- Основные правила разборки машин и агрегатов

Содержание
- 2. специальная подготовка
- 3. ОСНОВНЫЕ ПОЛОЖЕНИЯ ПО ОРГАНИЗАЦИИ И ТЕХНОЛОГИИ ВОЙСКОВОГО РЕМОНТА МАШИН Тема 4
- 4. ОСНОВНЫЕ ПРАВИЛА РАЗБОРКИ МАШИН И АГРЕГАТОВ. Занятие 2
- 5. УЧЕБНЫЕ ВОПРОСЫ 1.Последовательность выполнения демонтажных работ при ремонте машин. 2.Разборка машин и порядок выемки агрегатов. 3.Приспособления
- 6. ПОСЛЕДОВАТЕЛЬНОСТЬ ВЫПОЛНЕНИЯ ДЕМОНТАЖНЫХ РАБОТ ПРИ РЕМОНТЕ МАШИН 1 учебный вопрос
- 7. Замена агрегатов и узлов представляет собой одну из основных и ответственных работ технологического процесса войскового ремонта.
- 8. Демонтаж неисправного агрегата включает: - подготовка оборудования, приспособлений и инструмента; - снятие деталей и узлов, препятствующих
- 9. ПРАВИЛА ДЕМОНТАЖНЫХ РАБОТ - Все демонтажные и другие ремонтные работы должны производиться только исправным инструментом и
- 10. - Перед началом работ особенно тщательно должно быть проверено техническое состояние подъемных средств и чалочных приспособлений.
- 11. - Снятые сборочные единицы должны быть установлены на стеллажи или подставки, держать сборочные единицы на весу
- 12. Отвертывать или завертывать гайки зубилом и молотком категорически запрещается. Перед отвертыванием гаек пораженных коррозией, рекомендуется на
- 13. - При демонтаже и разборке сборочных единиц, требующих балансировки, на снятых и сопряженных с ними деталях
- 14. РАЗБОРКА МАШИН И ПОРЯДОК ВЫЕМКИ АГРЕГАТОВ 2 учебный вопрос
- 15. Разборка является одним из ответственных этапов технологического процесса ремонта боевых машин. Организация и качество разборки оказывают
- 16. При организации разборки машины и ее агрегатов необходимо обеспечить минимальную затрату рабочего времени, исправность деталей и
- 17. Последовательность работ при замене двигателя: - Частичная разбронировка машины; - Снятие воздухоочистителя; - Разъединение приводов управления;
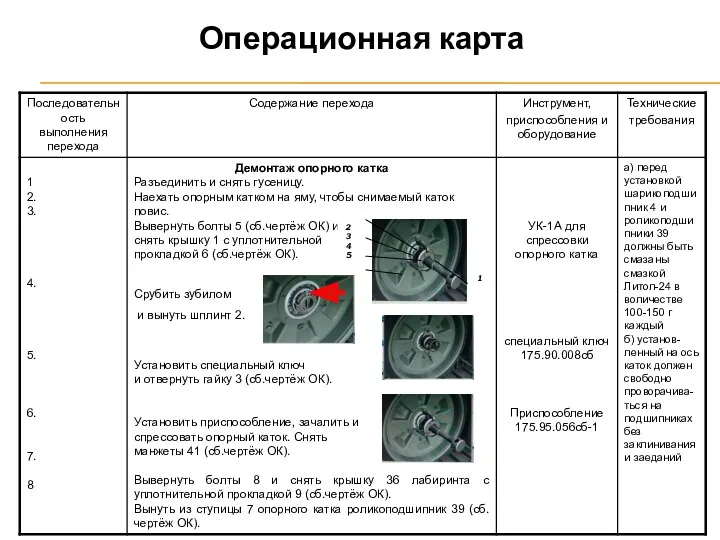
- 18. На разборку машин разрабатываются технологические процессы, которые оформляются в виде операционных карт. В этих картах указывается
- 19. Операционная карта
- 20. ПОРЯДОК ВЫЕМКИ АГРЕГАТОВ
- 21. ПРИСПОСОБЛЕНИЯ ДЛЯ ВЫЕМКИ АГРЕГАТОВ ИЗ КОРПУСА МАШИНЫ. ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА, ИСПОЛЬЗУЕМАЯ ПРИ РЕМОНТЕ МАШИН 3 учебный вопрос
- 22. При войсковом ремонте обычно применяются устройства с ручным винтовым или гидравлическим приводом. Все приспособления для разборки
- 23. Пресс винтовой 05. Т.080.000Сб в сочетании с универсальными приспособлениями Универсальное приспособление УК-1 СбБ
- 24. Универсальное приспособление УК-8СбЕ применяется в сочетании с винтовым прессом Приспособление 172.91.05 6Сб предназначено для центровки двигателя
- 25. Болты 17 5.95.024 -2 предназначены для выпрессовки втулки балансира в сборе с балансиром и перегородки гидравлического
- 26. Болты 17 5.95.118 (1) и клин 432.95.339 (2) предназначены для выпрессовки наружного конуса установки ведущего колеса.
- 27. Приспособление 175.95.004Сб-1 А предназначено для демонтажа и монтажа трансмиссий и ведущих колес. Приспособление 434.9 5.038сб предназначено
- 28. Оправка 219.100.Сб207 предназначена для уменьшения трудоемкости при монтаже ведущего колеса на вал бортовой передачи. Приспособление УК-2СбГ
- 29. Выставочное приспособление В П-СбБ предназначено для выставки балансира на угол закрутки торсионного вала. Приспособление ПЧ-000.000Сб предназначено
- 30. Ключ 54.28.632-1Г предназначен для отворачивания пробки крепления направляющего колеса. Динамометрический ключ 613.28.50Сб предназначен для затяжки гаек
- 31. При использовании стандартного механизированного инструмента потребное на операцию время сокращается в 3-4,5 раза по сравнению с
- 32. По принципу действия преобразователя крутящего момента гайковерты подразделяются на три группы. - Первую группу составляют гайковерты,
- 33. - Гайковерты второй группы имеют редуктор и муфту, ограничивающую передаваемый на шпиндель крутящий момент. - К
- 34. ОРГАНИЗАЦИЯ И ОБОРУДОВАНИЕ РАБОЧИХ МЕСТ. 4 учебный вопрос
- 35. Ремонтные работы в войсковых ремонтных средствах являются широкопрофильными, и поэтому в зависимости от вида ремонтного средства
- 36. ТРЕБОВАНИЯ К РАБОЧЕМУ МЕСТУ
- 37. При постановке машин на посты ремонта интервалы между машинами должны обеспечивать безопасность работающих на данном и
- 39. Весьма серьезные требования по технике безопасности и противопожарной технике предъявляются к оборудованию рабочих мест для производства
- 41. ОБЩИЕ ПРАВИЛА РАЗБОРКИ МАШИН И АГРЕГАТОВ, ОБЕСПЕЧИВАЮЩИЕ СОХРАННОСТЬ УЗЛОВ, ДЕТАЛЕЙ И НОРМАЛЕЙ. ПРИЕМЫ, ОБЛЕГЧАЮЩИЕ РАЗЪЕДИНЕНИЕ РЕЗЬБОВЫХ
- 42. Разборка объектов БТВТ и их составных частей производится только тогда, когда устранить неисправность без демонтажа или
- 44. - Перед началом работ осуществляется подготовка рабочих мест, которые должны быть обеспечены необходимым инструментом, приспособлениями, подставками
- 45. - Разобранные при демонтаже или разборке агрегаты, а также концы соединительных патрубков воздушной системы, систем смазки,
- 46. ПРИЕМЫ, ОБЛЕГЧАЮЩИЕ РАЗЪЕДИНЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ, УДАЛЕНИЕ ОБЛОМКОВ ДЕТАЛЕЙ. Для отделения сопрягаемых деталей используют прокладки из мягкого
- 47. Наиболее актуальной является задача механизации разборки и сборки резьбовых соединений. Важное значение имеет также повышение эффективности
- 48. Применение ручного механизированного инструмента повышает производительность труда и создает удобства при выполнении операций в труднодоступных местах.
- 49. Ручной инструмент для сборки резьбовых соединений. Ключи: коловоротный. Отвертки: коловоротная; воротковая; с направляющей втулкой; реверсивная; обычная.
- 51. Скачать презентацию

специальная подготовка
специальная подготовка
ОСНОВНЫЕ ПОЛОЖЕНИЯ ПО ОРГАНИЗАЦИИ И ТЕХНОЛОГИИ ВОЙСКОВОГО РЕМОНТА МАШИН
Тема 4
ОСНОВНЫЕ ПОЛОЖЕНИЯ ПО ОРГАНИЗАЦИИ И ТЕХНОЛОГИИ ВОЙСКОВОГО РЕМОНТА МАШИН
Тема 4
ОСНОВНЫЕ ПРАВИЛА РАЗБОРКИ МАШИН И АГРЕГАТОВ.
Занятие 2
ОСНОВНЫЕ ПРАВИЛА РАЗБОРКИ МАШИН И АГРЕГАТОВ.
Занятие 2

УЧЕБНЫЕ ВОПРОСЫ
1.Последовательность выполнения демонтажных работ при ремонте машин.
2.Разборка машин
УЧЕБНЫЕ ВОПРОСЫ
1.Последовательность выполнения демонтажных работ при ремонте машин.
2.Разборка машин
ПОСЛЕДОВАТЕЛЬНОСТЬ ВЫПОЛНЕНИЯ ДЕМОНТАЖНЫХ РАБОТ ПРИ РЕМОНТЕ МАШИН
1 учебный вопрос
ПОСЛЕДОВАТЕЛЬНОСТЬ ВЫПОЛНЕНИЯ ДЕМОНТАЖНЫХ РАБОТ ПРИ РЕМОНТЕ МАШИН
1 учебный вопрос

Замена агрегатов и узлов представляет собой одну из основных и
Замена агрегатов и узлов представляет собой одну из основных и
Демонтаж неисправного агрегата включает:
- подготовка оборудования, приспособлений и инструмента;
Демонтаж неисправного агрегата включает:
- подготовка оборудования, приспособлений и инструмента;

ПРАВИЛА ДЕМОНТАЖНЫХ РАБОТ
- Все демонтажные и другие ремонтные работы должны
ПРАВИЛА ДЕМОНТАЖНЫХ РАБОТ
- Все демонтажные и другие ремонтные работы должны

- Перед началом работ особенно тщательно должно быть проверено техническое
- Перед началом работ особенно тщательно должно быть проверено техническое

- Снятые сборочные единицы должны быть установлены на стеллажи
- Снятые сборочные единицы должны быть установлены на стеллажи
Отвертывать или завертывать гайки зубилом и молотком категорически запрещается.
Перед отвертыванием
Отвертывать или завертывать гайки зубилом и молотком категорически запрещается.
Перед отвертыванием
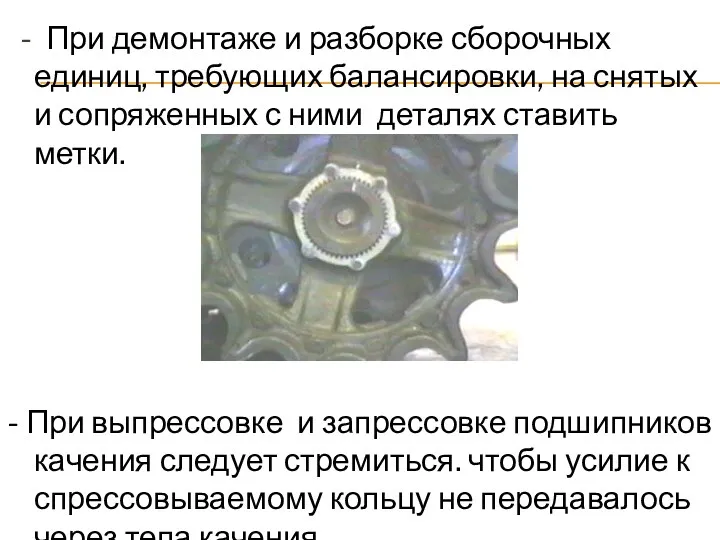
- При демонтаже и разборке сборочных единиц, требующих балансировки,
- При демонтаже и разборке сборочных единиц, требующих балансировки,
РАЗБОРКА МАШИН И ПОРЯДОК ВЫЕМКИ АГРЕГАТОВ
2 учебный вопрос
РАЗБОРКА МАШИН И ПОРЯДОК ВЫЕМКИ АГРЕГАТОВ
2 учебный вопрос

Разборка является одним из ответственных этапов технологического процесса ремонта боевых
Разборка является одним из ответственных этапов технологического процесса ремонта боевых
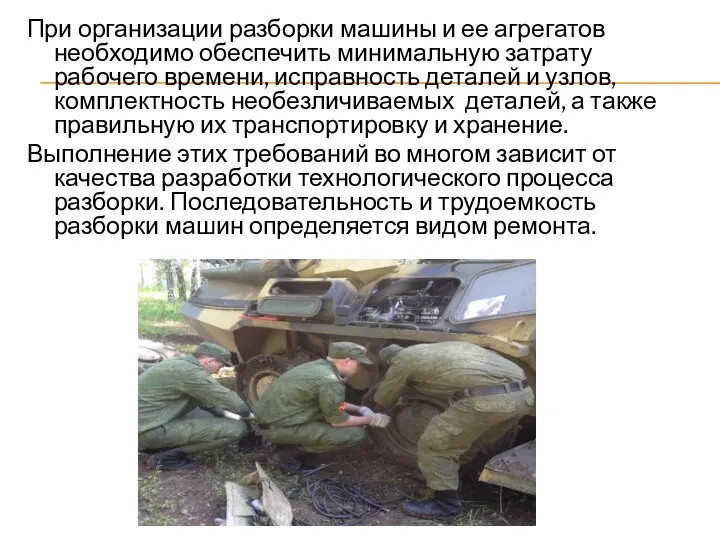
При организации разборки машины и ее агрегатов необходимо обеспечить минимальную
При организации разборки машины и ее агрегатов необходимо обеспечить минимальную
Последовательность работ при замене двигателя:
- Частичная разбронировка машины;
-
Последовательность работ при замене двигателя:
- Частичная разбронировка машины;
-
На разборку машин разрабатываются технологические процессы, которые оформляются в виде
На разборку машин разрабатываются технологические процессы, которые оформляются в виде
Операционная карта
Операционная карта

ПОРЯДОК ВЫЕМКИ АГРЕГАТОВ
ПОРЯДОК ВЫЕМКИ АГРЕГАТОВ
ПРИСПОСОБЛЕНИЯ ДЛЯ ВЫЕМКИ АГРЕГАТОВ ИЗ КОРПУСА МАШИНЫ. ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА, ИСПОЛЬЗУЕМАЯ ПРИ
ПРИСПОСОБЛЕНИЯ ДЛЯ ВЫЕМКИ АГРЕГАТОВ ИЗ КОРПУСА МАШИНЫ. ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА, ИСПОЛЬЗУЕМАЯ ПРИ
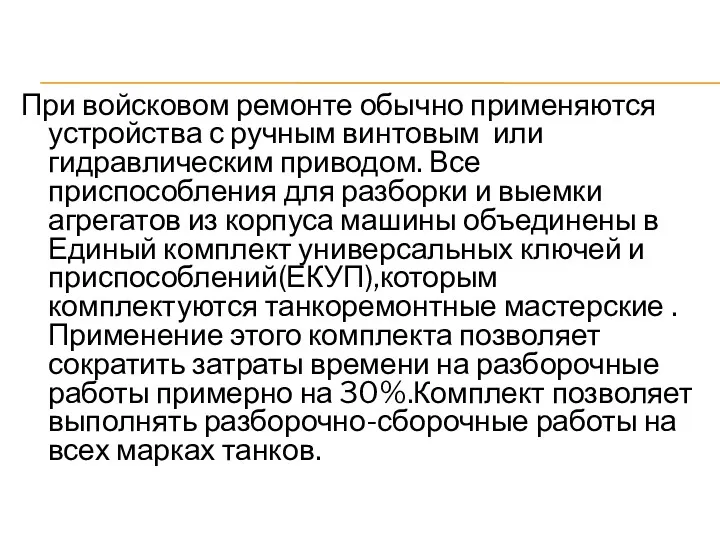
При войсковом ремонте обычно применяются устройства с ручным винтовым или
При войсковом ремонте обычно применяются устройства с ручным винтовым или

Пресс винтовой 05. Т.080.000Сб в сочетании с универсальными приспособлениями
Универсальное
Пресс винтовой 05. Т.080.000Сб в сочетании с универсальными приспособлениями
Универсальное

Универсальное приспособление УК-8СбЕ применяется в сочетании с винтовым прессом
Приспособление 172.91.05
Универсальное приспособление УК-8СбЕ применяется в сочетании с винтовым прессом
Приспособление 172.91.05
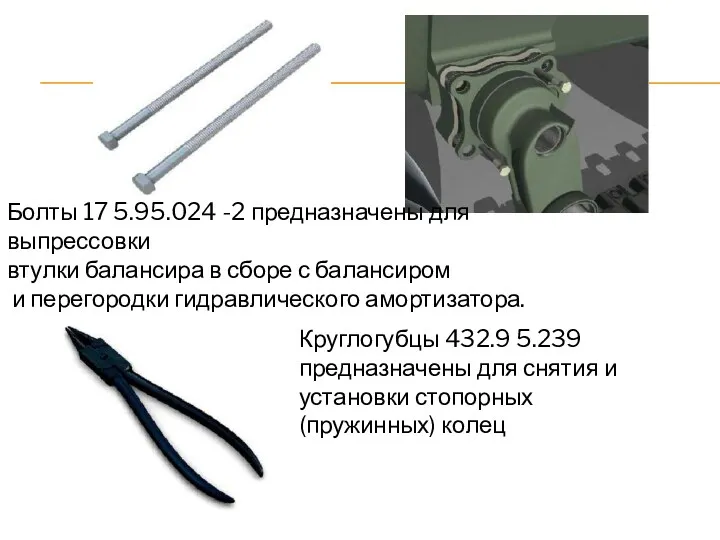
Болты 17 5.95.024 -2 предназначены для выпрессовки
втулки балансира
Болты 17 5.95.024 -2 предназначены для выпрессовки
втулки балансира

Болты 17 5.95.118 (1) и клин 432.95.339 (2)
предназначены
Болты 17 5.95.118 (1) и клин 432.95.339 (2)
предназначены

Приспособление 175.95.004Сб-1 А предназначено для демонтажа и монтажа трансмиссий и
Приспособление 175.95.004Сб-1 А предназначено для демонтажа и монтажа трансмиссий и

Оправка 219.100.Сб207 предназначена для уменьшения трудоемкости при монтаже ведущего колеса
Оправка 219.100.Сб207 предназначена для уменьшения трудоемкости при монтаже ведущего колеса

Выставочное приспособление В П-СбБ предназначено для выставки балансира на угол
Выставочное приспособление В П-СбБ предназначено для выставки балансира на угол

Ключ 54.28.632-1Г предназначен для отворачивания пробки крепления направляющего колеса.
Динамометрический ключ
Ключ 54.28.632-1Г предназначен для отворачивания пробки крепления направляющего колеса.
Динамометрический ключ
При использовании стандартного механизированного инструмента потребное на операцию время сокращается
При использовании стандартного механизированного инструмента потребное на операцию время сокращается

По принципу действия преобразователя крутящего момента гайковерты подразделяются на три
По принципу действия преобразователя крутящего момента гайковерты подразделяются на три

- Гайковерты второй группы имеют редуктор и муфту, ограничивающую
- Гайковерты второй группы имеют редуктор и муфту, ограничивающую
ОРГАНИЗАЦИЯ И ОБОРУДОВАНИЕ РАБОЧИХ МЕСТ.
4 учебный вопрос
ОРГАНИЗАЦИЯ И ОБОРУДОВАНИЕ РАБОЧИХ МЕСТ.
4 учебный вопрос
Ремонтные работы в войсковых ремонтных средствах являются широкопрофильными, и поэтому
Ремонтные работы в войсковых ремонтных средствах являются широкопрофильными, и поэтому
ТРЕБОВАНИЯ К РАБОЧЕМУ МЕСТУ
ТРЕБОВАНИЯ К РАБОЧЕМУ МЕСТУ
При постановке машин на посты ремонта интервалы между машинами должны
При постановке машин на посты ремонта интервалы между машинами должны

Весьма серьезные требования по технике безопасности и противопожарной технике предъявляются
Весьма серьезные требования по технике безопасности и противопожарной технике предъявляются

ОБЩИЕ ПРАВИЛА РАЗБОРКИ МАШИН И АГРЕГАТОВ, ОБЕСПЕЧИВАЮЩИЕ СОХРАННОСТЬ УЗЛОВ, ДЕТАЛЕЙ И
ОБЩИЕ ПРАВИЛА РАЗБОРКИ МАШИН И АГРЕГАТОВ, ОБЕСПЕЧИВАЮЩИЕ СОХРАННОСТЬ УЗЛОВ, ДЕТАЛЕЙ И
Разборка объектов БТВТ и их составных частей производится только тогда,
Разборка объектов БТВТ и их составных частей производится только тогда,

- Перед началом работ осуществляется подготовка рабочих мест, которые
- Перед началом работ осуществляется подготовка рабочих мест, которые
- Разобранные при демонтаже или разборке агрегаты, а также
- Разобранные при демонтаже или разборке агрегаты, а также

ПРИЕМЫ, ОБЛЕГЧАЮЩИЕ РАЗЪЕДИНЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ, УДАЛЕНИЕ ОБЛОМКОВ ДЕТАЛЕЙ.
Для отделения сопрягаемых деталей
ПРИЕМЫ, ОБЛЕГЧАЮЩИЕ РАЗЪЕДИНЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ, УДАЛЕНИЕ ОБЛОМКОВ ДЕТАЛЕЙ.
Для отделения сопрягаемых деталей
Наиболее актуальной является задача механизации разборки и сборки резьбовых соединений.
Наиболее актуальной является задача механизации разборки и сборки резьбовых соединений.
Применение ручного механизированного инструмента повышает производительность труда и создает удобства
Применение ручного механизированного инструмента повышает производительность труда и создает удобства

Ручной инструмент для сборки резьбовых соединений.
Ключи:
коловоротный.
Отвертки:
коловоротная;
воротковая;
Ручной инструмент для сборки резьбовых соединений.
Ключи:
коловоротный.
Отвертки:
коловоротная;
воротковая;
 Общевоинские уставы вооруженных сил РФ
Общевоинские уставы вооруженных сил РФ Основы современного общевойскового боя (тактические понятия, определения, термины, условные знаки)
Основы современного общевойскового боя (тактические понятия, определения, термины, условные знаки) Пристрій стикування зі станціями, УСС
Пристрій стикування зі станціями, УСС Честь и достоинство военнослужащего Вооружённых сил Российской Федерации 2
Честь и достоинство военнослужащего Вооружённых сил Российской Федерации 2 Принципы и формы боевого применения авиации ВВС. Основы боевых действий авиации. (Лекция 5. Тема 3)
Принципы и формы боевого применения авиации ВВС. Основы боевых действий авиации. (Лекция 5. Тема 3) История прокуратуры
История прокуратуры Ритуалы Вооруженных сил Российской Федерации
Ритуалы Вооруженных сил Российской Федерации Сведения о чрезвычайных ситуациях. Чрезвычайные ситуации военного времени. Ядерное, химическое, бактериологическое оружие
Сведения о чрезвычайных ситуациях. Чрезвычайные ситуации военного времени. Ядерное, химическое, бактериологическое оружие Технология макета танка Т-34
Технология макета танка Т-34 Прохождение военной службы по контракту
Прохождение военной службы по контракту Отдел специальной подготовки Комплексы и средства СРС. Тема 8
Отдел специальной подготовки Комплексы и средства СРС. Тема 8 Основные понятия о воинской обязанности
Основные понятия о воинской обязанности Организационная структура ВС РФ: виды, рода войск, их состав и предназначение
Организационная структура ВС РФ: виды, рода войск, их состав и предназначение Виды оружия на новых физических принципах
Виды оружия на новых физических принципах Передвижение и расположение на месте частей и подразделений. Всестороннее обеспечение боевых действий
Передвижение и расположение на месте частей и подразделений. Всестороннее обеспечение боевых действий Бортовая аппаратура управления ЗУР 9М39
Бортовая аппаратура управления ЗУР 9М39 Артиллерийские приборы. Приборы артиллерийской батареи и дивизиона. Призменные бинокли. (Тема 2.1)
Артиллерийские приборы. Приборы артиллерийской батареи и дивизиона. Призменные бинокли. (Тема 2.1) Зенитные ракетные системы и комплексы ПВО России
Зенитные ракетные системы и комплексы ПВО России Топографические карты и их чтение. (Тема 2.1)
Топографические карты и их чтение. (Тема 2.1) Порядок неполной разборки и сборки автомата АК-74. Изготовка и производство стрельбы лёжа
Порядок неполной разборки и сборки автомата АК-74. Изготовка и производство стрельбы лёжа Военнослужащий — подчиненный, строго соблюдающий Конституцию и законы
Военнослужащий — подчиненный, строго соблюдающий Конституцию и законы ТТХ основных образцов вооружения и боевой техники
ТТХ основных образцов вооружения и боевой техники Тема 4: Обязанности лиц суточного наряда. Занятие № 1. Суточный наряд роты и его обязанности
Тема 4: Обязанности лиц суточного наряда. Занятие № 1. Суточный наряд роты и его обязанности Артиллерийские приборы. Специальные приборы, аппаратура и комплексы
Артиллерийские приборы. Специальные приборы, аппаратура и комплексы Хлібопекарні та хлібопекарні блоки
Хлібопекарні та хлібопекарні блоки Строи и их элементы. Строевая стойка
Строи и их элементы. Строевая стойка Огневая подготовка: особенности внутренней и внешней баллистики. Тема 1
Огневая подготовка: особенности внутренней и внешней баллистики. Тема 1 Есть такая профессия – Родину защищать
Есть такая профессия – Родину защищать