- Методы стандартизации (2)

Содержание
- 2. 1. Упорядочение объектов стандартизации. 2. Параметрическая стандартизация. 3. Унификация продукции. 4. Агрегатирование. 5. Комплексная и опережающая
- 3. Федеральный закон от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании». Сергеев А.Г. Метрология, стандартизация
- 4. 1. Упорядочение объектов стандартизации.
- 5. Стандартизация — комплекс методов, необходимых для установления оптимального решения повторяющихся задач и узаконивания такого решения в
- 6. Метод стандартизации — это прием или совокупность приемов, с помощью которых достигаются цели стандартизации.
- 7. Стандартизация базируется на следующих методах: 1) упорядочение объектов стандартизации; 2) параметрическая стандартизация; 3) унификация продукции; 4)
- 8. Упорядочение объектов стандартизации — универсальный метод в области стандартизации продукции, процессов и услуг. Упорядочение как управление
- 9. Упорядочение как универсальный метод состоит из отдельных компонентов (методов): систематизации, селекции, симплификации, типизации, оптимизации.
- 10. 1. Систематизация объектов стандартизации заключается в научно обоснованном, последовательном классифицировании и ранжировании совокупности конкретных объектов стандартизации.
- 11. Примером результата работы по систематизации продукции может служить Общероссийский классификатор промышленной и сельскохозяйственной продукции (ОКП), который
- 12. ОКП представляет собой систематизированный свод кодов и наименований продукции, являющейся предметом поставки.
- 13. Пример кодового обозначения в ОКП продукции класса 54: 54 (класс) — продукция целлюлозно-бумажной промышленности; 54 6
- 14. 2. Селекция объектов стандартизации — деятельность, заключающаяся в отборе таких конкретных объектов, которые принимаются целесообразными для
- 15. 3. Симплификация - деятельность, заключающаяся в определении таких конкретных объектов, которые признаются нецелесообразными для дальнейшего производства
- 16. 4. Типизация объектов стандартизации — деятельность по созданию типовых (образцовых) объектов — конструкций, технологических правил, форм
- 19. 5. Оптимизация объектов стандартизации заключается в нахождении оптимальных главных параметров (параметров назначения), и усовершенствования их вместе
- 20. В отличие от работ по селекции и симплификации, базирующихся на несложных методах оценки и обоснования принимаемых
- 21. Выбор оптимальных значений параметров стандартизируемых изделий Кривая 1 показывает зависимость функции потерь в случае, когда при
- 22. 2. Параметрическая стандартизация.
- 23. Параметр продукции — это количественная характеристика ее свойств.
- 24. Наиболее важными параметрами являются характеристики, определяющие назначение продукции и условия ее использования: - размерные параметры (размер
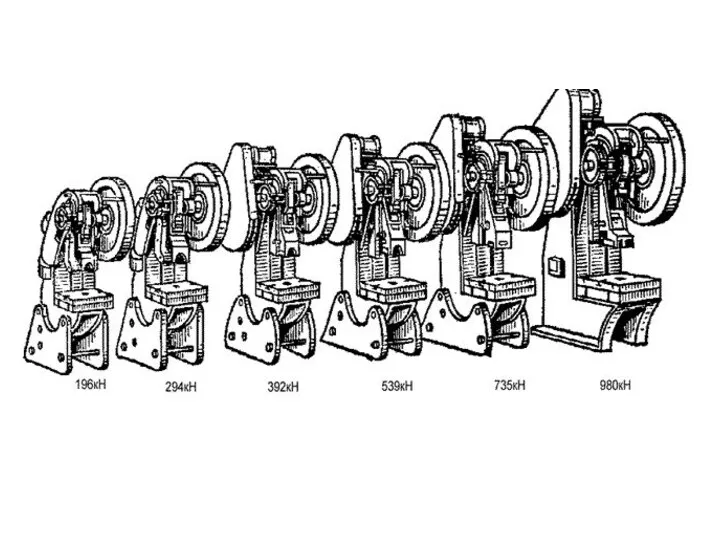
- 25. Продукция определенного назначения, принципа действия и конструкции, т.е. продукция определенного типа, характеризуется рядом параметров. Набор установленных
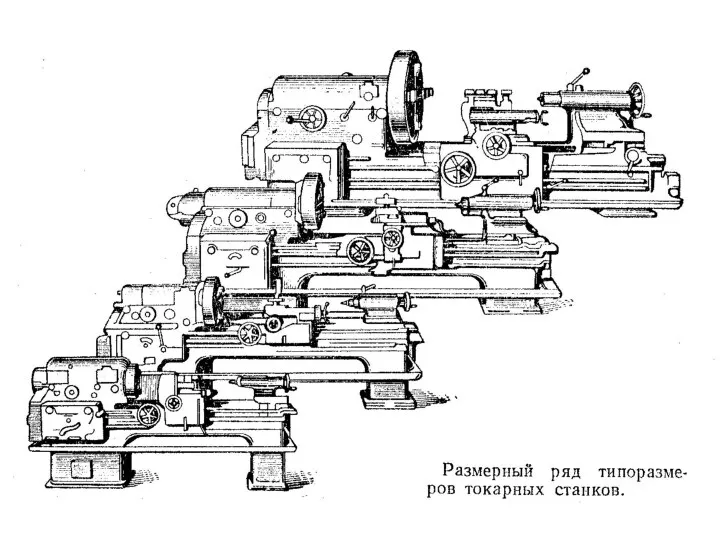
- 26. Разновидностью параметрического ряда является размерный ряд. Например, для тканей размерный ряд состоит из отдельных значений ширины
- 27. Процесс стандартизации параметрических рядов — параметрическая стандартизация — заключается в выборе и обосновании целесообразной номенклатуры и
- 28. Параметрические ряды машин, приборов, тары рекомендуется строить согласно системе предпочтительных чисел — набору последовательных чисел, изменяющихся
- 29. ГОСТ 8032 предусматривает четыре основных ряда предпочтительных чисел: 1-й ряд – R5* —1,00; 1,60; 2,50; 4,00;
- 33. При выборе того или иного ряда учитывают интересы не только потребителей продукции, но и изготовителей. Частота
- 34. Применение системы предпочтительных чисел позволяет не только унифицировать параметры продукции определенного типа, но и увязать по
- 35. 3. Унификация продукции.
- 36. Деятельность по рациональному сокращению числа типов деталей, агрегатов одинакового функционального назначения называется унификацией продукции. Она базируется
- 37. Цель унификации – сократить количество деталей и узлов, чтобы ускорить и упростить производственные процессы, процесс сборки
- 38. Основными направлениями унификации являются: разработка параметрических и типоразмерных рядов изделий, машин, оборудования, приборов, узлов и деталей;
- 39. Степень унификации характеризуется уровнем унификации продукции — насыщенностью продукции унифицированными, в том числе стандартизированными, деталями, узлами
- 40. 4. Агрегатирование.
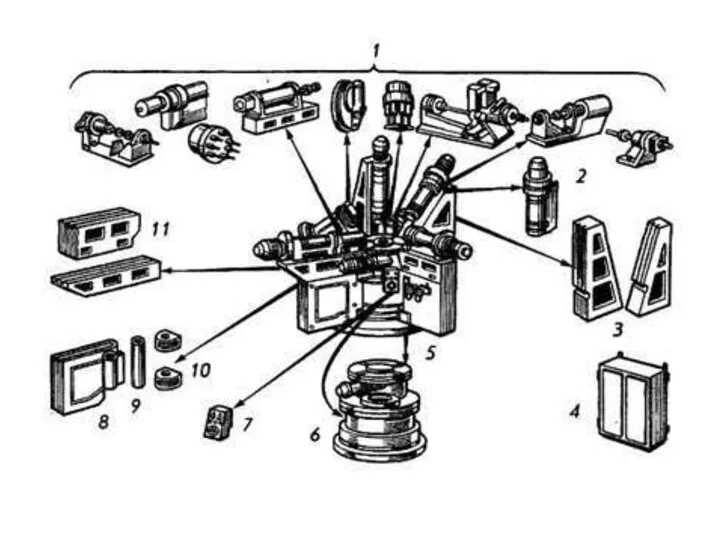
- 41. Агрегатирование — это метод создания машин, приборов и оборудования из отдельных стандартных унифицированных узлов, многократно используемых
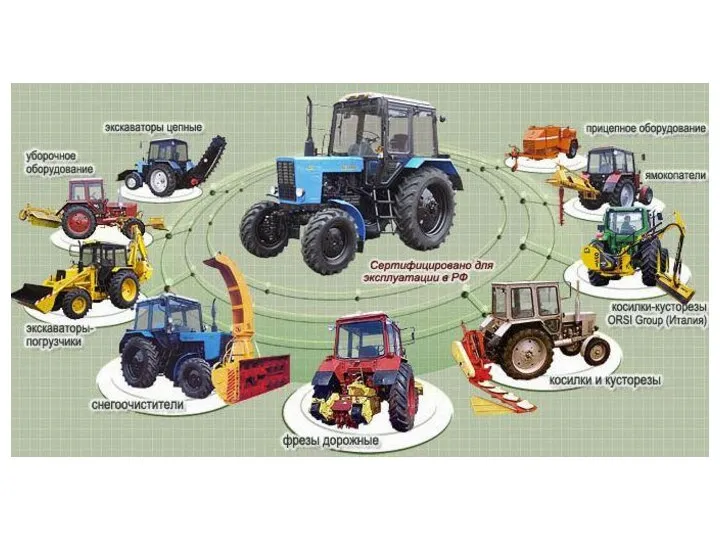
- 43. Агрегатирование очень широко применяется в машиностроении, радиоэлектронике. Развитие машиностроения характеризуется усложнением и частой сменяемостью конструкции машин.
- 45. Расчленение изделий на конструктивно законченные агрегаты явилось первой предпосылкой развития метода агрегатирования. В дальнейшем анализ конструкций
- 47. 5. Комплексная и опережающая стандартизация.
- 48. Комплексная стандартизация. При комплексной стандартизации осуществляются целенаправленное и планомерное установление и применение системы взаимоувязанных требований как
- 49. Применительно к продукции — это установление и применение взаимосвязанных по своему уровню требований к качеству: готовых
- 50. Практической реализацией этого метода выступают программы комплексной стандартизации (ПКС), которые являются основой создания новой техники, технологии
- 51. Опережающая стандартизация. Метод опережающей стандартизации заключается в установлении повышенных по отношению к уже достигнутому на практике
- 53. Скачать презентацию
1. Упорядочение объектов стандартизации.
2. Параметрическая стандартизация.
3. Унификация продукции.
4. Агрегатирование.
5. Комплексная и
1. Упорядочение объектов стандартизации.
2. Параметрическая стандартизация.
3. Унификация продукции.
4. Агрегатирование.
5. Комплексная и
Федеральный закон от 27 декабря 2002 г. № 184-ФЗ «О техническом
Федеральный закон от 27 декабря 2002 г. № 184-ФЗ «О техническом
1. Упорядочение объектов стандартизации.
1. Упорядочение объектов стандартизации.
Стандартизация — комплекс методов, необходимых для установления оптимального решения повторяющихся задач
Стандартизация — комплекс методов, необходимых для установления оптимального решения повторяющихся задач
Метод стандартизации — это прием или совокупность приемов, с помощью которых
Метод стандартизации — это прием или совокупность приемов, с помощью которых
Стандартизация базируется на следующих методах:
1) упорядочение объектов стандартизации;
2) параметрическая
Стандартизация базируется на следующих методах:
1) упорядочение объектов стандартизации;
2) параметрическая
Упорядочение объектов стандартизации — универсальный метод в области стандартизации продукции, процессов
Упорядочение объектов стандартизации — универсальный метод в области стандартизации продукции, процессов
Упорядочение как универсальный метод состоит из отдельных компонентов (методов):
систематизации,
селекции,
Упорядочение как универсальный метод состоит из отдельных компонентов (методов):
систематизации,
селекции,
1. Систематизация объектов стандартизации заключается в научно обоснованном, последовательном классифицировании и
1. Систематизация объектов стандартизации заключается в научно обоснованном, последовательном классифицировании и
Примером результата работы по систематизации продукции может служить Общероссийский классификатор промышленной
Примером результата работы по систематизации продукции может служить Общероссийский классификатор промышленной
ОКП представляет собой систематизированный свод кодов и наименований продукции, являющейся предметом
ОКП представляет собой систематизированный свод кодов и наименований продукции, являющейся предметом
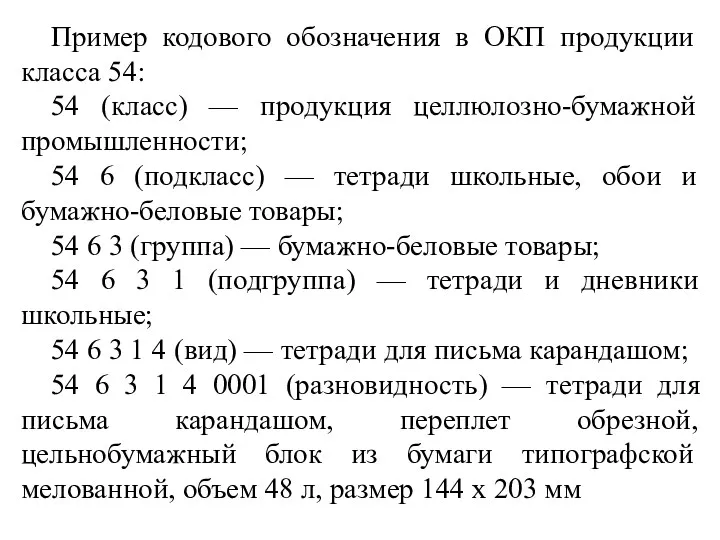
Пример кодового обозначения в ОКП продукции класса 54:
54 (класс) — продукция
Пример кодового обозначения в ОКП продукции класса 54:
54 (класс) — продукция
2. Селекция объектов стандартизации — деятельность, заключающаяся в отборе таких конкретных
2. Селекция объектов стандартизации — деятельность, заключающаяся в отборе таких конкретных
3. Симплификация - деятельность, заключающаяся в определении таких конкретных объектов, которые
3. Симплификация - деятельность, заключающаяся в определении таких конкретных объектов, которые
4. Типизация объектов стандартизации — деятельность по созданию типовых (образцовых) объектов
4. Типизация объектов стандартизации — деятельность по созданию типовых (образцовых) объектов


5. Оптимизация объектов стандартизации заключается в нахождении оптимальных главных параметров (параметров
5. Оптимизация объектов стандартизации заключается в нахождении оптимальных главных параметров (параметров
В отличие от работ по селекции и симплификации, базирующихся на несложных
В отличие от работ по селекции и симплификации, базирующихся на несложных
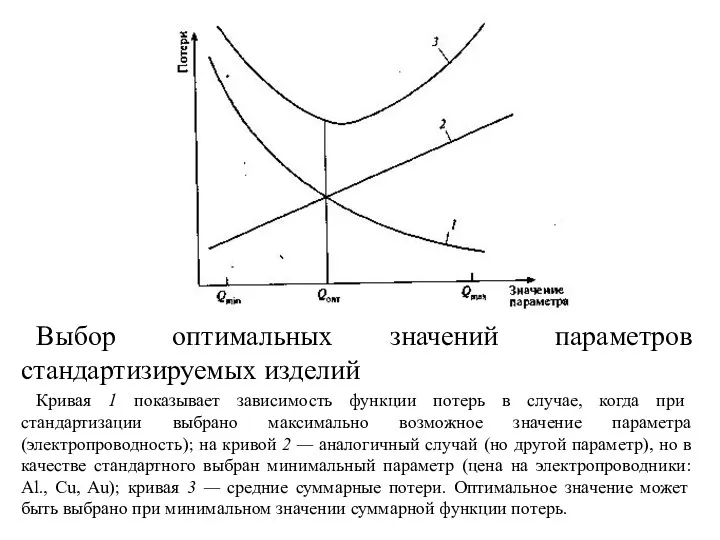
Выбор оптимальных значений параметров стандартизируемых изделий
Кривая 1 показывает зависимость функции потерь
Выбор оптимальных значений параметров стандартизируемых изделий
Кривая 1 показывает зависимость функции потерь
2. Параметрическая стандартизация.
2. Параметрическая стандартизация.
Параметр продукции — это количественная характеристика ее свойств.
Параметр продукции — это количественная характеристика ее свойств.
Наиболее важными параметрами являются характеристики, определяющие назначение продукции и условия ее
Наиболее важными параметрами являются характеристики, определяющие назначение продукции и условия ее
Продукция определенного назначения, принципа действия и конструкции, т.е. продукция определенного типа,
Продукция определенного назначения, принципа действия и конструкции, т.е. продукция определенного типа,
Разновидностью параметрического ряда является размерный ряд.
Например, для тканей размерный ряд
Разновидностью параметрического ряда является размерный ряд.
Например, для тканей размерный ряд
Процесс стандартизации параметрических рядов — параметрическая стандартизация — заключается в выборе
Процесс стандартизации параметрических рядов — параметрическая стандартизация — заключается в выборе
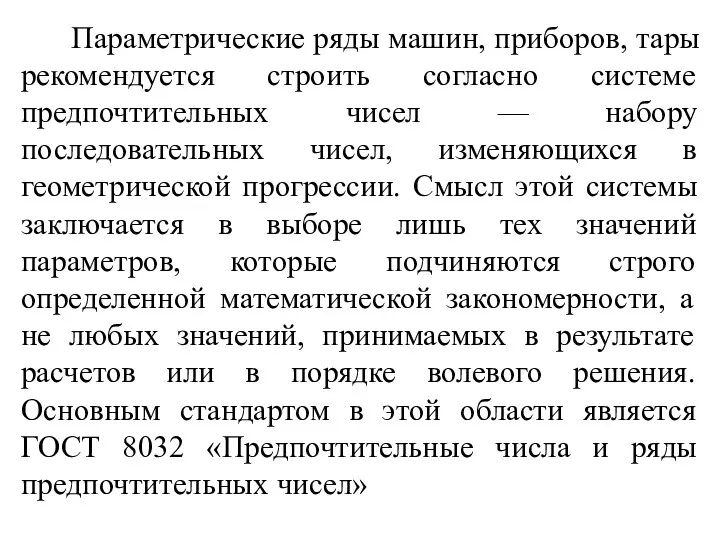
Параметрические ряды машин, приборов, тары рекомендуется строить согласно системе предпочтительных чисел
Параметрические ряды машин, приборов, тары рекомендуется строить согласно системе предпочтительных чисел
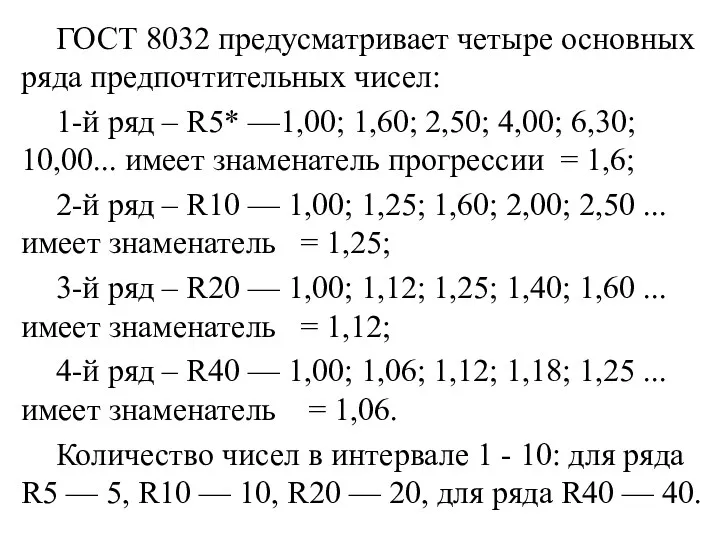
ГОСТ 8032 предусматривает четыре основных ряда предпочтительных чисел:
1-й ряд – R5*
ГОСТ 8032 предусматривает четыре основных ряда предпочтительных чисел:
1-й ряд – R5*

При выборе того или иного ряда учитывают интересы не только потребителей
При выборе того или иного ряда учитывают интересы не только потребителей
Применение системы предпочтительных чисел позволяет не только унифицировать параметры продукции определенного
Применение системы предпочтительных чисел позволяет не только унифицировать параметры продукции определенного
3. Унификация продукции.
3. Унификация продукции.
Деятельность по рациональному сокращению числа типов деталей, агрегатов одинакового функционального
Деятельность по рациональному сокращению числа типов деталей, агрегатов одинакового функционального
Цель унификации – сократить количество деталей и узлов, чтобы ускорить и
Цель унификации – сократить количество деталей и узлов, чтобы ускорить и
Основными направлениями унификации являются:
разработка параметрических и типоразмерных рядов изделий, машин,
Основными направлениями унификации являются:
разработка параметрических и типоразмерных рядов изделий, машин,
Степень унификации характеризуется уровнем унификации продукции — насыщенностью продукции унифицированными, в
Степень унификации характеризуется уровнем унификации продукции — насыщенностью продукции унифицированными, в
4. Агрегатирование.
4. Агрегатирование.
Агрегатирование — это метод создания машин, приборов и оборудования из отдельных
Агрегатирование — это метод создания машин, приборов и оборудования из отдельных
Агрегатирование очень широко применяется в машиностроении, радиоэлектронике. Развитие машиностроения характеризуется усложнением
Агрегатирование очень широко применяется в машиностроении, радиоэлектронике. Развитие машиностроения характеризуется усложнением
Расчленение изделий на конструктивно законченные агрегаты явилось первой предпосылкой развития метода
Расчленение изделий на конструктивно законченные агрегаты явилось первой предпосылкой развития метода

5. Комплексная и опережающая стандартизация.
5. Комплексная и опережающая стандартизация.
Комплексная стандартизация. При комплексной стандартизации осуществляются целенаправленное и планомерное установление и
Комплексная стандартизация. При комплексной стандартизации осуществляются целенаправленное и планомерное установление и
Применительно к продукции — это установление и применение взаимосвязанных по своему
Применительно к продукции — это установление и применение взаимосвязанных по своему
Практической реализацией этого метода выступают программы комплексной стандартизации (ПКС), которые являются
Практической реализацией этого метода выступают программы комплексной стандартизации (ПКС), которые являются
Опережающая стандартизация. Метод опережающей стандартизации заключается в установлении повышенных по отношению
Опережающая стандартизация. Метод опережающей стандартизации заключается в установлении повышенных по отношению
 Подготовка пакета документов для строительства жилого дома
Подготовка пакета документов для строительства жилого дома Собственность: понятие и содержание
Собственность: понятие и содержание Объективные признаки состава преступления
Объективные признаки состава преступления Государственный портовый контроль
Государственный портовый контроль Общие положения о предпринимательском (хозяйственном) праве. (Тема 1)
Общие положения о предпринимательском (хозяйственном) праве. (Тема 1) Договор о нераспространении ядерного оружия (ДНЯО)
Договор о нераспространении ядерного оружия (ДНЯО) Решение задач по гражданскому праву
Решение задач по гражданскому праву Правила оформления документов на присвоение звания Народный самодеятельный коллектив (студия)
Правила оформления документов на присвоение звания Народный самодеятельный коллектив (студия) Суб'єкти господарського права
Суб'єкти господарського права Коллизиялық нормалар
Коллизиялық нормалар Об’єктивна сторона злочину. Тема 8
Об’єктивна сторона злочину. Тема 8 Синергетика в юриспруденции
Синергетика в юриспруденции Институт таможенных процедур и его значение в международной практике
Институт таможенных процедур и его значение в международной практике Муниципальная служба в системе муниципального управления. Теория, организация. МО Kизнеpcкий район
Муниципальная служба в системе муниципального управления. Теория, организация. МО Kизнеpcкий район Защита прав потребителя при продаже товаров ненадлежащего качества. Тема 4
Защита прав потребителя при продаже товаров ненадлежащего качества. Тема 4 Состав земельного фонда
Состав земельного фонда Отчет ТОС Индустриальный за 2015 год
Отчет ТОС Индустриальный за 2015 год Основы правового регулирования СМИ в России
Основы правового регулирования СМИ в России Понятие, признаки и цели наказания. Виды наказаний
Понятие, признаки и цели наказания. Виды наказаний Административные правонарушения против порядка управления
Административные правонарушения против порядка управления Бюджетное финансирование государственных и муниципальных учреждений культуры
Бюджетное финансирование государственных и муниципальных учреждений культуры Азаматтық құқық
Азаматтық құқық Информационное право
Информационное право Права человека. Свобода, равенство и братство
Права человека. Свобода, равенство и братство Основи теорії держави і права
Основи теорії держави і права Юридические лица как субъекты гражданских правоотношений, характеристика отдельных организационно-правовых форм. Тема 4
Юридические лица как субъекты гражданских правоотношений, характеристика отдельных организационно-правовых форм. Тема 4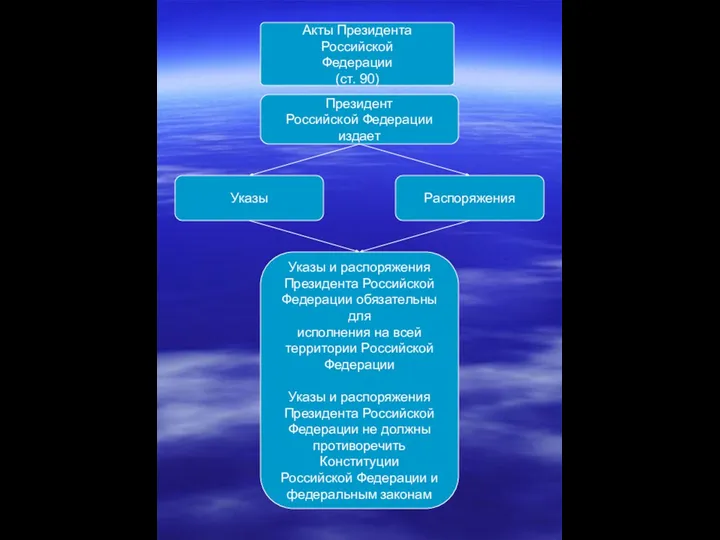 О законодательстве в схемах. Акты президента Российской Федерации
О законодательстве в схемах. Акты президента Российской Федерации Принудительные меры безопасности лечения
Принудительные меры безопасности лечения