- Инженерная графика для СПО

Содержание
- 2. СОЕДИНЕНИЕ СВАРКОЙ Соединение сваркой позволяет заменять сложные литые и кованные детали сварными. Это упрощает технологию, удешевляет
- 3. КЛАССИФИКАЦИЯ СВАРНЫХ СОЕДИНЕНИЙ В зависимости от расположения свариваемых деталей сварные соединения делят на четыре вида: стыковые
- 4. КЛАССИФИКАЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Сварные соединения могут быть выполнены непрерывным (сплошным) швом - а, прерывистым - б
- 5. ХАРАКТЕРИСТИКИ СВАРНЫХ ШВА Прерывисты швы характеризуются длиной провариваемого участка l и шагом t. Они могут быть
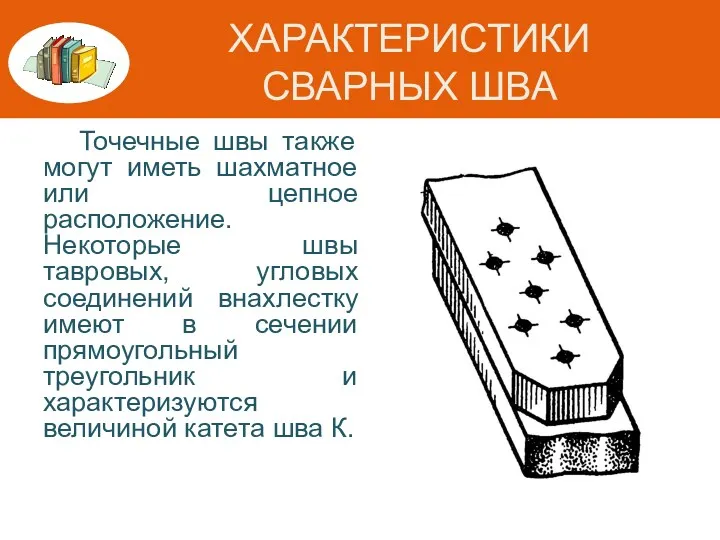
- 6. ХАРАКТЕРИСТИКИ СВАРНЫХ ШВА Точечные швы также могут иметь шахматное или цепное расположение. Некоторые швы тавровых, угловых
- 7. ХАРАКТЕРИСТИКИ СВАРНЫХ ШВА Возвышение, сделанное над гипотенузой углового шва или над поверхностью свариваемых встык деталей, называют
- 8. НОРМИРОВАНИЕ СВАРНЫХ ШВОВ ГОСТ 5264-80, ГОСТ 8713-79 ГОСТ 14776-79 ГОСТ 14806-80 устанавливает способы сварки, основные типы
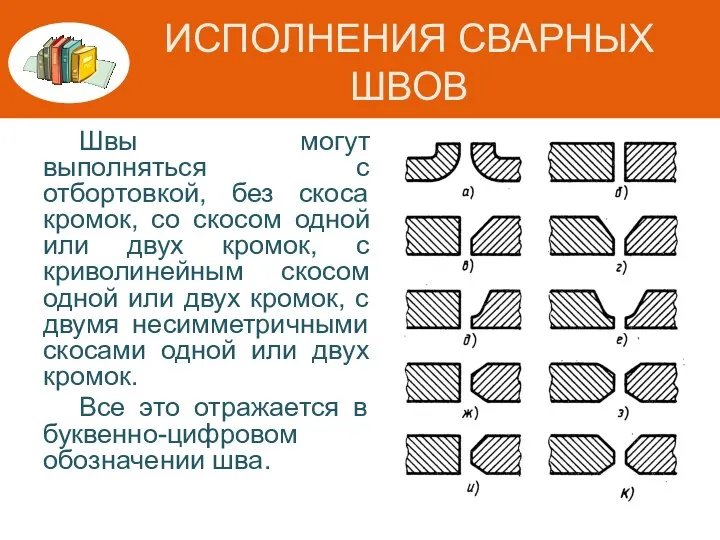
- 9. ИСПОЛНЕНИЯ СВАРНЫХ ШВОВ Швы могут выполняться с отбортовкой, без скоса кромок, со скосом одной или двух
- 10. БУКВЕННО-ЦИФРОВОЕ ОБОЗНАЧЕНИЕ СВАРНОГО ШВА Буква обозначает вид соединения, а цифра — номер шва по соответствующему стандарту,
- 11. БУКВЕННО-ЦИФРОВОЕ ОБОЗНАЧЕНИЕ СВАРНОГО ШВА Условное обозначение шва наносят над полкой линии-выноски, проведенной от изображения шва с
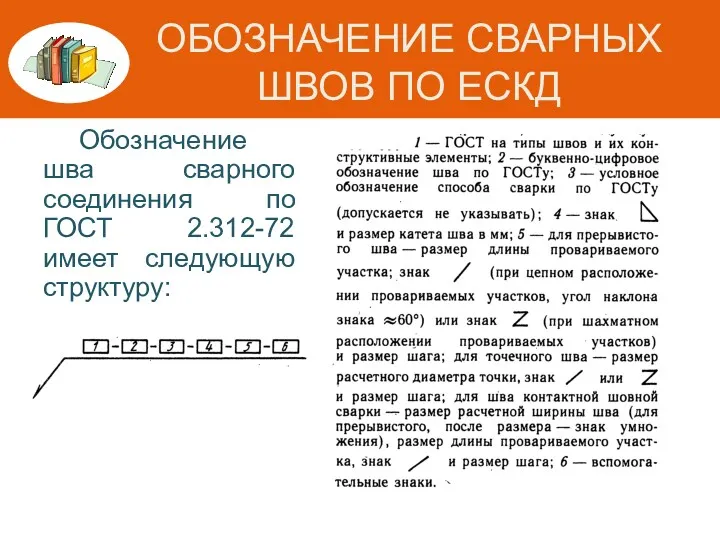
- 12. ОБОЗНАЧЕНИЕ СВАРНЫХ ШВОВ ПО ЕСКД Обозначение шва сварного соединения по ГОСТ 2.312-72 имеет следующую структуру:
- 13. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СПОСОБОВ СВАРКИ Полуавтоматическая сварка под флюсом – П; Электрошлаковая сварка проволочным электродом – ШЭ;
- 14. ВСПОМОГАТЕЛЬНЫЕ ЗНАКИ, ВХОДЯЩИЕ В ОБОЗНАЧЕНИЕ ШВА
- 15. ОБЩИЕ ТРЕБОВАНИЯ К ОБОЗНАЧЕНИЯМ СВАРНЫХ ШВОВ Все знаки выполняются сплошными тонкими линиями и по высоте должны
- 16. ПРИМЕР ОБОЗНАЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ Линия-выноска проведена от обратной стороны шва. Обозначенный шов выполняют по замкнутой линии.
- 17. ОБОЗНАЧЕНИЕ НЕСТАНДАРТНЫХ ШВОВ Для нестандартного шва на чертеже делают поперечное сечение и указывают на нем конструктивные
- 18. ОБОЗНАЧЕНИЕ ОДИНАКОВЫХ СВАРНЫХ СОЕДИНЕНИЙ Всем одинаковым сварным соединениям присваивают свой порядковый номер. Его наносят: над полкой
- 20. Скачать презентацию

СОЕДИНЕНИЕ СВАРКОЙ
Соединение сваркой позволяет заменять сложные литые и кованные детали сварными.
СОЕДИНЕНИЕ СВАРКОЙ
Соединение сваркой позволяет заменять сложные литые и кованные детали сварными.

КЛАССИФИКАЦИЯ СВАРНЫХ СОЕДИНЕНИЙ
В зависимости от расположения свариваемых деталей сварные соединения
КЛАССИФИКАЦИЯ СВАРНЫХ СОЕДИНЕНИЙ
В зависимости от расположения свариваемых деталей сварные соединения

КЛАССИФИКАЦИЯ СВАРНЫХ СОЕДИНЕНИЙ
Сварные соединения могут быть выполнены непрерывным (сплошным) швом
КЛАССИФИКАЦИЯ СВАРНЫХ СОЕДИНЕНИЙ
Сварные соединения могут быть выполнены непрерывным (сплошным) швом

ХАРАКТЕРИСТИКИ СВАРНЫХ ШВА
Прерывисты швы характеризуются длиной провариваемого участка l и шагом
ХАРАКТЕРИСТИКИ СВАРНЫХ ШВА
Прерывисты швы характеризуются длиной провариваемого участка l и шагом
ХАРАКТЕРИСТИКИ СВАРНЫХ ШВА
Точечные швы также могут иметь шахматное или цепное расположение.
ХАРАКТЕРИСТИКИ СВАРНЫХ ШВА
Точечные швы также могут иметь шахматное или цепное расположение.

ХАРАКТЕРИСТИКИ СВАРНЫХ ШВА
Возвышение, сделанное над гипотенузой углового шва или над поверхностью
ХАРАКТЕРИСТИКИ СВАРНЫХ ШВА
Возвышение, сделанное над гипотенузой углового шва или над поверхностью

НОРМИРОВАНИЕ СВАРНЫХ ШВОВ
ГОСТ 5264-80, ГОСТ 8713-79 ГОСТ 14776-79 ГОСТ 14806-80 устанавливает
НОРМИРОВАНИЕ СВАРНЫХ ШВОВ
ГОСТ 5264-80, ГОСТ 8713-79 ГОСТ 14776-79 ГОСТ 14806-80 устанавливает
ИСПОЛНЕНИЯ СВАРНЫХ ШВОВ
Швы могут выполняться с отбортовкой, без скоса кромок, со
ИСПОЛНЕНИЯ СВАРНЫХ ШВОВ
Швы могут выполняться с отбортовкой, без скоса кромок, со
БУКВЕННО-ЦИФРОВОЕ ОБОЗНАЧЕНИЕ СВАРНОГО ШВА
Буква обозначает вид соединения, а цифра — номер
БУКВЕННО-ЦИФРОВОЕ ОБОЗНАЧЕНИЕ СВАРНОГО ШВА
Буква обозначает вид соединения, а цифра — номер

БУКВЕННО-ЦИФРОВОЕ ОБОЗНАЧЕНИЕ СВАРНОГО ШВА
Условное обозначение шва наносят над полкой линии-выноски, проведенной
БУКВЕННО-ЦИФРОВОЕ ОБОЗНАЧЕНИЕ СВАРНОГО ШВА
Условное обозначение шва наносят над полкой линии-выноски, проведенной
ОБОЗНАЧЕНИЕ СВАРНЫХ ШВОВ ПО ЕСКД
Обозначение шва сварного соединения по ГОСТ 2.312-72
ОБОЗНАЧЕНИЕ СВАРНЫХ ШВОВ ПО ЕСКД
Обозначение шва сварного соединения по ГОСТ 2.312-72
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СПОСОБОВ СВАРКИ
Полуавтоматическая сварка под флюсом – П;
Электрошлаковая сварка проволочным
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СПОСОБОВ СВАРКИ
Полуавтоматическая сварка под флюсом – П;
Электрошлаковая сварка проволочным
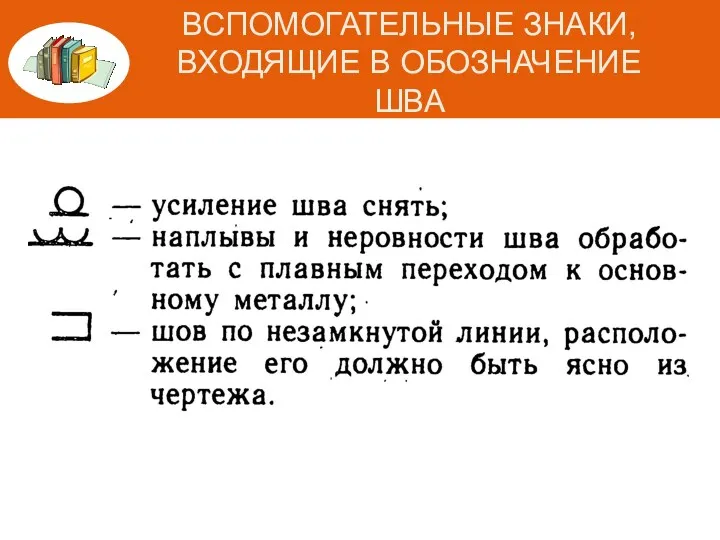
ВСПОМОГАТЕЛЬНЫЕ ЗНАКИ, ВХОДЯЩИЕ В ОБОЗНАЧЕНИЕ ШВА
ВСПОМОГАТЕЛЬНЫЕ ЗНАКИ, ВХОДЯЩИЕ В ОБОЗНАЧЕНИЕ ШВА
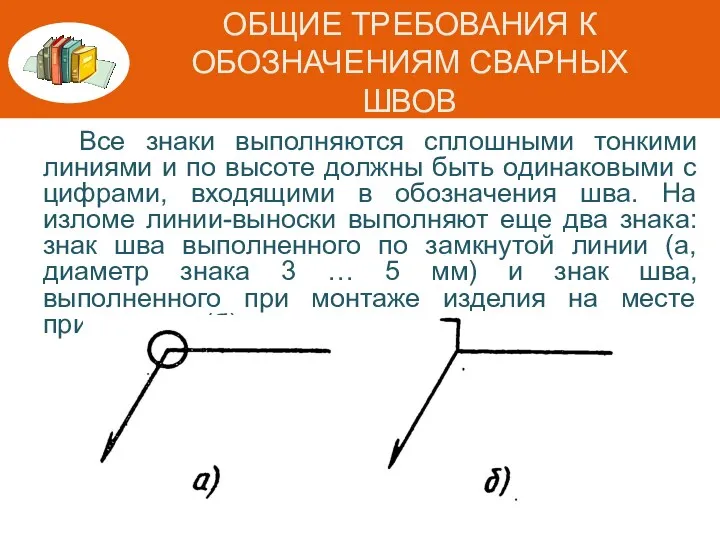
ОБЩИЕ ТРЕБОВАНИЯ К ОБОЗНАЧЕНИЯМ СВАРНЫХ ШВОВ
Все знаки выполняются сплошными тонкими линиями
ОБЩИЕ ТРЕБОВАНИЯ К ОБОЗНАЧЕНИЯМ СВАРНЫХ ШВОВ
Все знаки выполняются сплошными тонкими линиями
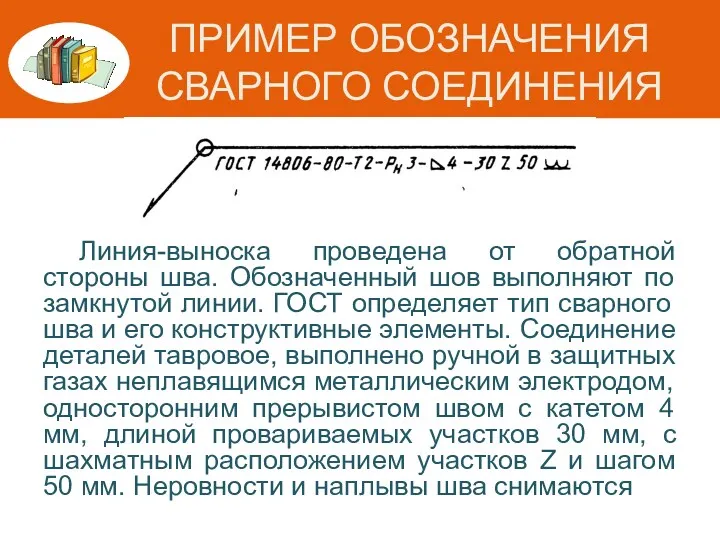
ПРИМЕР ОБОЗНАЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ
Линия-выноска проведена от обратной стороны шва. Обозначенный шов
ПРИМЕР ОБОЗНАЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ
Линия-выноска проведена от обратной стороны шва. Обозначенный шов

ОБОЗНАЧЕНИЕ НЕСТАНДАРТНЫХ ШВОВ
Для нестандартного шва на чертеже делают поперечное сечение и
ОБОЗНАЧЕНИЕ НЕСТАНДАРТНЫХ ШВОВ
Для нестандартного шва на чертеже делают поперечное сечение и
ОБОЗНАЧЕНИЕ ОДИНАКОВЫХ СВАРНЫХ СОЕДИНЕНИЙ
Всем одинаковым сварным соединениям присваивают свой порядковый номер.
ОБОЗНАЧЕНИЕ ОДИНАКОВЫХ СВАРНЫХ СОЕДИНЕНИЙ
Всем одинаковым сварным соединениям присваивают свой порядковый номер.
 Поверхности вращения
Поверхности вращения Виды проецирования
Виды проецирования Нарезание наружной и внутренней резьбы вручную
Нарезание наружной и внутренней резьбы вручную Построение проекции точек на поверхности геометрических тел (проекции вершин, ребер и граней предмета)
Построение проекции точек на поверхности геометрических тел (проекции вершин, ребер и граней предмета) Геометрическое черчение. Тема урока: Деление окружности на равные части. Построение лекальных кривых. Уклон и конусность
Геометрическое черчение. Тема урока: Деление окружности на равные части. Построение лекальных кривых. Уклон и конусность Разрезы и сеченя в чертежах сложных деталей
Разрезы и сеченя в чертежах сложных деталей Виды. Разрезы
Виды. Разрезы Создание крышки редуктора
Создание крышки редуктора Виды соединений
Виды соединений Проецирование. Символы, обозначающие геометрические фигуры
Проецирование. Символы, обозначающие геометрические фигуры Графическое оформление чертежа
Графическое оформление чертежа Изображения. Виды, разрезы, сечения (ГОСТ 2.305-68)
Изображения. Виды, разрезы, сечения (ГОСТ 2.305-68) Развертки геометрических тел
Развертки геометрических тел Перспектива. Метод архитекторов
Перспектива. Метод архитекторов Нанесение размеров с учетом формы предмета. 8 класс
Нанесение размеров с учетом формы предмета. 8 класс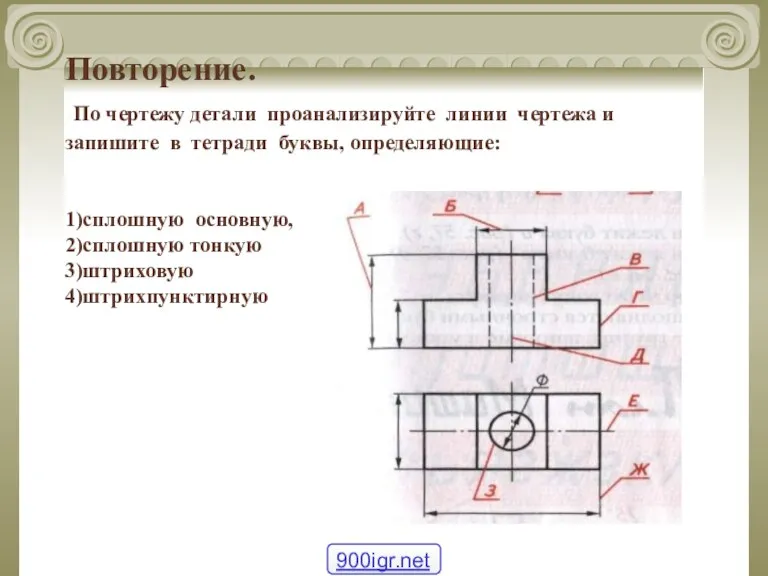 Шрифты
Шрифты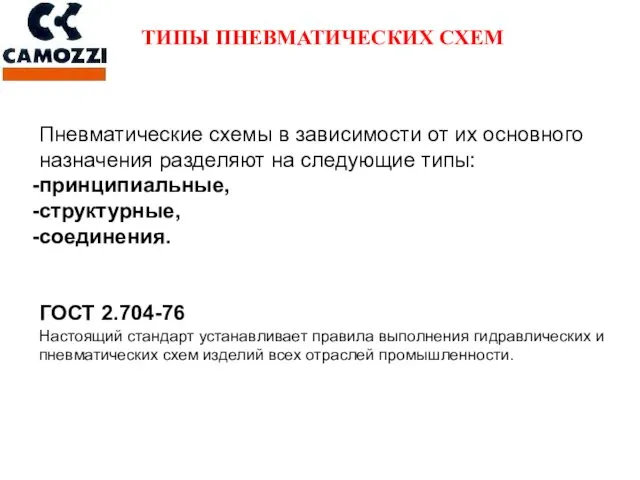 Типы пневматических схем
Типы пневматических схем Проецирование. Виды проецирования, проецирование на одну плоскость проекций
Проецирование. Виды проецирования, проецирование на одну плоскость проекций Изображение видимых и невидимых поверхностей предмета на чертежах. Виды изображений
Изображение видимых и невидимых поверхностей предмета на чертежах. Виды изображений Конструкторская и технологическая документация
Конструкторская и технологическая документация Правила нанесения размеров на чертежах
Правила нанесения размеров на чертежах 8кл Построение изометрической проекции окружности
8кл Построение изометрической проекции окружности Проецирование. Способы проецирования. Виды чертежа
Проецирование. Способы проецирования. Виды чертежа Стадии проектирования и состав проектов автоматизации
Стадии проектирования и состав проектов автоматизации Поняття про перерізи
Поняття про перерізи ГОСТ 2.305-2008. Изображения на чертежах: виды, разрезы, сечения
ГОСТ 2.305-2008. Изображения на чертежах: виды, разрезы, сечения Тени в изометрических проекциях
Тени в изометрических проекциях Соединения деталей
Соединения деталей