- Резьба

Содержание
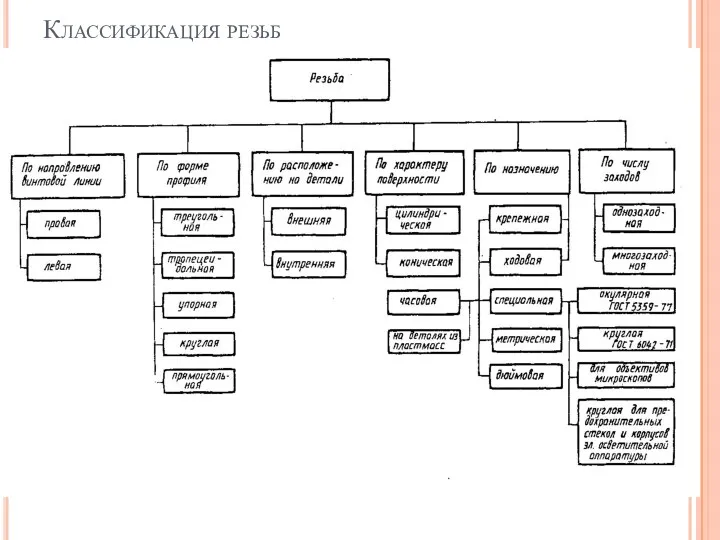
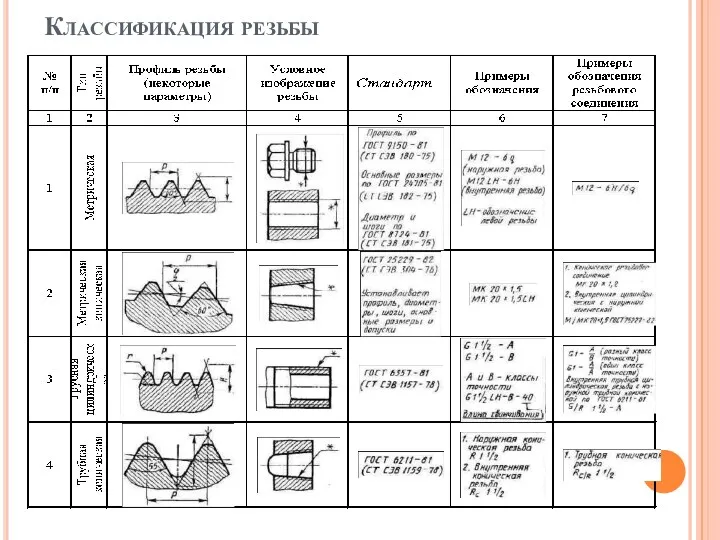
- 2. Классификация резьб
- 3. Основы образования резьбы В основе образования резьбы лежит принцип получения винтовой линии. Винтовая линия – это
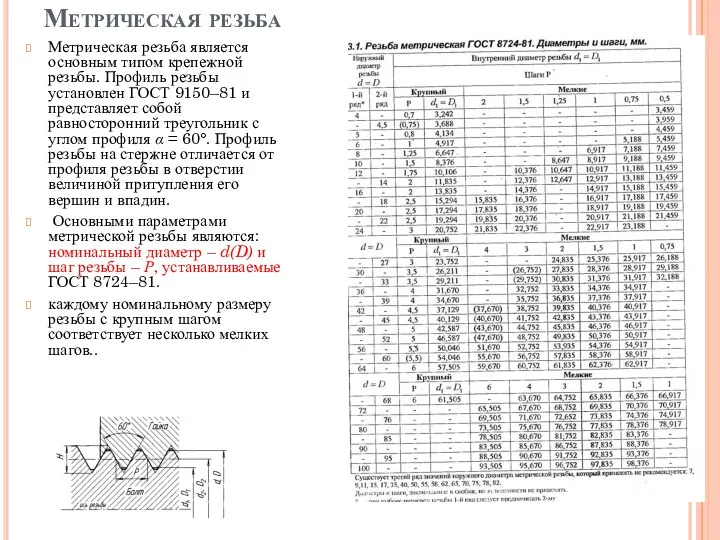
- 4. Метрическая резьба Метрическая резьба является основным типом крепежной резьбы. Профиль резьбы установлен ГОСТ 9150–81 и представляет
- 5. Метрическая резьба обозначается в соответствии с ГОСТ 9150–81. Метрическая резьба подразделяется на резьбу с крупным шагом,
- 6. Дюймовая резьба В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой резьбы. Ранее существовавший ОСТ
- 7. Трубная цилиндрическая резьба В соответствии с ГОСТ 6367–81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т.
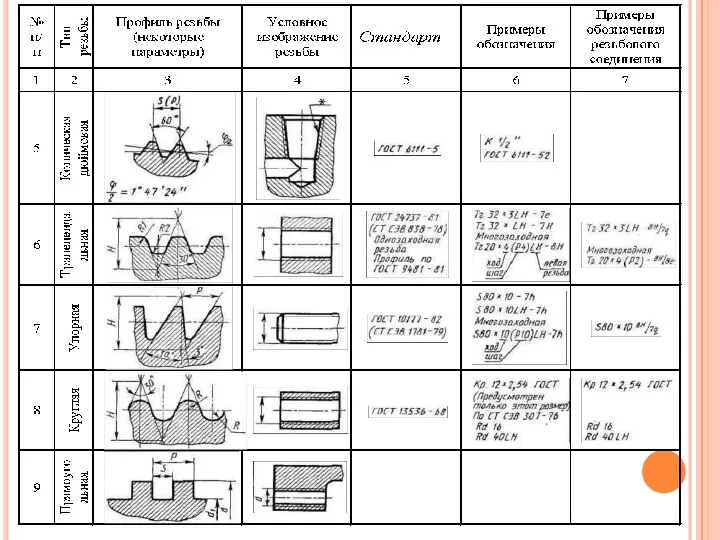
- 8. Трубная коническая резьба Параметры и размеры трубной конической резьбы определены ГОСТ 6211–81, в соответствии с которым
- 9. Трапецеидальная резьба Трапецеидальная резьба имеет форму равнобокой трапеции с углом между боковыми сторонами, равным 30° (см.
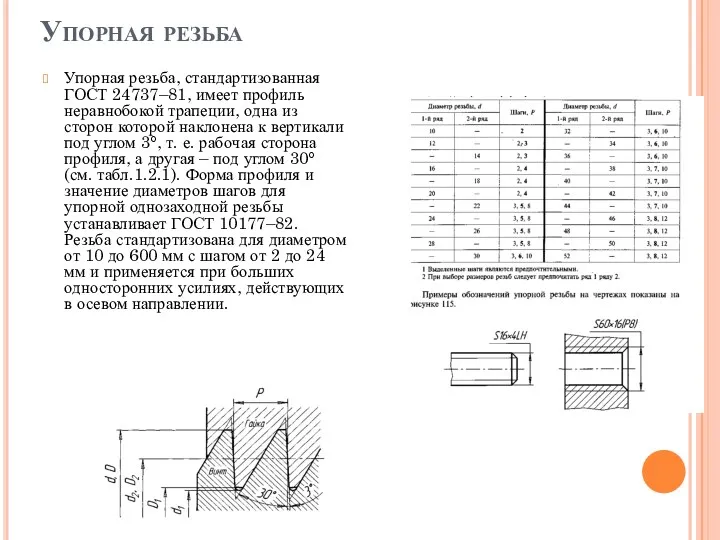
- 10. Упорная резьба Упорная резьба, стандартизованная ГОСТ 24737–81, имеет профиль неравнобокой трапеции, одна из сторон которой наклонена
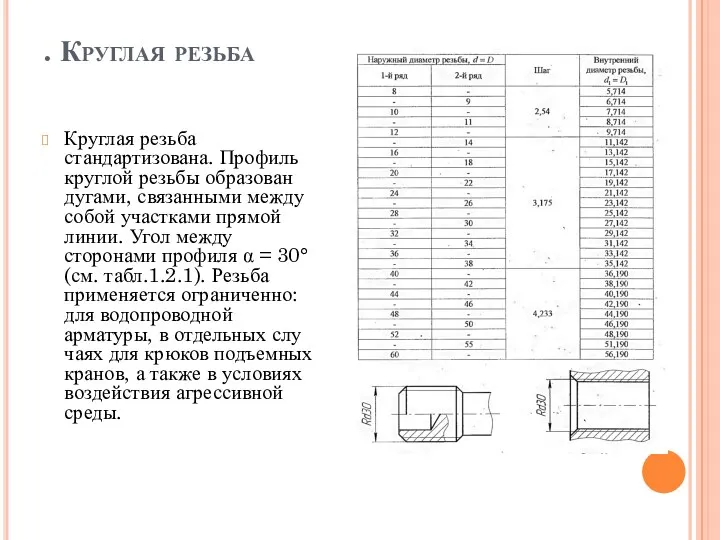
- 11. . Круглая резьба Круглая резьба стандартизована. Профиль круглой резьбы образован дугами, связанными между собой участками прямой
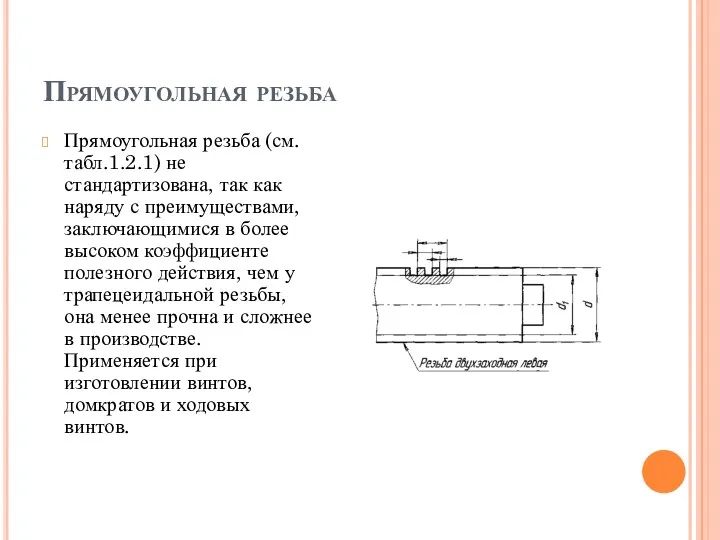
- 12. Прямоугольная резьба Прямоугольная резьба (см. табл.1.2.1) не стандартизована, так как наряду с преимуществами, заключающимися в более
- 13. Классификация резьбы
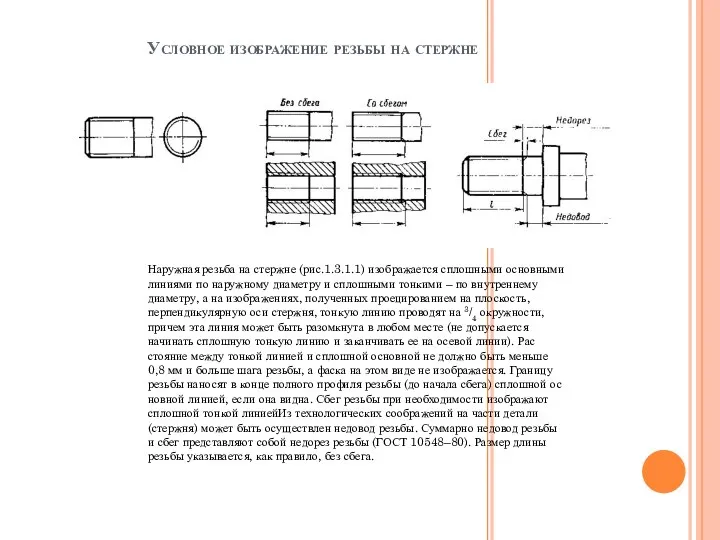
- 15. Условное изображение резьбы на стержне Наружная резьба на стержне (рис.1.3.1.1) изображается сплошными основными линиями по наружному
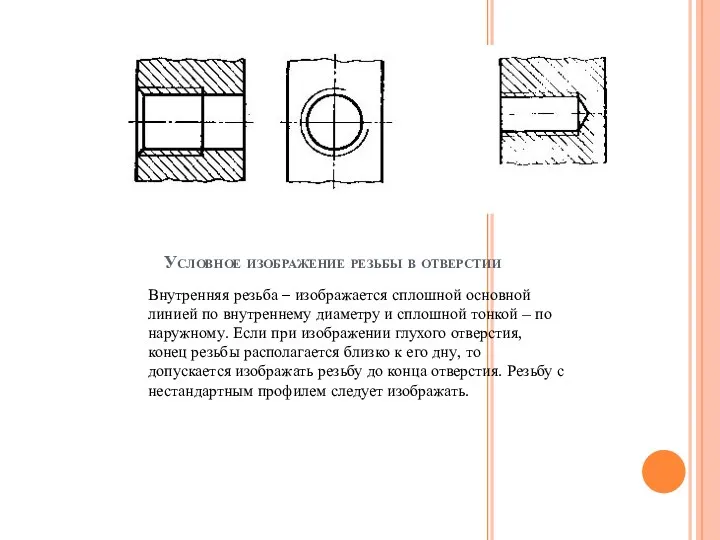
- 16. Условное изображение резьбы в отверстии Внутренняя резьба – изображается сплошной основной линией по внутреннему диаметру и
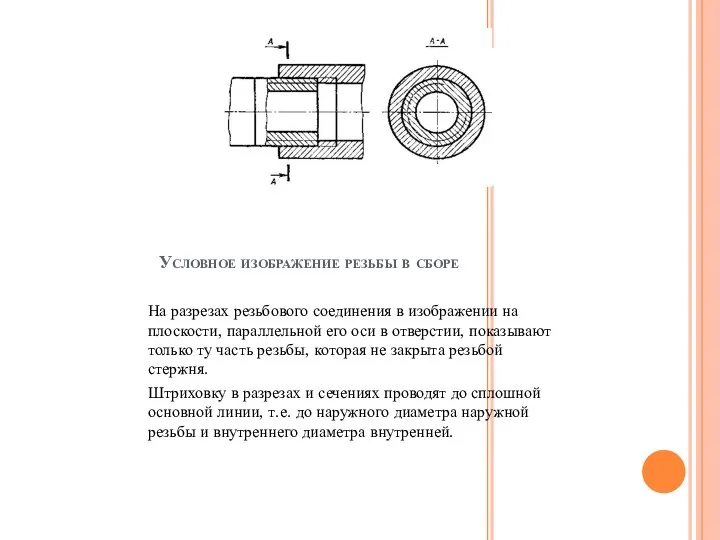
- 17. Условное изображение резьбы в сборе На разрезах резьбового соединения в изображении на плоскости, параллельной его оси
- 18. Технологические элементы резьбы Резьбы метрическая, одноходовая, трапецеидальная, трубная цилиндрическая, трубная коническая, коническая дюймовая с углом профиля
- 19. Фаски резьбовые. ГОСТ 10549–8 Фаски на стержнях и в отверстиях с резьбой (кроме метрической резьбы) имеют
- 21. Скачать презентацию
Классификация резьб
Классификация резьб
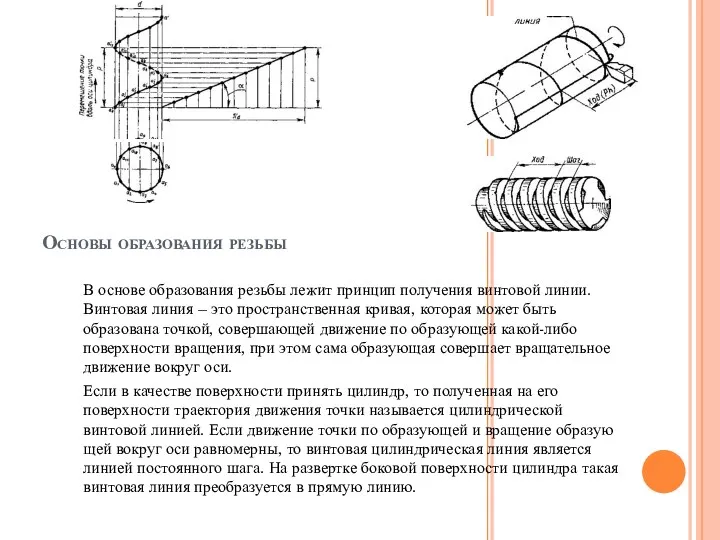
Основы образования резьбы
В основе образования резьбы лежит принцип получения винтовой линии.
Основы образования резьбы
В основе образования резьбы лежит принцип получения винтовой линии.
Метрическая резьба
Метрическая резьба является основным типом крепежной резьбы. Профиль резьбы установлен
Метрическая резьба
Метрическая резьба является основным типом крепежной резьбы. Профиль резьбы установлен
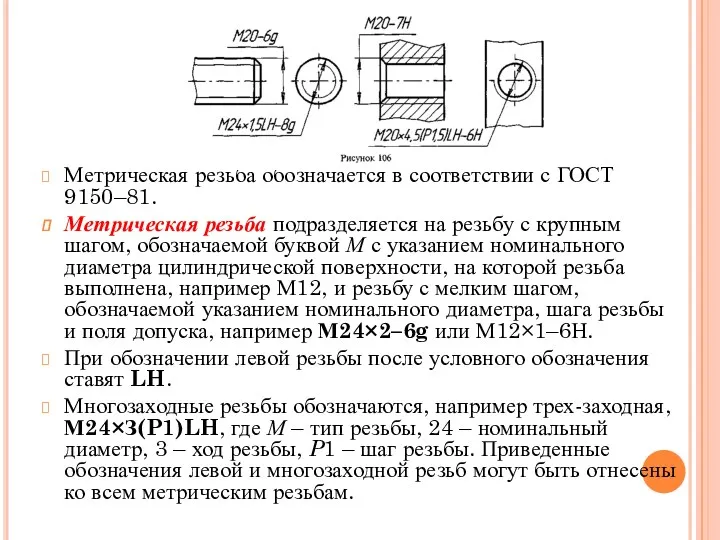
Метрическая резьба обозначается в соответствии с ГОСТ 9150–81.
Метрическая резьба подразделяется на
Метрическая резьба обозначается в соответствии с ГОСТ 9150–81.
Метрическая резьба подразделяется на
Дюймовая резьба
В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой
Дюймовая резьба
В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой
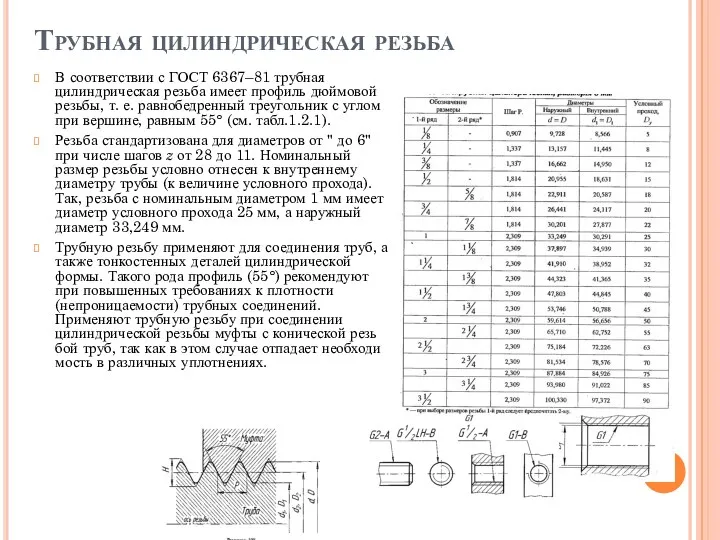
Трубная цилиндрическая резьба
В соответствии с ГОСТ 6367–81 трубная цилиндрическая резьба имеет
Трубная цилиндрическая резьба
В соответствии с ГОСТ 6367–81 трубная цилиндрическая резьба имеет
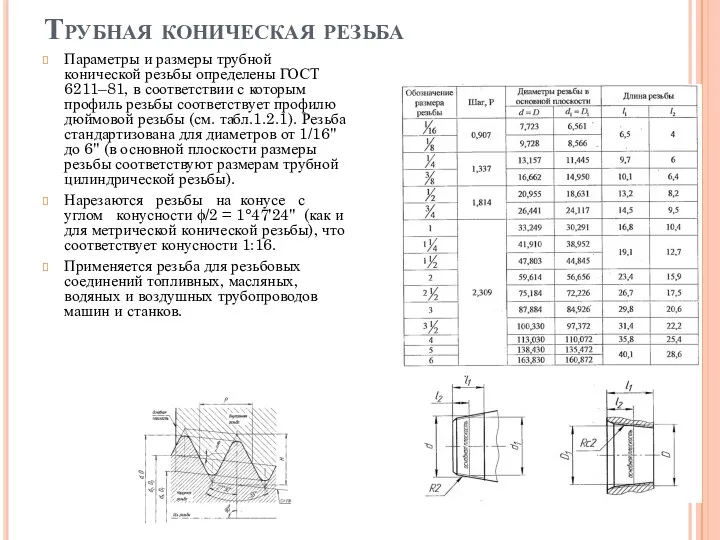
Трубная коническая резьба
Параметры и размеры трубной конической резьбы определены ГОСТ 6211–81,
Трубная коническая резьба
Параметры и размеры трубной конической резьбы определены ГОСТ 6211–81,
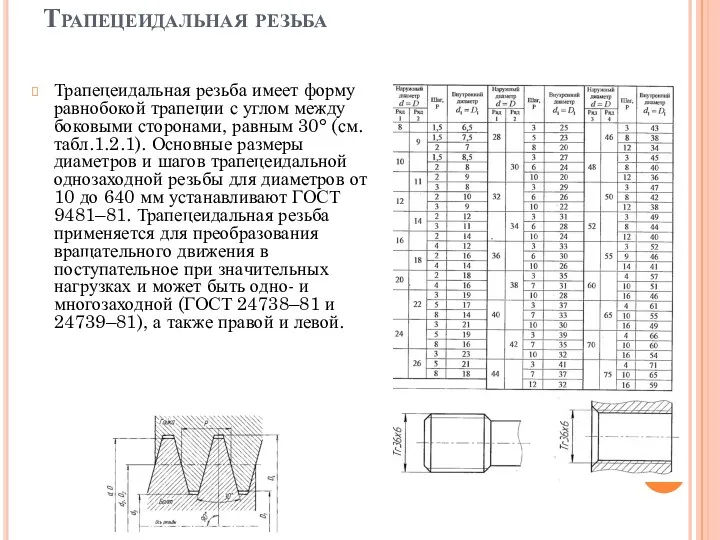
Трапецеидальная резьба
Трапецеидальная резьба имеет форму равнобокой трапеции с углом между боковыми
Трапецеидальная резьба
Трапецеидальная резьба имеет форму равнобокой трапеции с углом между боковыми
Упорная резьба
Упорная резьба, стандартизованная ГОСТ 24737–81, имеет профиль неравнобокой трапеции, одна
Упорная резьба
Упорная резьба, стандартизованная ГОСТ 24737–81, имеет профиль неравнобокой трапеции, одна
. Круглая резьба
Круглая резьба стандартизована. Профиль круглой резьбы образован дугами, связанными
. Круглая резьба
Круглая резьба стандартизована. Профиль круглой резьбы образован дугами, связанными
Прямоугольная резьба
Прямоугольная резьба (см. табл.1.2.1) не стандартизована, так как наряду с
Прямоугольная резьба
Прямоугольная резьба (см. табл.1.2.1) не стандартизована, так как наряду с
Классификация резьбы
Классификация резьбы
Условное изображение резьбы на стержне
Наружная резьба на стержне (рис.1.3.1.1) изображается сплошными
Условное изображение резьбы на стержне
Наружная резьба на стержне (рис.1.3.1.1) изображается сплошными
Условное изображение резьбы в отверстии
Внутренняя резьба – изображается сплошной основной линией
Условное изображение резьбы в отверстии
Внутренняя резьба – изображается сплошной основной линией
Условное изображение резьбы в сборе
На разрезах резьбового соединения в изображении на
Условное изображение резьбы в сборе
На разрезах резьбового соединения в изображении на
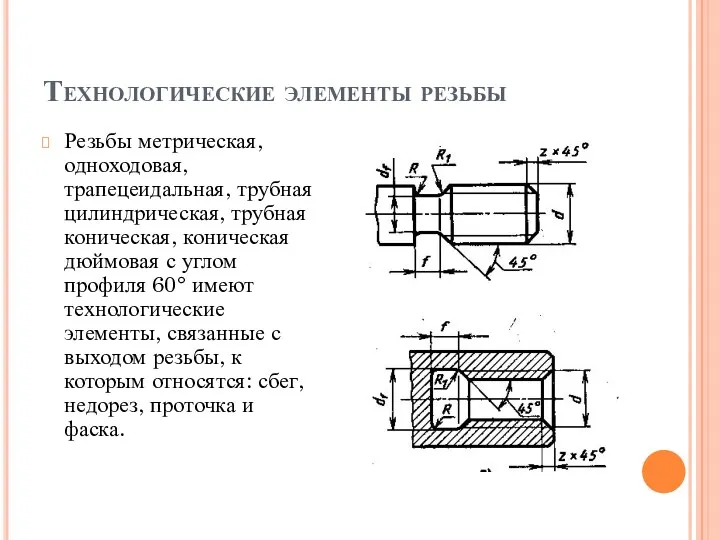
Технологические элементы резьбы
Резьбы метрическая, одноходовая, трапецеидальная, трубная цилиндрическая, трубная коническая, коническая
Технологические элементы резьбы
Резьбы метрическая, одноходовая, трапецеидальная, трубная цилиндрическая, трубная коническая, коническая
Фаски резьбовые. ГОСТ 10549–8
Фаски на стержнях и в отверстиях с резьбой
Фаски резьбовые. ГОСТ 10549–8
Фаски на стержнях и в отверстиях с резьбой
 Понятие о стандартах. Форматы. Рамка поля чертежа
Понятие о стандартах. Форматы. Рамка поля чертежа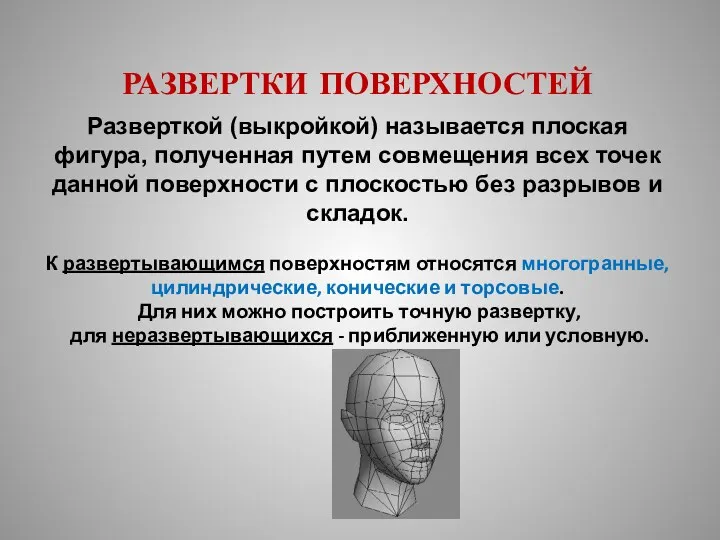 Развертки поверхностей
Развертки поверхностей Задачи 22-33 по инженерной графике
Задачи 22-33 по инженерной графике Складки (3)
Складки (3) Схема кинематическая принципиальная
Схема кинематическая принципиальная Рабочий чертеж
Рабочий чертеж Пересечение многогранников проецирующей плоскостью
Пересечение многогранников проецирующей плоскостью Метизы
Метизы Правила оформления чертежей
Правила оформления чертежей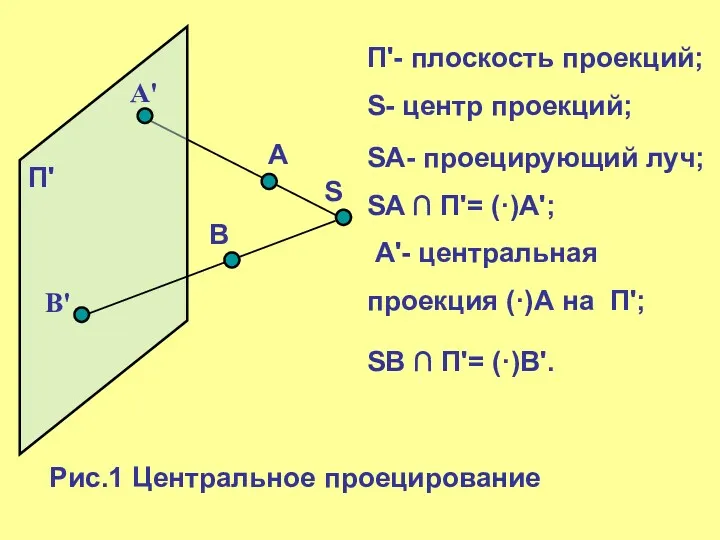 Центральное проецирование. Лекция №1
Центральное проецирование. Лекция №1 Построение обмерочного плана здания
Построение обмерочного плана здания Пересечение призмы и сферы
Пересечение призмы и сферы Условное обозначение сварного шва
Условное обозначение сварного шва Правила оформления чертежа
Правила оформления чертежа Начертательная геометрия Джоконда
Начертательная геометрия Джоконда Прямые общего и частного положения
Прямые общего и частного положения Способы преобразования
Способы преобразования Сбоpочный чеpтеж и спецификация сборочной единицы
Сбоpочный чеpтеж и спецификация сборочной единицы Построение проекций плоских фигур
Построение проекций плоских фигур Графическое оформление чертежей
Графическое оформление чертежей Аналитические схемы. Классификация и роль в проектной деятельности
Аналитические схемы. Классификация и роль в проектной деятельности Чтение и деталирование чертежа общего вида
Чтение и деталирование чертежа общего вида Аксонометрические проекции
Аксонометрические проекции Рекомендации по выполнению контрольной работы по инженерной графике
Рекомендации по выполнению контрольной работы по инженерной графике Изображение видимых и невидимых поверхностей предмета на чертежах. Виды изображений
Изображение видимых и невидимых поверхностей предмета на чертежах. Виды изображений Параллельность прямой и плоскости. Лекция 4
Параллельность прямой и плоскости. Лекция 4 Введение. Методы проецирования. Точка. Проецирование точки
Введение. Методы проецирования. Точка. Проецирование точки Проецирование
Проецирование