Заготовительные, монтировочные и отделочные операции. Изготовление блезур, различных замковых устройств презентация
- Заготовительные, монтировочные и отделочные операции. Изготовление блезур, различных замковых устройств

Содержание
- 2. К заготовительным операциям относятся: плавка, прокатка, волочение, штамповка и термическая обработка. ПРОКАТКА И ВАЛЬЦОВКА Прокатка— вид
- 3. Процесс волочения представляет собой протягивание прутковой, проволочной, трубной и профильной заготовок через коническое отверстие для уменьшения
- 4. В качестве заготовки используется листовой материал, в качестве оборудования — прессы. Операции холодной штамповки делятся на
- 5. В ы т я ж к а — операция получения полых деталей из плоских заготовок. При
- 6. ТЕРМИЧЕСКАЯ ОБРАБОТКА Термическая обработка металлов — это изменение структуры и свойств путем теплового воздействия. МОНТИРОВОЧНЫЕ ОПЕРАЦИИ
- 7. РАЗМЕТКА Разметка в процессе изготовления ювелирных изделий применяется с целью подгонки деталей до определенного размера подгонки
- 8. ПРАВКА Правкой называют исправление искажений, полученных в процессе обработки металлов. Полуфабрикаты и изделия подвергаются ручной правке
- 9. ПАЙКА Пайкой называют технологический процесс получения неразъемных соединений с помощью более легкоплавких металлических сплавов (припоев). Неразъемное
- 10. ВЫПИЛИВАНИЕ ЛОБЗИКОМ Выпиливание лобзиком — одна из самых сложных и ответственных операций индивидуального изготовления ювелирных изделий.
- 11. ОТДЕЛКА И ХУДОЖЕСТВЕННАЯ ОБРАБОТКА ЮВЕЛИРНЫХ ИЗДЕЛИЙ Отделка ювелирных изделий — это окончательная обработка поверхности, доведение их
- 12. ЧЕКАНКА Чеканкой называют вид художественной обработки металлов специальными пуансонами — чеканами, в результате чего заготовка принимает
- 13. ЧЕРНЕНИЕ Чернение — вид декоративной отделки, заключающийся в наложении на поверхность изделий легкоплавкого сплава черного цвета
- 14. Повторение тем 1 курса. Закрепка вставок, изготовление различных кастов Каст (оправа камня) — общая деталь всех
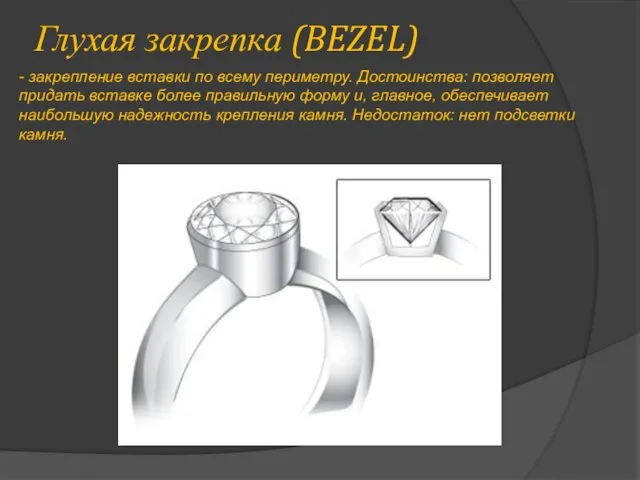
- 15. Глухая закрепка (BEZEL) - закрепление вставки по всему периметру. Достоинства: позволяет придать вставке более правильную форму
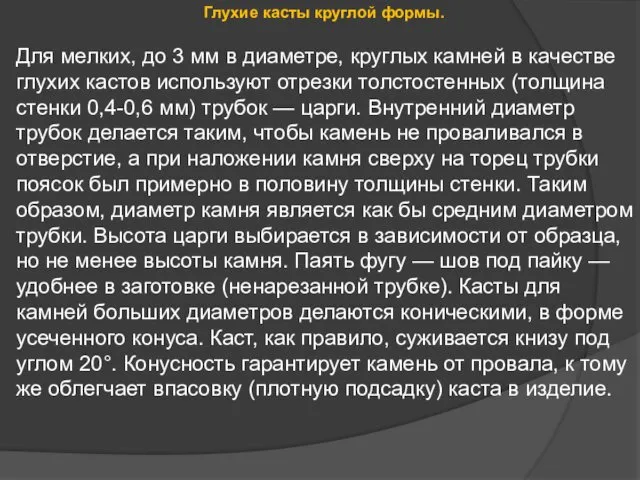
- 17. Глухие касты круглой формы. Для мелких, до 3 мм в диаметре, круглых камней в качестве глухих
- 18. Длину заготовки на касты рассчитывают по упрощенной формуле для расчета обручальных колец с учетом конусности каста.
- 19. Пример процесса изготовления прямого и конического глухих кастов
- 20. Ободковая закрепка (Царговая) -применяется для закрепления прозрачных камней. Изготавливается из ленточки сплава и по периметру повторяет
- 22. Пример процесса изготовления ободкового ажурного каста
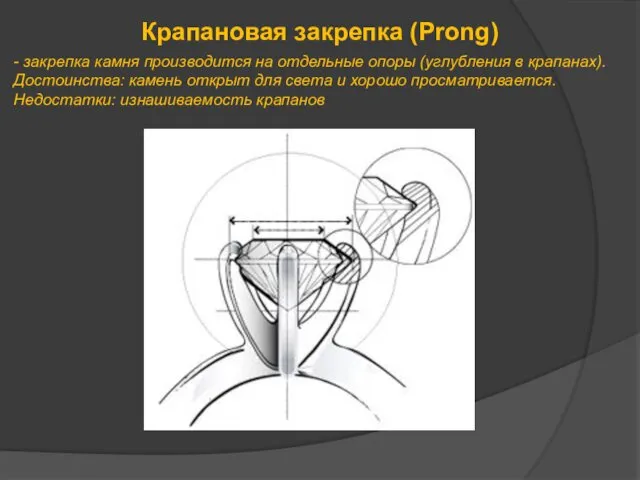
- 23. Крапановая закрепка (Prong) - закрепка камня производится на отдельные опоры (углубления в крапанах). Достоинства: камень открыт
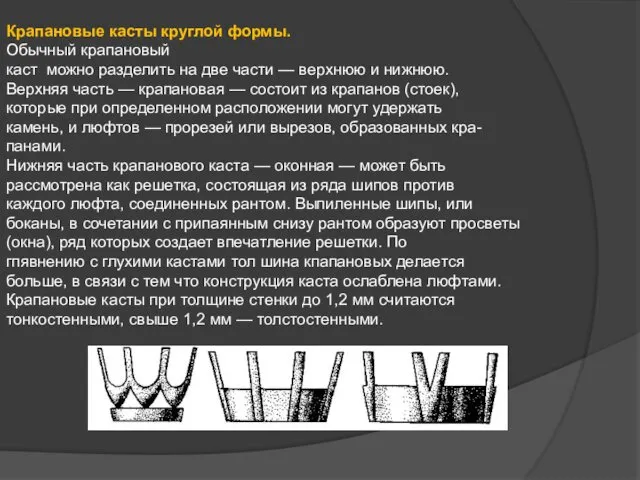
- 24. Крапановые касты круглой формы. Обычный крапановый каст можно разделить на две части — верхнюю и нижнюю.
- 26. Скачать презентацию
К заготовительным операциям относятся: плавка, прокатка,
волочение, штамповка и термическая обработка.
ПРОКАТКА И
К заготовительным операциям относятся: плавка, прокатка,
волочение, штамповка и термическая обработка.
ПРОКАТКА И
Процесс волочения представляет собой протягивание прутковой,
проволочной, трубной и профильной заготовок через
Процесс волочения представляет собой протягивание прутковой,
проволочной, трубной и профильной заготовок через
В качестве заготовки используется листовой материал, в качестве
оборудования — прессы. Операции
В качестве заготовки используется листовой материал, в качестве
оборудования — прессы. Операции
В ы т я ж к а — операция получения полых
ТЕРМИЧЕСКАЯ ОБРАБОТКА
Термическая обработка металлов — это изменение структуры
и свойств путем теплового
ТЕРМИЧЕСКАЯ ОБРАБОТКА
Термическая обработка металлов — это изменение структуры
и свойств путем теплового
РАЗМЕТКА
Разметка в процессе изготовления ювелирных изделий применяется
с целью подгонки деталей до
Разметка в процессе изготовления ювелирных изделий применяется
с целью подгонки деталей до
ПРАВКА
Правкой называют исправление искажений, полученных в процессе
обработки металлов. Полуфабрикаты и изделия
ПРАВКА
Правкой называют исправление искажений, полученных в процессе
обработки металлов. Полуфабрикаты и изделия
ПАЙКА
Пайкой называют технологический процесс получения неразъемных
соединений с помощью более легкоплавких металлических
сплавов
ПАЙКА
Пайкой называют технологический процесс получения неразъемных
соединений с помощью более легкоплавких металлических
сплавов
ВЫПИЛИВАНИЕ ЛОБЗИКОМ
Выпиливание лобзиком — одна из самых сложных и ответственных
операций индивидуального
ВЫПИЛИВАНИЕ ЛОБЗИКОМ
Выпиливание лобзиком — одна из самых сложных и ответственных
операций индивидуального
ОТДЕЛКА И ХУДОЖЕСТВЕННАЯ ОБРАБОТКА
ЮВЕЛИРНЫХ ИЗДЕЛИЙ
Отделка ювелирных изделий — это окончательная обработка
поверхности,
ОТДЕЛКА И ХУДОЖЕСТВЕННАЯ ОБРАБОТКА
ЮВЕЛИРНЫХ ИЗДЕЛИЙ
Отделка ювелирных изделий — это окончательная обработка
поверхности,
ЧЕКАНКА
Чеканкой называют вид художественной обработки металлов
специальными пуансонами — чеканами, в результате
ЧЕКАНКА
Чеканкой называют вид художественной обработки металлов
специальными пуансонами — чеканами, в результате
ЧЕРНЕНИЕ
Чернение — вид декоративной отделки, заключающийся в наложении
на поверхность изделий легкоплавкого
ЧЕРНЕНИЕ
Чернение — вид декоративной отделки, заключающийся в наложении
на поверхность изделий легкоплавкого
Повторение тем 1 курса.
Закрепка вставок, изготовление различных кастов
Каст (оправа
Повторение тем 1 курса.
Закрепка вставок, изготовление различных кастов
Каст (оправа
Глухая закрепка (BEZEL)
- закрепление вставки по всему периметру. Достоинства: позволяет придать
Глухая закрепка (BEZEL)
- закрепление вставки по всему периметру. Достоинства: позволяет придать
Глухие касты круглой формы.
Для мелких, до 3 мм в диаметре,
Глухие касты круглой формы.
Для мелких, до 3 мм в диаметре,
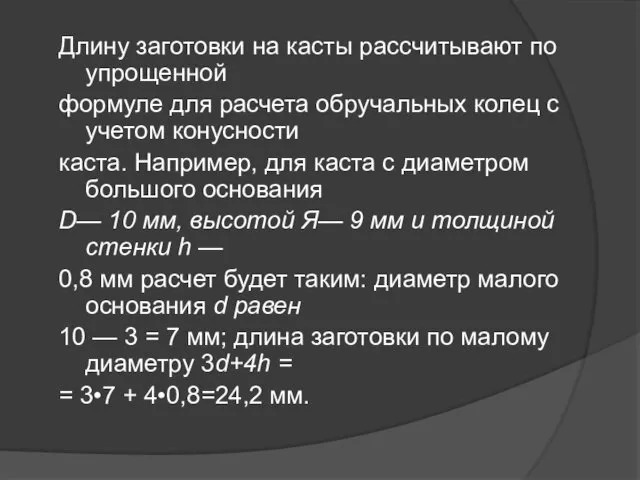
Длину заготовки на касты рассчитывают по упрощенной
формуле для расчета обручальных колец
Длину заготовки на касты рассчитывают по упрощенной
формуле для расчета обручальных колец
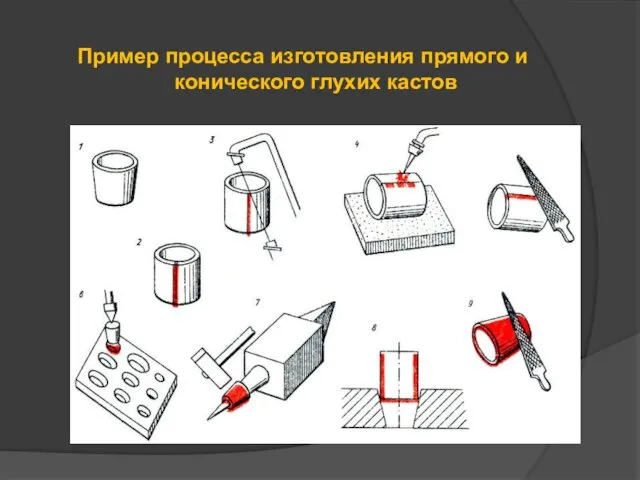
Пример процесса изготовления прямого и конического глухих кастов
Пример процесса изготовления прямого и конического глухих кастов

Ободковая закрепка (Царговая)
-применяется для закрепления прозрачных камней. Изготавливается из ленточки сплава
Ободковая закрепка (Царговая)
-применяется для закрепления прозрачных камней. Изготавливается из ленточки сплава
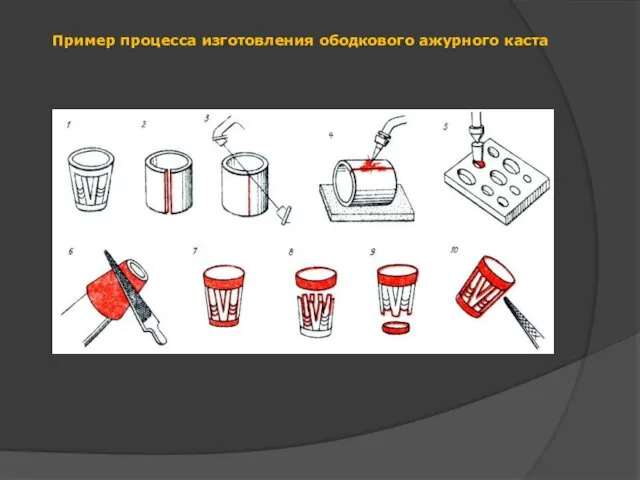
Пример процесса изготовления ободкового ажурного каста
Пример процесса изготовления ободкового ажурного каста
Крапановая закрепка (Prong)
- закрепка камня производится на отдельные опоры (углубления в
Крапановая закрепка (Prong)
- закрепка камня производится на отдельные опоры (углубления в
Крапановые касты круглой формы.
Обычный крапановый
каст можно разделить на две части
Крапановые касты круглой формы.
Обычный крапановый
каст можно разделить на две части
 Дом. Мебель
Дом. Мебель Диагностика и лечение синкопальных состояний
Диагностика и лечение синкопальных состояний Часть речи глагол. Повторение
Часть речи глагол. Повторение Подготовка к ГИА (часть В). Умение оценивать количественные параметры информационных объектов
Подготовка к ГИА (часть В). Умение оценивать количественные параметры информационных объектов Обеспечение целостности БД
Обеспечение целостности БД Food
Food Источники энергии и пути ее превращений в организме
Источники энергии и пути ее превращений в организме презентация на тему Древнерусская литература
презентация на тему Древнерусская литература Этапы ухода за кожей
Этапы ухода за кожей НОД Познание -Писатели детям
НОД Познание -Писатели детям Фотоальбом дефектов сварных соединений по визуальному и измерительному контролю
Фотоальбом дефектов сварных соединений по визуальному и измерительному контролю Дифференциально-диагностические признаки неспецифического язвенного и грануломатозного колитов
Дифференциально-диагностические признаки неспецифического язвенного и грануломатозного колитов Брендинг
Брендинг Клеточная теория. Типы клеточной организации
Клеточная теория. Типы клеточной организации Презентация Теоретический семинар Подготовка обучающихся к участию в олимпиадах
Презентация Теоретический семинар Подготовка обучающихся к участию в олимпиадах Технологии бурения наклонно-направленных скважин
Технологии бурения наклонно-направленных скважин Факторы стратификации в современной России
Факторы стратификации в современной России Первый член Символа веры. Вера
Первый член Символа веры. Вера Бурятская сказка
Бурятская сказка Крепкий алкоголь
Крепкий алкоголь Skanners & printers
Skanners & printers Презентация За избирателем-будущее России!
Презентация За избирателем-будущее России! Б.Ф. Шахов нима коми культура шӧрин
Б.Ф. Шахов нима коми культура шӧрин Объект, предмет, функции и принципы педагогики досуга
Объект, предмет, функции и принципы педагогики досуга презентация Болотов-педагог
презентация Болотов-педагог Наука о природе лесных пожаров и их последствий
Наука о природе лесных пожаров и их последствий О поощрении и наказании
О поощрении и наказании Опытно-эксперементальная деятельность по теме: Вода
Опытно-эксперементальная деятельность по теме: Вода