин ОК 92.18 ОК 92.60 Техника
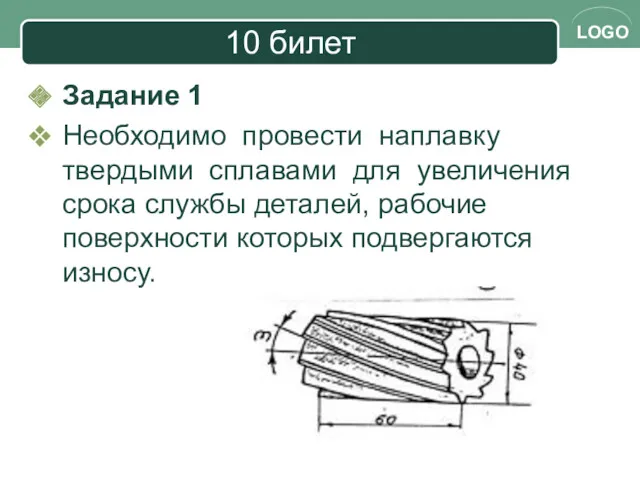
- 67. 10 билет Задание 1 Необходимо провести наплавку твердыми сплавами для увеличения срока службы деталей, рабочие поверхности
- 68. Рекомендуемая методика Перед наплавкой и предварительным подогревом необходимо шлифовкой зачистить поврежденные края и режущие кромки инструмента
- 69. После сварки необходимо обеспечить медленное охлаждение детали в теплоизоляционном материале. Сварочные материалы Буферный слой ОК 68.82
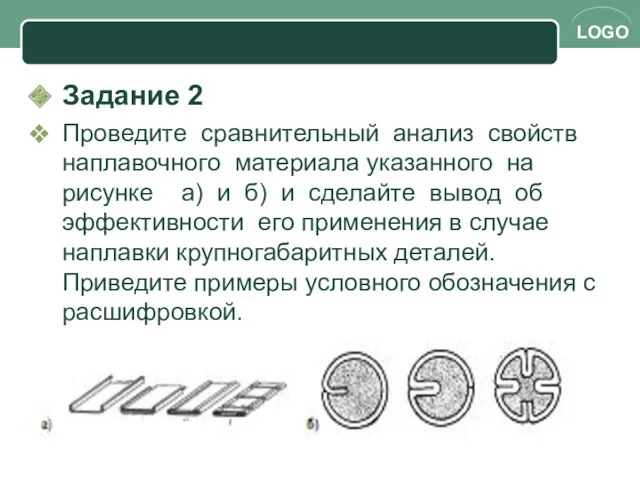
- 70. Задание 2 Проведите сравнительный анализ свойств наплавочного материала указанного на рисунке а) и б) и сделайте
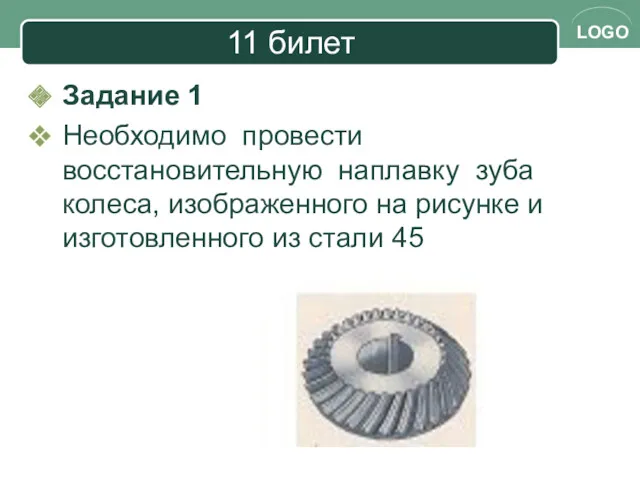
- 71. 11 билет Задание 1 Необходимо провести восстановительную наплавку зуба колеса, изображенного на рисунке и изготовленного из
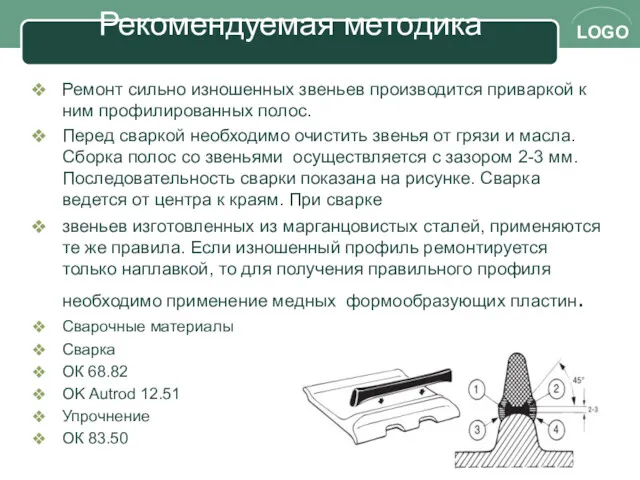
- 72. Рекомендуемая методика Ремонт сильно изношенных звеньев производится приваркой к ним профилированных полос. Перед сваркой необходимо очистить
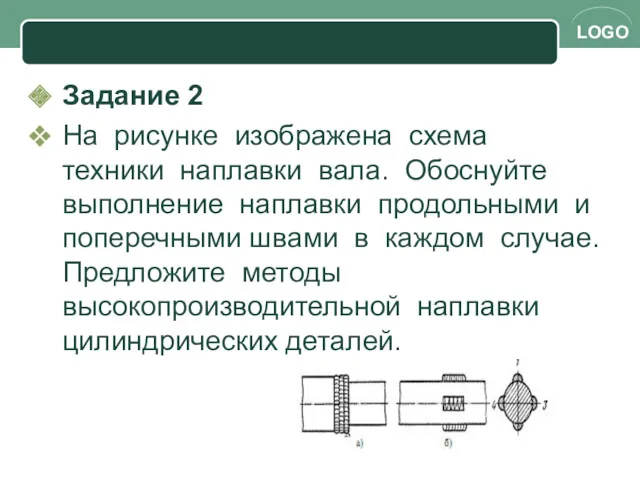
- 73. Задание 2 На рисунке изображена схема техники наплавки вала. Обоснуйте выполнение наплавки продольными и поперечными швами
- 74. Оборудование подготовка металла к сварке Сварочные материалы Техника наплавки Обоснуйте выполнение наплавки продольными и поперечными швами
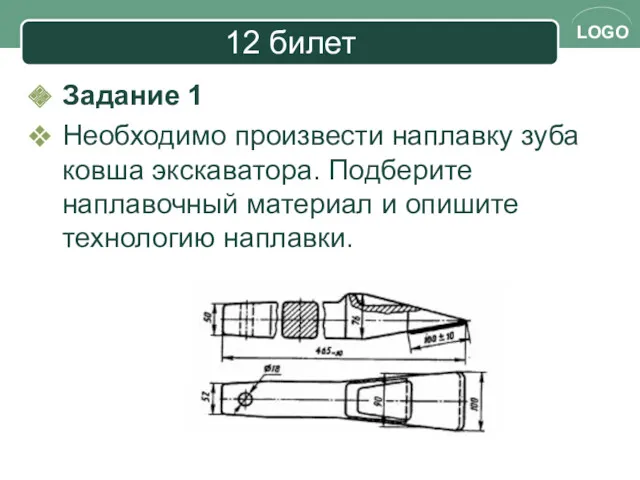
- 75. 12 билет Задание 1 Необходимо произвести наплавку зуба ковша экскаватора. Подберите наплавочный материал и опишите технологию
- 76. Оборудование подготовка металла к сварке Сварочные материалы Техника наплавки
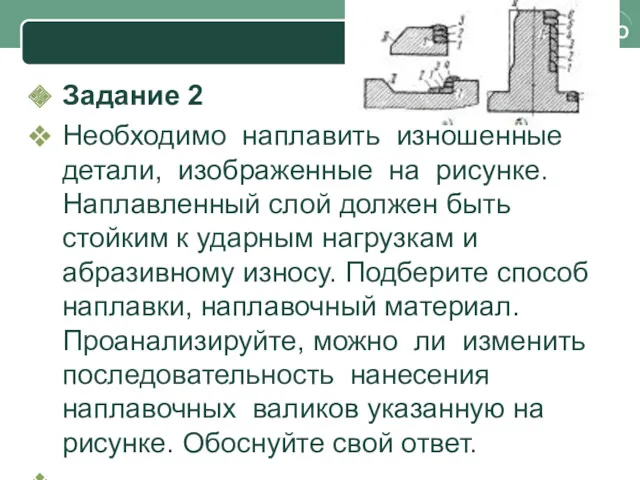
- 77. Задание 2 Необходимо наплавить изношенные детали, изображенные на рисунке. Наплавленный слой должен быть стойким к ударным
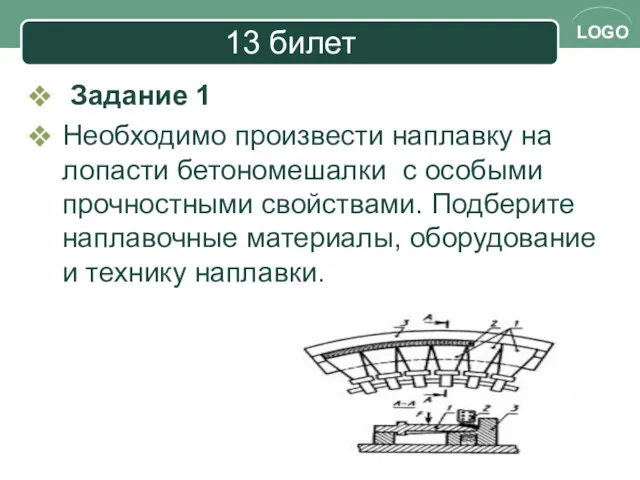
- 78. 13 билет Задание 1 Необходимо произвести наплавку на лопасти бетономешалки с особыми прочностными свойствами. Подберите наплавочные
- 79. Наплавка может выполняться как на переменном, так и на постоянном токе обратной полярности. Наплавку необходимо вести
- 80. Сормайтом наплавляется два узких пояска, расположенных на поверхностях соприкосновения конуса с чашей засыпного устройства. Под наплавку
- 81. Наплавка производится одновременно в обе канавки обратноступенчатым методом. Длина участков 400—500 мм. Чашу рекомендуется наплавлять двум
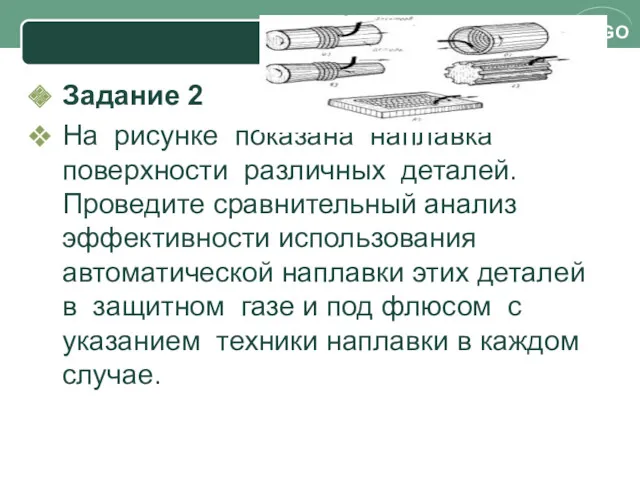
- 82. Задание 2 На рисунке показана наплавка поверхности различных деталей. Проведите сравнительный анализ эффективности использования автоматической наплавки
- 83. Сущность наплавки заключается в защите электрической дуги и расплавленного металла от вредного воздействия атмосферного воздуха слоем
- 84. При наплавке под флюсом получается наиболее совершенная защита расплавленного металла от воздуха, благодаря чему содержание в
- 85. Сварка и наплавка в защитных газах нашла широкое применение в ремонте. Этим способом можно соединять вручную,
- 86. Углекислый газ надежно изолирует зону наплавки и обеспечивает получение наплавленного металла высокого качества с минимальным количеством
- 87. В состав наиболее распространенных - шланговых - полуавтоматов входят горелка 1 со шлангом 2; механизм подачи
- 88. Наплавкой в среде углекислого газа можно восстанавливать детали с небольшими диаметральными размерами с нанесением слоя небольшой
- 89. Сила тока наплавки устанавливается путем изменения скорости подачи электродной проволоки. Вылет электродной проволоки примерно в пределах
- 90. Автоматическая наплавка в среде углекислого газа по сравнению с автоматической наплавкой под флюсом имеет следующие достоинства:
- 91. Технология наплавки р.д.с. для опытного сварщика не представляет трудностей. При наплавке пользуются постоянным током обратной полярности,
- 92. Технология наплавки должна обеспечивать заданные свойства наплавленного металла, отсутствие в нем недопустимых дефектов и работоспособность упрочняемого
- 94. Скачать презентацию
Задание 1
Необходимо наплавить поверхностный слой S = 8 мм на
Задание 1
Необходимо наплавить поверхностный слой S = 8 мм на
Необходимо наплавить поверхностный слой S = 8 мм на вал диаметром
Необходимо наплавить поверхностный слой S = 8 мм на вал диаметром
www.themegallery.com
Электроды 44 типа
Гост 10051-75
Наплавка плоских поверхностей выполняется сверху вниз
Цилиндрических поверхностей
по
www.themegallery.com
Электроды 44 типа
Гост 10051-75
Наплавка плоских поверхностей выполняется сверху вниз
Цилиндрических поверхностей
по
Задание 2
Составьте схему электрошлаковой наплавки плоской поверхности в горизонтальном положении
Задание 2
Составьте схему электрошлаковой наплавки плоской поверхности в горизонтальном положении
В зависимости от положения наплавляемой поверхности в пространстве электрошлаковую наплавку подразделяют
В зависимости от положения наплавляемой поверхности в пространстве электрошлаковую наплавку подразделяют
Для обеспечения кристаллизации металлической ванны и удержания расплавленной шлаковой ванны устанавливают
Для обеспечения кристаллизации металлической ванны и удержания расплавленной шлаковой ванны устанавливают
По первой схеме (см. рис. 14,6) скорость наплавки ограничивается необходимостью расплавления
По первой схеме (см. рис. 14,6) скорость наплавки ограничивается необходимостью расплавления
2 билет
Задание 1
Необходимо наплавить поверхностный слой S = 10
2 билет
Задание 1
Необходимо наплавить поверхностный слой S = 10
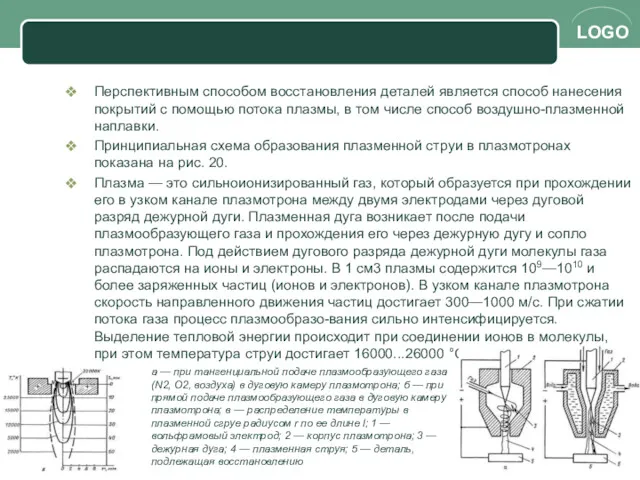
Перспективным способом восстановления деталей является способ нанесения покрытий с помощью потока
Перспективным способом восстановления деталей является способ нанесения покрытий с помощью потока
Сущность способа плазменной наплавки заключается в том, что источником теплоты для
Сущность способа плазменной наплавки заключается в том, что источником теплоты для
Задание 2
Составьте схему электрошлаковой наплавки цилиндрической поверхности в вертикальном положении с
Задание 2
Составьте схему электрошлаковой наплавки цилиндрической поверхности в вертикальном положении с
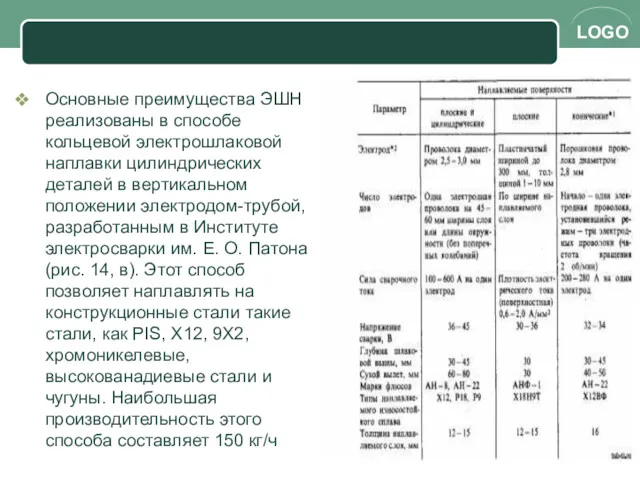
Основные преимущества ЭШН реализованы в способе кольцевой электрошлаковой наплавки цилиндрических деталей
Основные преимущества ЭШН реализованы в способе кольцевой электрошлаковой наплавки цилиндрических деталей
3 билет
1 задание
Необходимо наплавить поверхностный слой S = 10
3 билет
1 задание
Необходимо наплавить поверхностный слой S = 10
Наплавка в среде защитного газа
При этом способе наплавки, схема которого дана
Наплавка в среде защитного газа
При этом способе наплавки, схема которого дана
Наплавка деталей в среде углекислого газа имеет следующие преимущества: высокое качество
Наплавка деталей в среде углекислого газа имеет следующие преимущества: высокое качество
Задание 2
Опишите технологию многодуговой наплавки крупногабаритных деталей цилиндрической формы с
Задание 2
Опишите технологию многодуговой наплавки крупногабаритных деталей цилиндрической формы с
Техническая характеристика установки УМН-П: ширина наплавляемого за один проход слоя 50—60
Техническая характеристика установки УМН-П: ширина наплавляемого за один проход слоя 50—60
Режим наплавки: сила тока обратной полярности 1200 А; напряжение 32 В;
Режим наплавки: сила тока обратной полярности 1200 А; напряжение 32 В;
Основными участками, подлежащими наплавке, являются большой и малый зубья, а также
Основными участками, подлежащими наплавке, являются большой и малый зубья, а также
Для регулирования толщины слоя в зависимости от величины износа применяют скорость
Для регулирования толщины слоя в зависимости от величины износа применяют скорость
4 билет
Задание 1
Необходимо произвести наплавку на лемех плуга твердыми сплавами
4 билет
Задание 1
Необходимо произвести наплавку на лемех плуга твердыми сплавами

Электроды ОЗШ-3 ГОСТЭ-37Х9С2
Основное назначение электродов ОЗШ 3
Наплавка обрезных и вырубных штампов холодной
Электроды ОЗШ-3 ГОСТЭ-37Х9С2
Основное назначение электродов ОЗШ 3
Наплавка обрезных и вырубных штампов холодной
Основное назначение электродов ОЗН 6
Наплавка быстроизнашивающихся деталей горнодобывающих, строительных машин и другого
Основное назначение электродов ОЗН 6
Наплавка быстроизнашивающихся деталей горнодобывающих, строительных машин и другого
Рекомендуемая методика
Лемеха плугов изнашиваются, главным образом, по площадям, показанным на рисунке.
На
Рекомендуемая методика
Лемеха плугов изнашиваются, главным образом, по площадям, показанным на рисунке.
На

Задание 2
Необходимо провести улучшение механических свойств поверхностного слоя на асфальтные лопатки
Задание 2
Необходимо провести улучшение механических свойств поверхностного слоя на асфальтные лопатки
Электроды ESAB для наплавки OK 84.84
Описание
Электрод для наплавки деталей, подверженных интенсивному
Электроды ESAB для наплавки OK 84.84
Описание
Электрод для наплавки деталей, подверженных интенсивному
Электроды ESAB для наплавки OK 84.78
электрод дает наплавленный металл с включениями
Электроды ESAB для наплавки OK 84.78
электрод дает наплавленный металл с включениями
Рекомендуемая методика
До сварки необходимо удалить с лопаток дефектные слои металла электродами
Рекомендуемая методика
До сварки необходимо удалить с лопаток дефектные слои металла электродами
5 билет
1 задание
Необходимо наплавить поверхностный слой S = 5 мм
5 билет
1 задание
Необходимо наплавить поверхностный слой S = 5 мм
Рекомендуемая методика
Если ударные нагрузки являются основным фактором износа, то зубья ковшей
Рекомендуемая методика
Если ударные нагрузки являются основным фактором износа, то зубья ковшей
Изношенные наконечники зубьев заменяются новыми. При этом для приварки новых наконечников
Изношенные наконечники зубьев заменяются новыми. При этом для приварки новых наконечников
Задание 2
Составьте технологический процесс восстановления поверхностного слоя деталей фрикционной передачи, указанной
Задание 2
Составьте технологический процесс восстановления поверхностного слоя деталей фрикционной передачи, указанной
Поступающие в ремонт зубчатые колеса могут иметь следующие неисправности: изнашивание рабочей
Поступающие в ремонт зубчатые колеса могут иметь следующие неисправности: изнашивание рабочей
Для наплавки боковых поверхностей зубьев шестерню устанавливают в ванне (рис. 22.9)
Для наплавки боковых поверхностей зубьев шестерню устанавливают в ванне (рис. 22.9)

Для нормальной работы зубчатых колес должны быть соблюдены два основных условия:
Для нормальной работы зубчатых колес должны быть соблюдены два основных условия:
Нормальный боковой зазор между зубьями шестеренчатых передач выбирается по техническим условиям
Нормальный боковой зазор между зубьями шестеренчатых передач выбирается по техническим условиям
6 билет
1 задание
На готовую стальную деталь – седло двигателя, указанную
6 билет
1 задание
На готовую стальную деталь – седло двигателя, указанную
для наплавки деталь должна быть тщательно очищена в месте наплавки от
для наплавки деталь должна быть тщательно очищена в месте наплавки от
После подогрева детали расплавляют присадочный пруток так, чтобы металл растекался равномерно
После подогрева детали расплавляют присадочный пруток так, чтобы металл растекался равномерно
Флюсы применяют такие же, как и при сварке латуни. Лучше всего
Флюсы применяют такие же, как и при сварке латуни. Лучше всего
Задание 2
На рисунках указаны способы дуговой наплавки. Проведите сравнительный
анализ
Задание 2
На рисунках указаны способы дуговой наплавки. Проведите сравнительный
анализ
Однодуговой способ наплавки покрытыми электродами получил широкое распространение. Его недостатками считается
Однодуговой способ наплавки покрытыми электродами получил широкое распространение. Его недостатками считается
Высокая эффективность достигается также за счет уменьшения проплавления основного металла. При
Высокая эффективность достигается также за счет уменьшения проплавления основного металла. При
7 билет
Задание 1
Необходимо провести восстановление наружной поверхности стального вала. Составьте
7 билет
Задание 1
Необходимо провести восстановление наружной поверхности стального вала. Составьте
Для газовой наплавки деталей, работающих в условиях интенсивного абразивного изнашивания с
Для газовой наплавки деталей, работающих в условиях интенсивного абразивного изнашивания с
Технология и техника наплавки. Режимы газовой наплавки зависят от теплофизических свойств
Технология и техника наплавки. Режимы газовой наплавки зависят от теплофизических свойств
При наплавке стали и сплавов на основе железа используется, как правило,
При наплавке стали и сплавов на основе железа используется, как правило,
Задание 2
Для упрочнения и восстановления деталей, износа необходимо выполнить ручную дуговую
Задание 2
Для упрочнения и восстановления деталей, износа необходимо выполнить ручную дуговую
Сталь
Св материал
Оборудование
Техника наплавки
Сталь
Св материал
Оборудование
Техника наплавки
8 билет
Задание 1
Необходимо провести восстановление наружной поверхности стального вала. Составьте
8 билет
Задание 1
Необходимо провести восстановление наружной поверхности стального вала. Составьте
Оборудование
Сварочные материалы
Подготовка металла к сварке
Технология
Оборудование
Сварочные материалы
Подготовка металла к сварке
Технология
Задание 2
Необходимо провести наплавку матриц и пуансонов для горячих работ
Задание 2
Необходимо провести наплавку матриц и пуансонов для горячих работ
Оборудование
Сварочные материалы Сормайт-1
Подготовка металла к сварке
Технология
Оборудование
Сварочные материалы Сормайт-1
Подготовка металла к сварке
Технология
Наплавку выполняют как на холодную сталь, так и с предварительным подогревом
Наплавку выполняют как на холодную сталь, так и с предварительным подогревом
9 билет
Задание 1
Для упрочнения и восстановления деталей, работающих в условиях абразивного
9 билет
Задание 1
Для упрочнения и восстановления деталей, работающих в условиях абразивного
Электрод предназначен для ручной дуговой сварки ответственных узлов конструкций из коррозионностойких,
Электрод предназначен для ручной дуговой сварки ответственных узлов конструкций из коррозионностойких,
Рекомендуемая методика
Зубья, работающие в контакте с абразивными мелкозернистыми почвами, час-то изготавливают
Рекомендуемая методика
Зубья, работающие в контакте с абразивными мелкозернистыми почвами, час-то изготавливают
"Узор" на изнашиваемых поверхностях и расстояния между наплавленными валиками оказывают большое
"Узор" на изнашиваемых поверхностях и расстояния между наплавленными валиками оказывают большое
Задание 2
Произошел износ шеек чугунного шкива ременной передачи, необходимо произвести их
Задание 2
Произошел износ шеек чугунного шкива ременной передачи, необходимо произвести их
Ременные передачи — самый распространенный вид передачи гибкой связью в металлообрабатывающих
Ременные передачи — самый распространенный вид передачи гибкой связью в металлообрабатывающих
Сварной шов можно охлаждать сжатым воздухом.
• При сварке необходимо использовать электроды небольшого
Сварной шов можно охлаждать сжатым воздухом.
• При сварке необходимо использовать электроды небольшого
Оборудование
Св материалы ОК 21.03 электродная стружка ОЗЛ 32
Ремонт трещин
ОК 92.18
Оборудование
Св материалы ОК 21.03 электродная стружка ОЗЛ 32
Ремонт трещин
ОК 92.18
10 билет
Задание 1
Необходимо провести наплавку твердыми сплавами для увеличения срока службы
10 билет
Задание 1
Необходимо провести наплавку твердыми сплавами для увеличения срока службы
Рекомендуемая методика
Перед наплавкой и предварительным подогревом необходимо шлифовкой зачистить поврежденные края
Рекомендуемая методика
Перед наплавкой и предварительным подогревом необходимо шлифовкой зачистить поврежденные края
После сварки необходимо обеспечить медленное охлаждение детали в
теплоизоляционном материале.
Сварочные материалы
Буферный слой
ОК
После сварки необходимо обеспечить медленное охлаждение детали в
теплоизоляционном материале.
Сварочные материалы
Буферный слой
ОК
Задание 2
Проведите сравнительный анализ свойств наплавочного материала указанного на рисунке а)
Задание 2
Проведите сравнительный анализ свойств наплавочного материала указанного на рисунке а)
11 билет
Задание 1
Необходимо провести восстановительную наплавку зуба колеса, изображенного на рисунке
11 билет
Задание 1
Необходимо провести восстановительную наплавку зуба колеса, изображенного на рисунке
Рекомендуемая методика
Ремонт сильно изношенных звеньев производится приваркой к ним профилированных полос.
Перед
Рекомендуемая методика
Ремонт сильно изношенных звеньев производится приваркой к ним профилированных полос.
Перед
Задание 2
На рисунке изображена схема техники наплавки вала. Обоснуйте выполнение наплавки
Задание 2
На рисунке изображена схема техники наплавки вала. Обоснуйте выполнение наплавки

Оборудование
подготовка металла к сварке
Сварочные материалы
Техника наплавки
Обоснуйте выполнение наплавки продольными
Оборудование
подготовка металла к сварке
Сварочные материалы
Техника наплавки
Обоснуйте выполнение наплавки продольными
12 билет
Задание 1
Необходимо произвести наплавку зуба ковша экскаватора. Подберите наплавочный материал
12 билет
Задание 1
Необходимо произвести наплавку зуба ковша экскаватора. Подберите наплавочный материал
Оборудование
подготовка металла к сварке
Сварочные материалы
Техника наплавки
Оборудование
подготовка металла к сварке
Сварочные материалы
Техника наплавки
Задание 2
Необходимо наплавить изношенные детали, изображенные на рисунке. Наплавленный слой должен
Задание 2
Необходимо наплавить изношенные детали, изображенные на рисунке. Наплавленный слой должен
13 билет
Задание 1
Необходимо произвести наплавку на лопасти бетономешалки с особыми прочностными
13 билет
Задание 1
Необходимо произвести наплавку на лопасти бетономешалки с особыми прочностными
Наплавка может выполняться как на переменном, так и на постоянном токе
Наплавка может выполняться как на переменном, так и на постоянном токе
Сормайтом наплавляется два узких пояска, расположенных на поверхностях соприкосновения конуса с
Сормайтом наплавляется два узких пояска, расположенных на поверхностях соприкосновения конуса с
Наплавка производится одновременно в обе канавки обратноступенчатым методом. Длина участков 400—500
Наплавка производится одновременно в обе канавки обратноступенчатым методом. Длина участков 400—500
Задание 2
На рисунке показана наплавка поверхности различных деталей. Проведите сравнительный анализ
Задание 2
На рисунке показана наплавка поверхности различных деталей. Проведите сравнительный анализ
Сущность наплавки заключается в защите электрической дуги и расплавленного металла от
Сущность наплавки заключается в защите электрической дуги и расплавленного металла от
При наплавке под флюсом получается наиболее совершенная защита расплавленного металла от
При наплавке под флюсом получается наиболее совершенная защита расплавленного металла от
Сварка и наплавка в защитных газах нашла широкое применение в ремонте.
Сварка и наплавка в защитных газах нашла широкое применение в ремонте.
Углекислый газ надежно изолирует зону наплавки и обеспечивает получение наплавленного металла
Углекислый газ надежно изолирует зону наплавки и обеспечивает получение наплавленного металла
В состав наиболее распространенных - шланговых - полуавтоматов входят горелка 1
В состав наиболее распространенных - шланговых - полуавтоматов входят горелка 1
Наплавкой в среде углекислого газа можно восстанавливать детали с небольшими диаметральными
Наплавкой в среде углекислого газа можно восстанавливать детали с небольшими диаметральными
Сила тока наплавки устанавливается путем изменения скорости подачи электродной проволоки. Вылет
Сила тока наплавки устанавливается путем изменения скорости подачи электродной проволоки. Вылет
Автоматическая наплавка в среде углекислого газа по сравнению с автоматической наплавкой
Автоматическая наплавка в среде углекислого газа по сравнению с автоматической наплавкой
Технология наплавки р.д.с. для опытного сварщика не представляет трудностей. При наплавке
Технология наплавки р.д.с. для опытного сварщика не представляет трудностей. При наплавке
Технология наплавки должна обеспечивать заданные свойства наплавленного металла, отсутствие в нем
Технология наплавки должна обеспечивать заданные свойства наплавленного металла, отсутствие в нем
 Презентация Путешествие в страну Здоровья
Презентация Путешествие в страну Здоровья Физиология внешней нервной деятельности. Торможение условных рефлексов. Типы ВНД
Физиология внешней нервной деятельности. Торможение условных рефлексов. Типы ВНД Инженерно-геологические изыскания
Инженерно-геологические изыскания Программа СОЦИАЛЬНО - ПЕДАГОГИЧЕСКАЯ ПОДДЕРЖКА УЧАЩИХСЯ В ОБРАЗОВАТЕЛЬНОМ УЧРЕЖДЕНИИ
Программа СОЦИАЛЬНО - ПЕДАГОГИЧЕСКАЯ ПОДДЕРЖКА УЧАЩИХСЯ В ОБРАЗОВАТЕЛЬНОМ УЧРЕЖДЕНИИ Инструкция по работе с дилерскими подсайтами
Инструкция по работе с дилерскими подсайтами Презентация От благодарных читателей
Презентация От благодарных читателей Кредитная и банковская системы
Кредитная и банковская системы Роль иероглифов в китайской культуре
Роль иероглифов в китайской культуре Вымирание горбатых китов
Вымирание горбатых китов Отчет по неделе игры и игрушки (подготовительная группа)
Отчет по неделе игры и игрушки (подготовительная группа) Отчет о работе НОУ 2014/15
Отчет о работе НОУ 2014/15 Аналитический отчёт
Аналитический отчёт Презентации учащихся 4 класса о космосе к дням науки
Презентации учащихся 4 класса о космосе к дням науки Электродвигатели постоянного тока
Электродвигатели постоянного тока Конституционное право
Конституционное право Теория фотоэффекта
Теория фотоэффекта Надзор прокурора за исполнением судебных решений о применении принудительных мер медицинского характера
Надзор прокурора за исполнением судебных решений о применении принудительных мер медицинского характера Презентация1
Презентация1 Презентация Принципы построения предметно-развивающей среды
Презентация Принципы построения предметно-развивающей среды 8 Марта
8 Марта Представления
Представления Презентация к уроку по теме Алкены
Презентация к уроку по теме Алкены Курорт на черном море город Анапа
Курорт на черном море город Анапа Классный уголок
Классный уголок Средства физического воспитания
Средства физического воспитания Интеллектуальная игра по географии Путешествие по странам и континентам
Интеллектуальная игра по географии Путешествие по странам и континентам Все вокруг-геометрия! Мастер-класс. Элементы Пентамино
Все вокруг-геометрия! Мастер-класс. Элементы Пентамино Системный анализ. (Лекция 2)
Системный анализ. (Лекция 2)