Регламентация конструкторских работ при проектировании ОЭП. Конструкторская документация презентация
- Регламентация конструкторских работ при проектировании ОЭП. Конструкторская документация

Содержание
- 2. Организация процесса проектирования определяется степенью новизны и сложностью решаемой задачи. В зависимости от степени новизны различаются:
- 3. - Существенная модернизация приводит к значительному улучшению основных показателей качества прибора за счет существенного изменения параметров
- 4. При создании новых ОЭП процессу собственно проектирования – опытно-конструкторским работам (ОКР) – обычно предшествуют научно-исследовательские работы
- 5. Последовательность разработки и изготовления промышленных изделий в настоящее время регламентируется группой государственных стандартов, входящих в Единую
- 6. Согласно ГОСТ 2.103 - 2013 этапы проектно – конструкторской работы и стадии разработки конструкторской документации (КД)
- 7. Рис. 1. Этапы проектно – конструкторской работы
- 8. Следует отметить, что в зависимости от назначения и области применения прибора (системы), необходимых сроков разработки, а
- 9. Техническое задание (ТЗ) - документ, с которого начинается разработка любого ОЭП, устанавливающий его основное назначение, область
- 10. Техническое предложение (ТП) является первоначальной стадией разработки конструкторской документации. ТП разрабатывают в целях выявления дополнительных или
- 11. На этом этапе выполняются расчеты, подтверждающие работоспособность того или иного решения. Некоторые решения проверяются путем экспериментальных
- 12. Следует уже при проведении данного этапа проектирования стремиться к выбору оптимального варианта прибора, так как это
- 13. Выпускаемая на этом этапе КД содержит: функциональные схемы возможных вариантов решений ОЭП; упрощенные чертежи общего вида;
- 14. Эскизное проектирование (ЭП) является проектной стадией разработки КД, разрабатываемой в соответствии с ТЗ с целью получения
- 15. Выпускаемая КД содержит: основные схемы ОЭП (оптическую, кинематическую, электрическую); чертежи общего вида (с возможными упрощениями) и
- 16. Эскизный проект рассматривается заинтересованными организациями и защищается в установленном порядке. Выявленные в результате рассмотрения и защиты
- 17. Технический проект является проектной стадией разработки КД и его следует разрабатывать в соответствии с ТЗ с
- 18. разработка принципиальных схем, схем соединений; составление номенклатуры покупных изделий; согласование габаритных, установочных и присоединительных размеров; анализ
- 19. Как правило, разработка технического проекта сопровождается большим объемом макетирования. Макеты создаются с целью проверки основных конструктивных
- 20. Выпускаемая КД включает: чертежи общего вида и сборочных единиц; габаритный чертеж; чертежи всех схем; ведомость покупных
- 21. Рабочий проект выполняется с целью создания и отработки полного комплекта конструкторской документации ОЭП, достаточной для изготовления
- 22. Основные виды работ при РП: выполнение чертежей всех деталей конструкции оптико-электронного прибора; разработка требований и методики
- 23. разработка технологических процессов изготовления наиболее сложных и ответственных деталей. составление ведомостей покупных изделий, марок и сортаментов
- 24. Рабочие чертежи должны обеспечивать возможность оптимального применения: стандартных и покупных изделий; рационально ограниченную номенклатуру материалов; необходимую
- 25. В процессе РП выполняются контрольно-сборочные чертежи узлов и прибора в целом для выявления ошибок в рабочих
- 26. Рабочие чертежи деталей и сборочные чертежи являются основной документацией, руководствуясь которой можно осуществить изготовление опытного образца
- 27. После подготовки и утверждения всей необходимой документации изготавливается опытный образец или партия приборов. Изготовленные образцы передаются
- 28. Следует заметить, что не все из перечисленных этапов обязательны к выполнению как самостоятельные, например может быть
- 29. Конструкторские документы (КД) – графические и текстовые документы, в отдельности или в совокупности определяющие состав и
- 30. На всех этапах жизненного цикла (разработка - производство - эксплуатация) ОЭП сопровождает техническая документация (ТД). Состав
- 31. единая система технологической документации (ЕСТД); единая система программной документации (ЕСПД); единая система технологической подготовки производства (ЕСТПП);
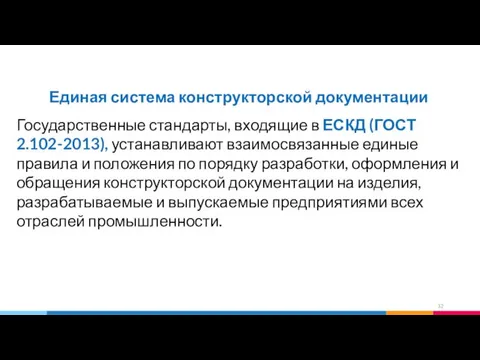
- 32. Единая система конструкторской документации Государственные стандарты, входящие в ЕСКД (ГОСТ 2.102-2013), устанавливают взаимосвязанные единые правила и
- 33. Стандартам ЕСКД присваивают обозначения по классификационному принципу. Номер стандарта составляется из цифры, присвоенной классу стандартов ЕСКД,
- 34. Таблица 1. Перечень классификационных групп стандартов ЕСКД
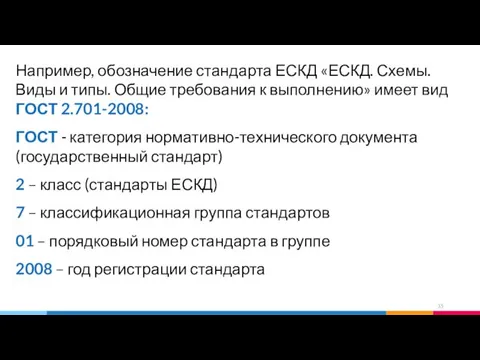
- 35. Например, обозначение стандарта ЕСКД «ЕСКД. Схемы. Виды и типы. Общие требования к выполнению» имеет вид ГОСТ
- 36. Разработка и изготовление любого ОЭП связаны с выпуском КД, которая полностью и однозначно определяют все необходимые
- 37. Согласно действующему стандарту (ГОСТ 2.102-2013) к конструкторской документации относятся следующие графические и текстовые документы: чертеж детали,
- 38. чертеж общего вида (ВО), определяющий конструкцию прибора, взаимодействие его основных составных частей и поясняющий принцип работы
- 39. монтажный чертеж (МЧ) – упрощенное изображение прибора с данными, необходимыми для его установки на месте эксплуатации;
- 40. ведомости: - спецификаций (ВС); - ссылочных документов (ВД); - покупных изделий (ВП); - согласования применения изделий
- 41. пояснительная записка (ПЗ) содержит описание прибора и принципа его действия, а также обоснование принятых при разработке
- 42. карта технического уровня и качества изделия (КУ), характеризующая уровень качества прибора, соответствие его технических и экономических
- 43. Помимо конструкторских документов в соответствии с действующим стандартом (ГОСТ 2.601-2013) разрабатывается комплект эксплуатационных документов, в том
- 44. технический паспорт (ПС) и формуляр (ФО) – документы, сопровождающие прибор в процессе эксплуатации; ведомость ЗИП (ЗИ)
- 45. Технический паспорт включает основные номинальные технические характеристики прибора, результаты исследования технических характеристик, состав комплекта, свидетельство о
- 46. Состав ремонтных документов определяется действующим стандартом (ГОСТ 2.602-2013). Эти документы предусматривают восстановление технических параметров прибора при
- 47. В соответствии с действующим стандартом (ГОСТ 2.701-2008) виды схем обозначаются буквами, а их типы – цифрами.
- 48. Схемы в зависимости от их типа имеют следующие обозначения: 1 – структурные 2 – функциональные 3
- 49. Например, схема электрическая функциональная имеет шифр Э2. Специфическими конструкторскими документами ОЭП являются комбинированная функциональная и оптическая
- 50. Рис. 2 Комбинированная функциональная схема
- 51. Функциональная схема выполняется без соблюдения масштаба, действительное пространственное расположение составных частей прибора либо не учитывается вообще,
- 52. При выполнении схемы необходимо пользоваться условными графическими изображениями, установленными ГОСТами. При отсутствии соответствующего стандартизованного условного обозначения
- 53. Условные графические обозначения, стандартизованные или построенные на основе стандартизированных обозначений, на схемах не поясняются. Элементы, составляющие
- 54. Технические характеристики элементов или частей схемы следует указывать рядом с графическим обозначением или на свободном поле
- 55. Оптические схемы выполняются в соответствии с действующим стандартом (ГОСТ 2.412-81) в определенном масштабе. При разработке ОЭП
- 56. Рис. 3 Схема оптическая принципиальная
- 57. Схема соединений показывает соединения составных частей изделия и определяет провода, жгуты и кабели, которыми осуществляются эти
- 58. Схема расположения задает относительное положение составных частей изделия, а при необходимости проводов, жгутов, кабелей, светопроводов. Все
- 59. При разработке рабочих чертежей деталей, сборочных, общих видов, габаритных и монтажных чертежей, при оформлении текстовых документов
- 60. Кодирование и идентификация технической документации. Для обеспечения документооборота внутри предприятия, беспрепятственного обмена документацией между предприятиями без
- 61. В документ могут вноситься изменения, однако его код должен оставаться неизменным. Факт внесения изменений вносится в
- 62. ГОСТ 2.201-80. Единая система конструкторской документации (ЕСКД). Обозначение изделий и конструкторских документов (с Поправками). Настоящий стандарт
- 63. Кроме кода конструкторско-технологические документы характеризуются набором базовых показателей, представляемых для каждого документа в штампе, обычно располагающемся
- 64. Требования к оформлению чертежей оптических деталей При изображении оптической детали используют общие правила машиностроительного и приборостроительного
- 65. Правила выполнения чертежей и схем оптических изделий установлены действующим ГОСТ 2.412-81, требования и рекомендации по оформлению
- 66. Радиусы кривизны сферических поверхностей деталей обозначают буквой ?, их выбирают по действующему стандарту (ГОСТ 1807-75) (что
- 67. В правой верхней части чертежа оптической детали помещают таблицу, состоящую из трех частей: в первой части
- 68. Первую часть таблицы заполняют в соответствии с ГОСТ 23136-93 (Материалы оптические. Параметры) и действующими техническими условиями
- 69. категорию по показателю ослабления; категорию и класс бессвильности; группу, категорию и класс пузырности; категорию по радиационно-оптической
- 70. Например, свили – области, отличающиеся от основной массы стекла химическим составом, а следовательно, оптическими и механическими
- 75. В ряде случаев (большие поверхности, асферические поверхности) контроль формы поверхности детали осуществляется не пробными стеклами, а
- 76. Допуск на местные ошибки устанавливают более жесткий (строгий) по сравнению с допуском на общую ошибку (примерно
- 77. При знаке плюс наблюдается воздушный зазор на краю (касание в центре – «общий бугор»), а при
- 79. Нужно учитывать: материал, из которого изготовлена деталь; возможные технологические методы изготовления; спектральный диапазон работы; расположение детали
- 81. Допуск на погрешности форм рабочих поверхностей линзы (выполненной из стекла) объектива, работающего в видимом спектральном диапазоне,
- 83. Очень трудно не допустить появления царапин и точек на полированных оптических поверхностях. Главными причинами их образования
- 84. Допустимые клиновидность ? пластин, пирамидальность ? и разность одинаковых углов ? призм рассчитываются исходя из допустимых
- 85. Клиновидность – отклонение от параллельности наружных поверхностей. Пирамидальность призмы измеряют автоколлимационным способом. Контролируемую призму помещают на
- 86. Искажения изображения, вызванные неидеальностью оптических систем, называются аберрациями. Аберрации - хроматические и монохроматические (сферическая продольная и
- 87. Фокусное расстояние - расстояние от главной плоскости до фокуса. Фокус - точка на оптической оси в
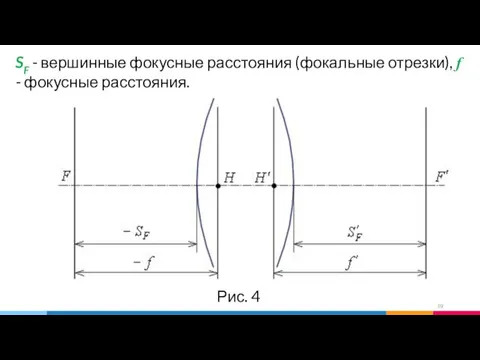
- 88. Главные плоскости (рис. 4) - пара условных сопряженных плоскостей, расположенных перпендикулярно оптической оси, для которых линейное
- 89. SF - вершинные фокусные расстояния (фокальные отрезки), f - фокусные расстояния. Рис. 4
- 90. Расстояние от передней (первой по ходу луча) оптической поверхности до переднего фокуса - переднее, а расстояние
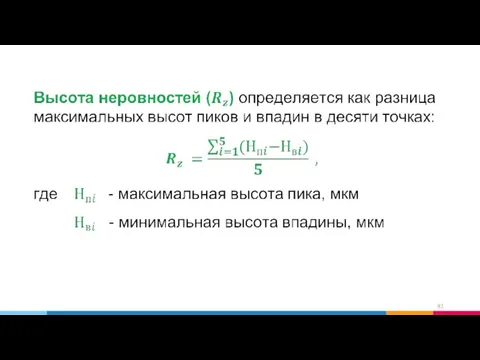
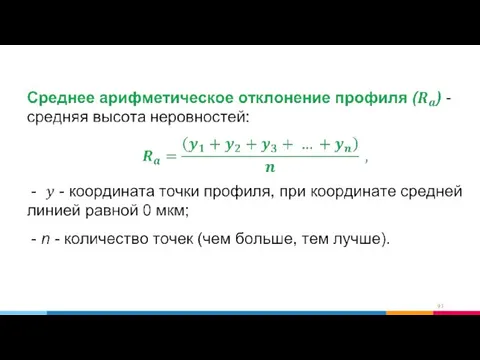
- 91. Шероховатость поверхности – совокупность неровностей, образующих микрорельеф поверхности детали. Допуски на шероховатость поверхностей различны для рабочих
- 95. Обозначение шероховатости на чертежах. В соответствии с изменениями № 3 к действующему стандарту (ГОСТ 2.309-73. Обозначения
- 96. Рис. 5 Структура обозначения шероховатости поверхности
- 99. В случаях, когда материал детали (например, бериллий, карбид кремния, титановые и алюминиевые сплавы, из которых часто
- 100. Оптические поверхности деталей, работающие с мощным лазерным излучением, обрабатываются с применением методов глубокого шлифования и полировки
- 101. На силовую деталь (линзу, зеркало) устанавливают допустимое значение ее децентрировки. Под децентрировкой понимают смещение центра(ов) кривизны
- 102. Расчет допустимых значений децентрировки осуществляется исходя из допустимых значений вызываемых ею дефектов (смещения изображения, аберраций: комы,
- 103. На кромках оптических деталей, как правило, наносят фаски: защитные (технологические), служащие для удаления микротрещин и выколок,
- 104. конструктивные, служащие для удаления излишков стекла или для базирования детали (центрировка, обеспечение воздушных промежутков между деталями)
- 105. На преломляющие и отражающие рабочие поверхности оптических деталей обычно наносят оптические покрытия – тонкие пленки различных
- 106. фильтрующие, поляризующие, спектроделителъные (изменяющие спектральный состав, состояние поляризации и фазовые характеристики излучения); электропроводящие и защитные (они
- 107. Условные обозначения видов покрытий на чертежах оптических деталей указываются в соответствии с ГОСТ 2.412-81. Покрытия могут
- 108. Рис. 6. Обозначения оптических покрытий
- 109. Оформление оптических схем Оформление оптических схем согласно действующему стандарту (ГОСТ 2.412-81) должно выполняться в соответствии со
- 110. 3. Все движущиеся детали (вращающиеся или перемещающиеся вдоль или перпендикулярно к оптической оси системы) следует изображать
- 111. 4. На оптической схеме следует указывать: апертурные диафрагмы и положения зрачков; положения фокальных плоскостей, плоскостей изображения
- 112. 5. На оптической схеме следует приводить: основные оптические характеристики системы в зависимости от типа, при необходимости
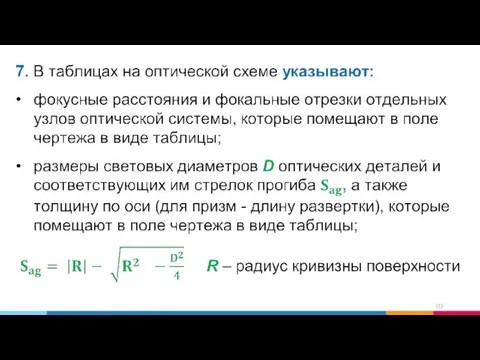
- 113. 6. На оптической схеме следует проставлять: диаметры диафрагмы и размеры зрачков, размеры тела накала или иных
- 114. размеры, определяющие положение оптической системы относительно механической части прибора, например размер, определяющий положение объектива микроскопа относительно
- 116. спецификацию - перечень деталей, входящих в состав оптической схемы с указанием позиции, формата и номера чертежа,
- 117. Рис. 7. Пример оформления оптической схемы оптико-электронного преобразователя
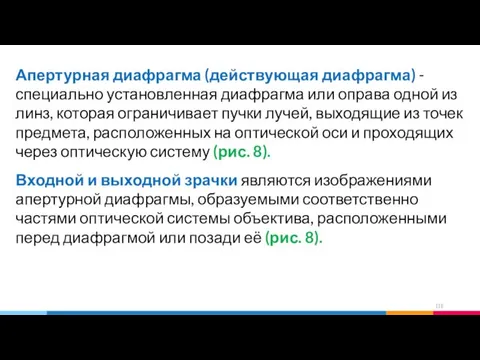
- 118. Апертурная диафрагма (действующая диафрагма) - специально установленная диафрагма или оправа одной из линз, которая ограничивает пучки
- 119. Рис. 8
- 120. Полевая диафрагма - диафрагма, ограничивающая линейное поле оптической системы в пространстве предметов или в пространстве изображений.
- 122. Скачать презентацию
Организация процесса проектирования определяется степенью новизны и сложностью решаемой задачи.
В зависимости
Организация процесса проектирования определяется степенью новизны и сложностью решаемой задачи.
В зависимости
- Существенная модернизация приводит к значительному улучшению основных показателей качества прибора
- Существенная модернизация приводит к значительному улучшению основных показателей качества прибора
При создании новых ОЭП процессу собственно проектирования – опытно-конструкторским работам (ОКР)
При создании новых ОЭП процессу собственно проектирования – опытно-конструкторским работам (ОКР)
Последовательность разработки и изготовления промышленных изделий в настоящее время регламентируется группой
Последовательность разработки и изготовления промышленных изделий в настоящее время регламентируется группой

Согласно ГОСТ 2.103 - 2013 этапы проектно – конструкторской работы и
Согласно ГОСТ 2.103 - 2013 этапы проектно – конструкторской работы и
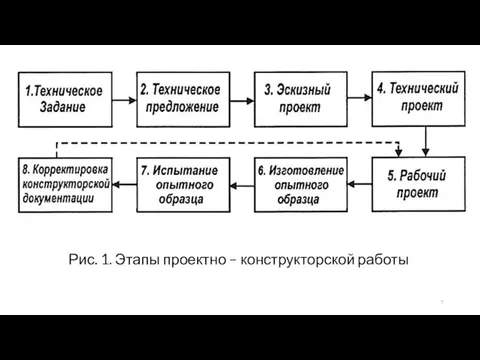
Рис. 1. Этапы проектно – конструкторской работы
Рис. 1. Этапы проектно – конструкторской работы
Следует отметить, что в зависимости от назначения и области применения прибора
Следует отметить, что в зависимости от назначения и области применения прибора
Техническое задание (ТЗ) - документ, с которого начинается разработка любого ОЭП,
Техническое задание (ТЗ) - документ, с которого начинается разработка любого ОЭП,
Техническое предложение (ТП) является первоначальной стадией разработки конструкторской документации. ТП разрабатывают
Техническое предложение (ТП) является первоначальной стадией разработки конструкторской документации. ТП разрабатывают
На этом этапе выполняются расчеты, подтверждающие работоспособность того или иного решения.
На этом этапе выполняются расчеты, подтверждающие работоспособность того или иного решения.
Следует уже при проведении данного этапа проектирования стремиться к выбору оптимального
Следует уже при проведении данного этапа проектирования стремиться к выбору оптимального

Выпускаемая на этом этапе КД содержит:
функциональные схемы возможных вариантов решений ОЭП;
упрощенные
Выпускаемая на этом этапе КД содержит:
функциональные схемы возможных вариантов решений ОЭП;
упрощенные
Эскизное проектирование (ЭП) является проектной стадией разработки КД, разрабатываемой в соответствии
Эскизное проектирование (ЭП) является проектной стадией разработки КД, разрабатываемой в соответствии
Выпускаемая КД содержит:
основные схемы ОЭП (оптическую, кинематическую, электрическую);
чертежи общего вида
Выпускаемая КД содержит:
основные схемы ОЭП (оптическую, кинематическую, электрическую);
чертежи общего вида
Эскизный проект рассматривается заинтересованными организациями и защищается в установленном порядке.
Выявленные в
Эскизный проект рассматривается заинтересованными организациями и защищается в установленном порядке.
Выявленные в
Технический проект является проектной стадией разработки КД и его следует разрабатывать
Технический проект является проектной стадией разработки КД и его следует разрабатывать
разработка принципиальных схем, схем соединений;
составление номенклатуры покупных изделий;
согласование габаритных, установочных и
разработка принципиальных схем, схем соединений;
составление номенклатуры покупных изделий;
согласование габаритных, установочных и
Как правило, разработка технического проекта сопровождается большим объемом макетирования.
Макеты создаются с
Как правило, разработка технического проекта сопровождается большим объемом макетирования.
Макеты создаются с
Выпускаемая КД включает:
чертежи общего вида и сборочных единиц;
габаритный чертеж;
Выпускаемая КД включает:
чертежи общего вида и сборочных единиц;
габаритный чертеж;
Рабочий проект выполняется с целью создания и отработки полного комплекта конструкторской
Рабочий проект выполняется с целью создания и отработки полного комплекта конструкторской
Основные виды работ при РП:
выполнение чертежей всех деталей конструкции оптико-электронного прибора;
разработка
Основные виды работ при РП:
выполнение чертежей всех деталей конструкции оптико-электронного прибора;
разработка
разработка технологических процессов изготовления наиболее сложных и ответственных деталей.
составление ведомостей покупных
разработка технологических процессов изготовления наиболее сложных и ответственных деталей.
составление ведомостей покупных
Рабочие чертежи должны обеспечивать возможность оптимального применения:
стандартных и покупных изделий;
рационально ограниченную
Рабочие чертежи должны обеспечивать возможность оптимального применения:
стандартных и покупных изделий;
рационально ограниченную
В процессе РП выполняются контрольно-сборочные чертежи узлов и прибора в целом
В процессе РП выполняются контрольно-сборочные чертежи узлов и прибора в целом
Рабочие чертежи деталей и сборочные чертежи являются основной документацией, руководствуясь которой
Рабочие чертежи деталей и сборочные чертежи являются основной документацией, руководствуясь которой
После подготовки и утверждения всей необходимой документации изготавливается опытный образец или
После подготовки и утверждения всей необходимой документации изготавливается опытный образец или
Следует заметить, что не все из перечисленных этапов обязательны к выполнению
Следует заметить, что не все из перечисленных этапов обязательны к выполнению
Конструкторские документы (КД) – графические и текстовые документы, в отдельности или
Конструкторские документы (КД) – графические и текстовые документы, в отдельности или
На всех этапах жизненного цикла (разработка - производство - эксплуатация) ОЭП
На всех этапах жизненного цикла (разработка - производство - эксплуатация) ОЭП
единая система технологической документации (ЕСТД);
единая система программной документации (ЕСПД);
единая система технологической
единая система технологической документации (ЕСТД);
единая система программной документации (ЕСПД);
единая система технологической
Единая система конструкторской документации
Государственные стандарты, входящие в ЕСКД (ГОСТ 2.102-2013), устанавливают
Единая система конструкторской документации
Государственные стандарты, входящие в ЕСКД (ГОСТ 2.102-2013), устанавливают
Стандартам ЕСКД присваивают обозначения по классификационному принципу.
Номер стандарта составляется из
Стандартам ЕСКД присваивают обозначения по классификационному принципу.
Номер стандарта составляется из
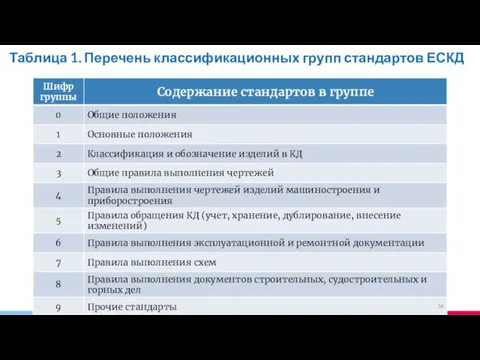
Таблица 1. Перечень классификационных групп стандартов ЕСКД
Таблица 1. Перечень классификационных групп стандартов ЕСКД
Например, обозначение стандарта ЕСКД «ЕСКД. Схемы. Виды и типы. Общие требования
Например, обозначение стандарта ЕСКД «ЕСКД. Схемы. Виды и типы. Общие требования
Разработка и изготовление любого ОЭП связаны с выпуском КД, которая полностью
Разработка и изготовление любого ОЭП связаны с выпуском КД, которая полностью
Согласно действующему стандарту (ГОСТ 2.102-2013) к конструкторской документации относятся следующие графические
Согласно действующему стандарту (ГОСТ 2.102-2013) к конструкторской документации относятся следующие графические
чертеж общего вида (ВО), определяющий конструкцию прибора, взаимодействие его основных составных
чертеж общего вида (ВО), определяющий конструкцию прибора, взаимодействие его основных составных
монтажный чертеж (МЧ) – упрощенное изображение прибора с данными, необходимыми для
монтажный чертеж (МЧ) – упрощенное изображение прибора с данными, необходимыми для
ведомости:
- спецификаций (ВС);
- ссылочных документов (ВД);
- покупных изделий (ВП);
- согласования
ведомости:
- спецификаций (ВС);
- ссылочных документов (ВД);
- покупных изделий (ВП);
- согласования
пояснительная записка (ПЗ) содержит описание прибора и принципа его действия, а
пояснительная записка (ПЗ) содержит описание прибора и принципа его действия, а
карта технического уровня и качества изделия (КУ), характеризующая уровень качества прибора,
карта технического уровня и качества изделия (КУ), характеризующая уровень качества прибора,
Помимо конструкторских документов в соответствии с действующим стандартом (ГОСТ 2.601-2013) разрабатывается
Помимо конструкторских документов в соответствии с действующим стандартом (ГОСТ 2.601-2013) разрабатывается
технический паспорт (ПС) и формуляр (ФО) – документы, сопровождающие прибор в
технический паспорт (ПС) и формуляр (ФО) – документы, сопровождающие прибор в
Технический паспорт включает основные номинальные технические характеристики прибора, результаты исследования технических
Технический паспорт включает основные номинальные технические характеристики прибора, результаты исследования технических
Состав ремонтных документов определяется действующим стандартом (ГОСТ 2.602-2013).
Эти документы предусматривают
Состав ремонтных документов определяется действующим стандартом (ГОСТ 2.602-2013).
Эти документы предусматривают
В соответствии с действующим стандартом (ГОСТ 2.701-2008) виды схем обозначаются буквами,
В соответствии с действующим стандартом (ГОСТ 2.701-2008) виды схем обозначаются буквами,
Схемы в зависимости от их типа имеют следующие обозначения:
1 – структурные
2
Схемы в зависимости от их типа имеют следующие обозначения:
1 – структурные
2
Например, схема электрическая функциональная имеет шифр Э2.
Специфическими конструкторскими документами ОЭП являются
Например, схема электрическая функциональная имеет шифр Э2.
Специфическими конструкторскими документами ОЭП являются

Рис. 2 Комбинированная функциональная схема
Рис. 2 Комбинированная функциональная схема
Функциональная схема выполняется без соблюдения масштаба, действительное пространственное расположение составных частей
Функциональная схема выполняется без соблюдения масштаба, действительное пространственное расположение составных частей
При выполнении схемы необходимо пользоваться условными графическими изображениями, установленными ГОСТами.
При
При выполнении схемы необходимо пользоваться условными графическими изображениями, установленными ГОСТами.
При
Условные графические обозначения, стандартизованные или построенные на основе стандартизированных обозначений, на
Условные графические обозначения, стандартизованные или построенные на основе стандартизированных обозначений, на
Технические характеристики элементов или частей схемы следует указывать рядом с графическим
Технические характеристики элементов или частей схемы следует указывать рядом с графическим

Оптические схемы выполняются в соответствии с действующим стандартом (ГОСТ 2.412-81) в
Оптические схемы выполняются в соответствии с действующим стандартом (ГОСТ 2.412-81) в

Рис. 3 Схема оптическая принципиальная
Рис. 3 Схема оптическая принципиальная

Схема соединений показывает соединения составных частей изделия и определяет провода, жгуты
Схема соединений показывает соединения составных частей изделия и определяет провода, жгуты
Схема расположения задает относительное положение составных частей изделия, а при необходимости
Схема расположения задает относительное положение составных частей изделия, а при необходимости
При разработке рабочих чертежей деталей, сборочных, общих видов, габаритных и монтажных
При разработке рабочих чертежей деталей, сборочных, общих видов, габаритных и монтажных
Кодирование и идентификация технической документации. Для обеспечения документооборота внутри предприятия, беспрепятственного
Кодирование и идентификация технической документации. Для обеспечения документооборота внутри предприятия, беспрепятственного
В документ могут вноситься изменения, однако его код должен оставаться неизменным.
В документ могут вноситься изменения, однако его код должен оставаться неизменным.
ГОСТ 2.201-80. Единая система конструкторской документации (ЕСКД). Обозначение изделий и конструкторских
ГОСТ 2.201-80. Единая система конструкторской документации (ЕСКД). Обозначение изделий и конструкторских
Кроме кода конструкторско-технологические документы характеризуются набором базовых показателей, представляемых для каждого
Кроме кода конструкторско-технологические документы характеризуются набором базовых показателей, представляемых для каждого
Требования к оформлению чертежей оптических деталей
При изображении оптической детали используют общие
Требования к оформлению чертежей оптических деталей
При изображении оптической детали используют общие
Правила выполнения чертежей и схем оптических изделий установлены действующим ГОСТ 2.412-81,
Правила выполнения чертежей и схем оптических изделий установлены действующим ГОСТ 2.412-81,
Радиусы кривизны сферических поверхностей деталей обозначают буквой ?, их выбирают по
Радиусы кривизны сферических поверхностей деталей обозначают буквой ?, их выбирают по

В правой верхней части чертежа оптической детали помещают таблицу, состоящую из
В правой верхней части чертежа оптической детали помещают таблицу, состоящую из
Первую часть таблицы заполняют в соответствии с ГОСТ 23136-93 (Материалы оптические.
Первую часть таблицы заполняют в соответствии с ГОСТ 23136-93 (Материалы оптические.
категорию по показателю ослабления;
категорию и класс бессвильности;
группу, категорию и класс пузырности;
категорию
категорию по показателю ослабления;
категорию и класс бессвильности;
группу, категорию и класс пузырности;
категорию
Например, свили – области, отличающиеся от основной массы стекла химическим составом,
Например, свили – области, отличающиеся от основной массы стекла химическим составом,


В ряде случаев (большие поверхности, асферические поверхности) контроль формы поверхности детали
В ряде случаев (большие поверхности, асферические поверхности) контроль формы поверхности детали
Допуск на местные ошибки устанавливают более жесткий (строгий) по сравнению с
Допуск на местные ошибки устанавливают более жесткий (строгий) по сравнению с
При знаке плюс наблюдается воздушный зазор на краю (касание в центре
При знаке плюс наблюдается воздушный зазор на краю (касание в центре
Нужно учитывать:
материал, из которого изготовлена деталь;
возможные технологические методы изготовления;
спектральный диапазон работы;
расположение
Нужно учитывать:
материал, из которого изготовлена деталь;
возможные технологические методы изготовления;
спектральный диапазон работы;
расположение
Допуск на погрешности форм рабочих поверхностей линзы (выполненной из стекла) объектива,
Допуск на погрешности форм рабочих поверхностей линзы (выполненной из стекла) объектива,

Очень трудно не допустить появления царапин и точек на полированных оптических
Очень трудно не допустить появления царапин и точек на полированных оптических

Допустимые клиновидность ? пластин, пирамидальность ? и разность одинаковых углов ?
Допустимые клиновидность ? пластин, пирамидальность ? и разность одинаковых углов ?
Клиновидность – отклонение от параллельности наружных поверхностей.
Пирамидальность призмы измеряют автоколлимационным способом.
Клиновидность – отклонение от параллельности наружных поверхностей.
Пирамидальность призмы измеряют автоколлимационным способом.
Искажения изображения, вызванные неидеальностью оптических систем, называются аберрациями.
Аберрации - хроматические
Искажения изображения, вызванные неидеальностью оптических систем, называются аберрациями.
Аберрации - хроматические
Фокусное расстояние - расстояние от главной плоскости до фокуса.
Фокус - точка на оптической оси в
Фокусное расстояние - расстояние от главной плоскости до фокуса.
Фокус - точка на оптической оси в
Главные плоскости (рис. 4) - пара условных сопряженных плоскостей, расположенных перпендикулярно оптической
Главные плоскости (рис. 4) - пара условных сопряженных плоскостей, расположенных перпендикулярно оптической
SF - вершинные фокусные расстояния (фокальные отрезки), f - фокусные расстояния.
Рис.
SF - вершинные фокусные расстояния (фокальные отрезки), f - фокусные расстояния.
Рис.
Расстояние от передней (первой по ходу луча) оптической поверхности до переднего
Расстояние от передней (первой по ходу луча) оптической поверхности до переднего
Шероховатость поверхности – совокупность неровностей, образующих микрорельеф поверхности детали.
Допуски на шероховатость
Шероховатость поверхности – совокупность неровностей, образующих микрорельеф поверхности детали.
Допуски на шероховатость

Обозначение шероховатости на чертежах.
В соответствии с изменениями № 3 к
Обозначение шероховатости на чертежах.
В соответствии с изменениями № 3 к
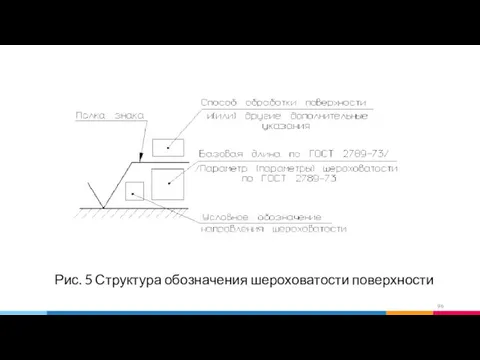
Рис. 5 Структура обозначения шероховатости поверхности
Рис. 5 Структура обозначения шероховатости поверхности
В случаях, когда материал детали (например, бериллий, карбид кремния, титановые и
В случаях, когда материал детали (например, бериллий, карбид кремния, титановые и
Оптические поверхности деталей, работающие с мощным лазерным излучением, обрабатываются с применением
Оптические поверхности деталей, работающие с мощным лазерным излучением, обрабатываются с применением
На силовую деталь (линзу, зеркало) устанавливают допустимое значение ее децентрировки. Под
На силовую деталь (линзу, зеркало) устанавливают допустимое значение ее децентрировки. Под
Расчет допустимых значений децентрировки осуществляется исходя из допустимых значений вызываемых ею
Расчет допустимых значений децентрировки осуществляется исходя из допустимых значений вызываемых ею
На кромках оптических деталей, как правило, наносят фаски:
защитные (технологические), служащие для
На кромках оптических деталей, как правило, наносят фаски:
защитные (технологические), служащие для
конструктивные, служащие для удаления излишков стекла или для базирования детали (центрировка,
конструктивные, служащие для удаления излишков стекла или для базирования детали (центрировка,
На преломляющие и отражающие рабочие поверхности оптических деталей обычно наносят оптические
На преломляющие и отражающие рабочие поверхности оптических деталей обычно наносят оптические
фильтрующие, поляризующие, спектроделителъные (изменяющие спектральный состав, состояние поляризации и фазовые характеристики
фильтрующие, поляризующие, спектроделителъные (изменяющие спектральный состав, состояние поляризации и фазовые характеристики
Условные обозначения видов покрытий на чертежах оптических деталей указываются в соответствии
Условные обозначения видов покрытий на чертежах оптических деталей указываются в соответствии
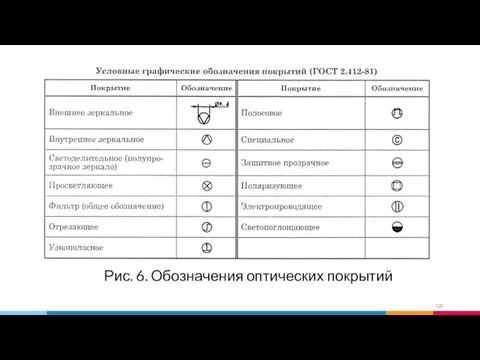
Рис. 6. Обозначения оптических покрытий
Рис. 6. Обозначения оптических покрытий
Оформление оптических схем
Оформление оптических схем согласно действующему стандарту (ГОСТ 2.412-81) должно
Оформление оптических схем
Оформление оптических схем согласно действующему стандарту (ГОСТ 2.412-81) должно
3. Все движущиеся детали (вращающиеся или перемещающиеся вдоль или перпендикулярно к
3. Все движущиеся детали (вращающиеся или перемещающиеся вдоль или перпендикулярно к
4. На оптической схеме следует указывать:
апертурные диафрагмы и положения зрачков;
положения фокальных
4. На оптической схеме следует указывать:
апертурные диафрагмы и положения зрачков;
положения фокальных
5. На оптической схеме следует приводить:
основные оптические характеристики системы в зависимости
5. На оптической схеме следует приводить:
основные оптические характеристики системы в зависимости
6. На оптической схеме следует проставлять:
диаметры диафрагмы и размеры зрачков, размеры
6. На оптической схеме следует проставлять:
диаметры диафрагмы и размеры зрачков, размеры

размеры, определяющие положение оптической системы относительно механической части прибора, например размер,
размеры, определяющие положение оптической системы относительно механической части прибора, например размер,
спецификацию - перечень деталей, входящих в состав оптической схемы с указанием
спецификацию - перечень деталей, входящих в состав оптической схемы с указанием
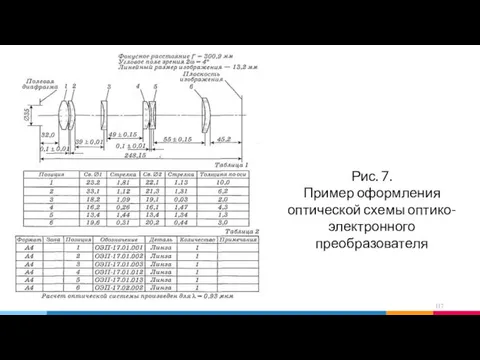
Рис. 7.
Пример оформления оптической схемы оптико-электронного преобразователя
Рис. 7.
Пример оформления оптической схемы оптико-электронного преобразователя
Апертурная диафрагма (действующая диафрагма) - специально установленная диафрагма или оправа одной
Апертурная диафрагма (действующая диафрагма) - специально установленная диафрагма или оправа одной
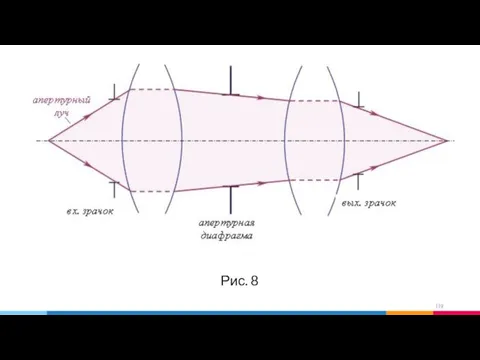
Рис. 8
Рис. 8
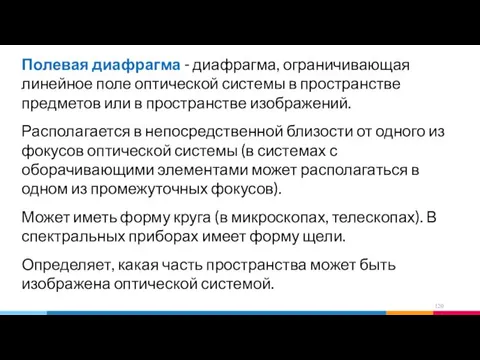
Полевая диафрагма - диафрагма, ограничивающая линейное поле оптической системы в пространстве
Полевая диафрагма - диафрагма, ограничивающая линейное поле оптической системы в пространстве
 Метод проецирования. Ортогональный чертеж точки и прямой линии
Метод проецирования. Ортогональный чертеж точки и прямой линии Способы проецирования. Определения проецирования
Способы проецирования. Определения проецирования Маркшейдерская графическая документация. Требования к графической документации и ее виды
Маркшейдерская графическая документация. Требования к графической документации и ее виды Построение третьего вида по двум данным
Построение третьего вида по двум данным Геометрические тела. Построение фигур на 3 плоскости, точка на поверхности
Геометрические тела. Построение фигур на 3 плоскости, точка на поверхности Контрольная работа по разделу Техническое черчение
Контрольная работа по разделу Техническое черчение Сборочные чертежи
Сборочные чертежи Проецирование. Символы, обозначающие геометрические фигуры
Проецирование. Символы, обозначающие геометрические фигуры Нанесение размеров на рабочих чертежах деталей
Нанесение размеров на рабочих чертежах деталей Чертеж общего вида и сборочный чертеж
Чертеж общего вида и сборочный чертеж Архитектурно-строительные чертежи. Разрез здания
Архитектурно-строительные чертежи. Разрез здания Выполненный вариант контрольной работы по разделу Техническое черчение. (Приложение 3)
Выполненный вариант контрольной работы по разделу Техническое черчение. (Приложение 3) Схемы. Виды и типы схем. Общие требования к выполнению схем
Схемы. Виды и типы схем. Общие требования к выполнению схем Строительное черчение
Строительное черчение Поверхности. Лекция №4
Поверхности. Лекция №4 Рабочий чертёж
Рабочий чертёж Угловая перспектива
Угловая перспектива Проекции плоскости
Проекции плоскости Чертеж детали типа вал
Чертеж детали типа вал Резьбовые соединения. Болтовое соединение
Резьбовые соединения. Болтовое соединение Понятие о стандартах. Форматы. Рамка поля чертежа
Понятие о стандартах. Форматы. Рамка поля чертежа Сбоpочный чеpтеж и спецификация сборочной единицы
Сбоpочный чеpтеж и спецификация сборочной единицы Чертеж плоской детали
Чертеж плоской детали Проектирование участка механического цеха для изготовления детали Проходник №15.02.08. 23.001
Проектирование участка механического цеха для изготовления детали Проходник №15.02.08. 23.001 Виды: основные, дополнительные, местные
Виды: основные, дополнительные, местные Условности и упрощения на сборочных чертежах. Чтение сборочных чертежей
Условности и упрощения на сборочных чертежах. Чтение сборочных чертежей Аксонометрические проекции
Аксонометрические проекции Задачи 40-42 по инженерной графике
Задачи 40-42 по инженерной графике