- Чтение чертежей и технологической документации

Содержание
- 2. pptPlex Section Divider Документация The slides after this divider will be grouped into a section and
- 4. pptPlex Section Divider Конструкторская документация The slides after this divider will be grouped into a section
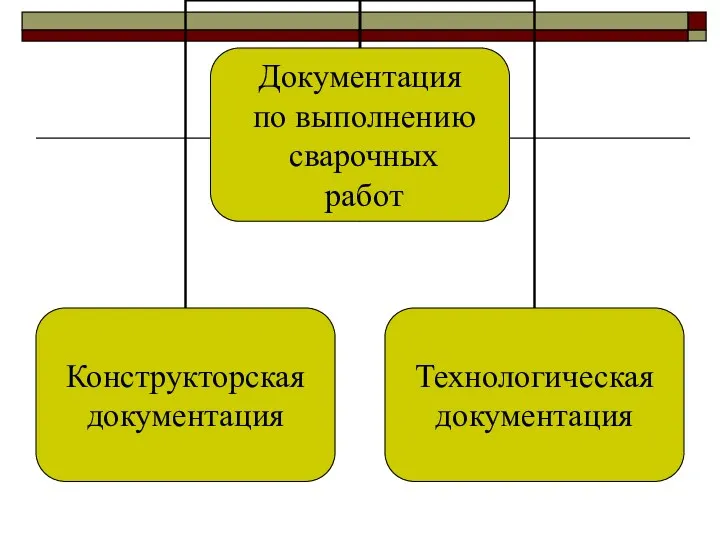
- 5. Конструкторская документация Оформление конструкторской документации производится в соответствии с «Единой системой конструкторской документации» (ЕСКД). К конструкторским
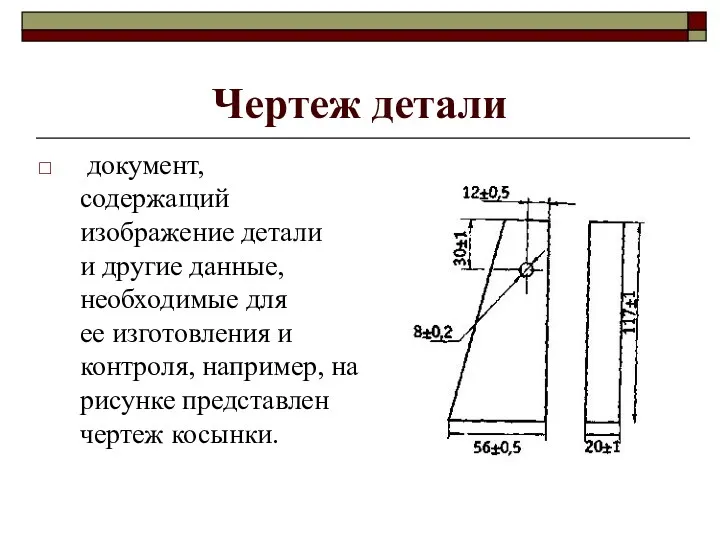
- 7. Чертеж детали документ, содержащий изображение детали и другие данные, необходимые для ее изготовления и контроля, например,
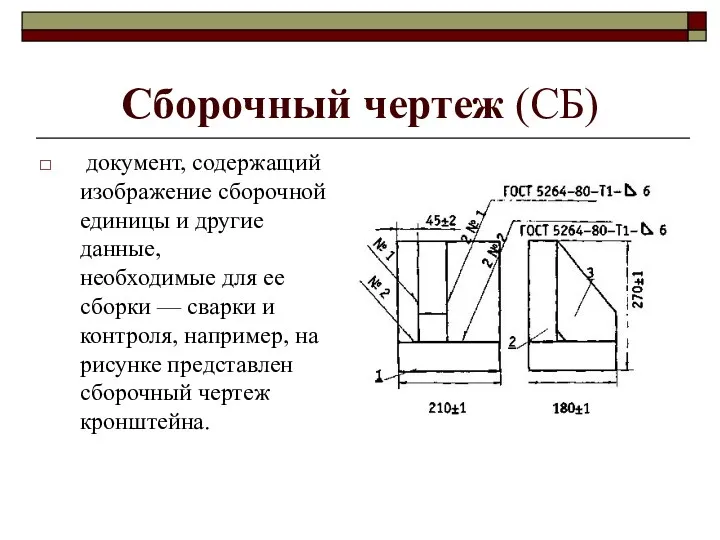
- 8. Сборочный чертеж (СБ) документ, содержащий изображение сборочной единицы и другие данные, необходимые для ее сборки —
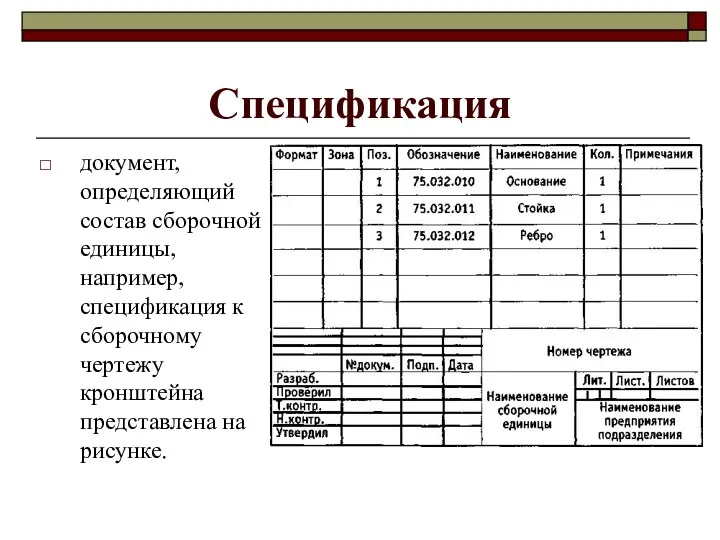
- 9. Спецификация документ, определяющий состав сборочной единицы, например, спецификация к сборочному чертежу кронштейна представлена на рисунке.
- 10. Технические требования текстовый документ, содержащий требования к изделию, его изготовлению, контролю, приемке, поставке и т. д.
- 11. pptPlex Section Divider Чтение конструкторской документации The slides after this divider will be grouped into a
- 12. Чтение конструкторской документации Сборка и сварка изделий производятся в соответствии со сборочными чертежами. На сборочном чертеже
- 13. Изображение сборочной единицы Изображения на чертеже разделяются на виды, разрезы, сечения. Основные виды имеют следующие наименования:
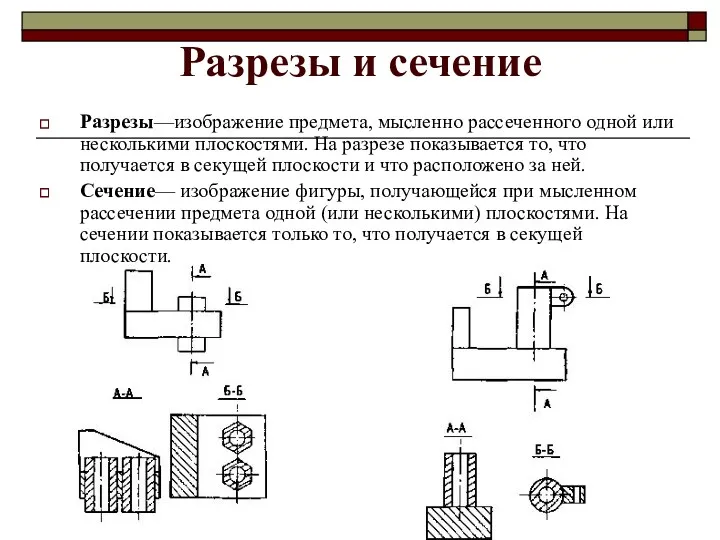
- 14. Разрезы и сечение Разрезы—изображение предмета, мысленно рассеченного одной или несколькими плоскостями. На разрезе показывается то, что
- 15. Габаритные и установочные размеры и их предельные отклонения на сборочных чертежах Сварное изделие невозможно получить абсолютно
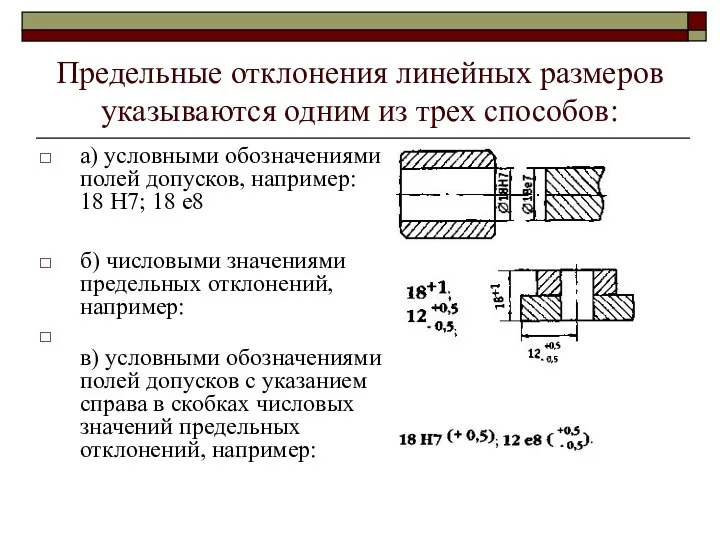
- 16. Предельные отклонения линейных размеров указываются одним из трех способов: а) условными обозначениями полей допусков, например: 18
- 17. Допуски формы и расположения поверхностей
- 18. При чтении на чертежах допусков и расположения поверхностей следует иметь в виду, что указанные параметры относятся
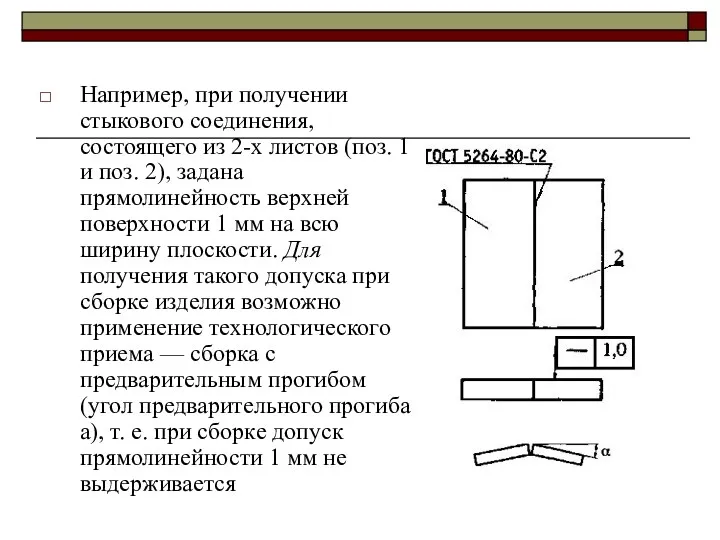
- 19. Например, при получении стыкового соединения, состоящего из 2-х листов (поз. 1 и поз. 2), задана прямолинейность
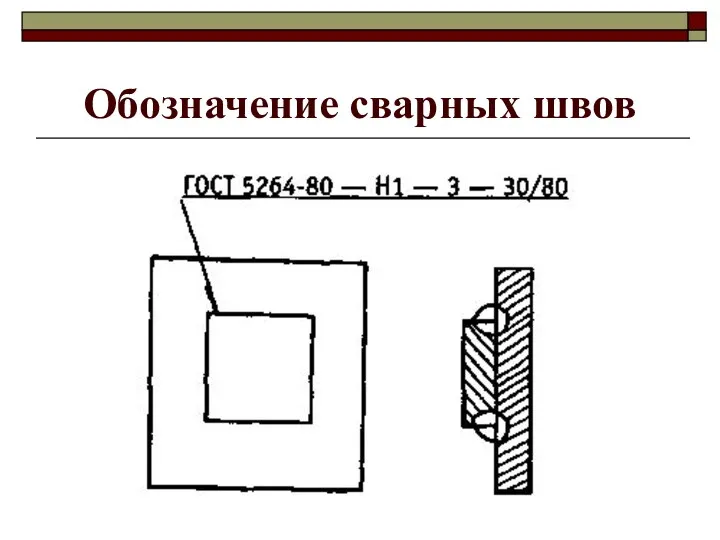
- 20. Обозначение сварных швов
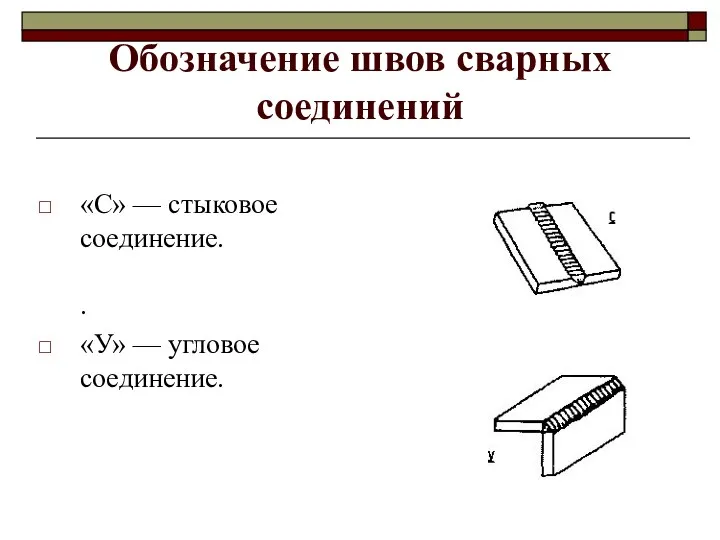
- 21. Обозначение швов сварных соединений «С» — стыковое соединение. . «У» — угловое соединение.
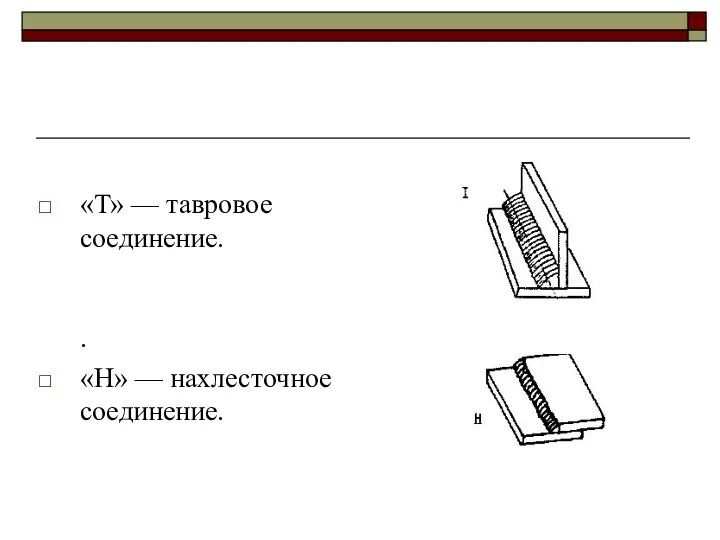
- 22. «Т» — тавровое соединение. . «Н» — нахлесточное соединение.
- 23. Технические требования и надписи на чертежах чертеж может содержать: текстовую часть, состоящую из технических требований и
- 24. Технические требования включают в себя: требования, предъявляемые к материалу, например, твердость поверхности массу детали требования к
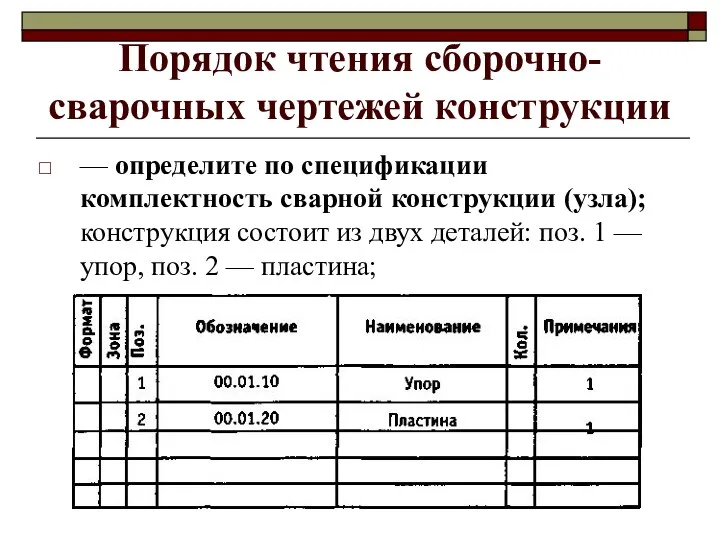
- 25. Порядок чтения сборочно-сварочных чертежей конструкции — определите по спецификации комплектность сварной конструкции (узла); конструкция состоит из
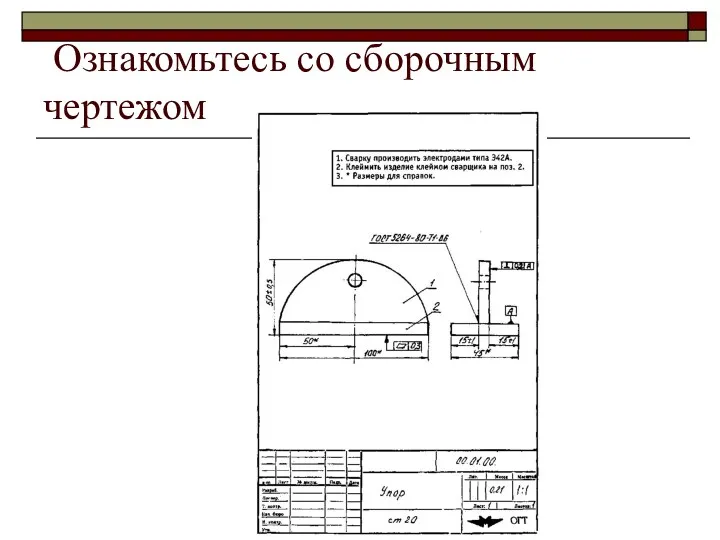
- 26. Ознакомьтесь со сборочным чертежом
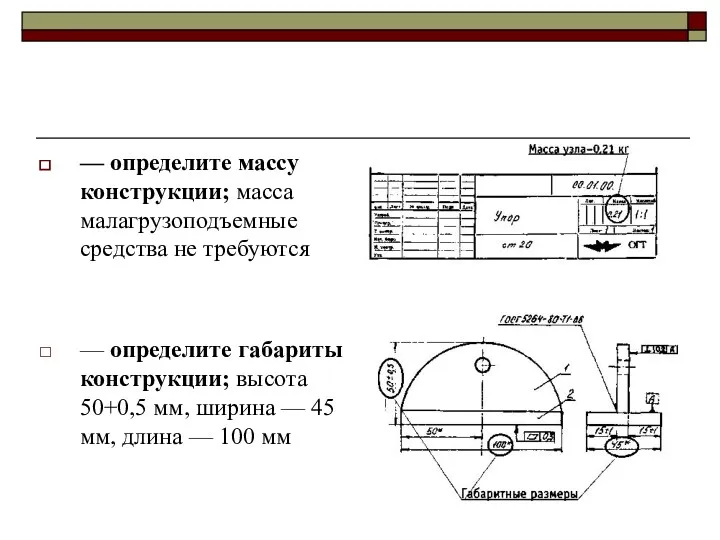
- 27. — определите массу конструкции; масса малагрузоподъемные средства не требуются — определите габариты конструкции; высота 50+0,5 мм,
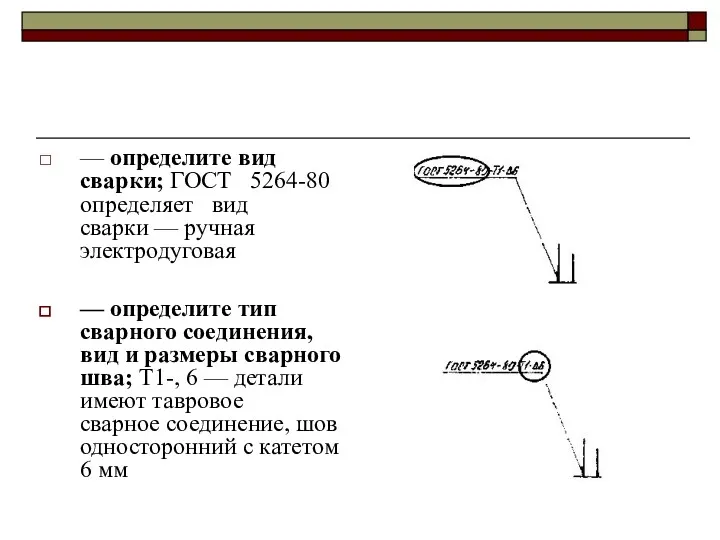
- 28. — определите вид сварки; ГОСТ 5264-80 определяет вид сварки — ручная электродуговая — определите тип сварного
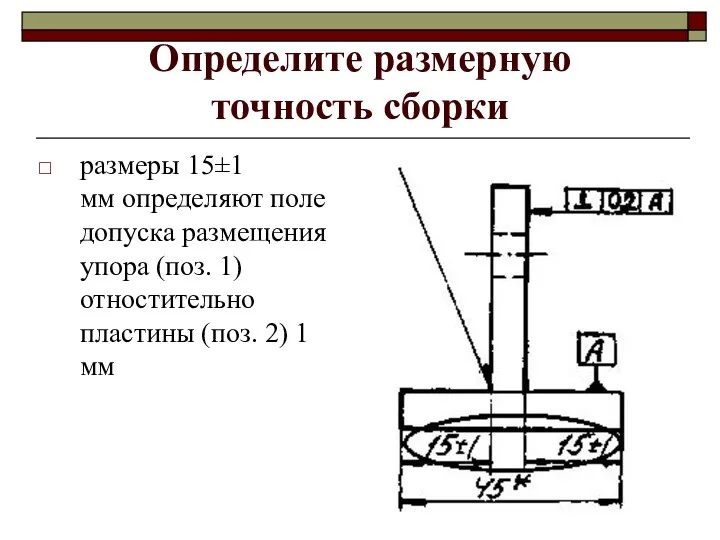
- 29. Определите размерную точность сборки размеры 15±1 мм определяют поле допуска размещения упора (поз. 1) отностительно пластины
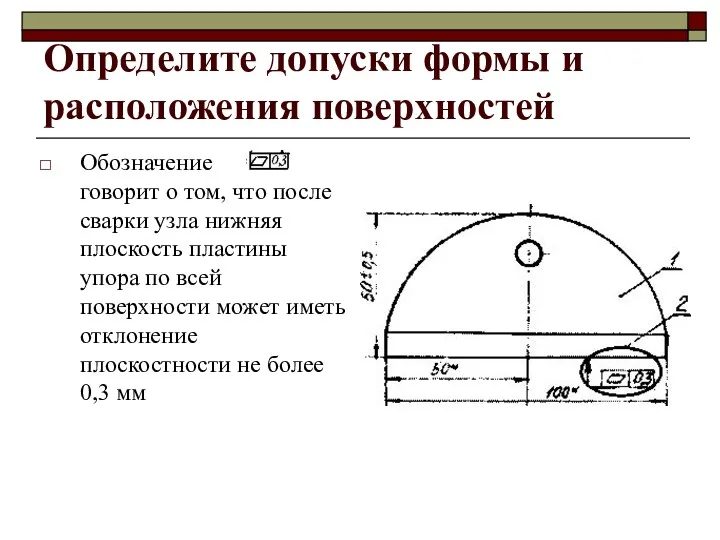
- 30. Определите допуски формы и расположения поверхностей Обозначение говорит о том, что после сварки узла нижняя плоскость
- 31. жесткостью конструкции пластины (поз. 2) жестким закреплением пластины (поз. 2) в приспособлении правкой готового изделия. Мероприятия
- 32. Изучите технические требования по сборке и контролю узла Технические требования: 1.Сварку производить электродами типа Э42А. 2.Клеймить
- 33. pptPlex Section Divider Технологическая документация The slides after this divider will be grouped into a section
- 34. Технологическая документация Оформление технологической документации производится в соответствии с требованиями единой системы технологической документации (ЕСТД) Комплект
- 36. Технологическая инструкция (ТИ) технологический документ, содержащий описание приемов работы или технологических процессов изготовления или ремонта изделия
- 38. Технологическая инструкция может включать следующие разделы: Вводная часть Сварочные материалы Подготовка деталей под сварку Техника сварки
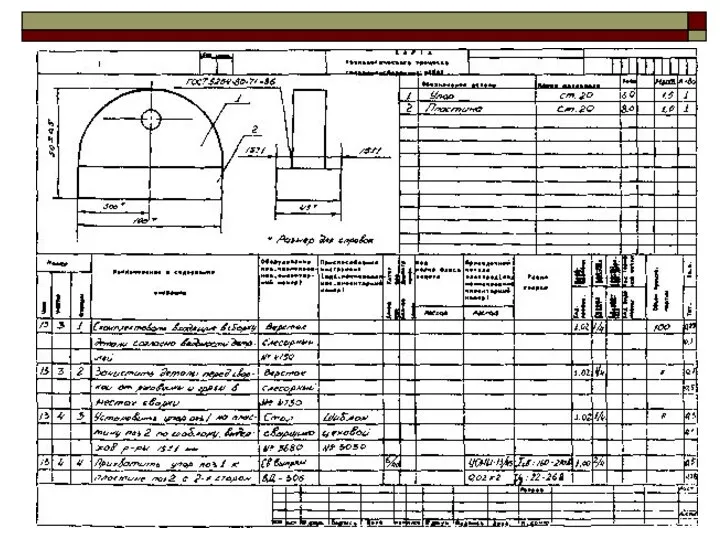
- 39. Карта технологического процесса (КТП) производственный документ, представляющий весь ход процесса сборки — сварки и обработки данного
- 41. pptPlex Section Divider Чтение технологической документации The slides after this divider will be grouped into a
- 42. Чтение технологической документации Технологическую инструкцию необходимо внимательно изучить в следующих случаях: перед началом выполнения соответствующей технологической
- 43. Последовательность чтения изучите содержание технологической инструкции ознакомьтесь со всеми ее разделами определите разделы, касающиеся технологической операции,
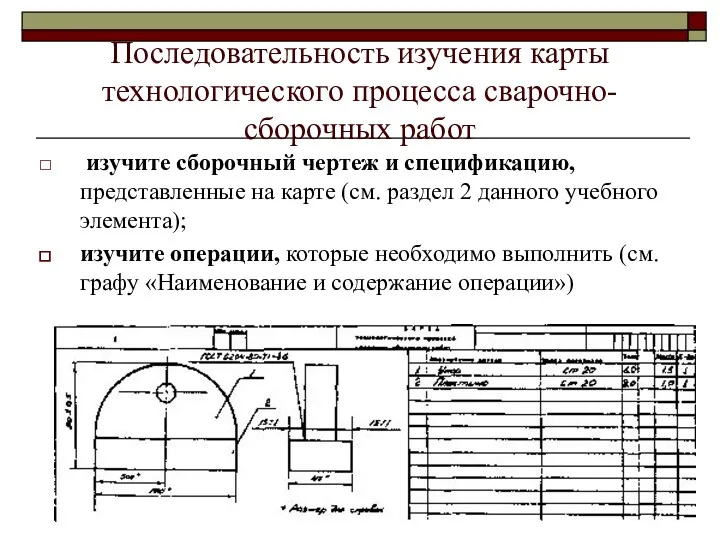
- 44. Последовательность изучения карты технологического процесса сварочно-сборочных работ изучите сборочный чертеж и спецификацию, представленные на карте (см.
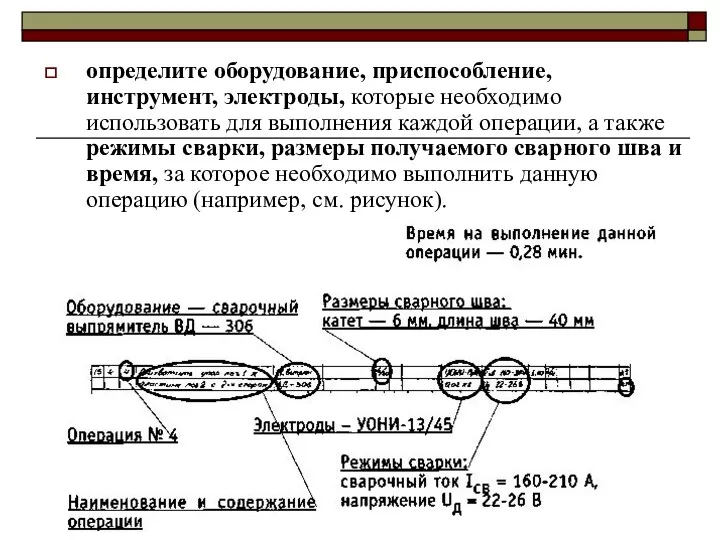
- 45. определите оборудование, приспособление, инструмент, электроды, которые необходимо использовать для выполнения каждой операции, а также режимы сварки,
- 46. pptPlex Section Divider Контрольные вопросы The slides after this divider will be grouped into a section
- 47. Контрольные вопросы 1. К конструкторским документам относятся: а) чертеж детали; б) технические требования; в) карта технологического
- 48. 2. На сборочном чертеже указывают: а) технические требования; б) химический состав свариваемого материала; в) изображение сборочной
- 49. 3. Разрез — это: а) изображение предмета, мысленно рассеченного одной или несколькими плоскостями; б) изображение фигуры,
- 50. 4. Предельные отклонения размеров детали указываются: а) условными обозначениями полей допусков; б) числовыми значениями предельных отклонений;
- 51. 5. К допускам формы относятся: а) допуск прямолинейности; б) допуск плоскостности; в) допуск перпендикулярности
- 52. 6. При чтении рабочего чертежа в первую очередь определяют: а) требования по шероховатости поверхности; б) габариты
- 53. 7. К технологической документации относятся: а) спецификация; б) технологическая инструкция; в) карта технологического процесса.
- 54. 8. В карте технологического процесса указывают: а) данные о режимах сварки; б) паспортные данные оборудования; в)
- 55. 9. Технологическая инструкция содержит: а) описание приемов работы; б) описание физических и химических явлений; в) данные
- 57. Скачать презентацию
pptPlex Section Divider
Документация
The slides after this divider will be grouped into
pptPlex Section Divider
Документация
The slides after this divider will be grouped into
pptPlex Section Divider
Конструкторская документация
The slides after this divider will be
pptPlex Section Divider
Конструкторская документация
The slides after this divider will be
Конструкторская документация
Оформление конструкторской документации производится в соответствии с «Единой системой
Конструкторская документация
Оформление конструкторской документации производится в соответствии с «Единой системой
Чертеж детали
документ,
содержащий изображение детали
и другие данные, необходимые для
ее изготовления и
Чертеж детали
документ, содержащий изображение детали и другие данные, необходимые для ее изготовления и
Сборочный чертеж (СБ)
документ, содержащий изображение сборочной единицы и другие данные,
необходимые
Сборочный чертеж (СБ)
документ, содержащий изображение сборочной единицы и другие данные, необходимые
Спецификация
документ, определяющий состав сборочной единицы, например, спецификация к сборочному чертежу кронштейна
Спецификация
документ, определяющий состав сборочной единицы, например, спецификация к сборочному чертежу кронштейна
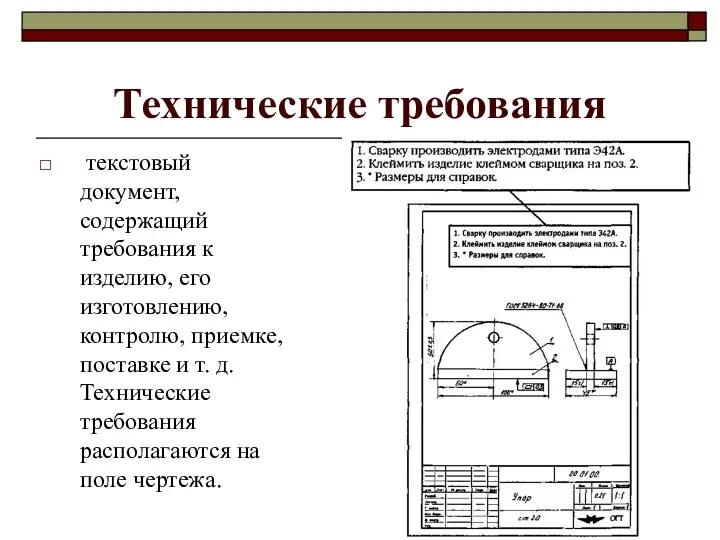
Технические требования
текстовый документ,
содержащий требования к изделию, его изготовлению,
контролю, приемке, поставке
Технические требования
текстовый документ, содержащий требования к изделию, его изготовлению, контролю, приемке, поставке
pptPlex Section Divider
Чтение конструкторской документации
The slides after this divider will be
pptPlex Section Divider
Чтение конструкторской документации
The slides after this divider will be
Чтение конструкторской документации
Сборка и сварка изделий производятся в соответствии
со сборочными чертежами.
Чтение конструкторской документации
Сборка и сварка изделий производятся в соответствии
со сборочными чертежами.

Изображение сборочной единицы
Изображения на чертеже разделяются на виды, разрезы, сечения.
Изображение сборочной единицы
Изображения на чертеже разделяются на виды, разрезы, сечения.
Разрезы и сечение
Разрезы—изображение предмета, мысленно рассеченного одной или несколькими плоскостями.
Разрезы и сечение
Разрезы—изображение предмета, мысленно рассеченного одной или несколькими плоскостями.
Габаритные и установочные размеры и их предельные отклонения на сборочных чертежах
Сварное
Габаритные и установочные размеры и их предельные отклонения на сборочных чертежах
Сварное
Предельные отклонения линейных размеров указываются одним из трех способов:
а) условными обозначениями
полей
Предельные отклонения линейных размеров указываются одним из трех способов:
а) условными обозначениями
полей

Допуски формы и расположения
поверхностей
Допуски формы и расположения
поверхностей
При чтении на чертежах допусков и расположения поверхностей следует иметь в
При чтении на чертежах допусков и расположения поверхностей следует иметь в
Например, при получении стыкового соединения, состоящего из 2-х листов (поз. 1
Например, при получении стыкового соединения, состоящего из 2-х листов (поз. 1
Обозначение сварных швов
Обозначение сварных швов
Обозначение швов сварных соединений
«С» — стыковое соединение.
.
«У» — угловое соединение.
Обозначение швов сварных соединений
«С» — стыковое соединение.
.
«У» — угловое соединение.
«Т» — тавровое соединение.
.
«Н» — нахлесточное соединение.
«Н» — нахлесточное соединение.
Технические требования и надписи на чертежах
чертеж может содержать:
текстовую часть, состоящую
Технические требования и надписи на чертежах
чертеж может содержать:
текстовую часть, состоящую
Технические требования включают в себя:
требования, предъявляемые к материалу, например, твердость поверхности
массу
Технические требования включают в себя:
требования, предъявляемые к материалу, например, твердость поверхности
массу
Порядок чтения сборочно-сварочных чертежей конструкции
— определите по спецификации комплектность сварной конструкции
Порядок чтения сборочно-сварочных чертежей конструкции
— определите по спецификации комплектность сварной конструкции
Ознакомьтесь со сборочным чертежом
Ознакомьтесь со сборочным чертежом
— определите массу конструкции; масса малагрузоподъемные средства не требуются
— определите габариты
— определите массу конструкции; масса малагрузоподъемные средства не требуются
— определите габариты
— определите вид сварки; ГОСТ 5264-80 определяет вид
сварки — ручная электродуговая
— определите вид сварки; ГОСТ 5264-80 определяет вид сварки — ручная электродуговая
Определите размерную
точность сборки
размеры 15±1
мм определяют поле допуска размещения упора (поз. 1)
Определите размерную
точность сборки
размеры 15±1 мм определяют поле допуска размещения упора (поз. 1)
Определите допуски формы и расположения поверхностей
Обозначение
говорит о том, что после
Определите допуски формы и расположения поверхностей
Обозначение говорит о том, что после
жесткостью конструкции пластины (поз. 2)
жестким закреплением пластины (поз. 2) в приспособлении
правкой
жесткостью конструкции пластины (поз. 2)
жестким закреплением пластины (поз. 2) в приспособлении
правкой
Изучите технические требования по сборке и контролю узла
Технические требования:
1.Сварку производить электродами
Изучите технические требования по сборке и контролю узла
Технические требования:
1.Сварку производить электродами
pptPlex Section Divider
Технологическая документация
The slides after this divider will be grouped
pptPlex Section Divider
Технологическая документация
The slides after this divider will be grouped
Технологическая документация
Оформление технологической документации производится в соответствии с требованиями единой системы
Технологическая документация
Оформление технологической документации производится в соответствии с требованиями единой системы
Технологическая инструкция (ТИ)
технологический документ, содержащий описание приемов работы или технологических процессов
Технологическая инструкция (ТИ)
технологический документ, содержащий описание приемов работы или технологических процессов
Технологическая инструкция может включать следующие разделы:
Вводная часть
Сварочные материалы
Подготовка деталей под сварку
Техника
Технологическая инструкция может включать следующие разделы:
Вводная часть
Сварочные материалы
Подготовка деталей под сварку
Техника
Карта технологического процесса (КТП)
производственный документ, представляющий весь ход процесса сборки —
Карта технологического процесса (КТП)
производственный документ, представляющий весь ход процесса сборки —
pptPlex Section Divider
Чтение технологической документации
The slides after this divider will be
pptPlex Section Divider
Чтение технологической документации
The slides after this divider will be
Чтение технологической документации
Технологическую инструкцию необходимо внимательно изучить в следующих случаях:
перед началом
Чтение технологической документации
Технологическую инструкцию необходимо внимательно изучить в следующих случаях:
перед началом
Последовательность чтения
изучите содержание технологической инструкции
ознакомьтесь со всеми ее разделами
определите разделы, касающиеся
Последовательность чтения
изучите содержание технологической инструкции
ознакомьтесь со всеми ее разделами
определите разделы, касающиеся
Последовательность изучения карты технологического процесса сварочно-сборочных работ
изучите сборочный чертеж
Последовательность изучения карты технологического процесса сварочно-сборочных работ
изучите сборочный чертеж
определите оборудование, приспособление,
инструмент, электроды, которые необходимо использовать для выполнения каждой операции,
определите оборудование, приспособление, инструмент, электроды, которые необходимо использовать для выполнения каждой операции,
pptPlex Section Divider
Контрольные вопросы
The slides after this divider will be
pptPlex Section Divider
Контрольные вопросы
The slides after this divider will be
Контрольные вопросы
1. К конструкторским документам относятся:
а) чертеж детали;
б) технические требования;
в) карта технологического процесса.
Контрольные вопросы
1. К конструкторским документам относятся:
а) чертеж детали;
б) технические требования;
в) карта технологического процесса.
2. На сборочном чертеже указывают:
а) технические требования;
б) химический состав свариваемого материала;
в) изображение сборочной единицы.
2. На сборочном чертеже указывают:
а) технические требования;
б) химический состав свариваемого материала;
в) изображение сборочной единицы.
3. Разрез — это:
а) изображение предмета, мысленно рассеченного одной или несколькими плоскостями;
б) изображение фигуры,
3. Разрез — это:
а) изображение предмета, мысленно рассеченного одной или несколькими плоскостями;
б) изображение фигуры,
4. Предельные отклонения размеров детали указываются:
а) условными обозначениями полей допусков;
б) числовыми значениями предельных отклонений;
в) условными
4. Предельные отклонения размеров детали указываются:
а) условными обозначениями полей допусков;
б) числовыми значениями предельных отклонений;
в) условными
5. К допускам формы относятся:
а) допуск прямолинейности;
б) допуск плоскостности;
в) допуск перпендикулярности
5. К допускам формы относятся:
а) допуск прямолинейности;
б) допуск плоскостности;
в) допуск перпендикулярности
6. При чтении рабочего чертежа в первую очередь определяют:
а) требования по шероховатости
6. При чтении рабочего чертежа в первую очередь определяют:
а) требования по шероховатости
7. К технологической документации относятся:
а) спецификация;
б) технологическая инструкция;
в) карта технологического процесса.
7. К технологической документации относятся:
а) спецификация;
б) технологическая инструкция;
в) карта технологического процесса.
8. В карте технологического процесса указывают:
а) данные о режимах сварки;
б) паспортные данные оборудования;
в) приспособления и
8. В карте технологического процесса указывают:
а) данные о режимах сварки;
б) паспортные данные оборудования;
в) приспособления и
9. Технологическая инструкция содержит:
а) описание приемов работы;
б) описание физических и химических явлений;
в) данные о режимах
9. Технологическая инструкция содержит:
а) описание приемов работы;
б) описание физических и химических явлений;
в) данные о режимах
 Общие сведения о выполнении и оформлении рабочих чертежей деталей. Лекция 7
Общие сведения о выполнении и оформлении рабочих чертежей деталей. Лекция 7 Получение аксонометрических проекций
Получение аксонометрических проекций Основные сведения по оформлению чертежей
Основные сведения по оформлению чертежей Пересечения прямой и плоскости, когда плоскость проецирующая
Пересечения прямой и плоскости, когда плоскость проецирующая Состав и основные требования к документации проекта автоматизации технологических процессов
Состав и основные требования к документации проекта автоматизации технологических процессов Вопросы к экзамену. Форматы ГОСТ 2.301-68. Масштабы ГОСТ 2.302-68. Линии 2.303-68
Вопросы к экзамену. Форматы ГОСТ 2.301-68. Масштабы ГОСТ 2.302-68. Линии 2.303-68 Метод проецирования. Виды проецирования. Образование комплексного чертежа. Точка. Прямая. Плоскость. Метрические задачи
Метод проецирования. Виды проецирования. Образование комплексного чертежа. Точка. Прямая. Плоскость. Метрические задачи Проекционное черчение
Проекционное черчение Технический рисунок
Технический рисунок ГОСТ 2.307-2011. Нанесение размеров и предельных отклонений
ГОСТ 2.307-2011. Нанесение размеров и предельных отклонений Презентация к уроку по технологии в 7 классе на тему Оформление чертежей
Презентация к уроку по технологии в 7 классе на тему Оформление чертежей Соединение деталей. Разъемные и неразъемные соединения. Резьба
Соединение деталей. Разъемные и неразъемные соединения. Резьба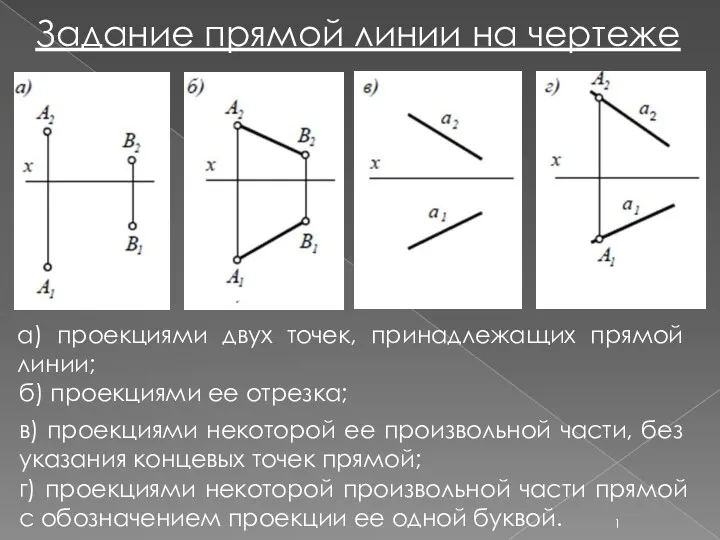 Задание прямой линии на чертеже
Задание прямой линии на чертеже Поверхности. Основные понятия и определения
Поверхности. Основные понятия и определения Линии чертежа. Нанесение размеров на чертеже
Линии чертежа. Нанесение размеров на чертеже Простой разрез
Простой разрез Аксонометрическая проекция окружности
Аксонометрическая проекция окружности Геометрические тела. Анализ геометрической формы предмета
Геометрические тела. Анализ геометрической формы предмета Перспектива. Построение объектов
Перспектива. Построение объектов Линии чертежа
Линии чертежа Проекционное черчение. Задача 1
Проекционное черчение. Задача 1 Лестницы, их виды и основные элементы
Лестницы, их виды и основные элементы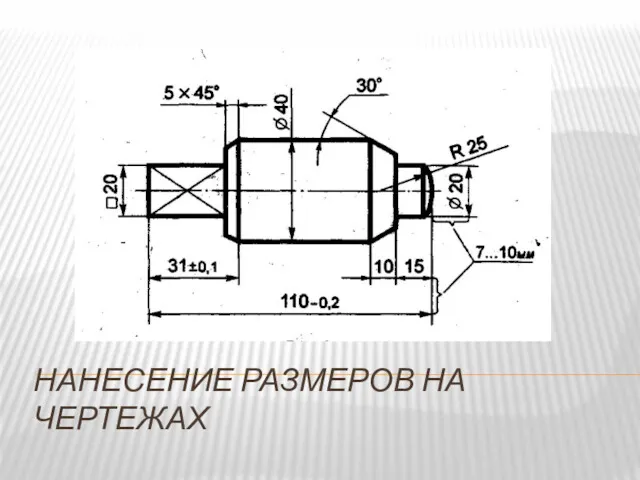 Нанесение размеров на чертежах
Нанесение размеров на чертежах Проектирование и монтаж станка-качалки для оборудования скважины с дебитом Q = 20 м3 /сутки и глубиной подвески насоса 1100 м
Проектирование и монтаж станка-качалки для оборудования скважины с дебитом Q = 20 м3 /сутки и глубиной подвески насоса 1100 м Прямоугольное проецирование
Прямоугольное проецирование Деталирование. Понятие о деталировании
Деталирование. Понятие о деталировании Резьба. Крепёжные изделия
Резьба. Крепёжные изделия Проект планировки территории 63 микрорайона г. Набережные Челны
Проект планировки территории 63 микрорайона г. Набережные Челны