- Жесткость технологической системы

Содержание
- 2. 17.12.2018 Лекция 4 Коккарева Е.С. Содержание 1. Основные определения. 2. Жесткость станка. 3. Жесткость заготовки и
- 3. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ 17.12.2018 Лекция 4 Коккарева Е.С.
- 4. 17.12.2018 Лекция 4 Коккарева Е.С. Технологическая система При обработке станок, приспособление, заготовка, инструмент представляют собой замкнутую
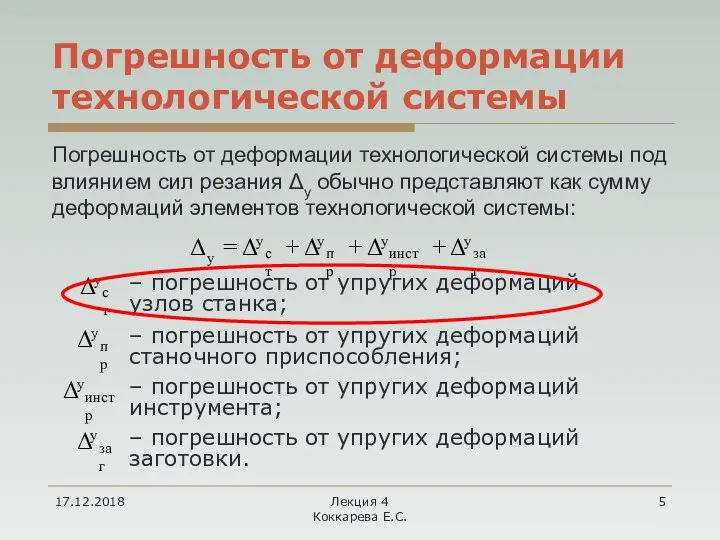
- 5. 17.12.2018 Лекция 4 Коккарева Е.С. Погрешность от деформации технологической системы Погрешность от деформации технологической системы под
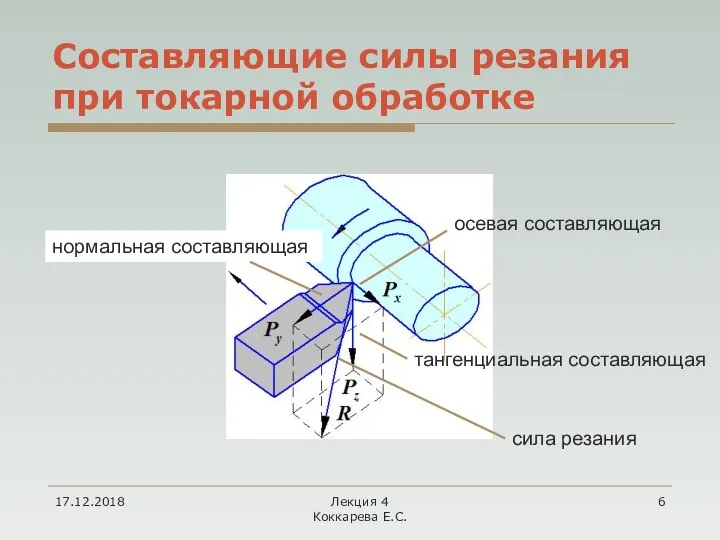
- 6. 17.12.2018 Лекция 4 Коккарева Е.С. Составляющие силы резания при токарной обработке сила резания нормальная составляющая осевая
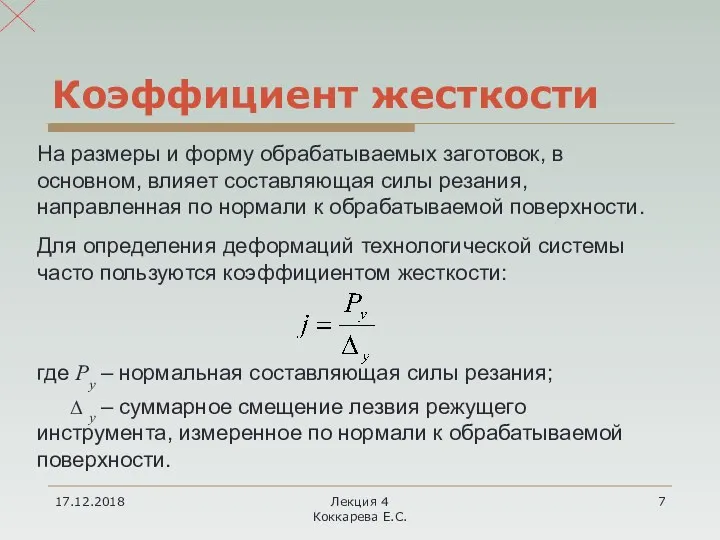
- 7. 17.12.2018 Лекция 4 Коккарева Е.С. Коэффициент жесткости На размеры и форму обрабатываемых заготовок, в основном, влияет
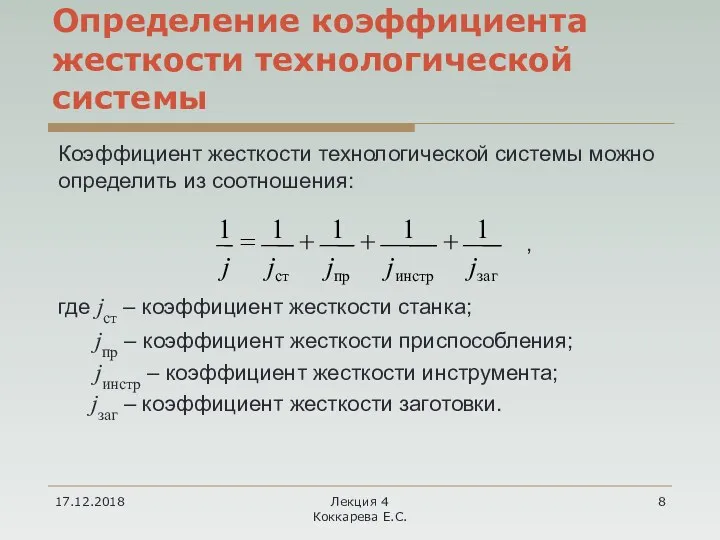
- 8. 17.12.2018 Лекция 4 Коккарева Е.С. Определение коэффициента жесткости технологической системы Коэффициент жесткости технологической системы можно определить
- 9. ЖЕСТКОСТЬ СТАНКА 17.12.2018 Лекция 4 Коккарева Е.С.
- 10. 17.12.2018 Лекция 4 Коккарева Е.С. Жесткость станка Главная составляющая коэффициента жесткости технологической системы – это коэффициент
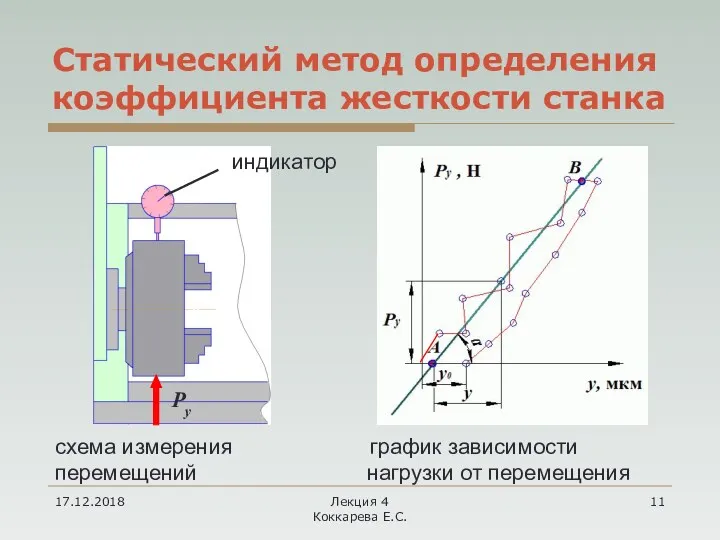
- 11. 17.12.2018 Лекция 4 Коккарева Е.С. Статический метод определения коэффициента жесткости станка график зависимости нагрузки от перемещения
- 12. 17.12.2018 Лекция 4 Коккарева Е.С. Производственный метод определения коэффициента жесткости станка Производственный метод определения коэффициента жесткости
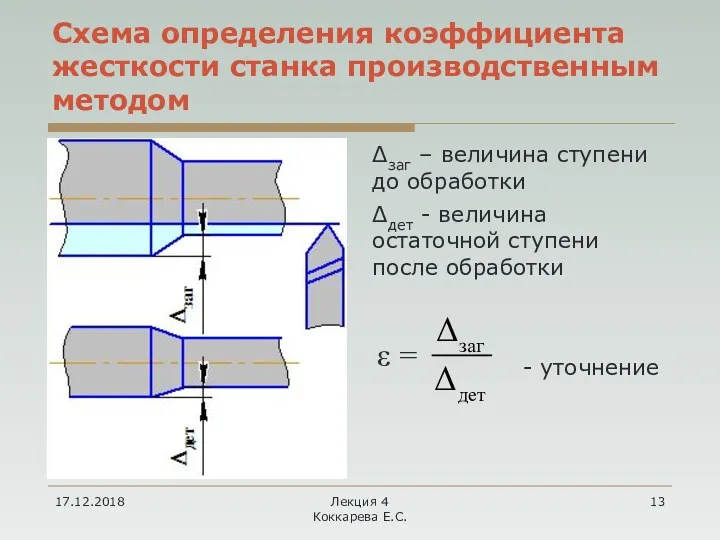
- 13. 17.12.2018 Лекция 4 Коккарева Е.С. Схема определения коэффициента жесткости станка производственным методом Δдет - величина остаточной
- 14. 17.12.2018 Лекция 4 Коккарева Е.С. Формула для расчета коэффициента жесткости станка производственным методом: , Н/мкм ε
- 15. ЖЕСТКОСТЬ ЗАГОТОВКИ И ИНСТРУМЕНТА 17.12.2018 Лекция 4 Коккарева Е.С.
- 16. 17.12.2018 Лекция 4 Коккарева Е.С. Жесткость заготовки и инструмента Деформацию заготовки под действием силы резания можно
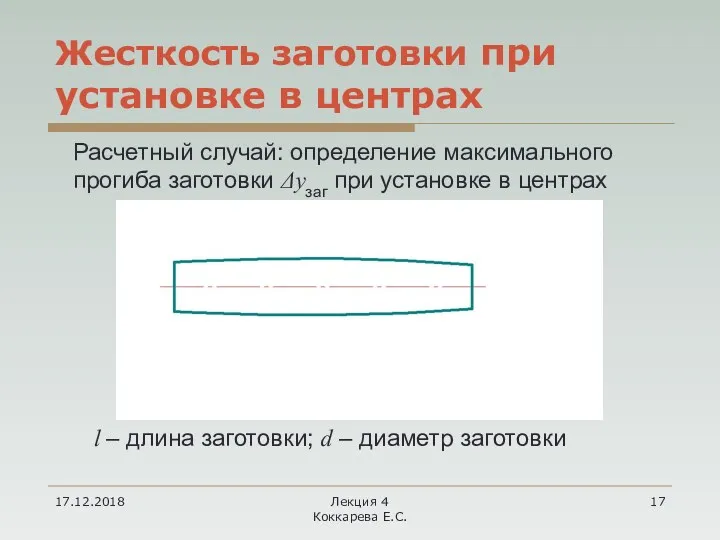
- 17. 17.12.2018 Лекция 4 Коккарева Е.С. Жесткость заготовки при установке в центрах Расчетный случай: определение максимального прогиба
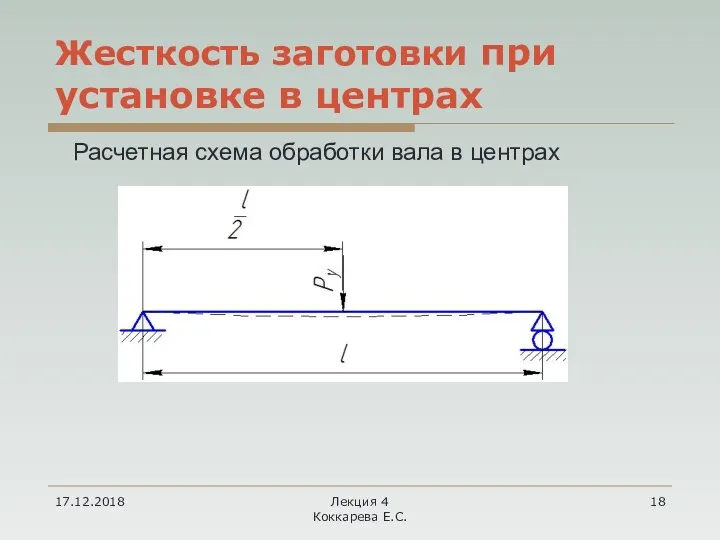
- 18. 17.12.2018 Лекция 4 Коккарева Е.С. Жесткость заготовки при установке в центрах Расчетная схема обработки вала в
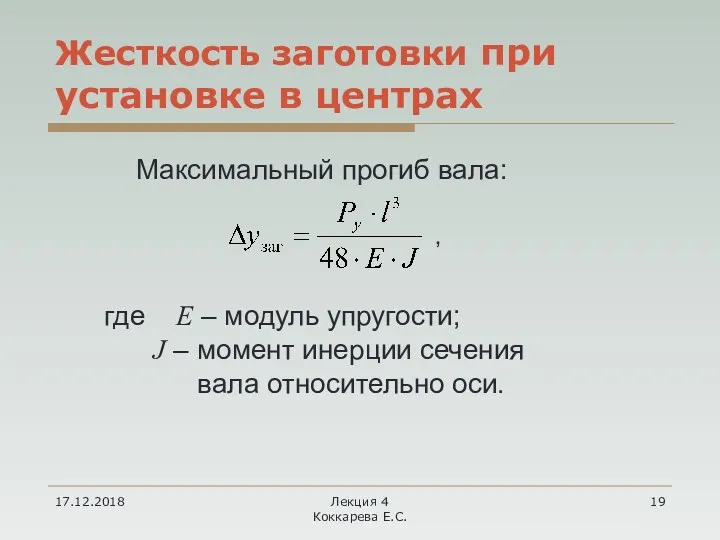
- 19. 17.12.2018 Лекция 4 Коккарева Е.С. Жесткость заготовки при установке в центрах Максимальный прогиб вала: где Е
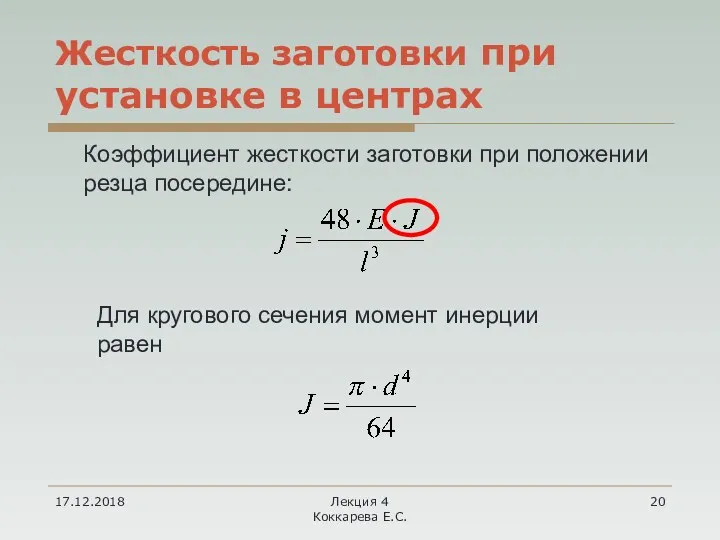
- 20. 17.12.2018 Лекция 4 Коккарева Е.С. Жесткость заготовки при установке в центрах Коэффициент жесткости заготовки при положении
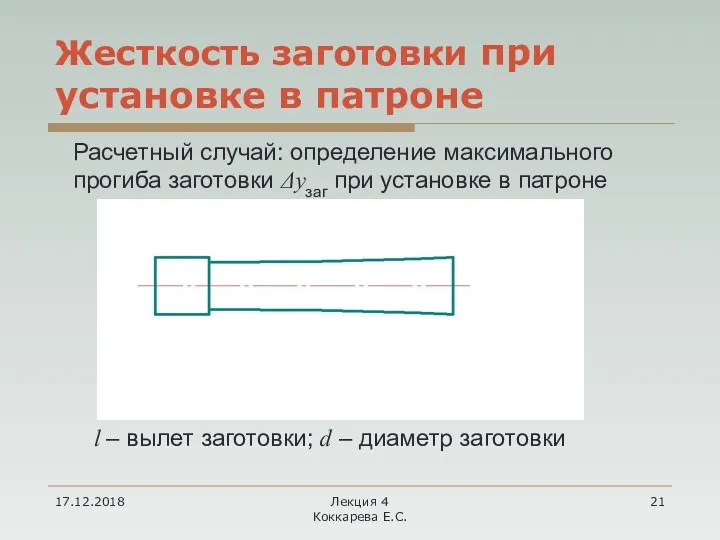
- 21. 17.12.2018 Лекция 4 Коккарева Е.С. Жесткость заготовки при установке в патроне Расчетный случай: определение максимального прогиба
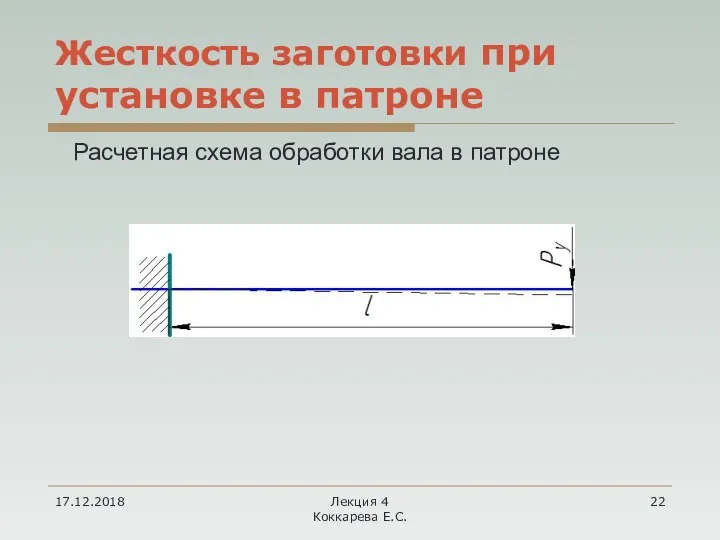
- 22. 17.12.2018 Лекция 4 Коккарева Е.С. Жесткость заготовки при установке в патроне Расчетная схема обработки вала в
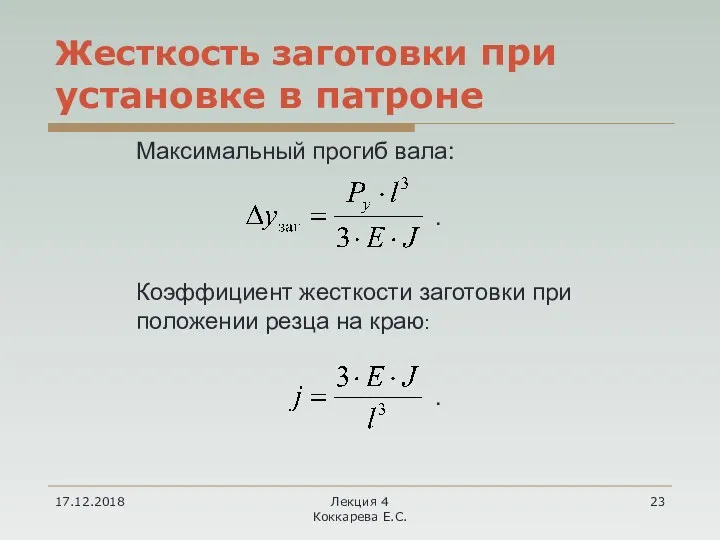
- 23. 17.12.2018 Лекция 4 Коккарева Е.С. Жесткость заготовки при установке в патроне Максимальный прогиб вала: . Коэффициент
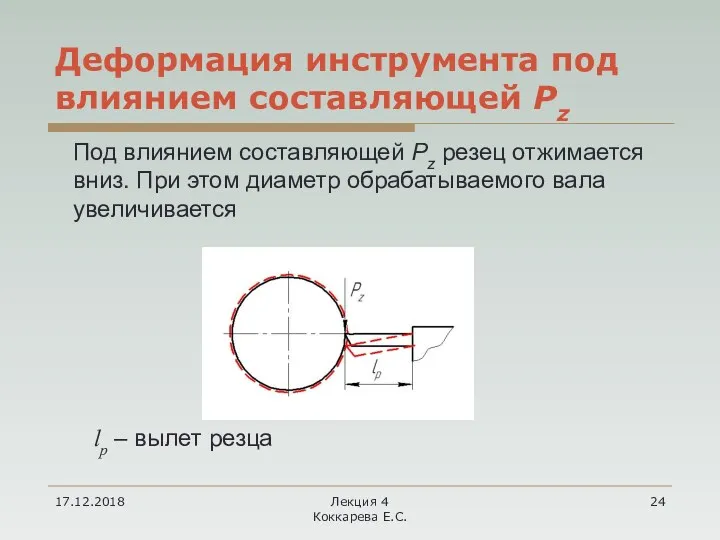
- 24. 17.12.2018 Лекция 4 Коккарева Е.С. Деформация инструмента под влиянием составляющей Pz Под влиянием составляющей Pz резец
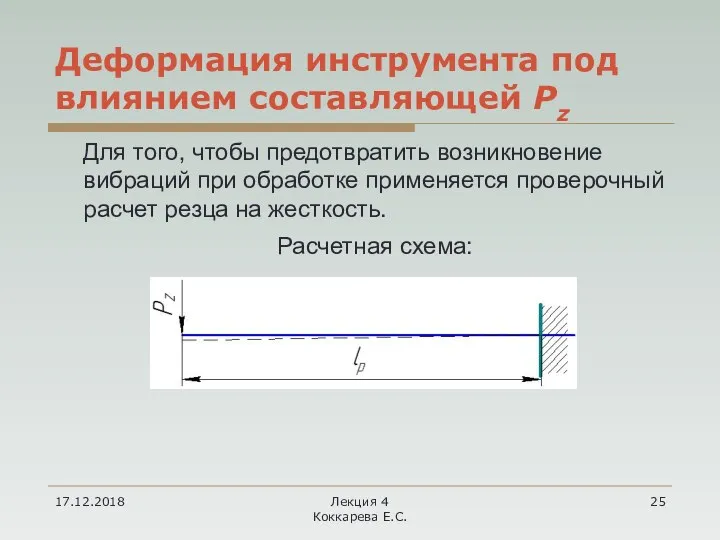
- 25. 17.12.2018 Лекция 4 Коккарева Е.С. Деформация инструмента под влиянием составляющей Pz Для того, чтобы предотвратить возникновение
- 26. 17.12.2018 Лекция 4 Коккарева Е.С. Деформация инструмента под влиянием составляющей Pz Максимальный прогиб резца: . –
- 27. 17.12.2018 Лекция 4 Коккарева Е.С. Деформация инструмента под влиянием составляющей Pz . Момент инерции для прямоугольного
- 28. 17.12.2018 Лекция 4 Коккарева Е.С. Деформация инструмента под влиянием составляющей Pz Максимальный прогиб резца должен удовлетворять
- 29. ПУТИ СНИЖЕНИЯ ПОГРЕШНОСТИ ΔУ 17.12.2018 Лекция 4 Коккарева Е.С.
- 30. 17.12.2018 Лекция 4 Коккарева Е.С. Пути снижения погрешности от деформации технологической системы Δу При чистовой обработке
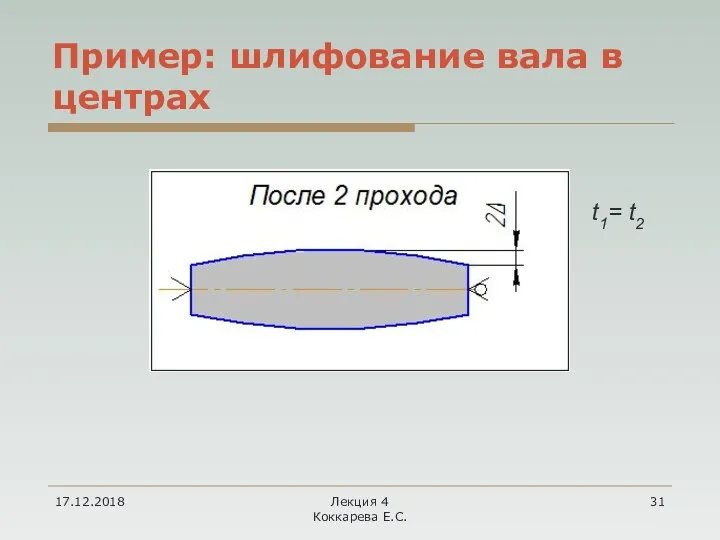
- 31. 17.12.2018 Лекция 4 Коккарева Е.С. Пример: шлифование вала в центрах t1= t2
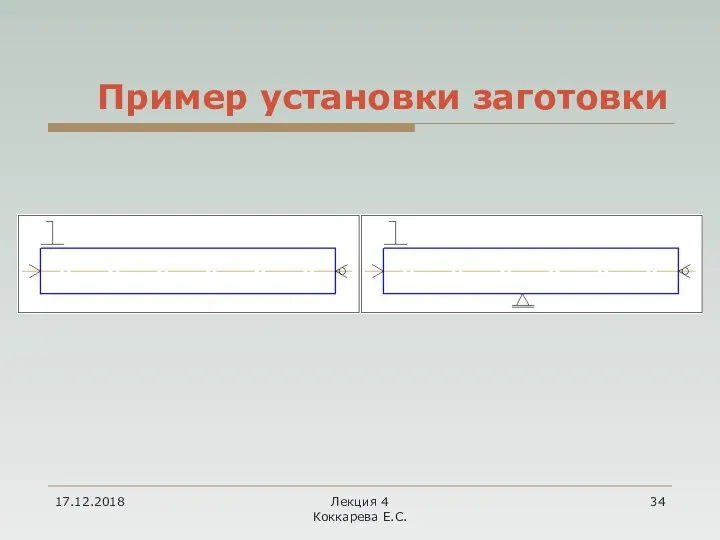
- 32. 17.12.2018 Лекция 4 Коккарева Е.С. Пути снижения погрешности от деформации технологической системы Δу Для повышения точности
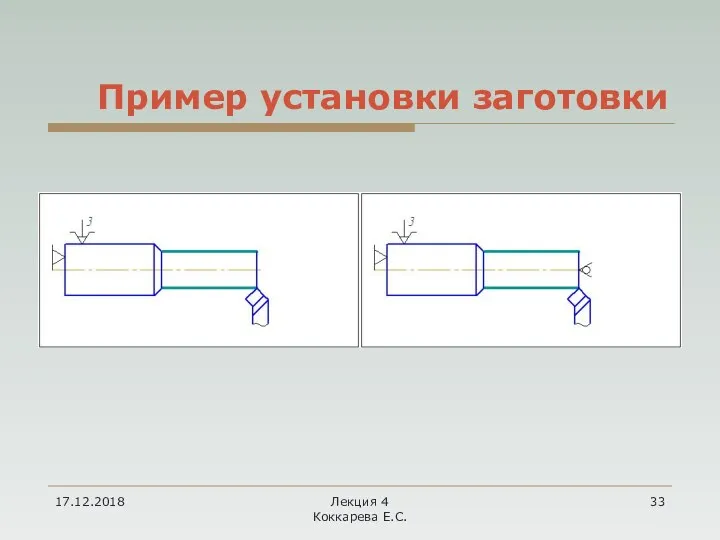
- 33. 17.12.2018 Лекция 4 Коккарева Е.С. Пример установки заготовки
- 34. 17.12.2018 Лекция 4 Коккарева Е.С. Пример установки заготовки
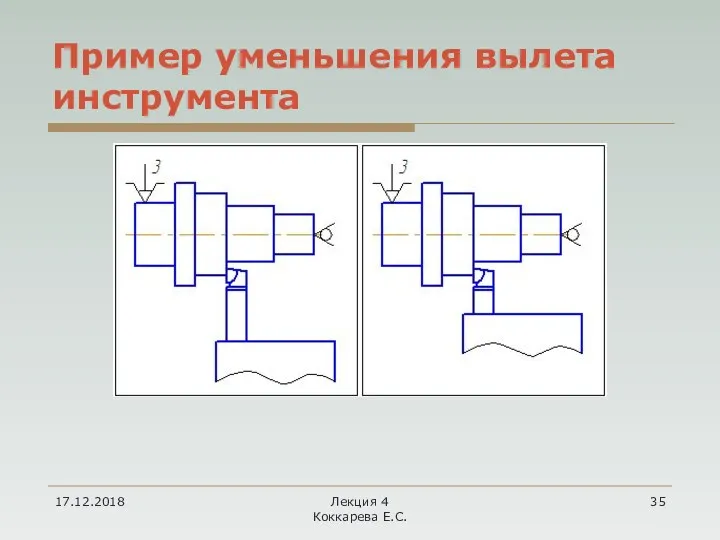
- 35. 17.12.2018 Лекция 4 Коккарева Е.С. Пример уменьшения вылета инструмента
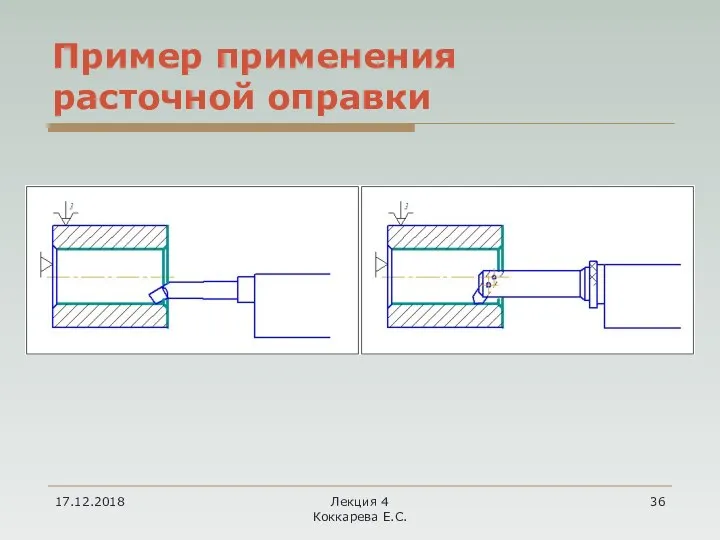
- 36. 17.12.2018 Лекция 4 Коккарева Е.С. Пример применения расточной оправки
- 37. 17.12.2018 Лекция 4 Коккарева Е.С. Пути снижения погрешности от деформации технологической системы Δу Последовательность обработки должна
- 38. 17.12.2018 Лекция 4 Коккарева Е.С. Пример: изготовление тонких шайб 1 переход 2 переход 3 переход
- 39. ВЛИЯНИЕ КОЛЕБАНИЙ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ НА ТОЧНОСТЬ ОБРАБОТКИ 17.12.2018 Лекция 4 Коккарева Е.С.
- 40. 17.12.2018 Лекция 4 Коккарева Е.С. Влияние колебаний технологической системы на точность обработки Технологическая система является замкнутой
- 41. 17.12.2018 Лекция 4 Коккарева Е.С. Отрицательное влияние колебаний на точность обработки Отрицательное влияние колебаний на точность
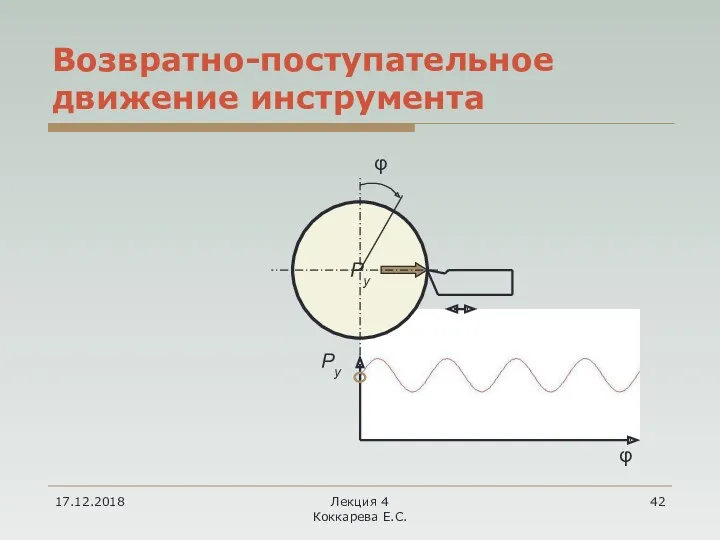
- 42. 17.12.2018 Лекция 4 Коккарева Е.С. Py Возвратно-поступательное движение инструмента φ φ Py
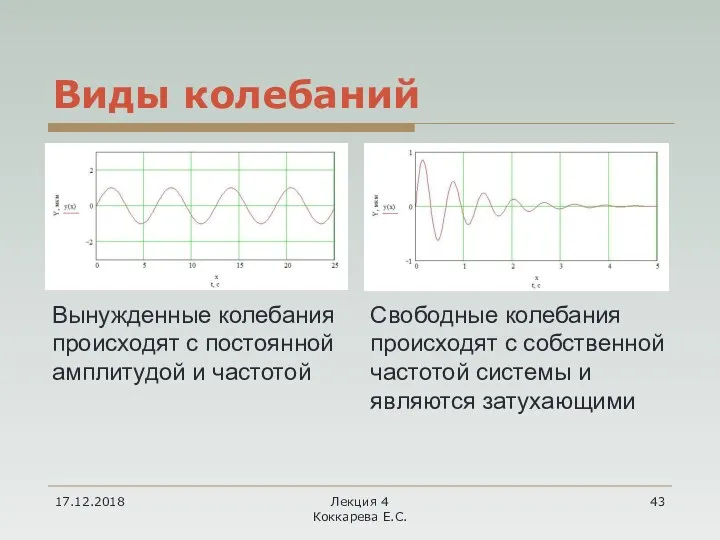
- 43. 17.12.2018 Лекция 4 Коккарева Е.С. Виды колебаний Свободные колебания происходят с собственной частотой системы и являются
- 44. Вынужденные колебания технологической системы 17.12.2018 Лекция 4 Коккарева Е.С. Источником вынужденных колебаний является вращение шпинделя станка
- 45. Свободные колебания технологической системы 17.12.2018 Лекция 4 Коккарева Е.С. Собственная частота свободных колебаний технологической системы fс
- 46. Свободные колебания технологической системы 17.12.2018 Лекция 4 Коккарева Е.С. . Технологическая система – сложная система. Она
- 47. 17.12.2018 Лекция 4 Коккарева Е.С. Определение автоколебаний Автоколебания - это самовозбуждающиеся колебания с частотой, близкой к
- 48. Иллюстрация механизма возникновения автоколебаний 17.12.2018 Лекция 4 Коккарева Е.С.
- 49. Борьба с вредными последствиями автоколебаниий Борьба с автоколебаниями сводится к снижению их амплитуды до безопасного уровня.
- 51. Скачать презентацию
17.12.2018
Лекция 4 Коккарева Е.С.
Содержание
1. Основные определения.
2. Жесткость станка.
3. Жесткость заготовки
17.12.2018
Лекция 4 Коккарева Е.С.
Содержание
1. Основные определения.
2. Жесткость станка.
3. Жесткость заготовки
ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ
17.12.2018
Лекция 4 Коккарева Е.С.
ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ
17.12.2018
Лекция 4 Коккарева Е.С.
17.12.2018
Лекция 4 Коккарева Е.С.
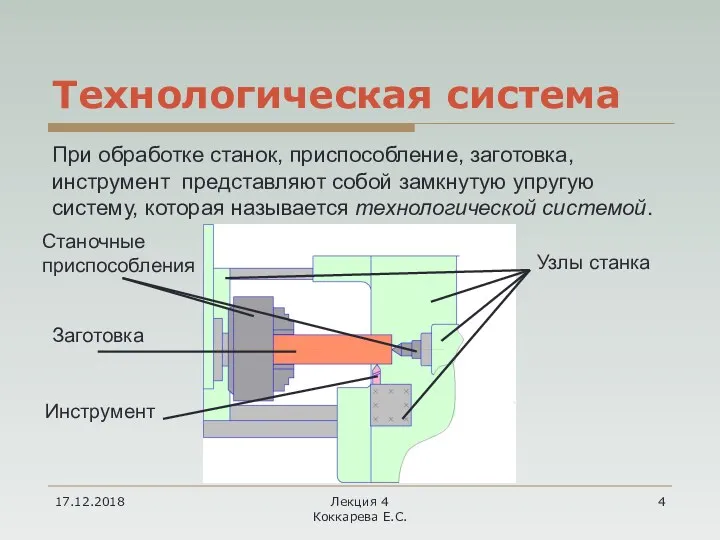
Технологическая система
При обработке станок, приспособление, заготовка,
17.12.2018
Лекция 4 Коккарева Е.С.
Технологическая система
При обработке станок, приспособление, заготовка,
17.12.2018
Лекция 4 Коккарева Е.С.
Погрешность от деформации технологической системы
Погрешность от
17.12.2018
Лекция 4 Коккарева Е.С.
Погрешность от деформации технологической системы
Погрешность от
17.12.2018
Лекция 4 Коккарева Е.С.
Составляющие силы резания при токарной обработке
сила резания
17.12.2018
Лекция 4 Коккарева Е.С.
Составляющие силы резания при токарной обработке
сила резания
17.12.2018
Лекция 4 Коккарева Е.С.
Коэффициент жесткости
На размеры и форму обрабатываемых заготовок,
17.12.2018
Лекция 4 Коккарева Е.С.
Коэффициент жесткости
На размеры и форму обрабатываемых заготовок,
17.12.2018
Лекция 4 Коккарева Е.С.
Определение коэффициента жесткости технологической системы
Коэффициент жесткости технологической системы
17.12.2018
Лекция 4 Коккарева Е.С.
Определение коэффициента жесткости технологической системы
Коэффициент жесткости технологической системы
ЖЕСТКОСТЬ СТАНКА
17.12.2018
Лекция 4 Коккарева Е.С.
ЖЕСТКОСТЬ СТАНКА
17.12.2018
Лекция 4 Коккарева Е.С.
17.12.2018
Лекция 4 Коккарева Е.С.
Жесткость станка
Главная составляющая коэффициента жесткости технологической системы
17.12.2018
Лекция 4 Коккарева Е.С.
Жесткость станка
Главная составляющая коэффициента жесткости технологической системы
17.12.2018
Лекция 4 Коккарева Е.С.
Статический метод определения коэффициента жесткости станка
график зависимости
нагрузки
17.12.2018
Лекция 4 Коккарева Е.С.
Статический метод определения коэффициента жесткости станка
график зависимости
нагрузки
17.12.2018
Лекция 4 Коккарева Е.С.
Производственный метод определения коэффициента жесткости станка
Производственный метод определения
17.12.2018
Лекция 4 Коккарева Е.С.
Производственный метод определения коэффициента жесткости станка
Производственный метод определения
17.12.2018
Лекция 4 Коккарева Е.С.
Схема определения коэффициента жесткости станка производственным методом
Δдет -
17.12.2018
Лекция 4 Коккарева Е.С.
Схема определения коэффициента жесткости станка производственным методом
Δдет -
17.12.2018
Лекция 4 Коккарева Е.С.
Формула для расчета коэффициента жесткости станка производственным методом:
,
17.12.2018
Лекция 4 Коккарева Е.С.
Формула для расчета коэффициента жесткости станка производственным методом:
,
ЖЕСТКОСТЬ ЗАГОТОВКИ И ИНСТРУМЕНТА
17.12.2018
Лекция 4 Коккарева Е.С.
ЖЕСТКОСТЬ ЗАГОТОВКИ И ИНСТРУМЕНТА
17.12.2018
Лекция 4 Коккарева Е.С.
17.12.2018
Лекция 4 Коккарева Е.С.
Жесткость заготовки и инструмента
Деформацию заготовки под действием
17.12.2018
Лекция 4 Коккарева Е.С.
Жесткость заготовки и инструмента
Деформацию заготовки под действием
17.12.2018
Лекция 4 Коккарева Е.С.
Жесткость заготовки при установке в центрах
Расчетный случай: определение
17.12.2018
Лекция 4 Коккарева Е.С.
Жесткость заготовки при установке в центрах
Расчетный случай: определение
17.12.2018
Лекция 4 Коккарева Е.С.
Жесткость заготовки при установке в центрах
Расчетная схема обработки
17.12.2018
Лекция 4 Коккарева Е.С.
Жесткость заготовки при установке в центрах
Расчетная схема обработки
17.12.2018
Лекция 4 Коккарева Е.С.
Жесткость заготовки при установке в центрах
Максимальный прогиб вала:
где
17.12.2018
Лекция 4 Коккарева Е.С.
Жесткость заготовки при установке в центрах
Максимальный прогиб вала:
где
17.12.2018
Лекция 4 Коккарева Е.С.
Жесткость заготовки при установке в центрах
Коэффициент жесткости заготовки
17.12.2018
Лекция 4 Коккарева Е.С.
Жесткость заготовки при установке в центрах
Коэффициент жесткости заготовки
17.12.2018
Лекция 4 Коккарева Е.С.
Жесткость заготовки при установке в патроне
Расчетный случай: определение
17.12.2018
Лекция 4 Коккарева Е.С.
Жесткость заготовки при установке в патроне
Расчетный случай: определение
17.12.2018
Лекция 4 Коккарева Е.С.
Жесткость заготовки при установке в патроне
Расчетная схема обработки
17.12.2018
Лекция 4 Коккарева Е.С.
Жесткость заготовки при установке в патроне
Расчетная схема обработки
17.12.2018
Лекция 4 Коккарева Е.С.
Жесткость заготовки при установке в патроне
Максимальный прогиб вала:
.
Коэффициент
17.12.2018
Лекция 4 Коккарева Е.С.
Жесткость заготовки при установке в патроне
Максимальный прогиб вала:
.
Коэффициент
17.12.2018
Лекция 4 Коккарева Е.С.
Деформация инструмента под влиянием составляющей Pz
Под влиянием составляющей
17.12.2018
Лекция 4 Коккарева Е.С.
Деформация инструмента под влиянием составляющей Pz
Под влиянием составляющей
17.12.2018
Лекция 4 Коккарева Е.С.
Деформация инструмента под влиянием составляющей Pz
Для того, чтобы
17.12.2018
Лекция 4 Коккарева Е.С.
Деформация инструмента под влиянием составляющей Pz
Для того, чтобы
17.12.2018
Лекция 4 Коккарева Е.С.
Деформация инструмента под влиянием составляющей Pz
Максимальный прогиб резца:
.
17.12.2018
Лекция 4 Коккарева Е.С.
Деформация инструмента под влиянием составляющей Pz
Максимальный прогиб резца:
.
17.12.2018
Лекция 4 Коккарева Е.С.
Деформация инструмента под влиянием составляющей Pz
.
Момент инерции для
17.12.2018
Лекция 4 Коккарева Е.С.
Деформация инструмента под влиянием составляющей Pz
.
Момент инерции для
17.12.2018
Лекция 4 Коккарева Е.С.
Деформация инструмента под влиянием составляющей Pz
Максимальный прогиб резца
17.12.2018
Лекция 4 Коккарева Е.С.
Деформация инструмента под влиянием составляющей Pz
Максимальный прогиб резца
ПУТИ СНИЖЕНИЯ ПОГРЕШНОСТИ ΔУ
17.12.2018
Лекция 4 Коккарева Е.С.
ПУТИ СНИЖЕНИЯ ПОГРЕШНОСТИ ΔУ
17.12.2018
Лекция 4 Коккарева Е.С.
17.12.2018
Лекция 4 Коккарева Е.С.
Пути снижения погрешности от деформации технологической системы Δу
17.12.2018
Лекция 4 Коккарева Е.С.
Пути снижения погрешности от деформации технологической системы Δу
17.12.2018
Лекция 4 Коккарева Е.С.
Пример: шлифование вала в центрах
t1= t2
17.12.2018
Лекция 4 Коккарева Е.С.
Пример: шлифование вала в центрах
t1= t2
17.12.2018
Лекция 4 Коккарева Е.С.
Пути снижения погрешности от деформации технологической системы Δу
17.12.2018
Лекция 4 Коккарева Е.С.
Пути снижения погрешности от деформации технологической системы Δу
17.12.2018
Лекция 4 Коккарева Е.С.
Пример установки заготовки
17.12.2018
Лекция 4 Коккарева Е.С.
Пример установки заготовки
17.12.2018
Лекция 4 Коккарева Е.С.
Пример установки заготовки
17.12.2018
Лекция 4 Коккарева Е.С.
Пример установки заготовки
17.12.2018
Лекция 4 Коккарева Е.С.
Пример уменьшения вылета инструмента
17.12.2018
Лекция 4 Коккарева Е.С.
Пример уменьшения вылета инструмента
17.12.2018
Лекция 4 Коккарева Е.С.
Пример применения расточной оправки
17.12.2018
Лекция 4 Коккарева Е.С.
Пример применения расточной оправки
17.12.2018
Лекция 4 Коккарева Е.С.
Пути снижения погрешности от деформации технологической системы Δу
17.12.2018
Лекция 4 Коккарева Е.С.
Пути снижения погрешности от деформации технологической системы Δу

17.12.2018
Лекция 4 Коккарева Е.С.
Пример: изготовление тонких шайб
1 переход
2 переход
3 переход
17.12.2018
Лекция 4 Коккарева Е.С.
Пример: изготовление тонких шайб
1 переход
2 переход
3 переход
ВЛИЯНИЕ КОЛЕБАНИЙ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ НА ТОЧНОСТЬ ОБРАБОТКИ
17.12.2018
Лекция 4 Коккарева Е.С.
ВЛИЯНИЕ КОЛЕБАНИЙ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ НА ТОЧНОСТЬ ОБРАБОТКИ
17.12.2018
Лекция 4 Коккарева Е.С.
17.12.2018
Лекция 4 Коккарева Е.С.
Влияние колебаний технологической системы на точность обработки
Технологическая
17.12.2018
Лекция 4 Коккарева Е.С.
Влияние колебаний технологической системы на точность обработки
Технологическая
17.12.2018
Лекция 4 Коккарева Е.С.
Отрицательное влияние колебаний на точность обработки
Отрицательное влияние
17.12.2018
Лекция 4 Коккарева Е.С.
Отрицательное влияние колебаний на точность обработки
Отрицательное влияние
17.12.2018
Лекция 4 Коккарева Е.С.
Py
Возвратно-поступательное движение инструмента
φ
φ
Py
17.12.2018
Лекция 4 Коккарева Е.С.
Py
Возвратно-поступательное движение инструмента
φ
φ
Py
17.12.2018
Лекция 4 Коккарева Е.С.
Виды колебаний
Свободные колебания происходят с собственной частотой системы
17.12.2018
Лекция 4 Коккарева Е.С.
Виды колебаний
Свободные колебания происходят с собственной частотой системы
Вынужденные колебания технологической системы
17.12.2018
Лекция 4 Коккарева Е.С.
Источником вынужденных колебаний является вращение
Вынужденные колебания технологической системы
17.12.2018
Лекция 4 Коккарева Е.С.
Источником вынужденных колебаний является вращение
Свободные колебания технологической системы
17.12.2018
Лекция 4 Коккарева Е.С.
Собственная частота свободных колебаний технологической
Свободные колебания технологической системы
17.12.2018
Лекция 4 Коккарева Е.С.
Собственная частота свободных колебаний технологической
Свободные колебания технологической системы
17.12.2018
Лекция 4 Коккарева Е.С.
.
Технологическая система – сложная система.
Она
Свободные колебания технологической системы
17.12.2018
Лекция 4 Коккарева Е.С.
.
Технологическая система – сложная система.
Она
17.12.2018
Лекция 4 Коккарева Е.С.
Определение автоколебаний
Автоколебания - это самовозбуждающиеся колебания с
17.12.2018
Лекция 4 Коккарева Е.С.
Определение автоколебаний
Автоколебания - это самовозбуждающиеся колебания с
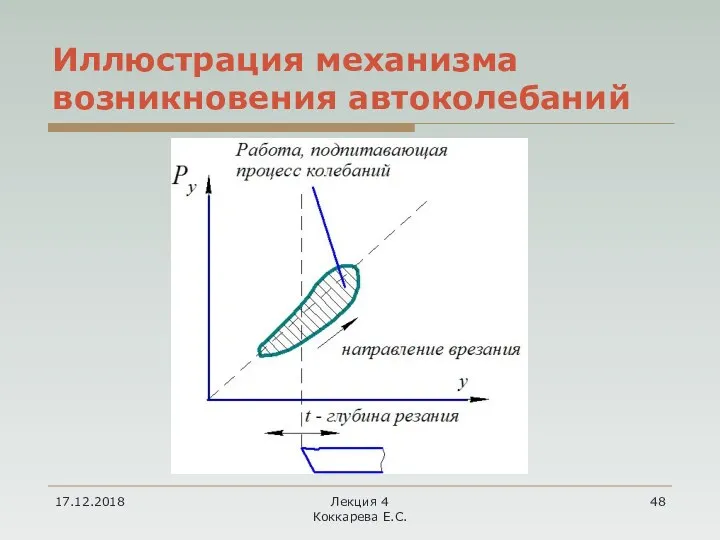
Иллюстрация механизма возникновения автоколебаний
17.12.2018
Лекция 4 Коккарева Е.С.
Иллюстрация механизма возникновения автоколебаний
17.12.2018
Лекция 4 Коккарева Е.С.
Борьба с вредными последствиями автоколебаниий
Борьба с автоколебаниями сводится к снижению
Борьба с вредными последствиями автоколебаниий
Борьба с автоколебаниями сводится к снижению
 Вычислительные методы в алгебре и теории чисел. Лекция 3. Приближение функций
Вычислительные методы в алгебре и теории чисел. Лекция 3. Приближение функций Медико-биологические и социальные основы здоровья
Медико-биологические и социальные основы здоровья Озеро Баскунчак
Озеро Баскунчак Презентация Кроссворд-игра Библиотека
Презентация Кроссворд-игра Библиотека Движения земной коры. Вулканы, горячие источники, гейзеры
Движения земной коры. Вулканы, горячие источники, гейзеры Ағаш станоктары туралы жалпы мағұлмат
Ағаш станоктары туралы жалпы мағұлмат Интересные личности
Интересные личности Спектральный анализ сигналов на линии связи
Спектральный анализ сигналов на линии связи Соединение вида и разреза
Соединение вида и разреза Спрос. Поисковая система Яндекс
Спрос. Поисковая система Яндекс Средневековье: время рыцарей и замков
Средневековье: время рыцарей и замков Ассертивное поведение. Коммуникативные умения и уверенность
Ассертивное поведение. Коммуникативные умения и уверенность Система зарядки АКБ
Система зарядки АКБ Производственные функции. Гипотеза максимизирующего поведения производителя
Производственные функции. Гипотеза максимизирующего поведения производителя Группа компаний Мелком
Группа компаний Мелком Россия и Советский Союз в 1918-1939 годы
Россия и Советский Союз в 1918-1939 годы Льготные категории населения на приеме у врача общей практики. Учетная форма № 030 -13/у
Льготные категории населения на приеме у врача общей практики. Учетная форма № 030 -13/у Теоретическая механика. Статика
Теоретическая механика. Статика Знай информатику. КВН
Знай информатику. КВН Внеклассное занятие Волшебный мир Оригами
Внеклассное занятие Волшебный мир Оригами Античный миф
Античный миф тест узнать характер
тест узнать характер Типы экономических систем. Экономическая система
Типы экономических систем. Экономическая система Порядок отпуска лекарственных препаратов для медицинского применения из аптечных организаций
Порядок отпуска лекарственных препаратов для медицинского применения из аптечных организаций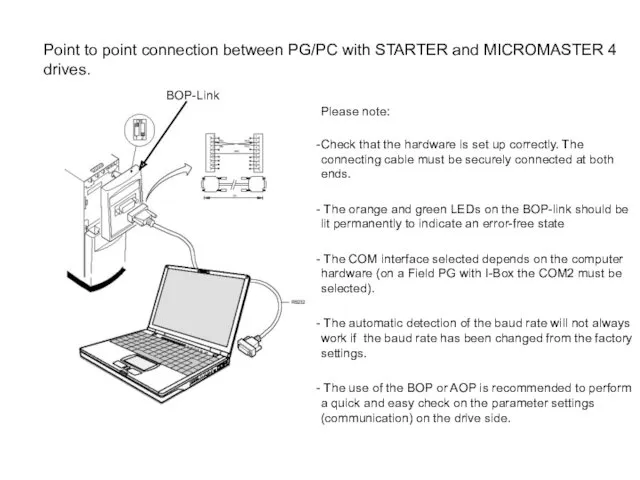 Point to point connection between PG/PC with STARTER and MICROMASTER 4 drives
Point to point connection between PG/PC with STARTER and MICROMASTER 4 drives Підйомний комплекс бурової установки
Підйомний комплекс бурової установки Презентация Неделя профессии оператор по обработке перевозочных документов
Презентация Неделя профессии оператор по обработке перевозочных документов Твори добро.
Твори добро.