- Шероховатость поверхности

Содержание
- 2. Шероховатость поверхности и её влияние на работу деталей машин В процессе формообразования деталей на их поверхности
- 3. Шероховатость Все поверхности любой детали, независимо от способа их получения, имеют макро и микронеровности в виде
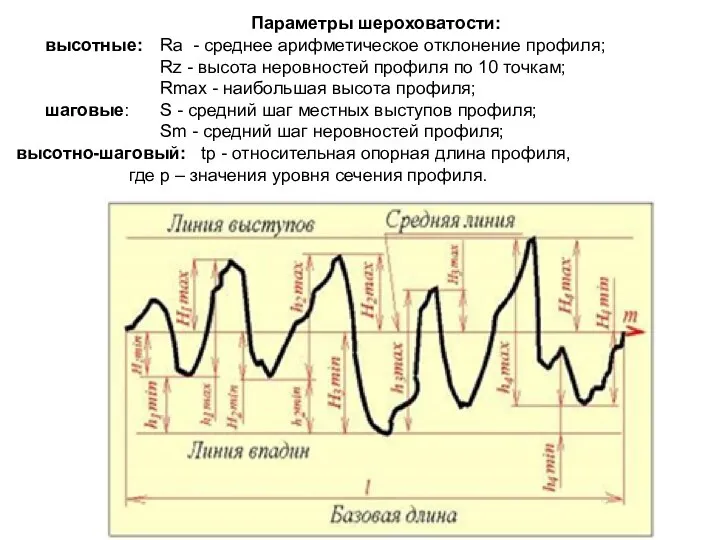
- 4. Параметры шероховатости: высотные: Ra - среднее арифметическое отклонение профиля; Rz - высота неровностей профиля по 10
- 5. Влияние шероховатости на работу деталей машин многообразно: шероховатость поверхности может нарушить характер сопряжения деталей за счет
- 6. Кроме перечисленных шести количественных параметров стандартом установлено два качественных параметра: Способ обработки – указывается в том
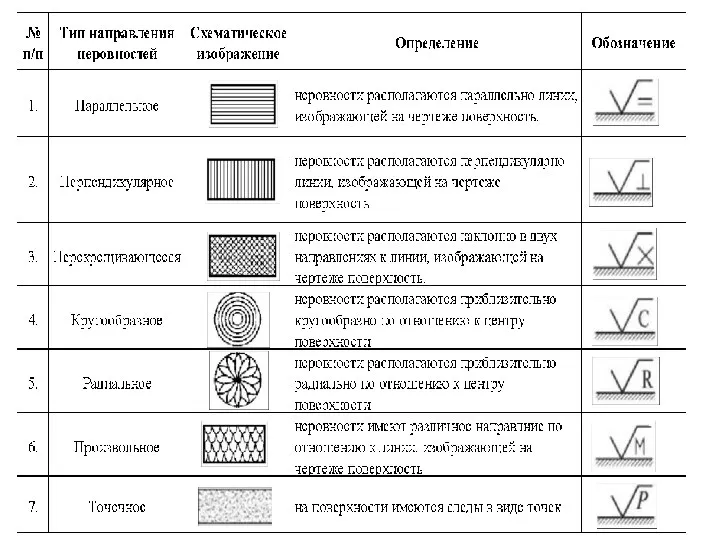
- 7. Тип направления неровностей – указывается только в ответственных случаях, когда это необходимо по условиям работы детали
- 9. Нормирование параметров шероховатости поверхности Выбор параметров шероховатости поверхности производится в соответствии с её функциональным назначением. Основным
- 10. Образцы шероховатости
- 11. Среднее арифметическое отклонение профиля Ra, мкм
- 12. Высота неровностей профиля по десяти точкам Rz, мкм и наибольшая высота профиля Rmax, мкм
- 13. В настоящее время существует несколько способов назначения шероховатости поверхности: 1. Имеются рекомендации в справочной литературе по
- 14. Обозначение шероховатости поверхности Шероховатость поверхности обозначают на чертеже для всех выполняемых по данному чертежу по поверхностей
- 16. Старое
- 17. Новое
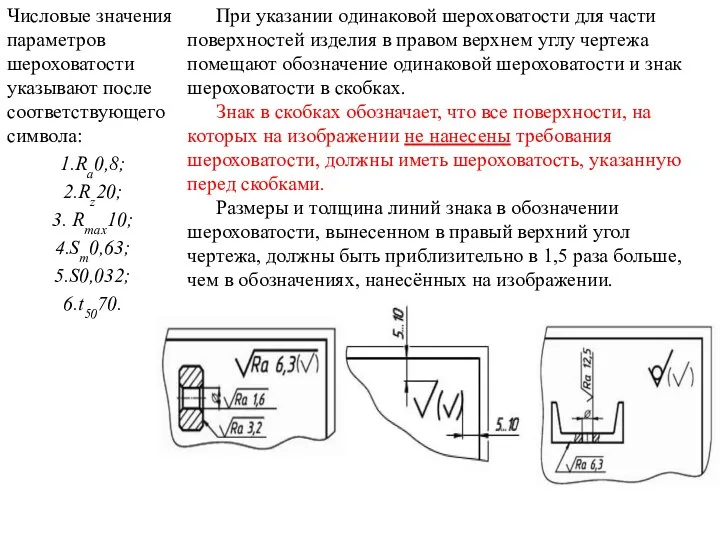
- 18. При указании одинаковой шероховатости для части поверхностей изделия в правом верхнем углу чертежа помещают обозначение одинаковой
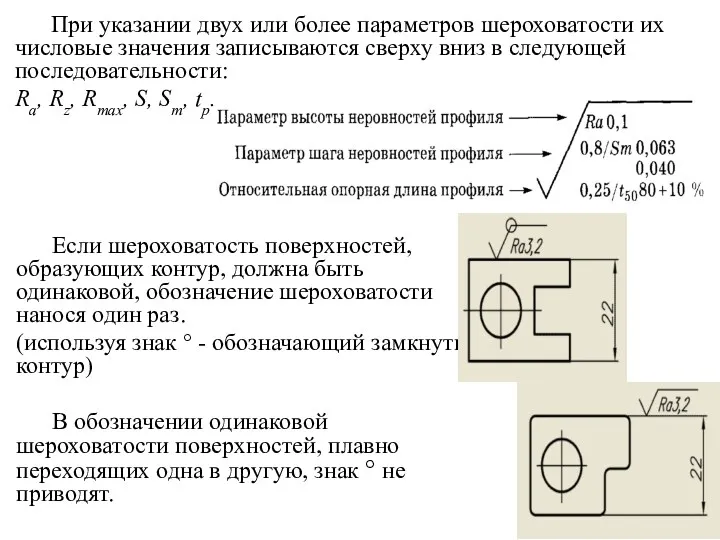
- 19. При указании двух или более параметров шероховатости их числовые значения записываются сверху вниз в следующей последовательности:
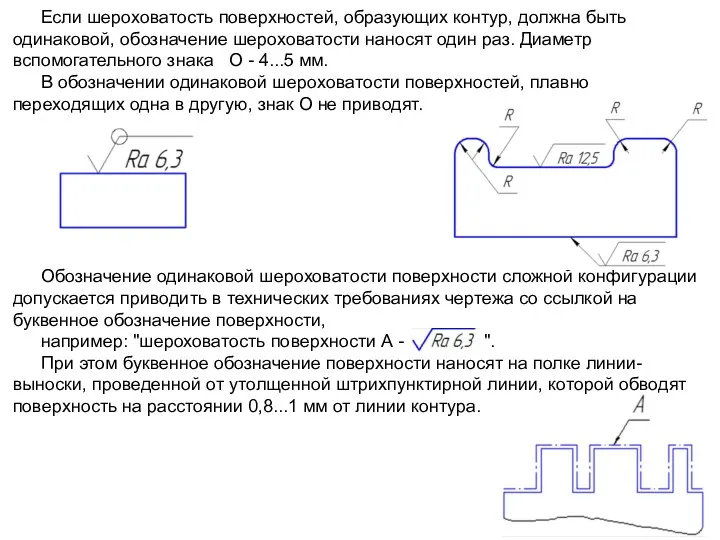
- 20. Обозначение одинаковой шероховатости поверхностей сложной конфигурации допускается приводить в технических требованиях чертежа со ссылкой на буквенное
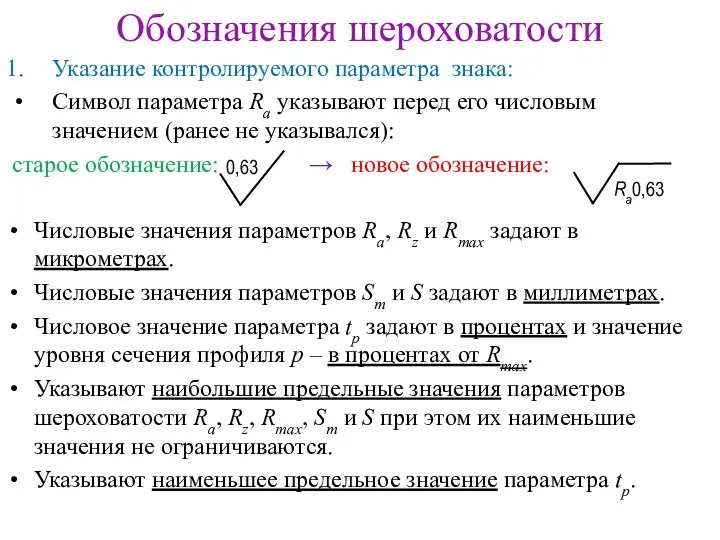
- 21. Обозначения шероховатости Указание контролируемого параметра знака: Символ параметра Ra указывают перед его числовым значением (ранее не
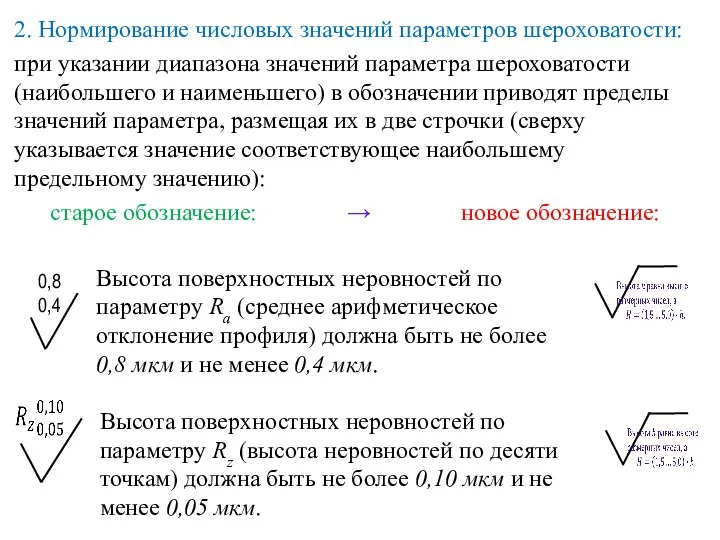
- 22. 2. Нормирование числовых значений параметров шероховатости: при указании диапазона значений параметра шероховатости (наибольшего и наименьшего) в
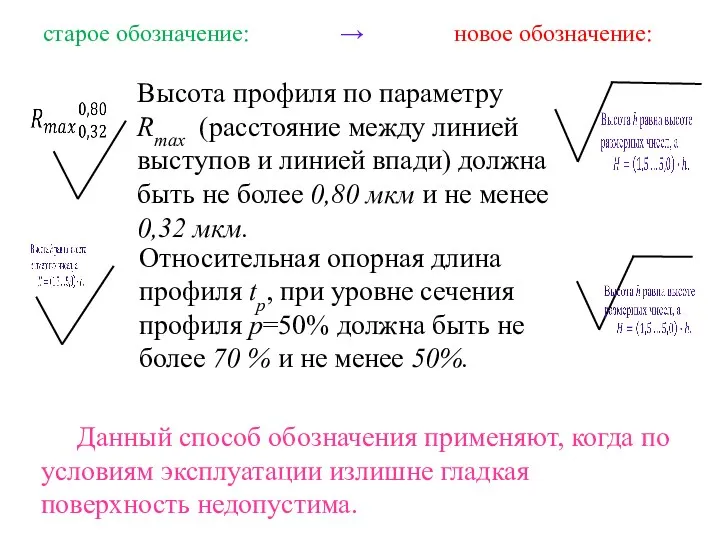
- 23. старое обозначение: → новое обозначение: Высота профиля по параметру Rmax (расстояние между линией выступов и линией
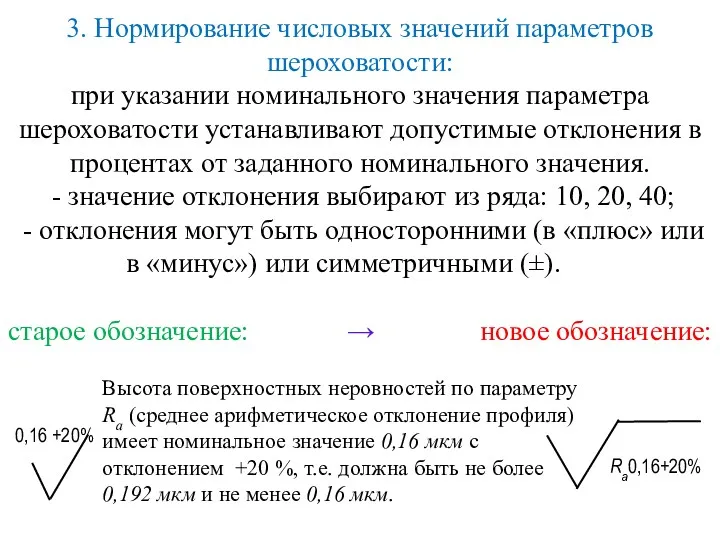
- 24. 3. Нормирование числовых значений параметров шероховатости: при указании номинального значения параметра шероховатости устанавливают допустимые отклонения в
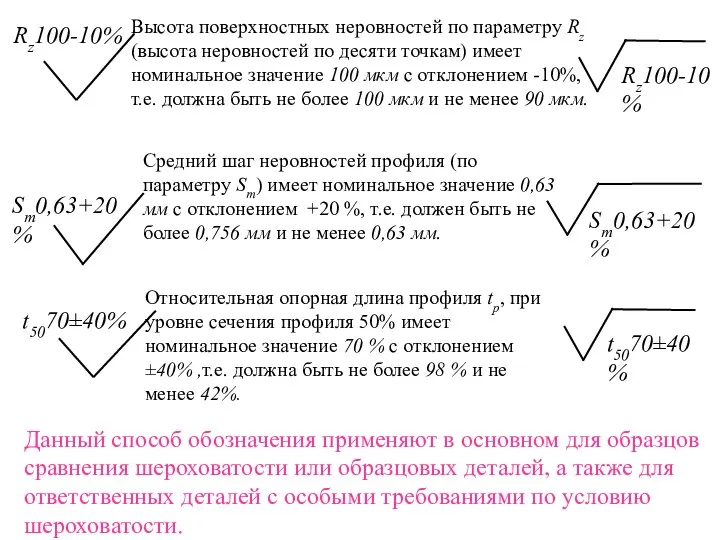
- 25. Высота поверхностных неровностей по параметру Rz (высота неровностей по десяти точкам) имеет номинальное значение 100 мкм
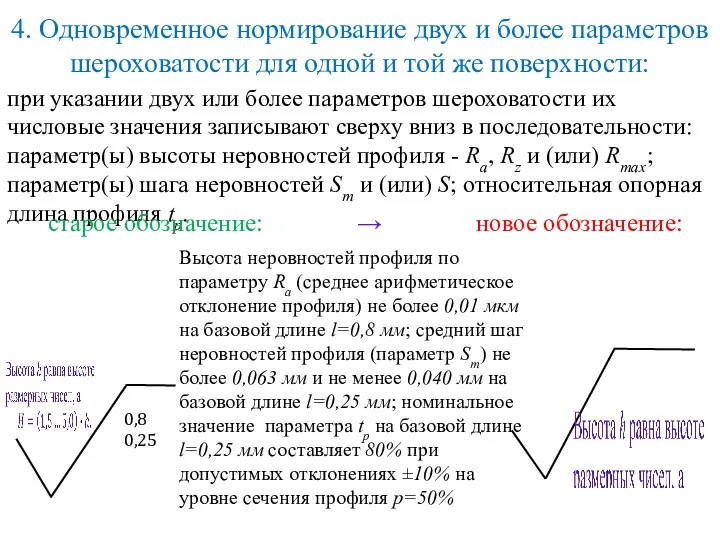
- 26. 4. Одновременное нормирование двух и более параметров шероховатости для одной и той же поверхности: при указании
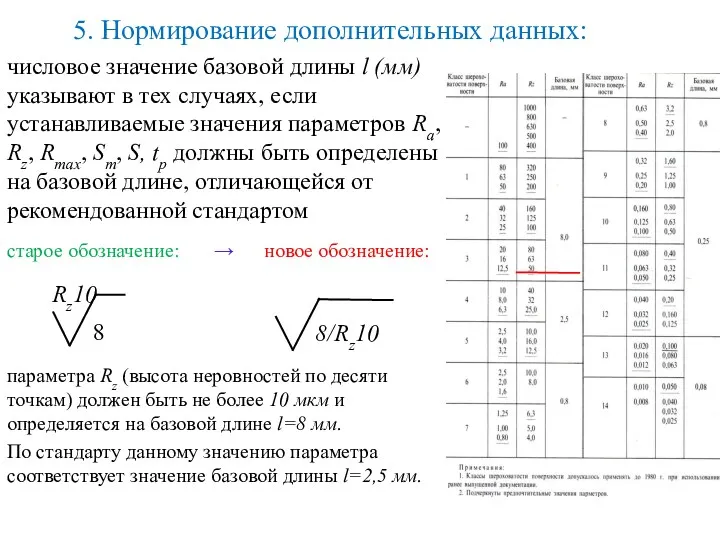
- 27. 5. Нормирование дополнительных данных: числовое значение базовой длины l (мм) указывают в тех случаях, если устанавливаемые
- 28. Высота поверхностных неровностей по параметру Ra (среднее арифметическое отклонение профиля) не более 0,1 мкм на базовой
- 29. Направление неровностей с помощью условных обозначений указывают в тех случаях, когда поверхность должна иметь определённый «рисунок»
- 30. Обозначение шероховатости на чертежах: Шероховатость всех поверхностей по данному чертежу определяется по параметру Rz50, кроме поверхности
- 31. Поверхность с обозначением «а» должна иметь высоту поверхностных неровностей по параметру Ra не более 4 мкм
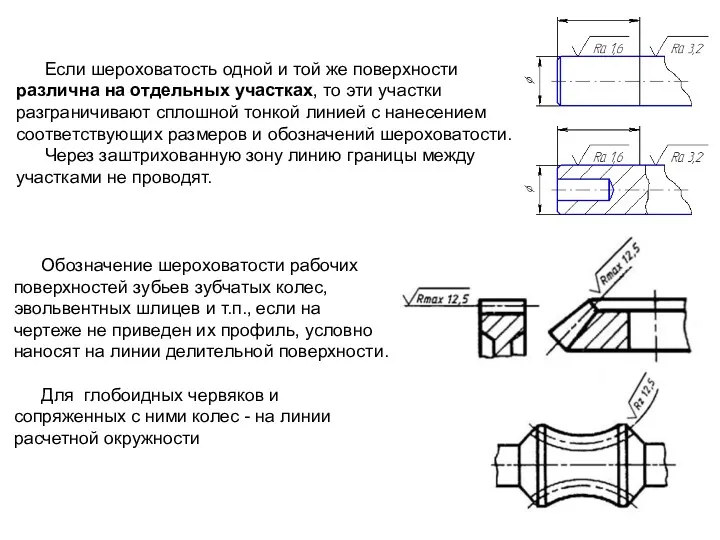
- 32. Если отдельные участки одной и той же поверхности должны иметь различную шероховатость, то их разграничивают сплошной
- 33. а – если на чертеже не приведён профиль зубьев зубчатых колёс, то шероховатость рабочих поверхностей, наносят
- 34. б – е – если профиль резьбы на чертеже не указан, то шероховатость боковой поверхности резьбы
- 35. Таблица оценки шероховатости.
- 36. При нормировании шероховатости рекомендуется применять высотные параметры Ra и Rz. Шероховатость поверхностей обозначают на чертеже для
- 37. В обозначении шероховатости поверхности применяют один из знаков Высота h должна быть приблизительно равна применяемой на
- 38. В обозначении шероховатости поверхности, которая должна быть образована без удаления слоя материала, применяют знак с указанием
- 39. При указании наименьшего значения параметра шероховатости после обозначения параметра следует указывать "min", например: При указании диапазона
- 40. Вид обработки поверхности указывают в обозначении шероховатости только в случаях, когда он является единственным, применимым для
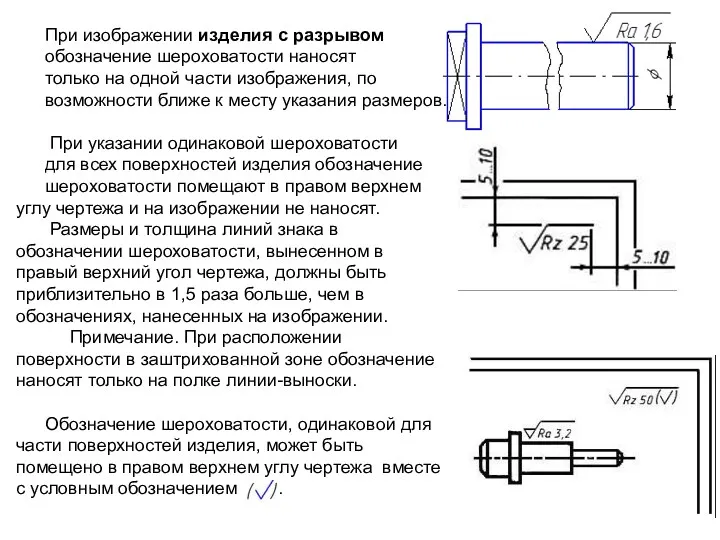
- 41. При изображении изделия с разрывом обозначение шероховатости наносят только на одной части изображения, по возможности ближе
- 42. Это означает, что все поверхности, на которых на изображении не нанесены обозначения шероховатости или знак ,
- 43. Если шероховатость одной и той же поверхности различна на отдельных участках, то эти участки разграничивают сплошной
- 44. Обозначение шероховатости поверхности профиля резьбы наносят по общим правилам при изображении профиля или условно на выносной
- 45. Если шероховатость поверхностей, образующих контур, должна быть одинаковой, обозначение шероховатости наносят один раз. Диаметр вспомогательного знака
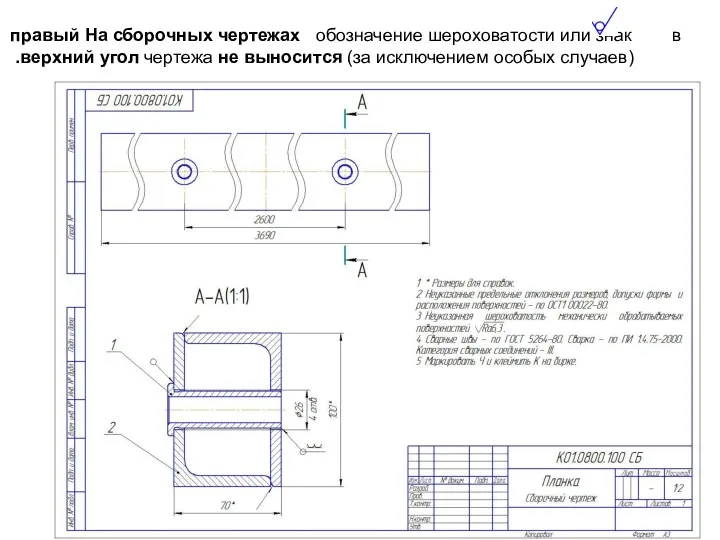
- 46. На сборочных чертежах обозначение шероховатости или знак в правый верхний угол чертежа не выносится (за исключением
- 47. При недостатке места для размещения знаков шероховатости мелких однотипных элементов допускается данные о шероховатости поверхностей приводить
- 48. ПОКРЫТИЯ Покрытие – это одно или многослойная структура, нанесенная на поверхность для защиты от внешних воздействий
- 49. Защитные покрытия – основное назначение связано с их разнообразными защитными функциями. Большое распространение получили коррозионностойкие, жаростойкие
- 50. Нанесение на чертежах обозначений покрытий, термической и других видов обработки Обозначение покрытия - по ГОСТ 9.306
- 51. Если должны быть нанесены покрытия на поверхности, которые можно обозначить буквами или однозначно определить (наружная или
- 52. Если необходимо нанести покрытие на поверхность сложной конфигурации или на часть поверхности, которую нельзя однозначно определить,
- 53. ПРАВИЛА НАНЕСЕНИЯ ПОКАЗАТЕЛЕЙ СВОЙСТВ МАТЕРИАЛОВ На чертежах изделий, подвергаемых термической и другим видам обработки, указывают показатели
- 54. Допускается на чертежах указывать виды обработки, результаты которых не подвергаются контролю, например, отжиг, а также виды
- 55. Если большую часть поверхностей изделия подвергают одному виду обработки, а остальные поверхности другому виду обработки или
- 56. Размеры, определяющие поверхности, подвергаемые обработке, допускается не проставлять, если они ясны из данных чертежа. Поверхности изделия,
- 57. При одинаковой обработке симметричных участков или поверхностей изделия отмечают штрихпунктирной утолщенной линией все поверхности, подвергаемые обработке,
- 58. УКАЗАНИЯ НА ЧЕРТЕЖАХ О МАРКИРОВАНИИ И КЛЕЙМЕНИИ ИЗДЕЛИЙ Маркирование - нанесение на изделие знаков, характеризующих это
- 59. Знак маркирования - окружность диаметром 10...15 мм, знак клеймения – равносторонний треугольник высотой 10...15 мм. Внутри
- 60. Если маркировка и клеймо необходимы, но нанесение их на изделие нецелесообразно или невозможно по конструктивным соображениям,
- 61. С целью сокращения объема надписей на чертеже допускается указания о содержании и способе нанесения маркировки или
- 62. Содержание клейма указывают буквенными обозначениями Способы нанесения маркировки или клейма указывают буквенными обозначениями Если маркировка или
- 67. Скачать презентацию
Шероховатость поверхности и её влияние на работу деталей машин
В процессе формообразования
Шероховатость поверхности и её влияние на работу деталей машин
В процессе формообразования
Шероховатость
Все поверхности любой детали, независимо от способа их получения,
Шероховатость
Все поверхности любой детали, независимо от способа их получения,
Параметры шероховатости:
высотные: Ra - среднее арифметическое отклонение профиля;
Rz - высота
Параметры шероховатости:
высотные: Ra - среднее арифметическое отклонение профиля;
Rz - высота
Влияние шероховатости на работу деталей машин многообразно:
шероховатость поверхности может нарушить
Влияние шероховатости на работу деталей машин многообразно:
шероховатость поверхности может нарушить
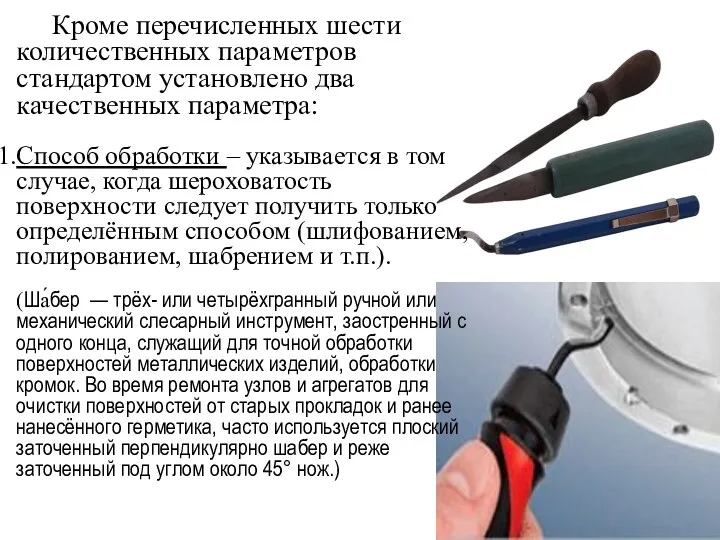
Кроме перечисленных шести количественных параметров стандартом установлено два качественных параметра:
Способ обработки
Кроме перечисленных шести количественных параметров стандартом установлено два качественных параметра:
Способ обработки
Тип направления неровностей – указывается только в ответственных случаях, когда это
Тип направления неровностей – указывается только в ответственных случаях, когда это

Нормирование параметров шероховатости поверхности
Выбор параметров шероховатости поверхности производится в соответствии с
Нормирование параметров шероховатости поверхности
Выбор параметров шероховатости поверхности производится в соответствии с

Образцы шероховатости
Образцы шероховатости
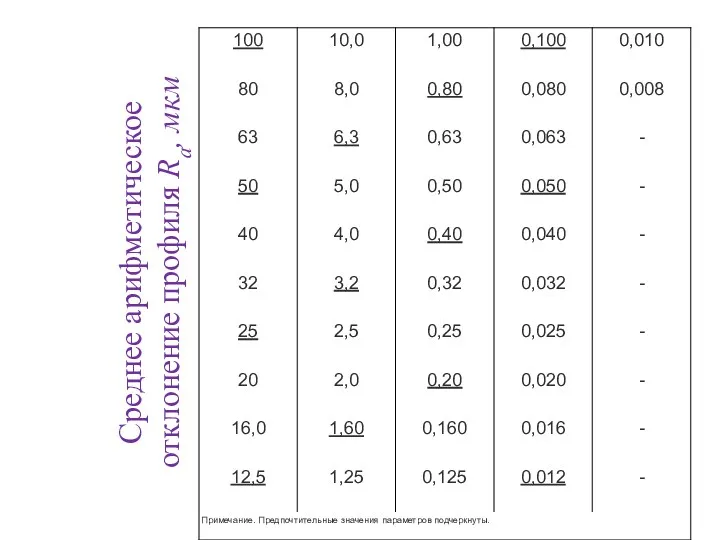
Среднее арифметическое отклонение профиля Ra, мкм
Среднее арифметическое отклонение профиля Ra, мкм
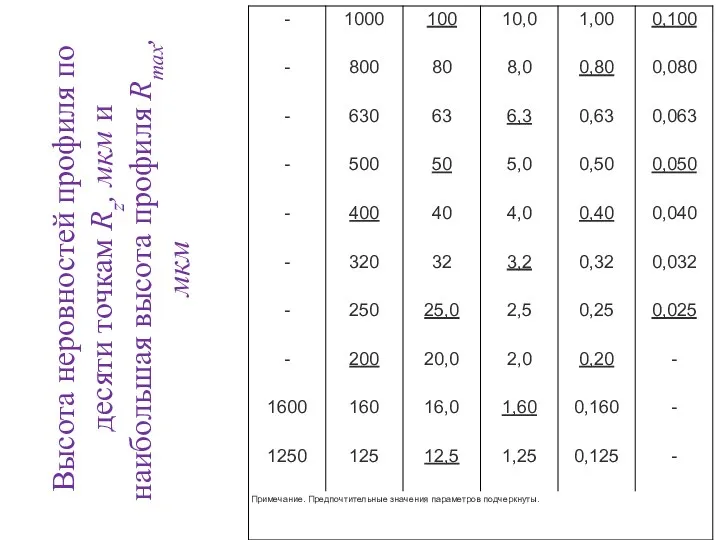
Высота неровностей профиля по десяти точкам Rz, мкм и наибольшая высота
Высота неровностей профиля по десяти точкам Rz, мкм и наибольшая высота
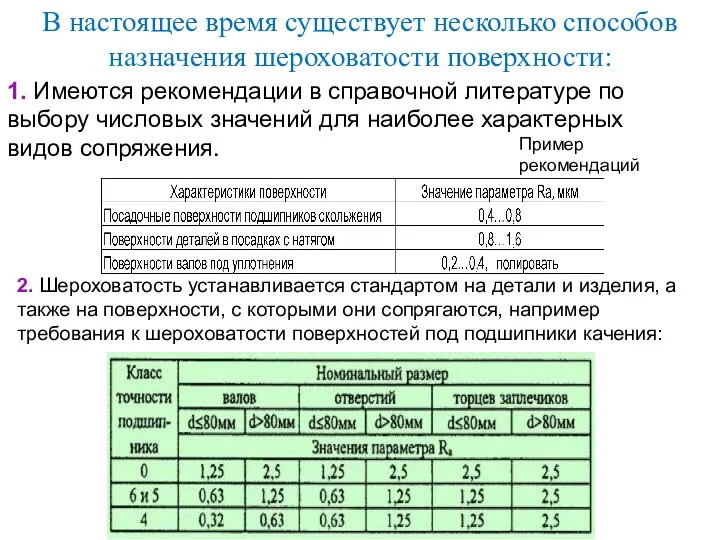
В настоящее время существует несколько способов назначения шероховатости поверхности:
1. Имеются рекомендации
В настоящее время существует несколько способов назначения шероховатости поверхности:
1. Имеются рекомендации
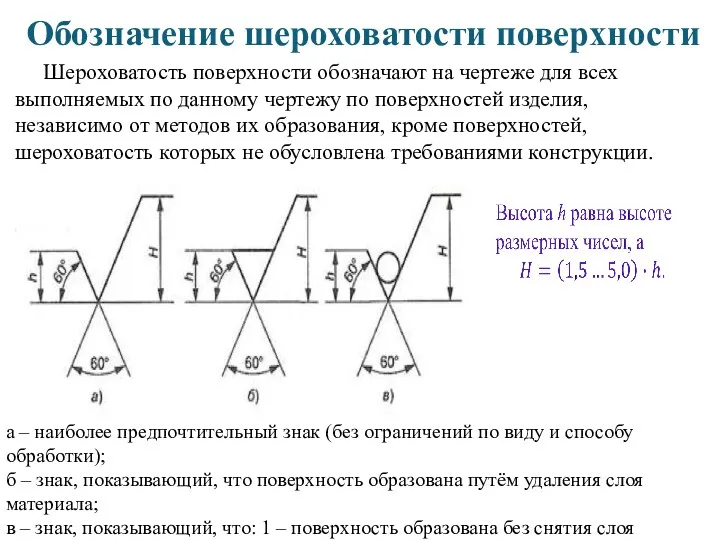
Обозначение шероховатости поверхности
Шероховатость поверхности обозначают на чертеже для всех выполняемых по
Обозначение шероховатости поверхности
Шероховатость поверхности обозначают на чертеже для всех выполняемых по
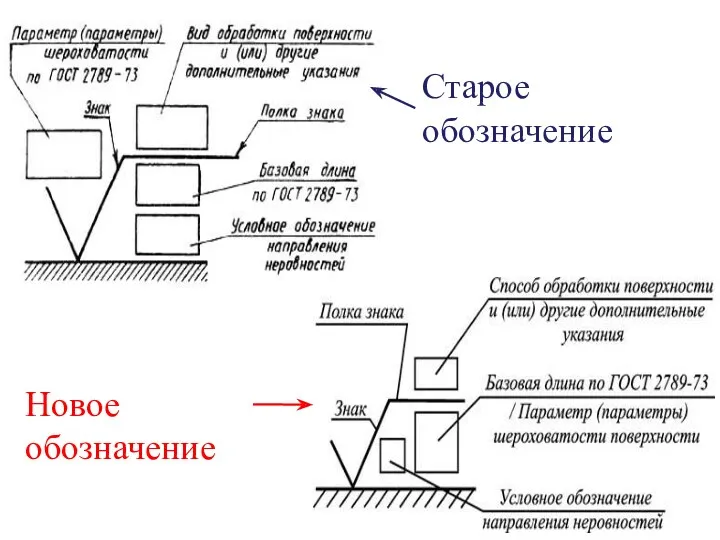
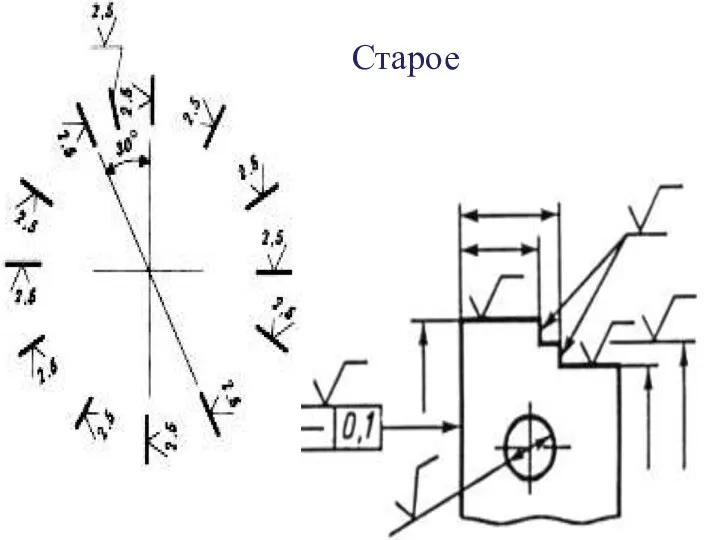
Старое
Старое
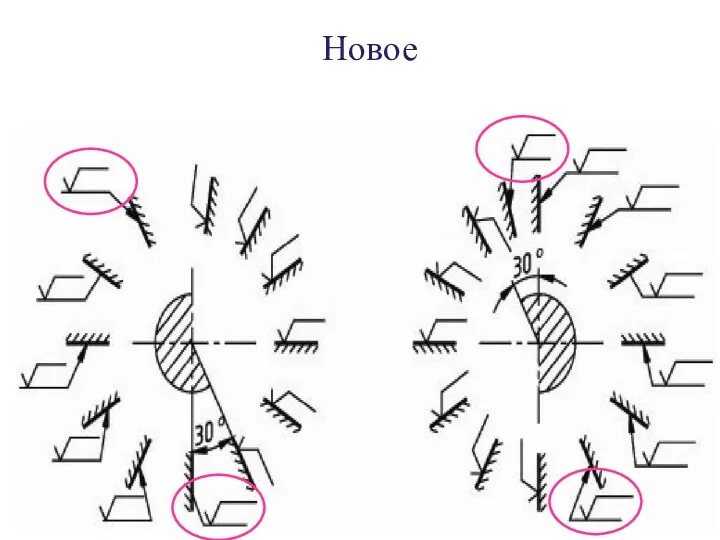
Новое
Новое
При указании одинаковой шероховатости для части поверхностей изделия в правом верхнем
При указании одинаковой шероховатости для части поверхностей изделия в правом верхнем
При указании двух или более параметров шероховатости их числовые значения записываются
При указании двух или более параметров шероховатости их числовые значения записываются
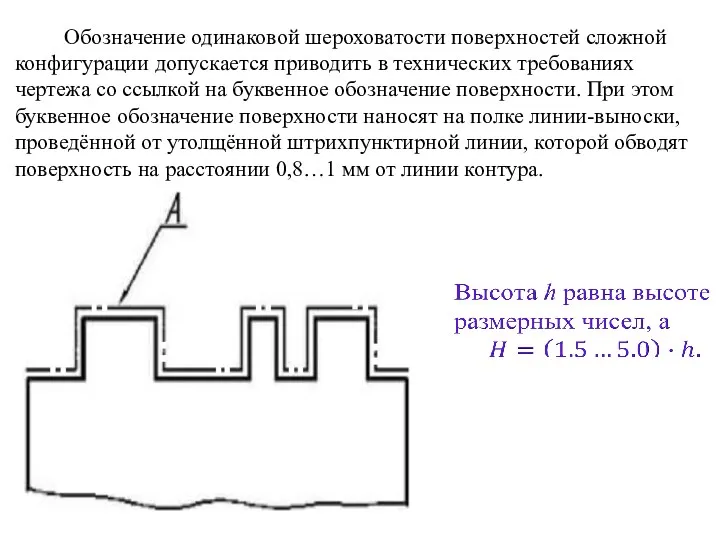
Обозначение одинаковой шероховатости поверхностей сложной конфигурации допускается приводить в технических требованиях
Обозначение одинаковой шероховатости поверхностей сложной конфигурации допускается приводить в технических требованиях
Обозначения шероховатости
Указание контролируемого параметра знака:
Символ параметра Ra указывают перед его числовым
Обозначения шероховатости
Указание контролируемого параметра знака:
Символ параметра Ra указывают перед его числовым
2. Нормирование числовых значений параметров шероховатости:
при указании диапазона значений параметра шероховатости
2. Нормирование числовых значений параметров шероховатости:
при указании диапазона значений параметра шероховатости
старое обозначение: → новое обозначение:
Высота профиля по параметру Rmax (расстояние между
старое обозначение: → новое обозначение:
Высота профиля по параметру Rmax (расстояние между
3. Нормирование числовых значений параметров шероховатости:
при указании номинального значения параметра шероховатости
3. Нормирование числовых значений параметров шероховатости: при указании номинального значения параметра шероховатости
Высота поверхностных неровностей по параметру Rz (высота неровностей по десяти точкам)
Высота поверхностных неровностей по параметру Rz (высота неровностей по десяти точкам)
4. Одновременное нормирование двух и более параметров шероховатости для одной и
4. Одновременное нормирование двух и более параметров шероховатости для одной и
5. Нормирование дополнительных данных:
числовое значение базовой длины l (мм) указывают в
5. Нормирование дополнительных данных:
числовое значение базовой длины l (мм) указывают в
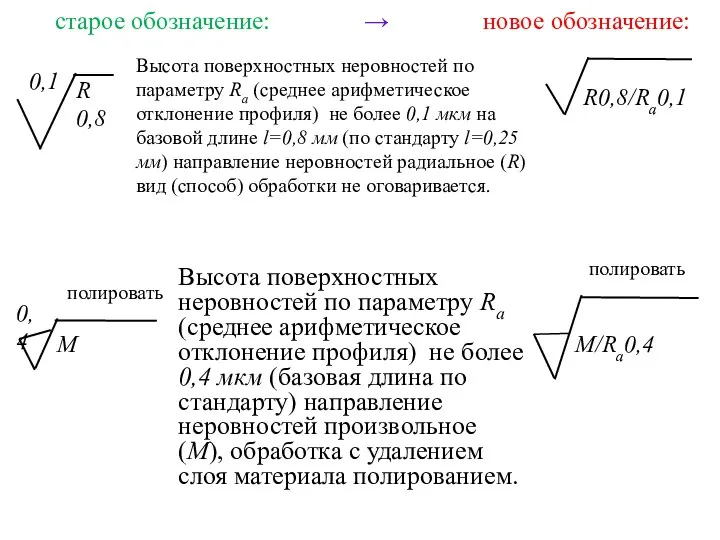
Высота поверхностных неровностей по параметру Ra (среднее арифметическое отклонение профиля) не
Высота поверхностных неровностей по параметру Ra (среднее арифметическое отклонение профиля) не
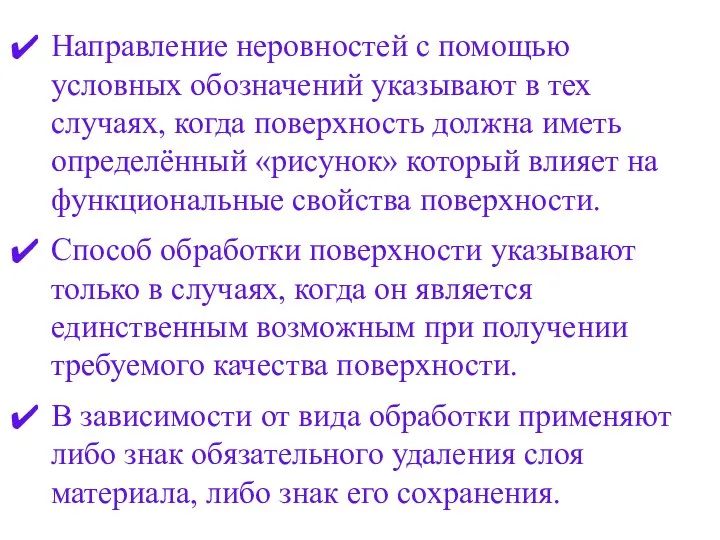
Направление неровностей с помощью условных обозначений указывают в тех случаях, когда
Направление неровностей с помощью условных обозначений указывают в тех случаях, когда
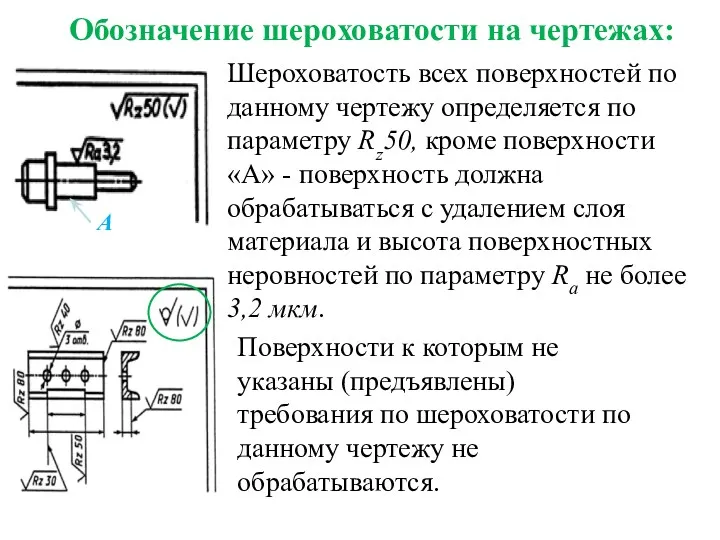
Обозначение шероховатости на чертежах:
Шероховатость всех поверхностей по данному чертежу определяется по
Обозначение шероховатости на чертежах:
Шероховатость всех поверхностей по данному чертежу определяется по
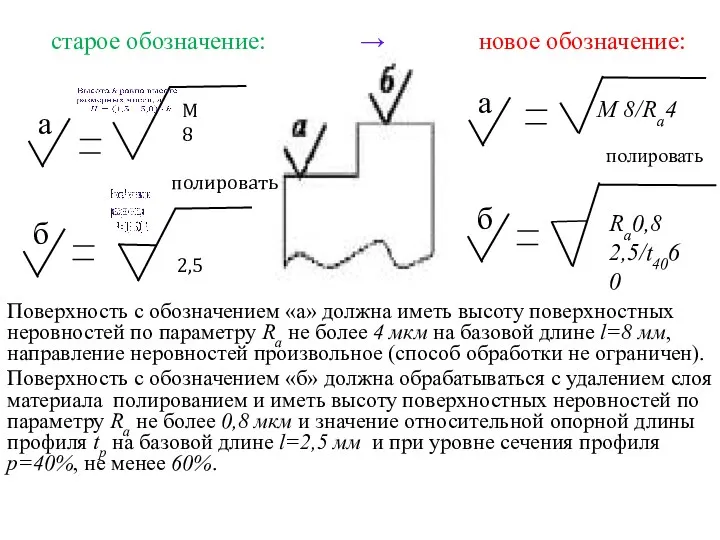
Поверхность с обозначением «а» должна иметь высоту поверхностных неровностей по параметру
Поверхность с обозначением «а» должна иметь высоту поверхностных неровностей по параметру
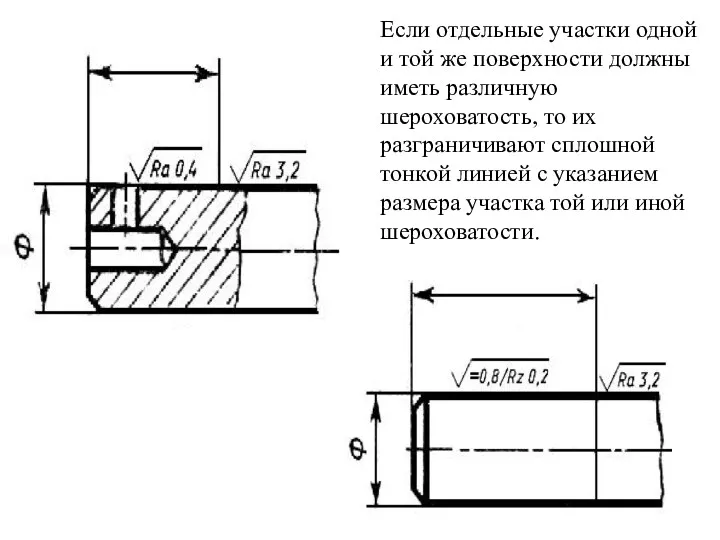
Если отдельные участки одной и той же поверхности должны иметь различную
Если отдельные участки одной и той же поверхности должны иметь различную
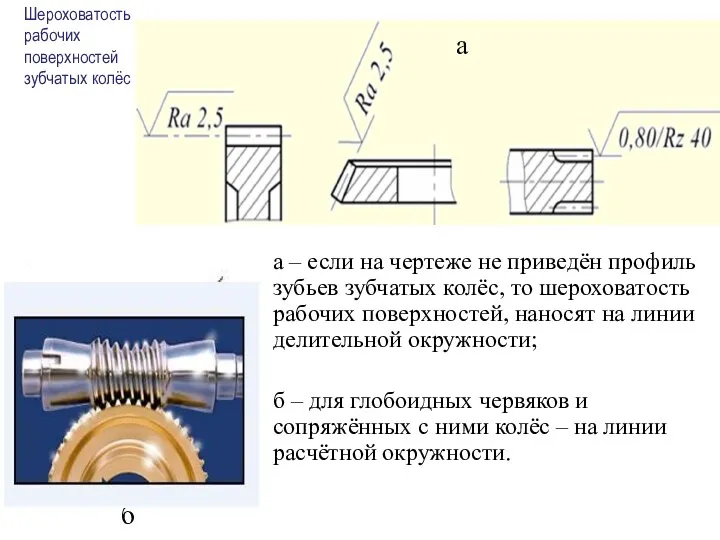
а – если на чертеже не приведён профиль зубьев зубчатых колёс,
а – если на чертеже не приведён профиль зубьев зубчатых колёс,
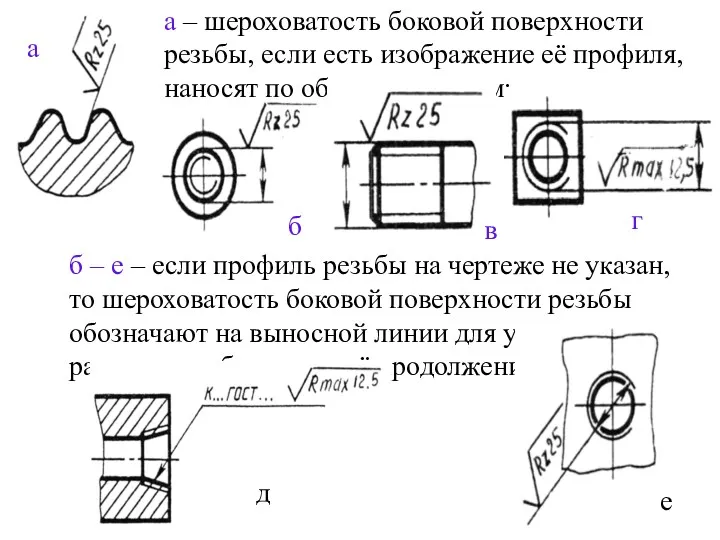
б – е – если профиль резьбы на чертеже не указан,
б – е – если профиль резьбы на чертеже не указан,

Таблица оценки шероховатости.
Таблица оценки шероховатости.
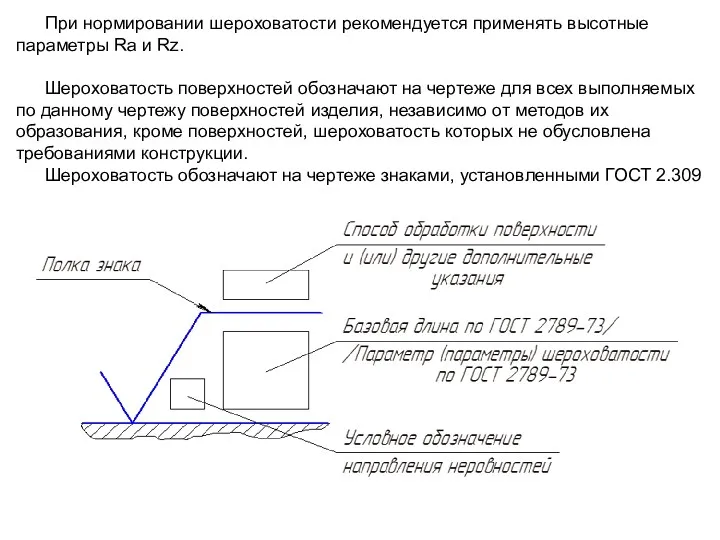
При нормировании шероховатости рекомендуется применять высотные параметры Ra и Rz.
Шероховатость поверхностей
При нормировании шероховатости рекомендуется применять высотные параметры Ra и Rz.
Шероховатость поверхностей
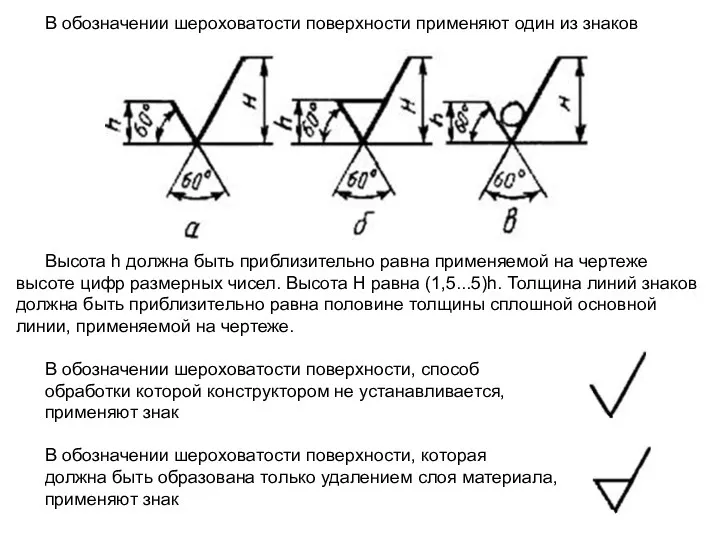
В обозначении шероховатости поверхности применяют один из знаков
Высота h должна быть
В обозначении шероховатости поверхности применяют один из знаков
Высота h должна быть
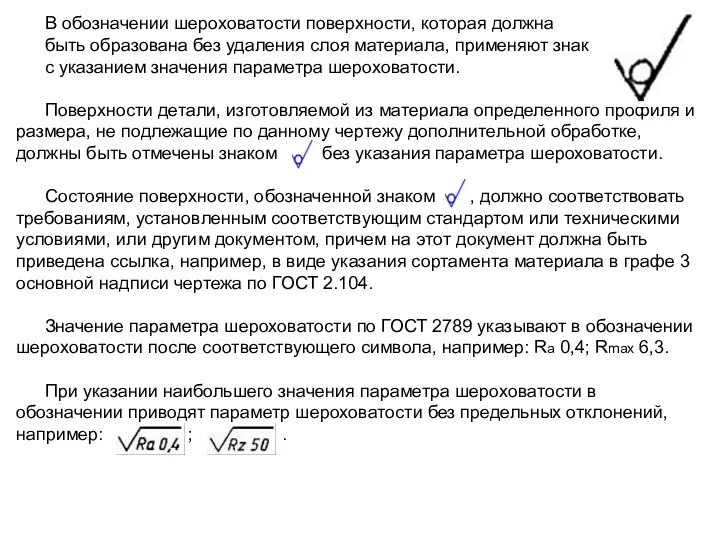
В обозначении шероховатости поверхности, которая должна
быть образована без удаления слоя материала,
В обозначении шероховатости поверхности, которая должна
быть образована без удаления слоя материала,
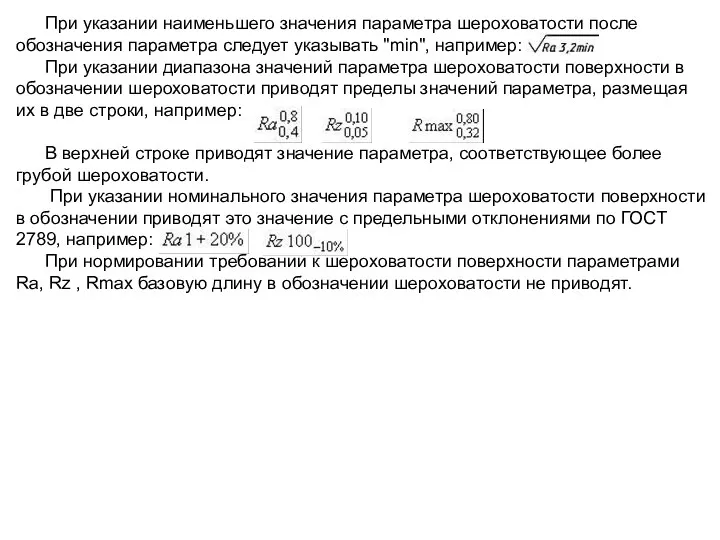
При указании наименьшего значения параметра шероховатости после обозначения параметра следует указывать
При указании наименьшего значения параметра шероховатости после обозначения параметра следует указывать
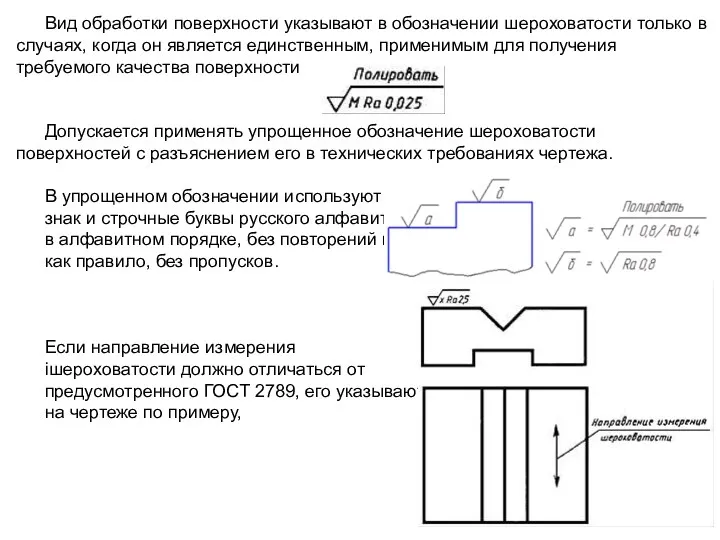
Вид обработки поверхности указывают в обозначении шероховатости только в случаях, когда
Вид обработки поверхности указывают в обозначении шероховатости только в случаях, когда
При изображении изделия с разрывом
обозначение шероховатости наносят
только на одной части
При изображении изделия с разрывом
обозначение шероховатости наносят
только на одной части

Это означает, что все поверхности, на которых на изображении не нанесены
Это означает, что все поверхности, на которых на изображении не нанесены
Если шероховатость одной и той же поверхности различна на отдельных участках,
Если шероховатость одной и той же поверхности различна на отдельных участках,

Обозначение шероховатости поверхности профиля резьбы наносят по общим правилам при изображении
Обозначение шероховатости поверхности профиля резьбы наносят по общим правилам при изображении
Если шероховатость поверхностей, образующих контур, должна быть одинаковой, обозначение шероховатости наносят
Если шероховатость поверхностей, образующих контур, должна быть одинаковой, обозначение шероховатости наносят
На сборочных чертежах обозначение шероховатости или знак в правый верхний
На сборочных чертежах обозначение шероховатости или знак в правый верхний
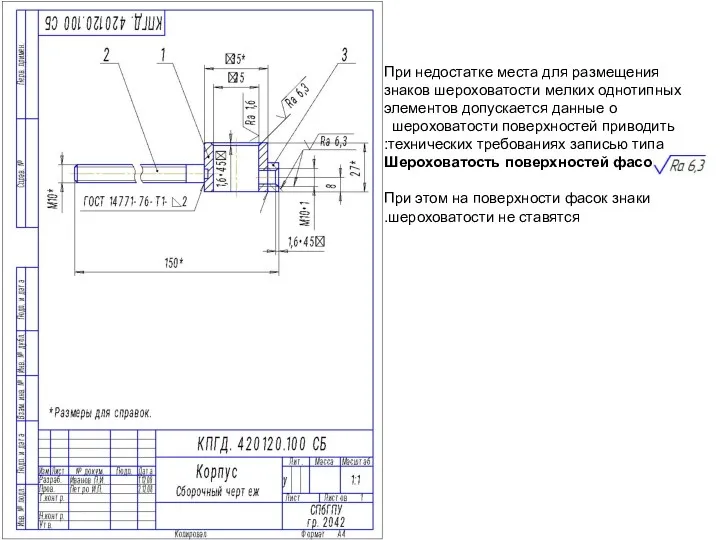
При недостатке места для размещения знаков шероховатости мелких однотипных элементов
При недостатке места для размещения знаков шероховатости мелких однотипных элементов
ПОКРЫТИЯ
Покрытие – это одно или многослойная структура, нанесенная на поверхность для
ПОКРЫТИЯ
Покрытие – это одно или многослойная структура, нанесенная на поверхность для
Защитные покрытия – основное назначение связано с их разнообразными защитными функциями.
Защитные покрытия – основное назначение связано с их разнообразными защитными функциями.
Нанесение на чертежах обозначений покрытий, термической и других видов обработки
Обозначение покрытия
Нанесение на чертежах обозначений покрытий, термической и других видов обработки
Обозначение покрытия
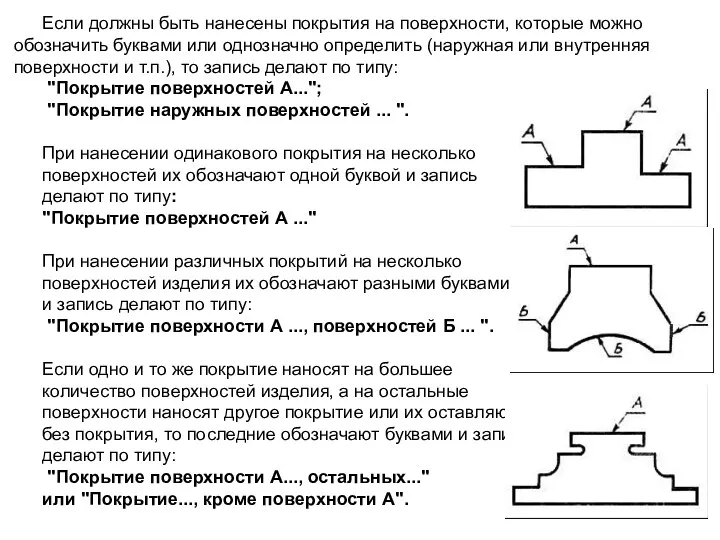
Если должны быть нанесены покрытия на поверхности, которые можно обозначить буквами
Если должны быть нанесены покрытия на поверхности, которые можно обозначить буквами
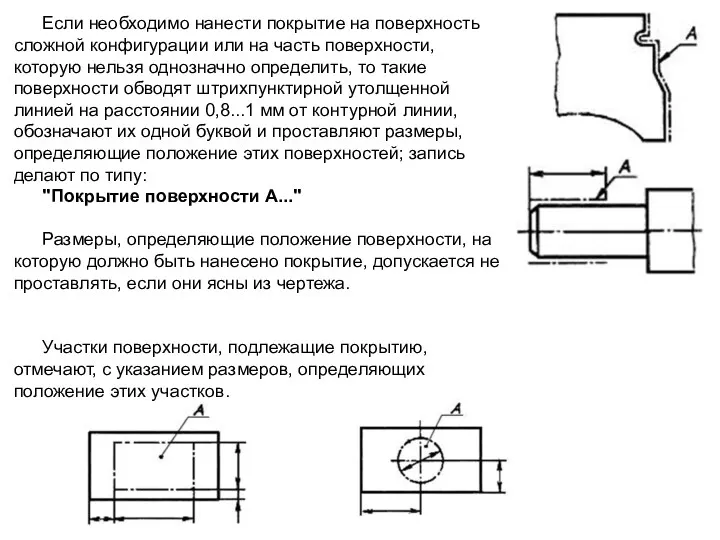
Если необходимо нанести покрытие на поверхность сложной конфигурации или на часть
Если необходимо нанести покрытие на поверхность сложной конфигурации или на часть
ПРАВИЛА НАНЕСЕНИЯ ПОКАЗАТЕЛЕЙ СВОЙСТВ МАТЕРИАЛОВ
На чертежах изделий, подвергаемых термической и другим
ПРАВИЛА НАНЕСЕНИЯ ПОКАЗАТЕЛЕЙ СВОЙСТВ МАТЕРИАЛОВ
На чертежах изделий, подвергаемых термической и другим
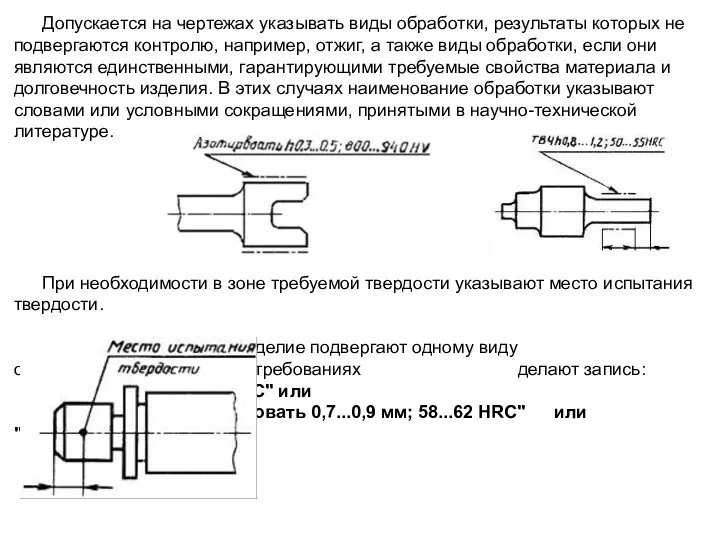
Допускается на чертежах указывать виды обработки, результаты которых не подвергаются контролю,
Допускается на чертежах указывать виды обработки, результаты которых не подвергаются контролю,
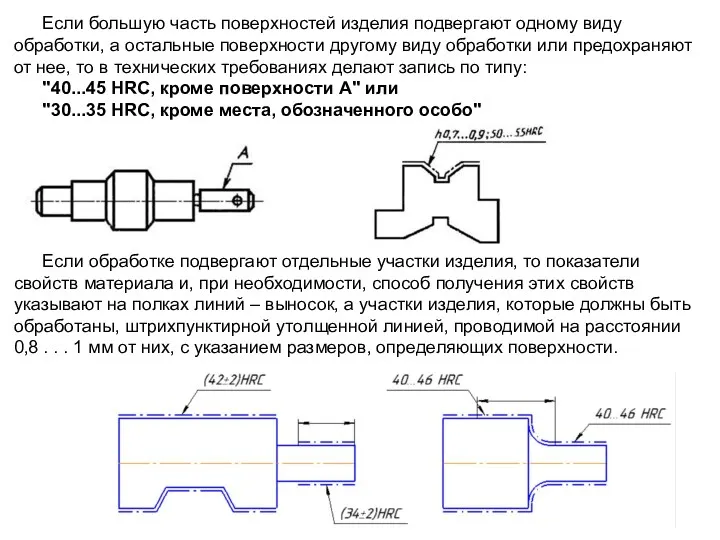
Если большую часть поверхностей изделия подвергают одному виду обработки, а остальные
Если большую часть поверхностей изделия подвергают одному виду обработки, а остальные
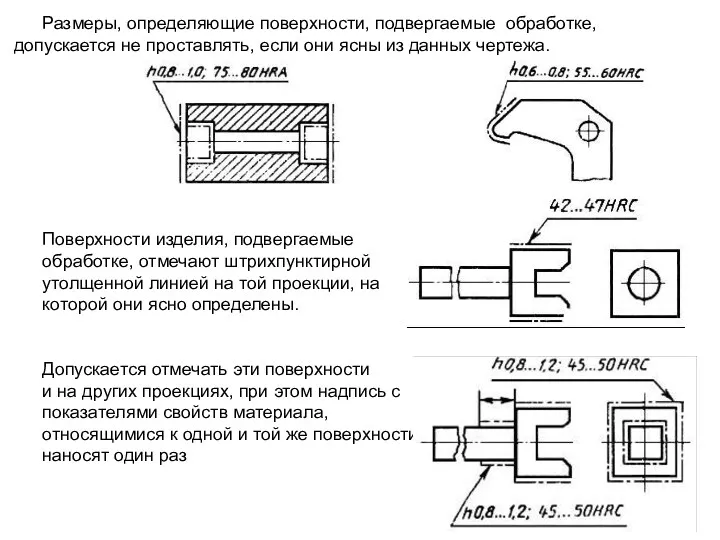
Размеры, определяющие поверхности, подвергаемые обработке, допускается не проставлять, если они ясны
Размеры, определяющие поверхности, подвергаемые обработке, допускается не проставлять, если они ясны
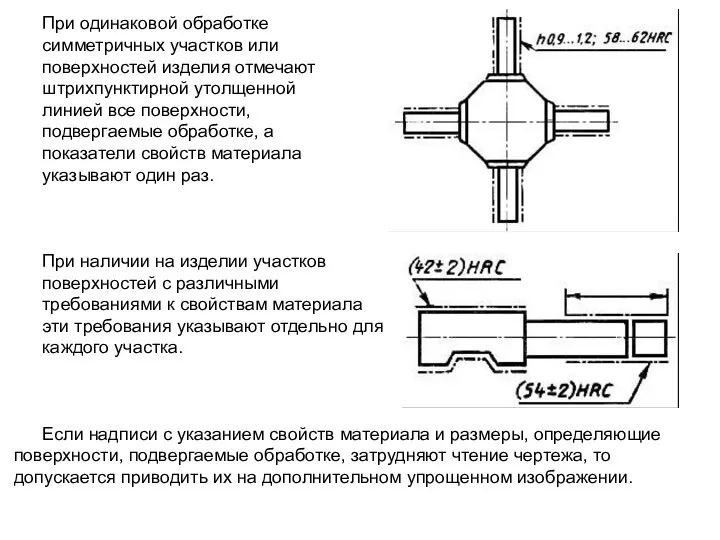
При одинаковой обработке
симметричных участков или
поверхностей изделия отмечают
штрихпунктирной утолщенной
линией
При одинаковой обработке
симметричных участков или
поверхностей изделия отмечают
штрихпунктирной утолщенной
линией
УКАЗАНИЯ НА ЧЕРТЕЖАХ О МАРКИРОВАНИИ И КЛЕЙМЕНИИ ИЗДЕЛИЙ
Маркирование - нанесение на
УКАЗАНИЯ НА ЧЕРТЕЖАХ О МАРКИРОВАНИИ И КЛЕЙМЕНИИ ИЗДЕЛИЙ
Маркирование - нанесение на
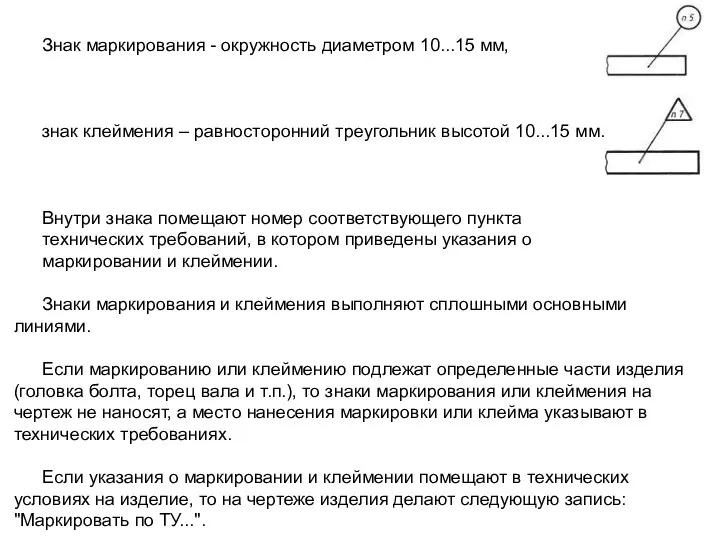
Знак маркирования - окружность диаметром 10...15 мм,
знак клеймения – равносторонний
Знак маркирования - окружность диаметром 10...15 мм,
знак клеймения – равносторонний
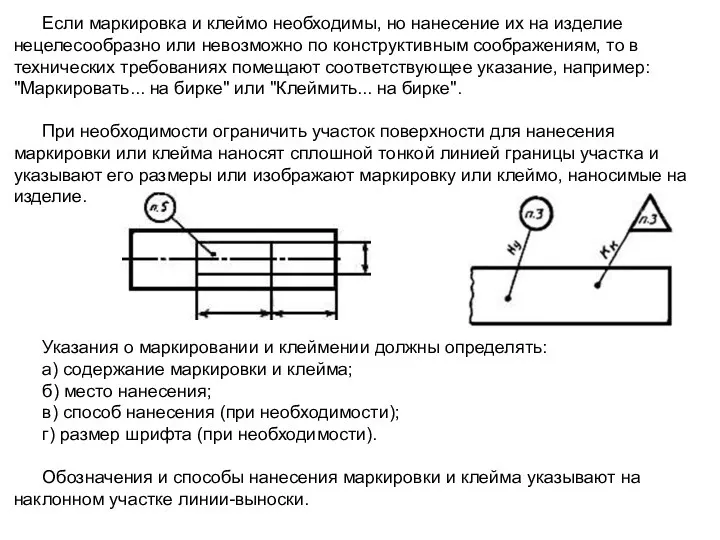
Если маркировка и клеймо необходимы, но нанесение их на изделие нецелесообразно
Если маркировка и клеймо необходимы, но нанесение их на изделие нецелесообразно
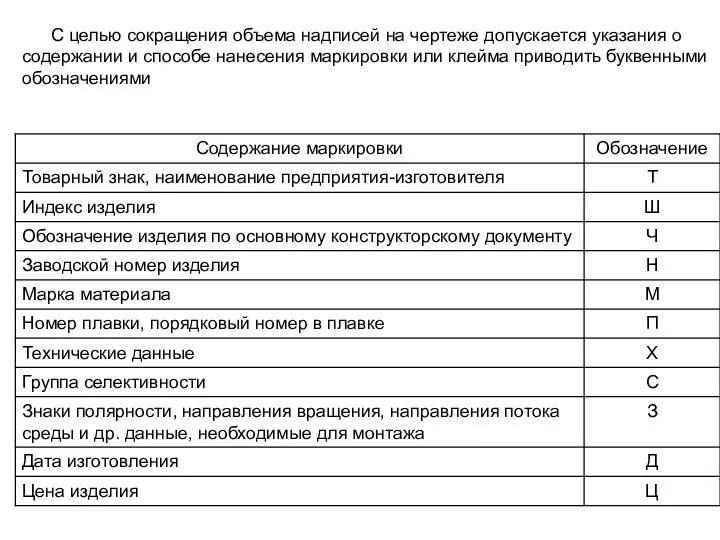
С целью сокращения объема надписей на чертеже допускается указания о содержании
С целью сокращения объема надписей на чертеже допускается указания о содержании
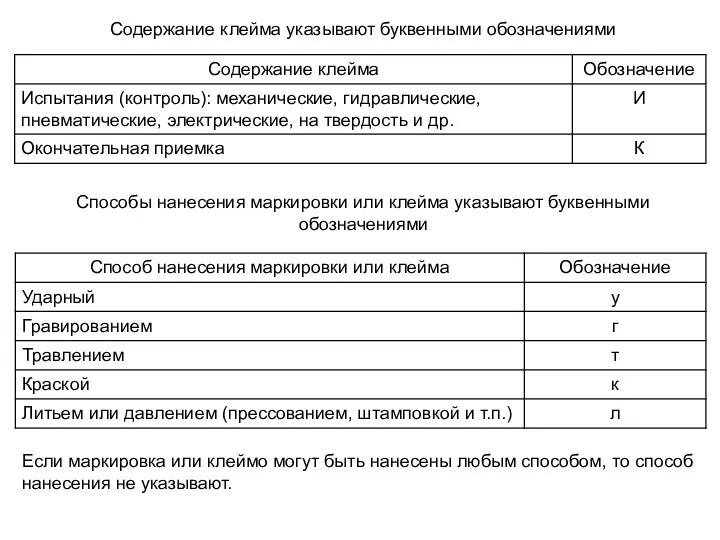
Содержание клейма указывают буквенными обозначениями
Способы нанесения маркировки или клейма указывают буквенными
Содержание клейма указывают буквенными обозначениями
Способы нанесения маркировки или клейма указывают буквенными
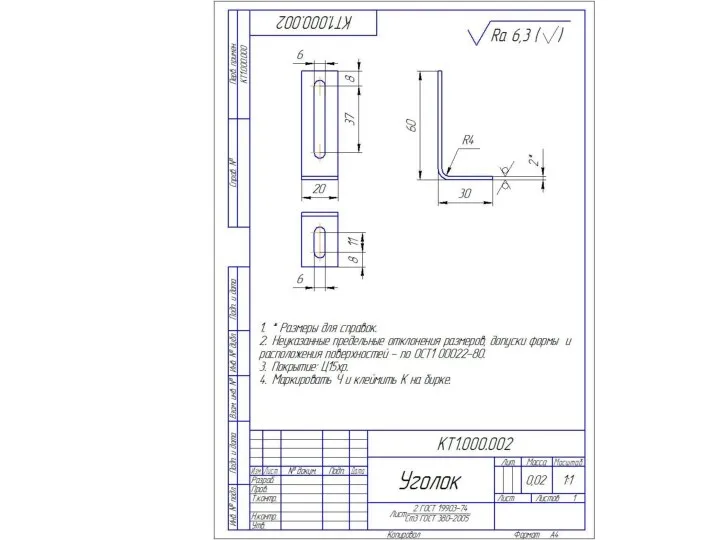
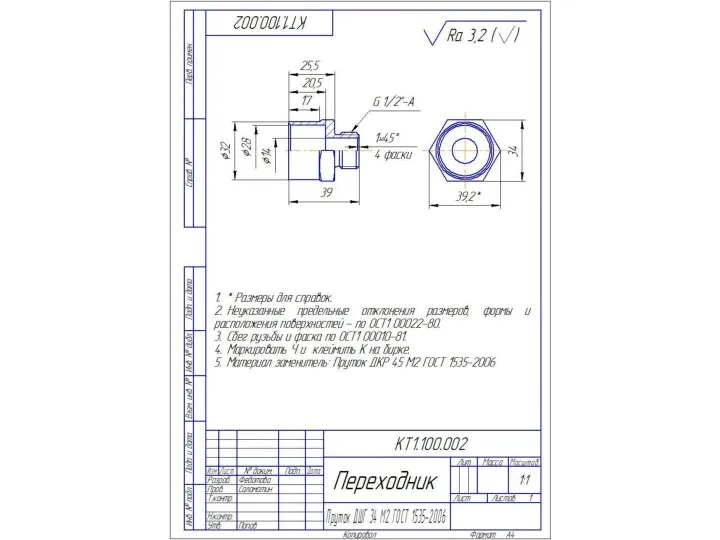
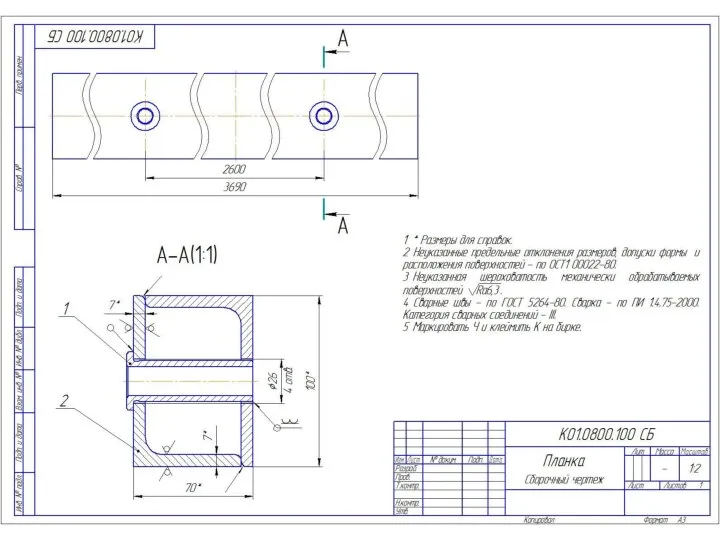
 Деталирование сборочного чертежа
Деталирование сборочного чертежа Особые случаи разрезов
Особые случаи разрезов Сечения. Правила выполнения
Сечения. Правила выполнения Сечения. Виды, изображение и обозначение сечений
Сечения. Виды, изображение и обозначение сечений Начертательная геометрия
Начертательная геометрия Решение творческих задач с элементами конструирования
Решение творческих задач с элементами конструирования Виды аксонометрии
Виды аксонометрии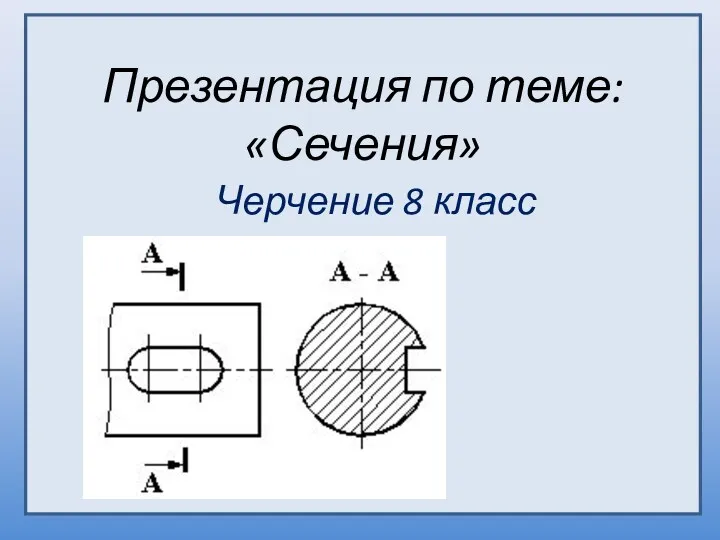 Сечения. Черчение. 8 класс
Сечения. Черчение. 8 класс Метод проекций
Метод проекций Метизы
Метизы Теория построения проекционного чертежа. Тени в ортогональных проекциях
Теория построения проекционного чертежа. Тени в ортогональных проекциях Способы преобразования чертежа. Способ вращения вокруг прямой уровня
Способы преобразования чертежа. Способ вращения вокруг прямой уровня Введение в предмет черчения
Введение в предмет черчения Сопряжения. Скругление углов
Сопряжения. Скругление углов Методы проецирования. Общие положения
Методы проецирования. Общие положения Проецирование. Виды проецирования
Проецирование. Виды проецирования Нанесение размеров на рабочих чертежах деталей
Нанесение размеров на рабочих чертежах деталей Изображение и обозначение резьбы. Основные параметры резьбы
Изображение и обозначение резьбы. Основные параметры резьбы Дисциплина начертательная геометрия
Дисциплина начертательная геометрия Свойства ортогонального проецирования. Комплексный чертеж. (Лекция 1)
Свойства ортогонального проецирования. Комплексный чертеж. (Лекция 1) Прямоугольное проецирование
Прямоугольное проецирование История возникновения чертежей
История возникновения чертежей Время. Смета проекта
Время. Смета проекта Редактирование сборки редуктора. Создание корпуса
Редактирование сборки редуктора. Создание корпуса Чертеж детали и сборочный чертеж.. 6 класс
Чертеж детали и сборочный чертеж.. 6 класс Складки (3)
Складки (3) Изображения. Виды, разрезы, сечения
Изображения. Виды, разрезы, сечения Начертательная геометрия. Лекция 1
Начертательная геометрия. Лекция 1