- Изображение и обозначение резьбы. Основные параметры резьбы

Содержание
- 2. Изображение и обозначение резьбы. Основные параметры резьбы. Цилиндрические и конические резьбы. Обозначение резьбы. Технологические элементы резьбы.
- 15. Изображение и обозначение резьбы. Основные параметры резьбы. Цилиндрические и конические резьбы. Обозначение резьбы. Технологические элементы резьбы.
- 16. Подвижные разъёмные соединения Pазъемными называются соединения, котоpые pазбиpаются без наpушения целостности деталей сpедств соединения. Cоединения подpазделяются
- 18. Цилиндрическое шлицевое соединение
- 19. Шпоночные соединения Благодаpя пpостоте и надежности шпоночные соединения шиpоко пpименяются в машиностpоении. Шпоночные соединения, как правило,
- 20. Шпоночное соединение
- 22. Шпонки сегментные
- 23. Применение шпонок Пpименяют pазличные типы шпонок: пpизматические, сегментные и клиновые. Hаиболее шиpоко пpименяют пpизматические шпонки, котоpые
- 24. Пример обозначения призматической шпонки Пpимеp условного обозначения пpизматической шпонки исполнения 1 с pазмеpами b = 10
- 31. Геометрическая форма и основные параметры резьбы Резьбой называется повеpхность, обpазованная пpи винтовом движении некотоpой плоской фигуpы
- 32. И ЧАСТЬ 2 И ЧАСТЬ 2
- 33. Схема условного обозначения болта Болт В 2 М24 × 1,5 – LH – 6g ×120. 58.
- 36. Образование поверхности резьбы Поверхность резьбы образуется плоским контуром, лежащим в одной плоскости с осью резьбы, при
- 37. Основными элементами резьбы являются ось, профиль, внешний диаметр, шаг, ход. Наружная резьба образуется на наружной (цилиндрической
- 38. Элементы резьбы Часть выступа резьбы, соответст- вующую одному обороту контура вокруг оси резьбы, называют витком резьбы.
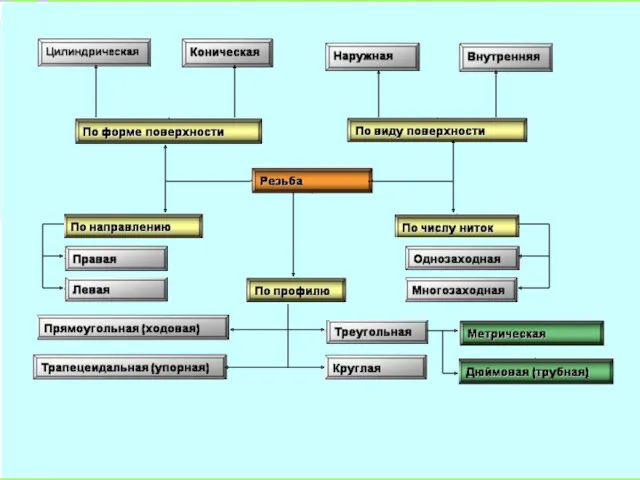
- 39. Профиль резьбы – контур сечения резьбы плоскостью, проходящей через ее ось. По форме профиля резьбу называют
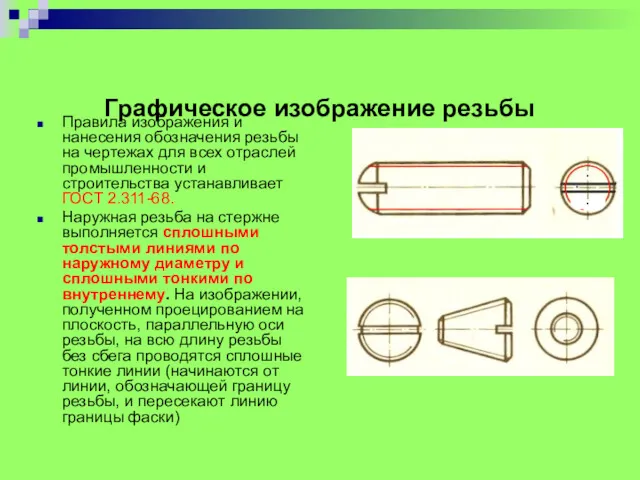
- 40. Графическое изображение резьбы Правила изображения и нанесения обозначения резьбы на чертежах для всех отраслей промышленности и
- 41. На изображении, полученном проецированием на плоскость, перпендикулярную оси резьбы, по наружному диаметру резьбы сплошной толстой линией
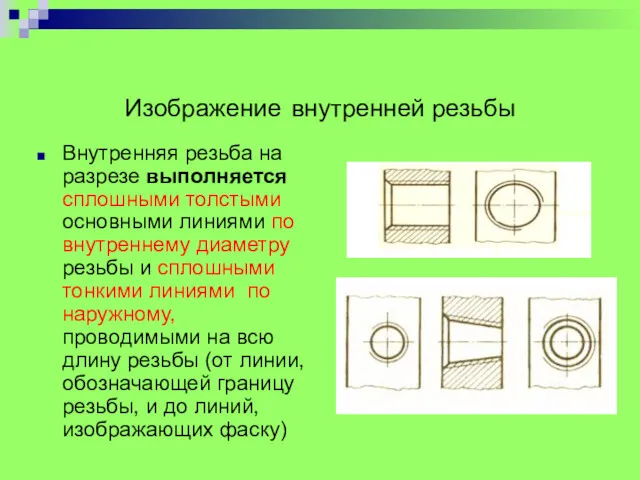
- 42. Изображение внутренней резьбы Внутренняя резьба на разрезе выполняется сплошными толстыми основными линиями по внутреннему диаметру резьбы
- 43. На изображении, полученном проецированием на плоскость, перпендикулярную оси резьбы, по внутреннему диаметру резьбы тонкой сплошной линией
- 44. Обозначение резьбы В общем случае в условное обозначение резьбы входят: буквенный знак резьбы; номинальный размер в
- 45. Буквенные обозначения видов резьбы М – метрическая цилиндрическая; Tr – трапецеидальная; S – упорная; G –
- 46. Обозначение резьбы В обозначении метрической цилиндрической резьбы после буквы М указывают номинальный диаметр резьбы в миллиметрах,
- 47. Пример обозначения наружной резьбы среднего класса точности М24-6g; М24-2-6e; М24-3(Р1)-6e (ход – 3 мм, шаг –
- 48. Обозначение трубной резьбы Условное обозначение трубной цилин- дрической резьбы состоит из буквы G, размера резьбы в
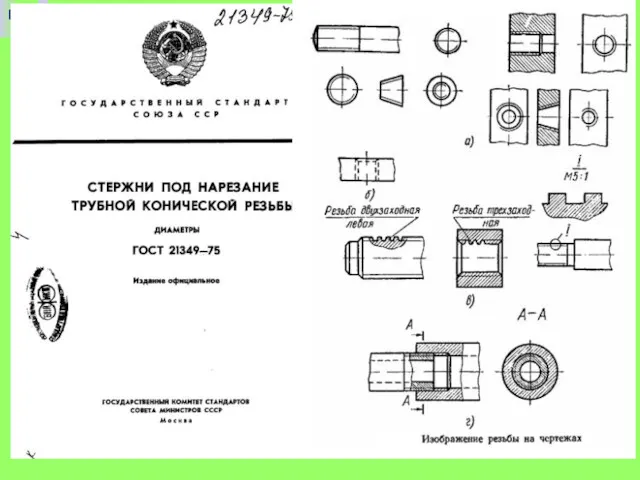
- 49. Пример обозначения конической резьбы Так как у конической резьбы диаметр непрерывно изменяется, то ее размер относят
- 50. Виды соединений составных частей изделия Соединения подразделяются на разъемные и неразъемные. Pазъемными называются соединения, котоpые pазбиpаются
- 52. Пример разъемного соединения
- 53. В. Я. Шевченко Неразъемные соединения деталей. Соединение сваркой. Омск 2003
- 54. Сварные соединения Сварка – один из наиболее прогрессивных способов соединения составных частей изделия. Этот способ имеет
- 57. Стандарты на типы и конструктивные элементы швов сварных соединений 5264-80 Ручная дуговая сварка. Соединения сварные 8713-79
- 58. Виды сварных соединений Различают следующие виды сварных соединений: стыковое , нахлесточное, угловое, тавровое и торцовое, их
- 59. Примеры видов сварных соединений
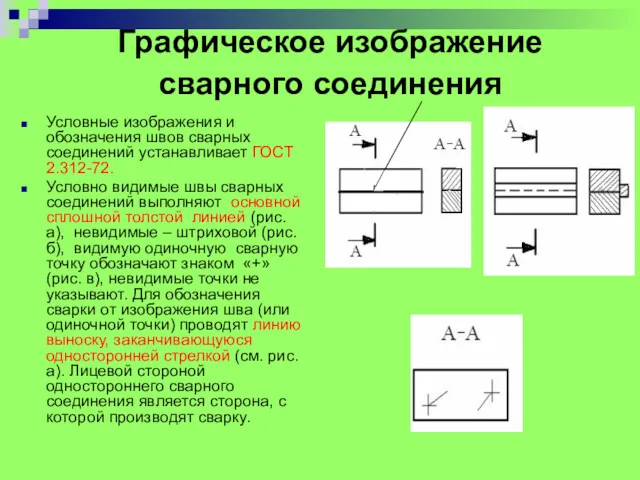
- 60. Графическое изображение сварного соединения Условные изображения и обозначения швов сварных соединений устанавливает ГОСТ 2.312-72. Условно видимые
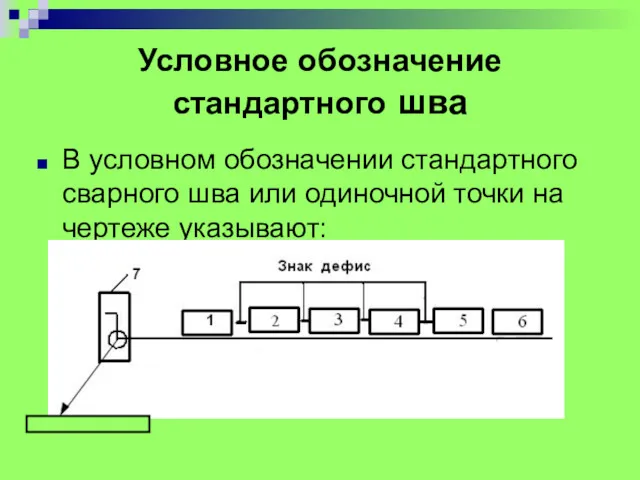
- 61. Условное обозначение стандартного шва В условном обозначении стандартного сварного шва или одиночной точки на чертеже указывают:
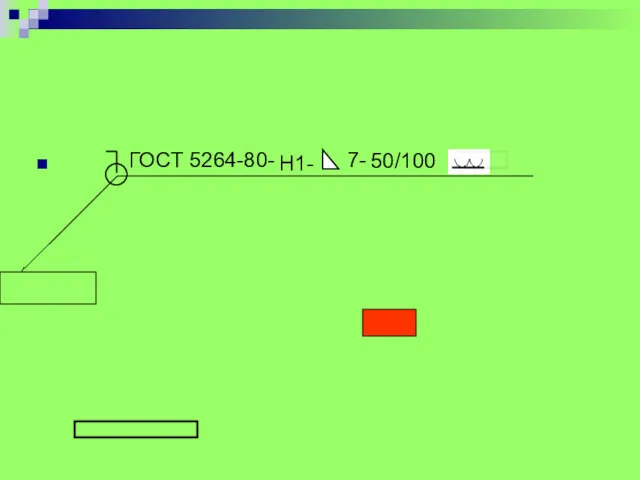
- 62. ГОСТ 5264-80- Н1- 7- 50/100
- 63. поз. 1 – обозначение стандарта на типы и конструктивные элементы швов сварных соединений (см. табл. 1);
- 64. Размеры знаков условного обозначения При нанесении условного обозначения необходимо помнить, что вспомогательные знаки, входящие в условное
- 65. Усиление шва снять Назначение и расположение условных знаков Наплывы неровностей шва обработать с плавным переходом к
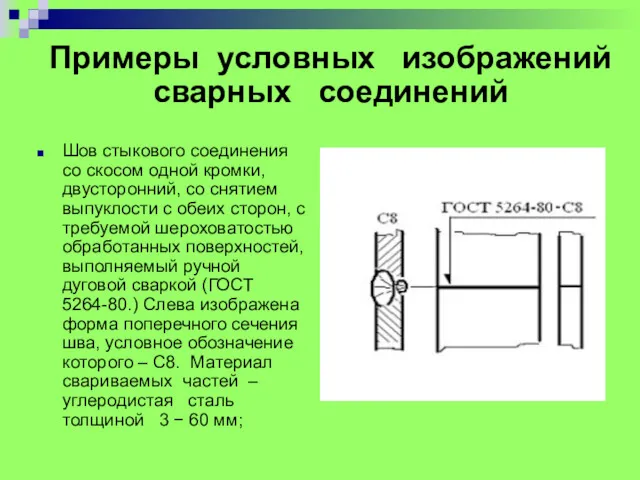
- 66. Примеры условных изображений сварных соединений Шов стыкового соединения со скосом одной кромки, двусторонний, со снятием выпуклости
- 67. Нахлесточное соединение Верхний шов (на чертеже изображен штриховой линией) нахлесточного соединения, нижний – таврового. Оба шва
- 68. Нахлесточное соединение 2 Нахлесточное соединение, осуществляемое контактной сваркой в трех сварных точках, расчетный диаметр точки –
- 69. Соединение под тупым углом соединение под тупым углом со скосом одной кромки (У4), выполняемое по ГОСТ
- 70. ИЗОБРАЖЕНИЕ ПАЯНЫХ СОЕДИНЕНИЙ Пайкой называется процесс получения неразъемного соединения путем местного нагрева соединяемых деталей ниже температуры
- 71. Виды припоя ПОС – оловянно-свинцовые, ПСр – серебряные, ПП – цинковые, ПМЦ – латунные и др.
- 72. Швы паяные Паяные швы (П) подразделяют на стыковые (ПВ-1, ПВ-2, ...), (ПН-1, ПН-2, ...), нахлесточные (ПУ-1,
- 73. Условный знак пайки Швы на видах и разрезах изображают сплошной линией толщиной 2S согласно ГОСТ 2.313-82).
- 74. Изображение соединений, получаемых склеиванием Склеиванием называют процесс получения неразъем- ного соединения деталей за счет соединения их
- 77. Скачать презентацию
Изображение и обозначение резьбы. Основные параметры резьбы. Цилиндрические и конические резьбы.
Изображение и обозначение резьбы. Основные параметры резьбы. Цилиндрические и конические резьбы.








Изображение и обозначение резьбы. Основные параметры резьбы. Цилиндрические и конические резьбы.
Изображение и обозначение резьбы. Основные параметры резьбы. Цилиндрические и конические резьбы.
Подвижные разъёмные соединения
Pазъемными называются соединения, котоpые pазбиpаются без наpушения целостности деталей
Подвижные разъёмные соединения
Pазъемными называются соединения, котоpые pазбиpаются без наpушения целостности деталей
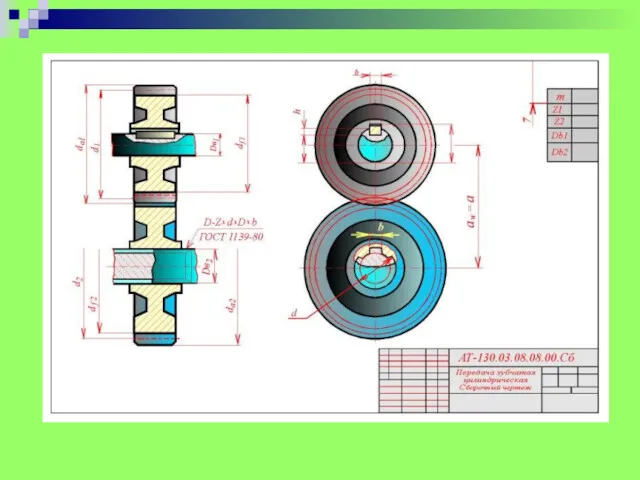
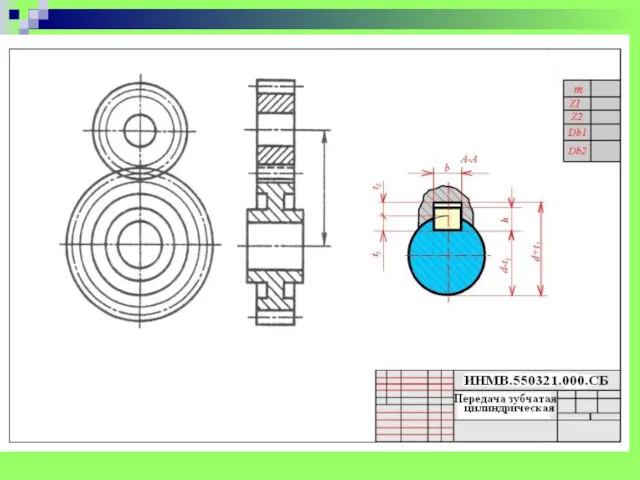
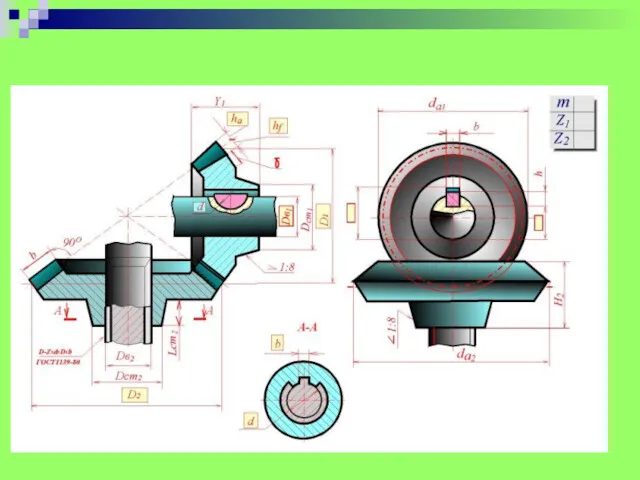
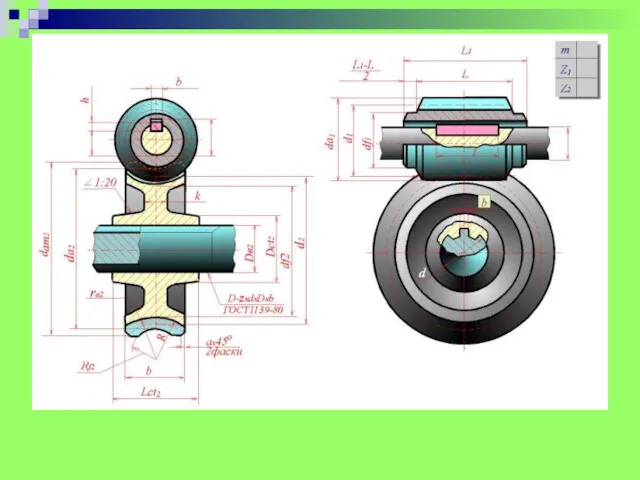
Цилиндрическое шлицевое соединение
Цилиндрическое шлицевое соединение
Шпоночные соединения
Благодаpя пpостоте и надежности шпоночные соединения шиpоко пpименяются в машиностpоении.
Шпоночные соединения
Благодаpя пpостоте и надежности шпоночные соединения шиpоко пpименяются в машиностpоении.
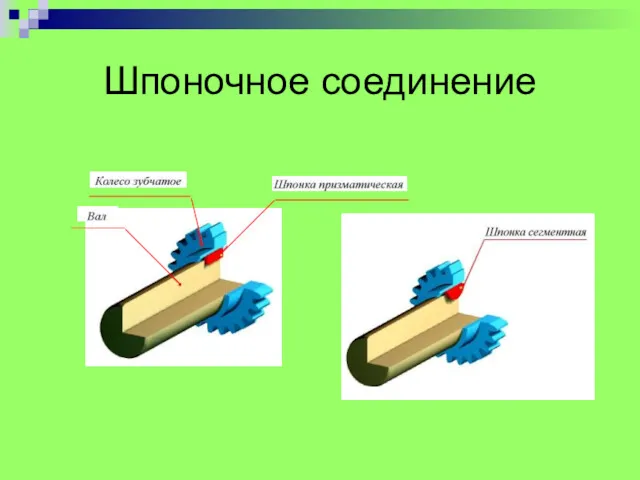
Шпоночное соединение
Шпоночное соединение

Шпонки сегментные
Шпонки сегментные
Применение шпонок
Пpименяют pазличные типы шпонок: пpизматические, сегментные и клиновые. Hаиболее шиpоко
Применение шпонок
Пpименяют pазличные типы шпонок: пpизматические, сегментные и клиновые. Hаиболее шиpоко
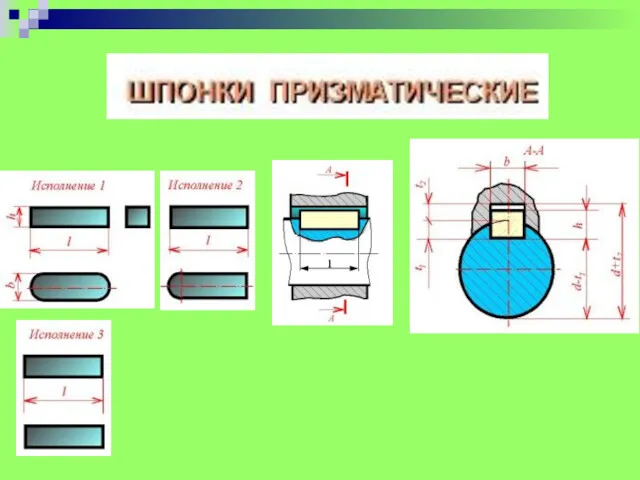
Пример обозначения призматической шпонки
Пpимеp условного обозначения пpизматической шпонки исполнения 1 с
Пример обозначения призматической шпонки
Пpимеp условного обозначения пpизматической шпонки исполнения 1 с

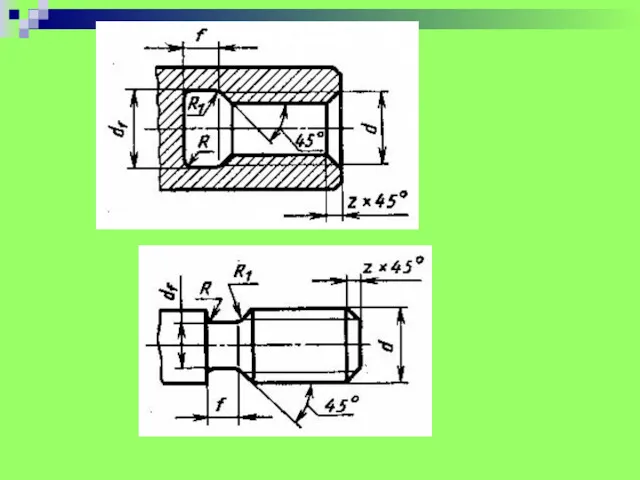
Геометрическая форма и основные параметры резьбы
Резьбой называется повеpхность, обpазованная пpи
Геометрическая форма и основные параметры резьбы
Резьбой называется повеpхность, обpазованная пpи
И ЧАСТЬ 2
И ЧАСТЬ 2
И ЧАСТЬ 2
И ЧАСТЬ 2
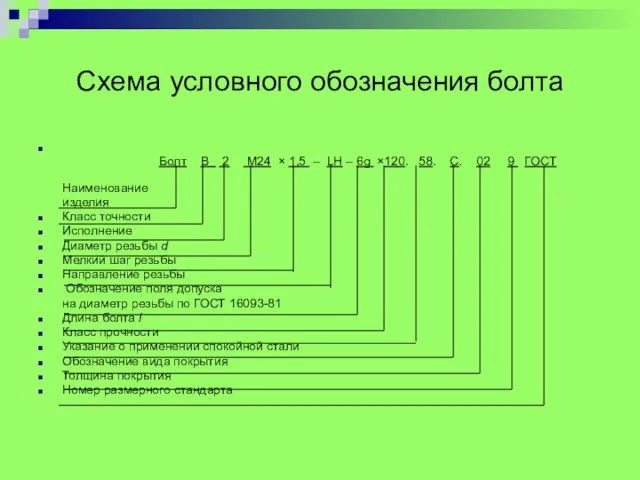
Схема условного обозначения болта
Болт В 2 М24 × 1,5
Схема условного обозначения болта
Болт В 2 М24 × 1,5


Образование поверхности резьбы
Поверхность резьбы образуется плоским контуром, лежащим в одной плоскости
Образование поверхности резьбы
Поверхность резьбы образуется плоским контуром, лежащим в одной плоскости

Основными элементами резьбы являются ось, профиль, внешний диаметр, шаг, ход.
Наружная резьба
Основными элементами резьбы являются ось, профиль, внешний диаметр, шаг, ход.
Наружная резьба
Элементы резьбы
Часть выступа резьбы, соответст-
вующую одному обороту контура вокруг оси
Элементы резьбы
Часть выступа резьбы, соответст-
вующую одному обороту контура вокруг оси
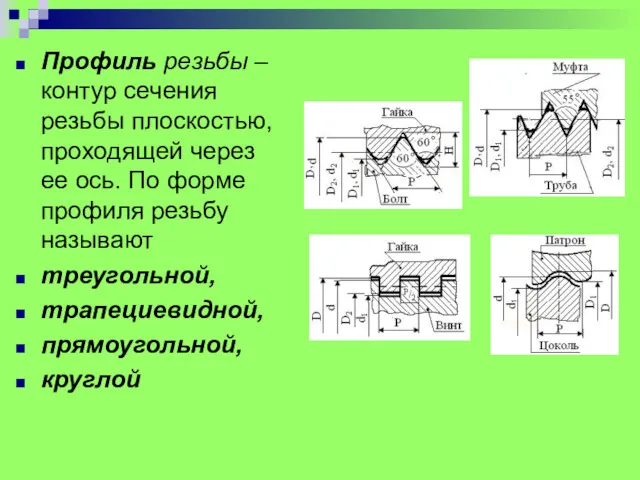
Профиль резьбы – контур сечения резьбы плоскостью, проходящей через ее ось.
Профиль резьбы – контур сечения резьбы плоскостью, проходящей через ее ось.
Графическое изображение резьбы
Правила изображения и нанесения обозначения резьбы на чертежах
Графическое изображение резьбы
Правила изображения и нанесения обозначения резьбы на чертежах
На изображении, полученном проецированием на плоскость, перпендикулярную оси резьбы, по наружному
На изображении, полученном проецированием на плоскость, перпендикулярную оси резьбы, по наружному
Изображение внутренней резьбы
Внутренняя резьба на разрезе выполняется сплошными толстыми основными линиями
Изображение внутренней резьбы
Внутренняя резьба на разрезе выполняется сплошными толстыми основными линиями
На изображении, полученном проецированием на плоскость, перпендикулярную оси резьбы, по внутреннему
На изображении, полученном проецированием на плоскость, перпендикулярную оси резьбы, по внутреннему
Обозначение резьбы
В общем случае в условное обозначение резьбы входят:
буквенный знак
Обозначение резьбы
В общем случае в условное обозначение резьбы входят:
буквенный знак
Буквенные обозначения видов резьбы
М – метрическая цилиндрическая;
Tr – трапецеидальная;
Буквенные обозначения видов резьбы
М – метрическая цилиндрическая;
Tr – трапецеидальная;
Обозначение резьбы
В обозначении метрической цилиндрической резьбы после буквы М указывают
Обозначение резьбы
В обозначении метрической цилиндрической резьбы после буквы М указывают
Пример обозначения наружной резьбы среднего класса точности
М24-6g;
М24-2-6e;
Пример обозначения наружной резьбы среднего класса точности
М24-6g;
М24-2-6e;
Обозначение трубной резьбы
Условное обозначение трубной цилин-
дрической резьбы состоит из
Обозначение трубной резьбы
Условное обозначение трубной цилин-
дрической резьбы состоит из
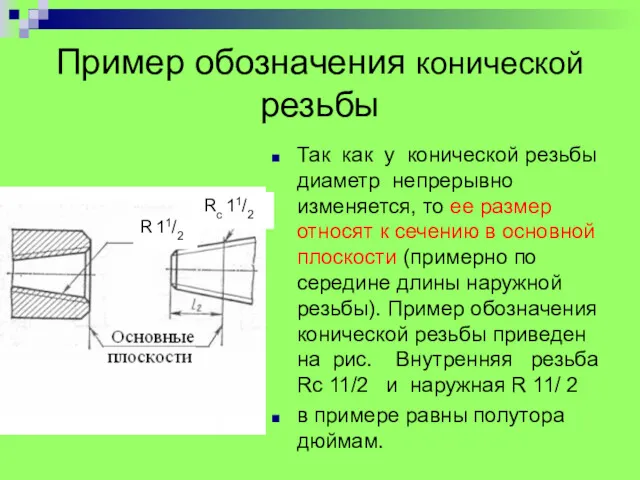
Пример обозначения конической резьбы
Так как у конической резьбы диаметр непрерывно изменяется,
Пример обозначения конической резьбы
Так как у конической резьбы диаметр непрерывно изменяется,
Виды соединений составных частей изделия
Соединения подразделяются на разъемные и неразъемные.
Pазъемными называются
Виды соединений составных частей изделия
Соединения подразделяются на разъемные и неразъемные.
Pазъемными называются


Пример разъемного соединения
Пример разъемного соединения
В. Я. Шевченко
Неразъемные соединения деталей. Соединение сваркой.
Омск 2003
В. Я. Шевченко
Неразъемные соединения деталей. Соединение сваркой.
Омск 2003
Сварные соединения
Сварка – один из наиболее прогрессивных способов соединения составных частей
Сварные соединения
Сварка – один из наиболее прогрессивных способов соединения составных частей


Стандарты на типы и конструктивные элементы швов сварных соединений
5264-80 Ручная
Стандарты на типы и конструктивные элементы швов сварных соединений
5264-80 Ручная
Виды сварных соединений
Различают следующие виды сварных соединений: стыковое ,
нахлесточное,
угловое,
Виды сварных соединений
Различают следующие виды сварных соединений: стыковое ,
нахлесточное,
угловое,
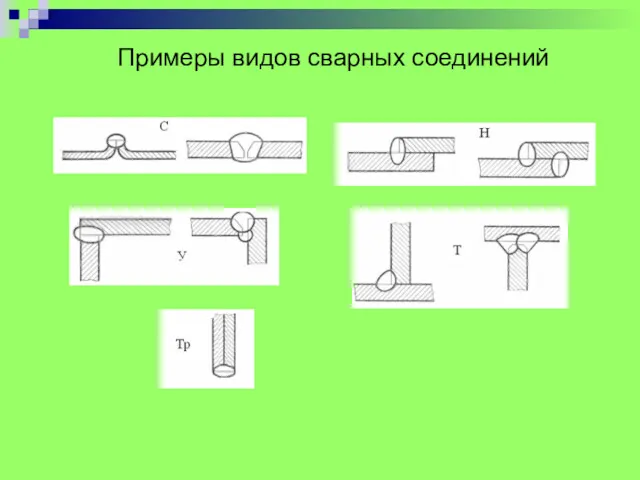
Примеры видов сварных соединений
Примеры видов сварных соединений
Графическое изображение сварного соединения
Условные изображения и обозначения швов сварных соединений
Графическое изображение сварного соединения
Условные изображения и обозначения швов сварных соединений
Условное обозначение стандартного шва
В условном обозначении стандартного сварного шва или одиночной
Условное обозначение стандартного шва
В условном обозначении стандартного сварного шва или одиночной
ГОСТ 5264-80-
Н1-
7-
50/100
ГОСТ 5264-80-
Н1-
7-
50/100
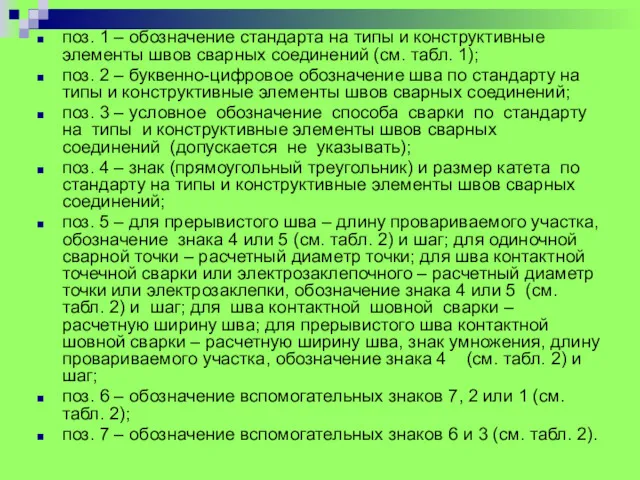
поз. 1 – обозначение стандарта на типы и конструктивные элементы швов
поз. 1 – обозначение стандарта на типы и конструктивные элементы швов
Размеры знаков условного обозначения
При нанесении условного обозначения необходимо помнить, что вспомогательные
Размеры знаков условного обозначения
При нанесении условного обозначения необходимо помнить, что вспомогательные
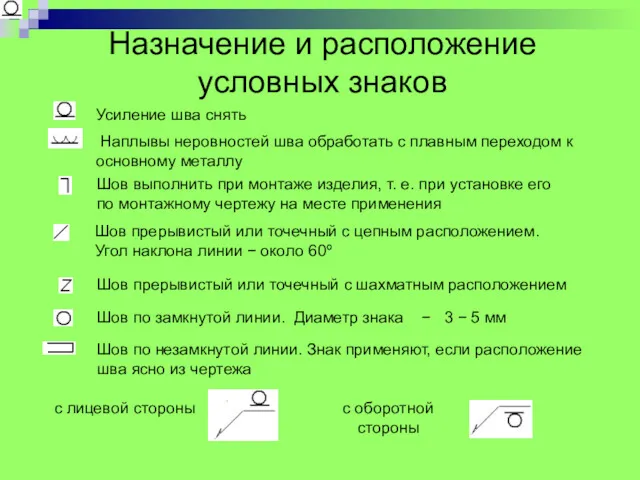
Усиление шва снять
Назначение и расположение условных знаков
Наплывы неровностей
Усиление шва снять
Назначение и расположение условных знаков
Наплывы неровностей
Примеры условных изображений сварных соединений
Шов стыкового соединения со скосом одной
Примеры условных изображений сварных соединений
Шов стыкового соединения со скосом одной
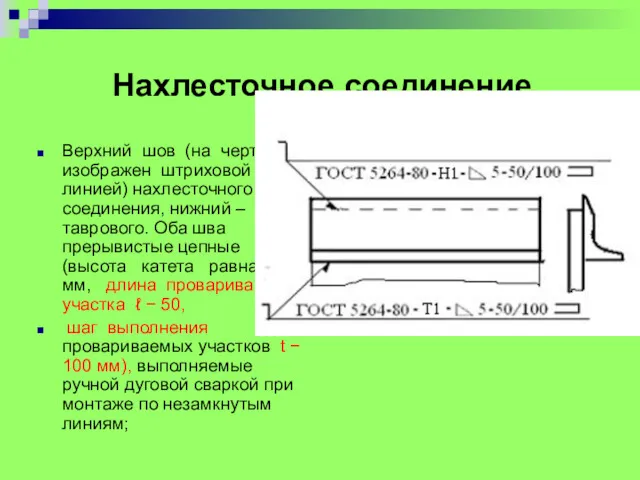
Нахлесточное соединение
Верхний шов (на чертеже изображен штриховой линией) нахлесточного соединения, нижний
Нахлесточное соединение
Верхний шов (на чертеже изображен штриховой линией) нахлесточного соединения, нижний
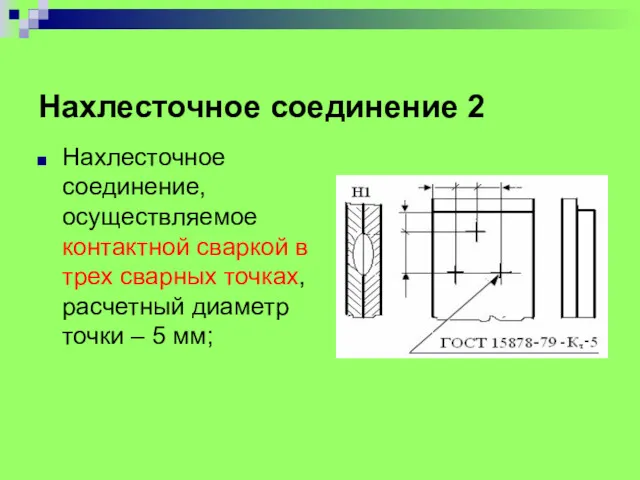
Нахлесточное соединение 2
Нахлесточное соединение, осуществляемое контактной сваркой в трех сварных точках,
Нахлесточное соединение 2
Нахлесточное соединение, осуществляемое контактной сваркой в трех сварных точках,
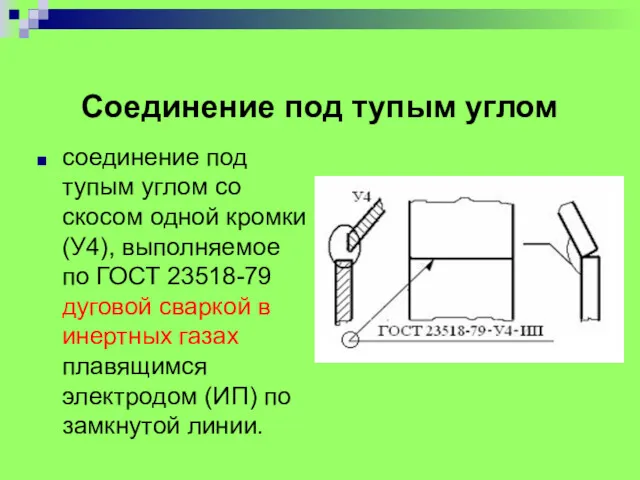
Соединение под тупым углом
соединение под тупым углом со скосом одной кромки
Соединение под тупым углом
соединение под тупым углом со скосом одной кромки
ИЗОБРАЖЕНИЕ ПАЯНЫХ СОЕДИНЕНИЙ
Пайкой называется процесс получения неразъемного соединения путем местного
ИЗОБРАЖЕНИЕ ПАЯНЫХ СОЕДИНЕНИЙ
Пайкой называется процесс получения неразъемного соединения путем местного
Виды припоя
ПОС – оловянно-свинцовые,
ПСр – серебряные,
ПП – цинковые,
Виды припоя
ПОС – оловянно-свинцовые,
ПСр – серебряные,
ПП – цинковые,
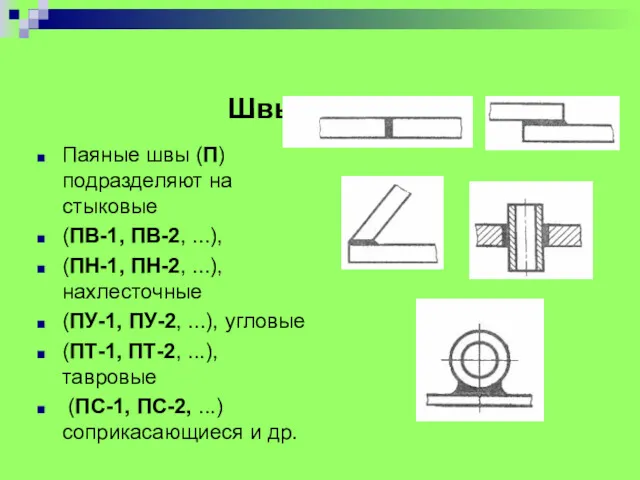
Швы паяные
Паяные швы (П) подразделяют на стыковые
(ПВ-1, ПВ-2, ...),
(ПН-1,
Швы паяные
Паяные швы (П) подразделяют на стыковые
(ПВ-1, ПВ-2, ...),
(ПН-1,
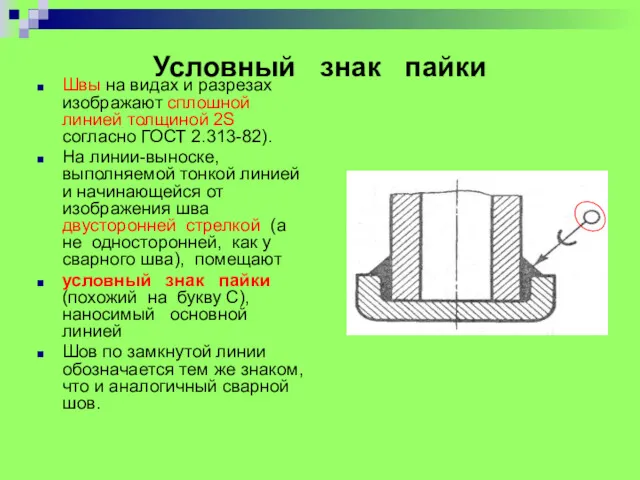
Условный знак пайки
Швы на видах и разрезах изображают сплошной линией толщиной
Условный знак пайки
Швы на видах и разрезах изображают сплошной линией толщиной
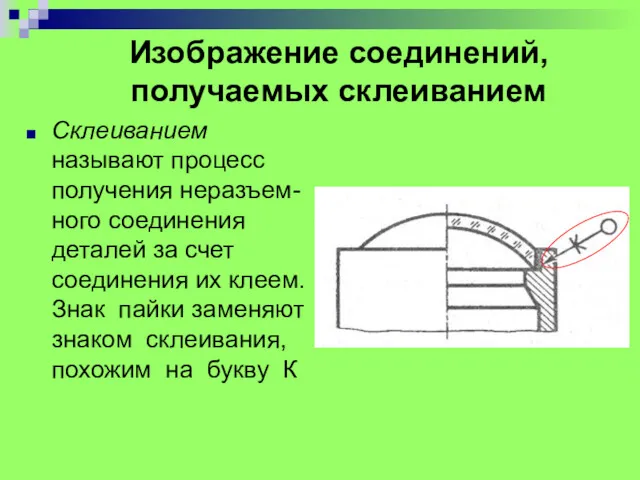
Изображение соединений, получаемых склеиванием
Склеиванием называют процесс получения неразъем- ного соединения деталей
Изображение соединений, получаемых склеиванием
Склеиванием называют процесс получения неразъем- ного соединения деталей
 Размеры и правила их простановки
Размеры и правила их простановки Комплект конструкторской документации на сборочную единицу
Комплект конструкторской документации на сборочную единицу Блокированный дом на 2 семьи
Блокированный дом на 2 семьи Начертательная геометрия и инженерная графика
Начертательная геометрия и инженерная графика Задание плоскости на чертеже. Взаимное положение прямой и плоскости, двух плоскостей. Проекции многогранников. Лекция 2
Задание плоскости на чертеже. Взаимное положение прямой и плоскости, двух плоскостей. Проекции многогранников. Лекция 2 Сечения. Назначения сечений
Сечения. Назначения сечений Выполнение основных видов модели. Построение третьего вида по двум данным
Выполнение основных видов модели. Построение третьего вида по двум данным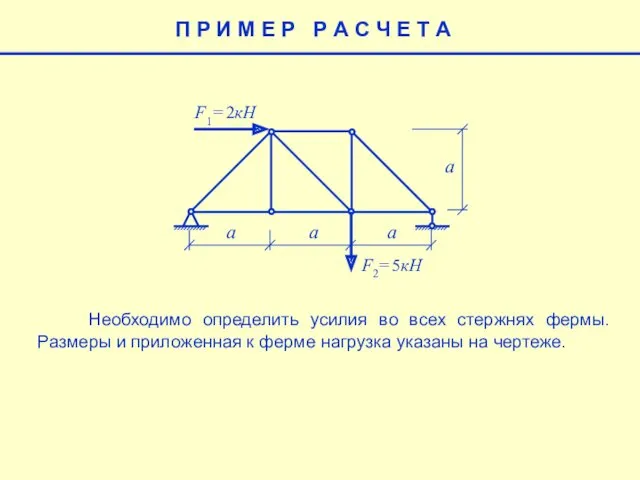 Определить усилия во всех стержнях фермы методом вырезания узлов
Определить усилия во всех стержнях фермы методом вырезания узлов Разрезы
Разрезы Чертеж детали и сборочный чертеж.. 6 класс
Чертеж детали и сборочный чертеж.. 6 класс Аксонометрические проекции
Аксонометрические проекции Складки (3)
Складки (3) Построение третьего вида по двум заданным. Построение проекций точки, лежащей на грани предмета
Построение третьего вида по двум заданным. Построение проекций точки, лежащей на грани предмета Разрезы. Обозначение фигуры сечения
Разрезы. Обозначение фигуры сечения Аксонометрические проекции окружностей. 8 класс
Аксонометрические проекции окружностей. 8 класс Архитектура. Построение плана здания
Архитектура. Построение плана здания Разрезы. Назначение и виды
Разрезы. Назначение и виды Перспектива комнаты
Перспектива комнаты Шероховатость ГОСТ 2.309-73
Шероховатость ГОСТ 2.309-73 Расчет проёмов кирпичных стен. Задание 2
Расчет проёмов кирпичных стен. Задание 2 Поверхности. Основные понятия и определения
Поверхности. Основные понятия и определения Пересечение поверхностей вращения
Пересечение поверхностей вращения Чертежи по СКГ
Чертежи по СКГ Виды соединений составных частей изделия
Виды соединений составных частей изделия Предмет черчения. Материалы, принадлежности, чертежные инструменты
Предмет черчения. Материалы, принадлежности, чертежные инструменты Чертежи предметов с использованием геометрических построений
Чертежи предметов с использованием геометрических построений Сборочный чертеж. (14)
Сборочный чертеж. (14) Уклон и конусность
Уклон и конусность