- Технологический контроль конструкторской документации

Содержание
- 2. Задачи технологического контроля КД Для обеспечения необходимых качественных характеристик изделия на различных этапах проектирования проводится технологический
- 3. Этапы технологического контроля – обеспечение преемственности конструкции; – правильность расчленения изделия на составные части, обеспечивающие удобство
- 4. Виды КД и их обозначение Комплект КД определяется составом и устройством проектируемого изделия и содержит данные,
- 5. Обозначения КД и ТД : Виды КД и ТД разнообразны. ГОСТ 2.101-68 устанавливает виды при разработке
- 6. Структура кода классификационной характеристики изделий . Всего в классификаторе 100 классов. Все изделия размещены в 50
- 7. Некоторые коды изделий 20 – Технологическое оборудование 30 – Сборочные единицы обще машиностроительные 40 - Средства
- 8. Требования к чертежам деталей Рабочий чертеж детали должен обеспечивать возможность ее изготовления и выполнения предназначенных ей
- 9. Нанесение размеров на чертежах деталей Нанесение размеров должно отвечать требованиям ГОСТ 2.307-68 ЕСКД: Размеры, как правило,
- 10. Предельные отклонения размеров Предельные отклонения размеров на чертеже указывают одним из трёх способов а) условными обозначениями
- 11. Обозначения предельных отклонений
- 12. Допуски формы и их расположение на чертеже Размеры и допуски формы, как правило, указываются от технологических
- 13. Примеры обозначения допусков формы 1.Не цилиндричность 2. Не параллельность 3. Радиальное биение 4 Не соосность
- 14. Выбор шероховатости поверхностей Ra 6,3; Rz 40 - Поверхности деталей, не соприкасающиеся с другими поверхностями и
- 15. Обозначения шероховатости поверхности По данному чертежу не обрабатываются Не устанавливаемая конструктором Определено конкретно, например точение или
- 16. Выбор материалов деталей Для современных требований предъявляемых к изготовлению деталей изделий РЭС, характерны следующие технологические тенденции:
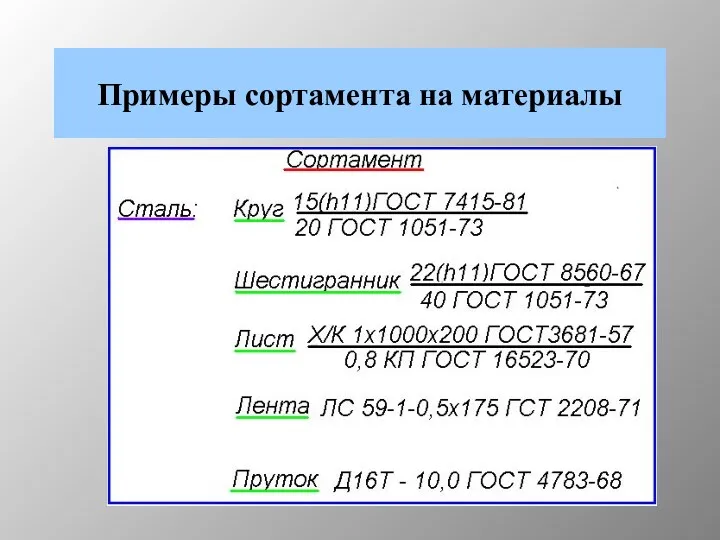
- 17. Примеры обозначения заготовок деталей Запись о материалах детали должна содержать сведения о сортаменте (в числителе) и
- 18. Примеры сортамента на материалы
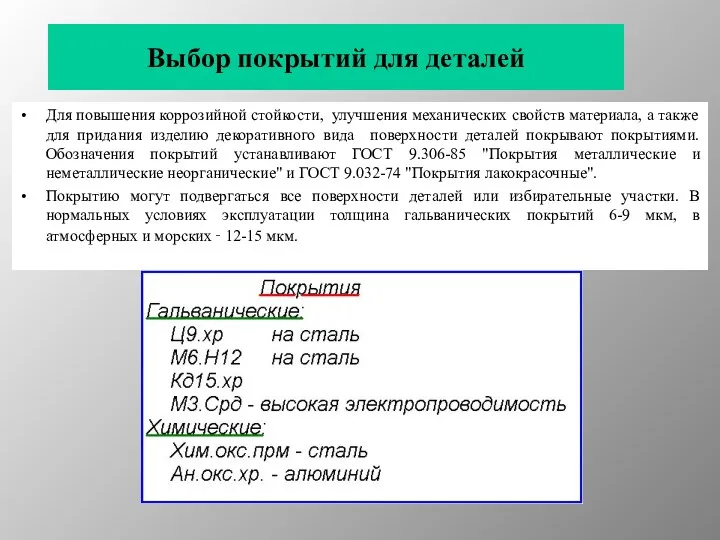
- 19. Выбор покрытий для деталей Для повышения коррозийной стойкости, улучшения механических свойств материала, а также для придания
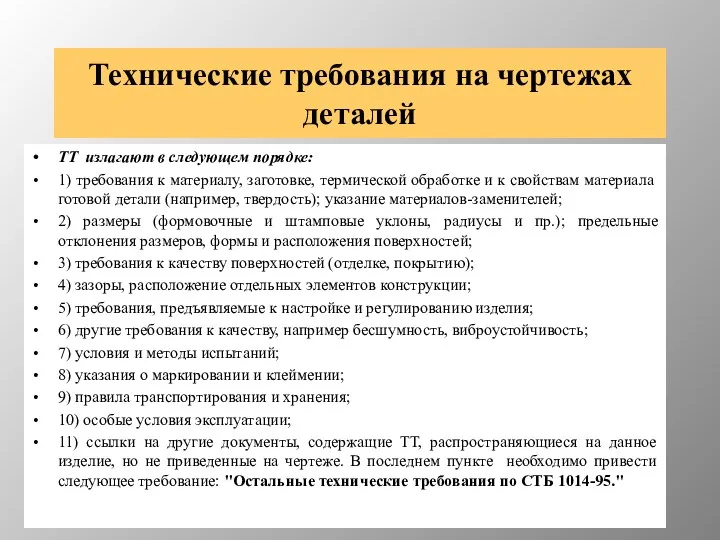
- 20. Технические требования на чертежах деталей ТТ излагают в следующем порядке: 1) требования к материалу, заготовке, термической
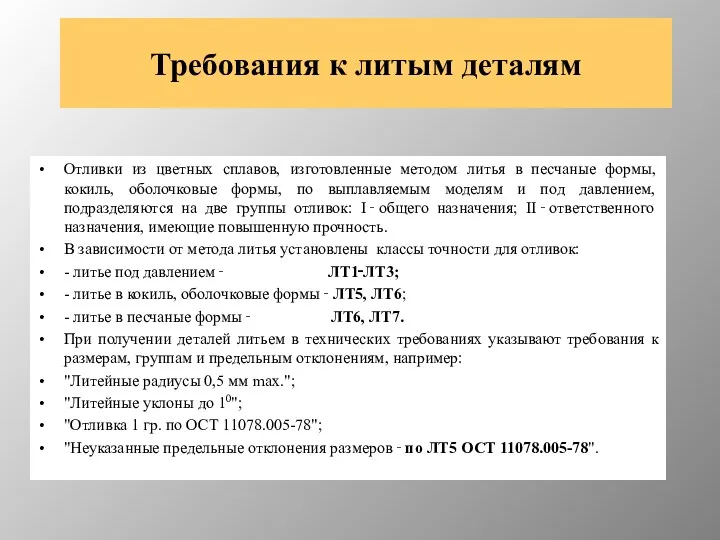
- 21. Требования к литым деталям Отливки из цветных сплавов, изготовленные методом литья в песчаные формы, кокиль, оболочковые
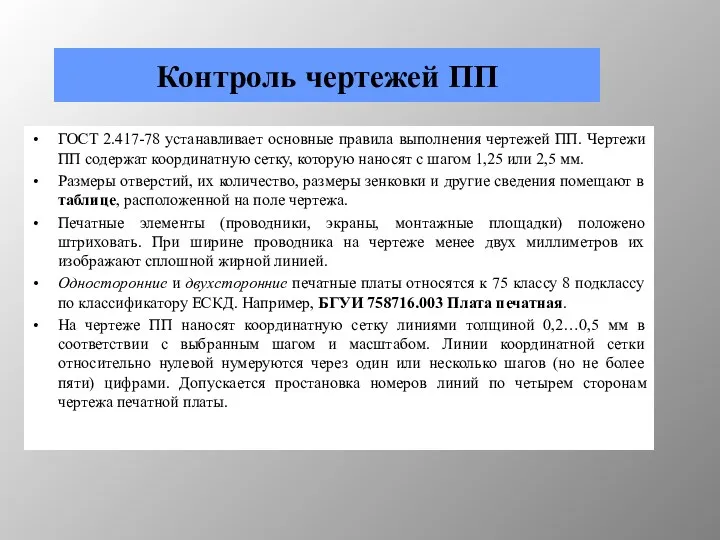
- 22. Контроль чертежей ПП ГОСТ 2.417-78 устанавливает основные правила выполнения чертежей ПП. Чертежи ПП содержат координатную сетку,
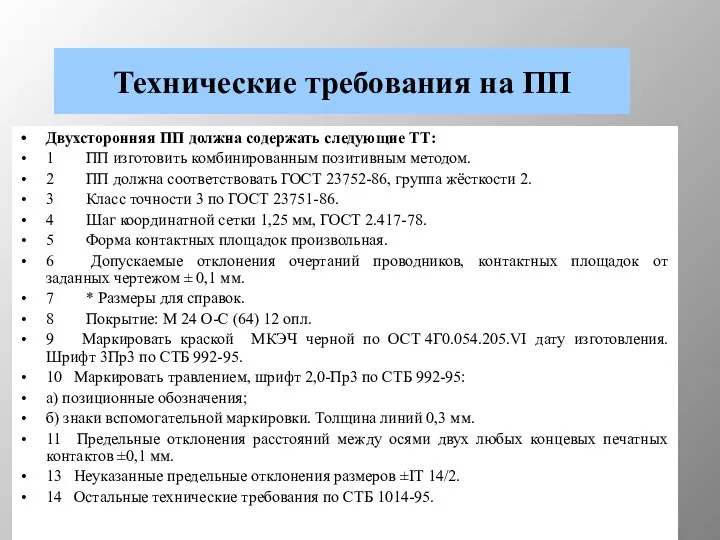
- 23. Технические требования на ПП Двухсторонняя ПП должна содержать следующие ТТ: 1 ПП изготовить комбинированным позитивным методом.
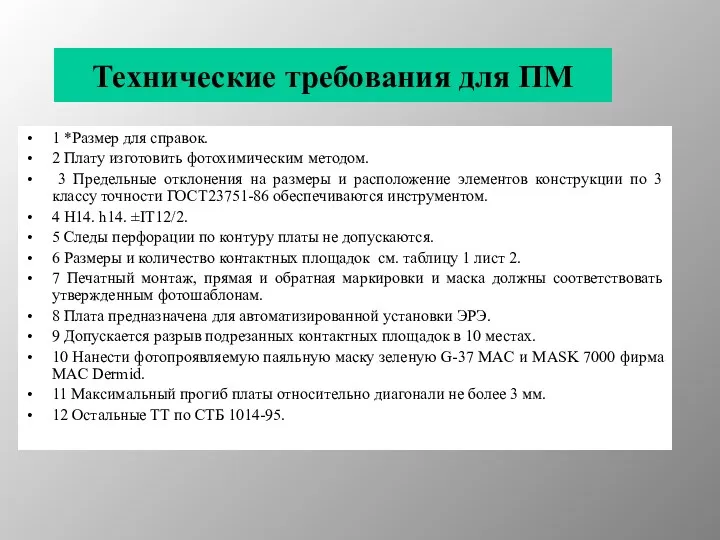
- 24. Технические требования для ПМ 1 *Размер для справок. 2 Плату изготовить фотохимическим методом. 3 Предельные отклонения
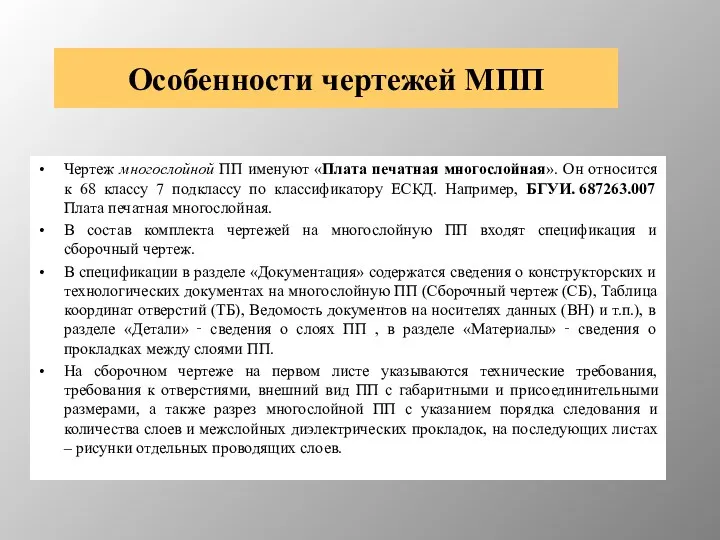
- 25. Особенности чертежей МПП Чертеж многослойной ПП именуют «Плата печатная многослойная». Он относится к 68 классу 7
- 26. Контроль сборочных чертежей Сборочный чертеж изделия должен содержать: 1) изображение изделия, позволяющее осуществить его сборку и
- 27. Габаритные и справочные размеры Габаритные размеры определяют предельные внешние или внутренние очертания изделия. Установочные и присоединительные
- 28. Упрощения на СБ Изображение на чертеже может быть упрощенным в соответствии с ГОСТ 2.109-73. В частности:
- 29. Особенности СБ Сборочный чертеж изделия рекомендуется выполнять в масштабе 1:1 на одном или нескольких листах формата
- 30. Правила обозначения сварных швов 1 – номер сварного шва 2 - стандарт на вид сварки 3
- 31. Технические требования к сборочным чертежам изделий, содержащим печатный и объемный монтаж 1 *Размеры для справок. 2
- 33. Скачать презентацию
Задачи технологического контроля КД
Для обеспечения необходимых качественных характеристик изделия на различных
Задачи технологического контроля КД
Для обеспечения необходимых качественных характеристик изделия на различных
Этапы технологического контроля
– обеспечение преемственности конструкции;
– правильность расчленения изделия на составные
Этапы технологического контроля
– обеспечение преемственности конструкции;
– правильность расчленения изделия на составные
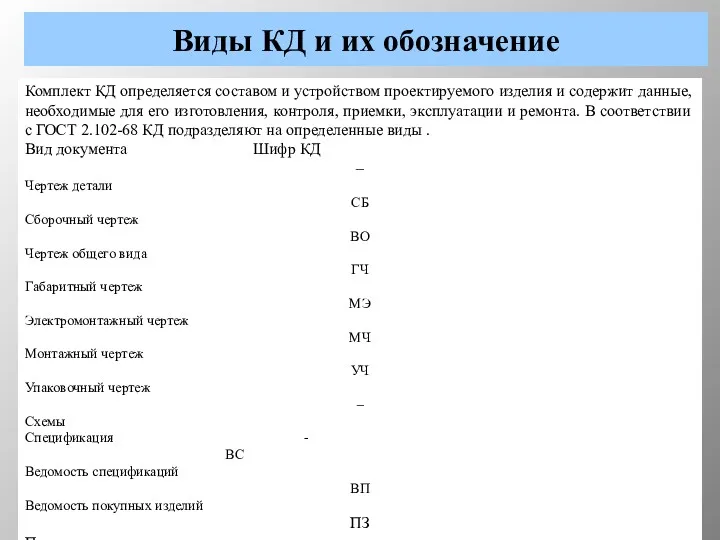
Виды КД и их обозначение
Комплект КД определяется составом и устройством проектируемого
Виды КД и их обозначение
Комплект КД определяется составом и устройством проектируемого
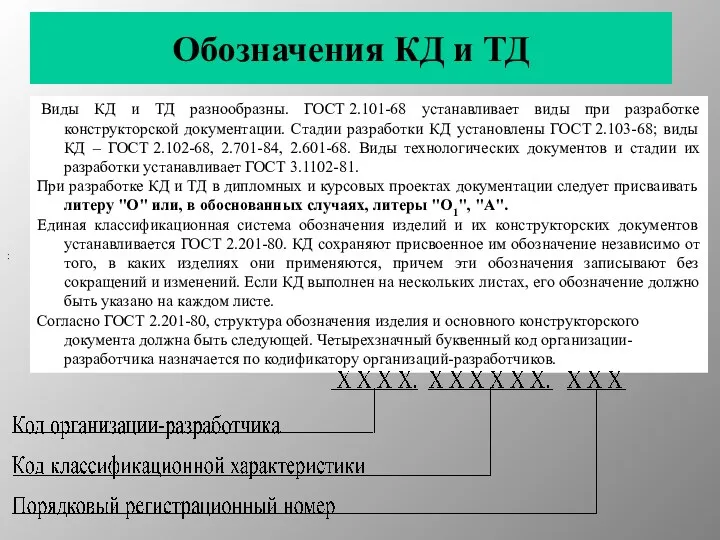
Обозначения КД и ТД
:
Виды КД и ТД разнообразны. ГОСТ 2.101-68 устанавливает виды
Обозначения КД и ТД
:
Виды КД и ТД разнообразны. ГОСТ 2.101-68 устанавливает виды
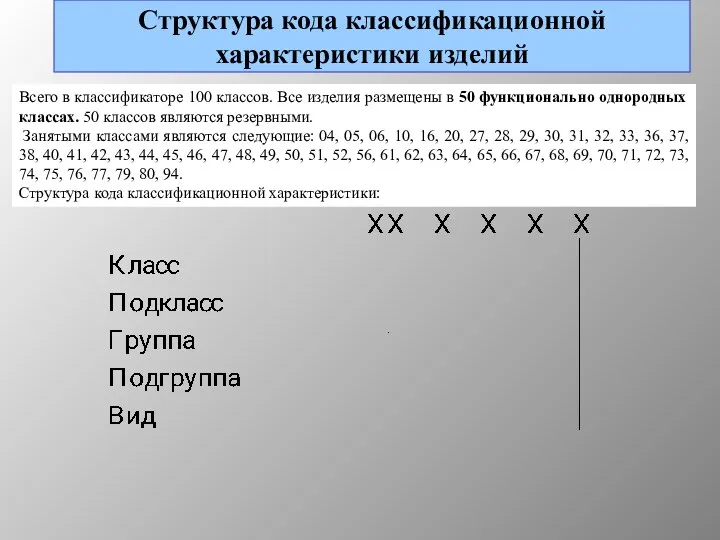
Структура кода классификационной характеристики изделий
.
Всего в классификаторе 100 классов. Все изделия
Структура кода классификационной характеристики изделий
.
Всего в классификаторе 100 классов. Все изделия
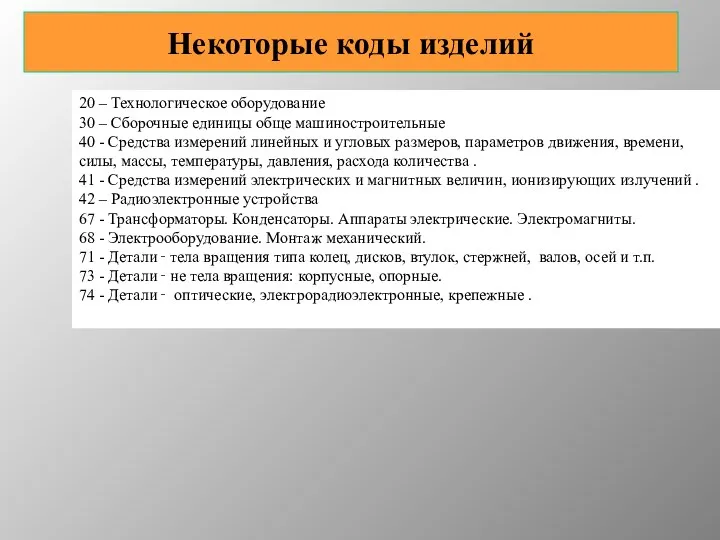
Некоторые коды изделий
20 – Технологическое оборудование
30 – Сборочные единицы обще
Некоторые коды изделий
20 – Технологическое оборудование
30 – Сборочные единицы обще
Требования к чертежам деталей
Рабочий чертеж детали должен обеспечивать возможность ее изготовления
Требования к чертежам деталей
Рабочий чертеж детали должен обеспечивать возможность ее изготовления
Нанесение размеров на чертежах деталей
Нанесение размеров должно отвечать требованиям ГОСТ
Нанесение размеров на чертежах деталей
Нанесение размеров должно отвечать требованиям ГОСТ
Предельные отклонения размеров
Предельные отклонения размеров на чертеже указывают одним из трёх
Предельные отклонения размеров
Предельные отклонения размеров на чертеже указывают одним из трёх
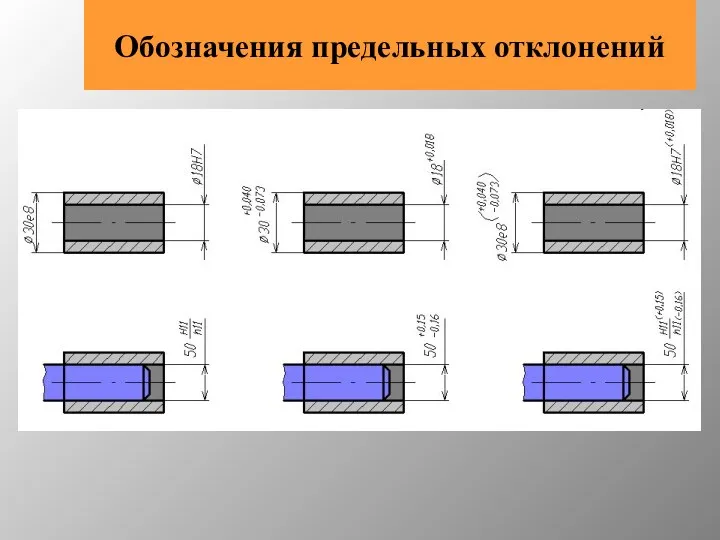
Обозначения предельных отклонений
Обозначения предельных отклонений
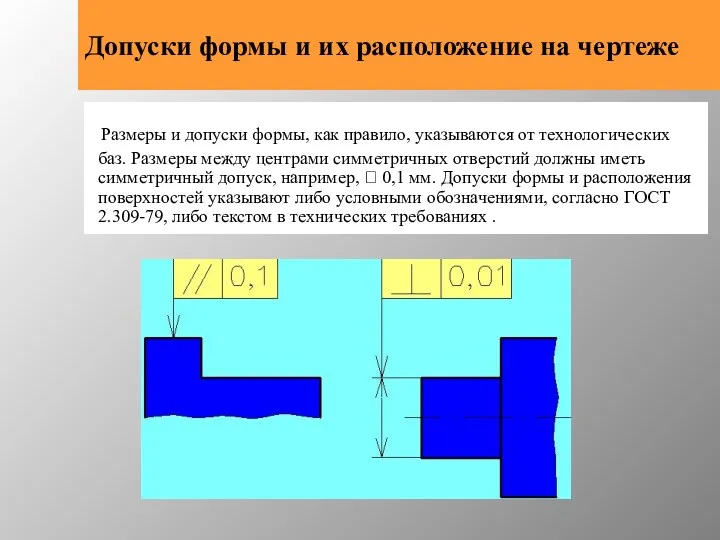
Допуски формы и их расположение на чертеже
Размеры и допуски формы,
Допуски формы и их расположение на чертеже
Размеры и допуски формы,
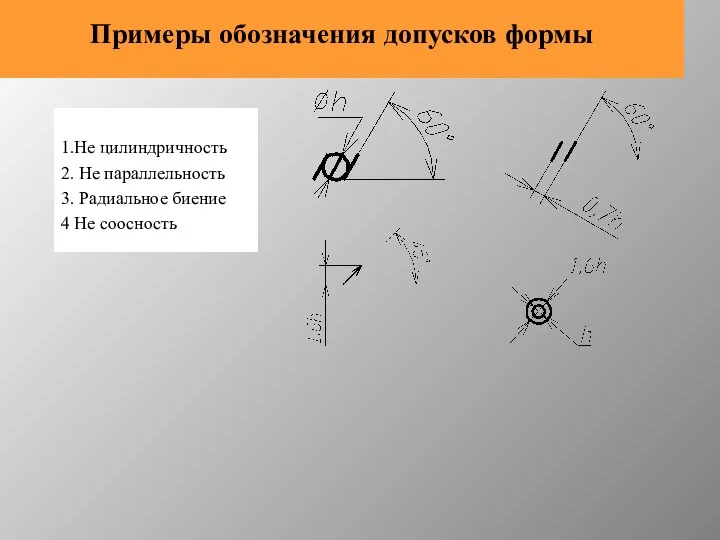
Примеры обозначения допусков формы
1.Не цилиндричность
2. Не параллельность
3. Радиальное биение
4 Не
Примеры обозначения допусков формы
1.Не цилиндричность
2. Не параллельность
3. Радиальное биение
4 Не
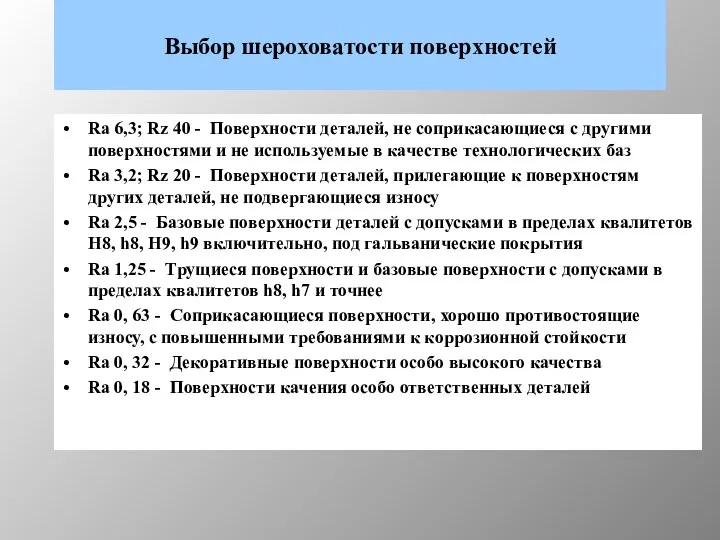
Выбор шероховатости поверхностей
Ra 6,3; Rz 40 - Поверхности деталей, не соприкасающиеся с другими
Выбор шероховатости поверхностей
Ra 6,3; Rz 40 - Поверхности деталей, не соприкасающиеся с другими
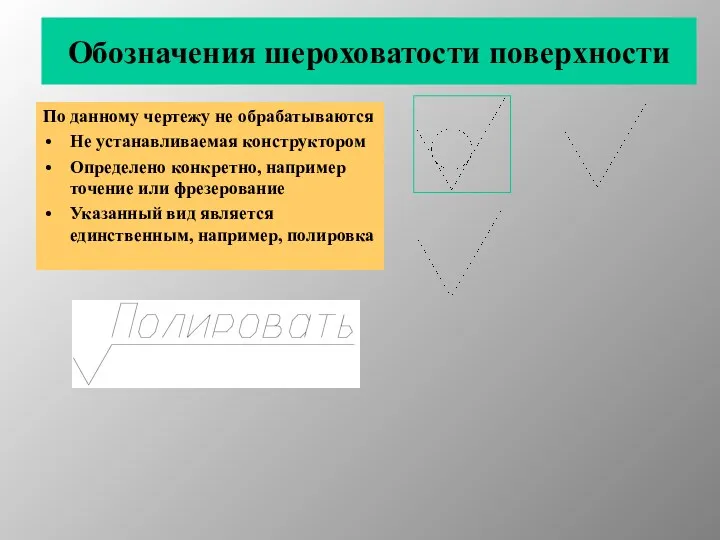
Обозначения шероховатости поверхности
По данному чертежу не обрабатываются
Не устанавливаемая конструктором
Определено конкретно, например
Обозначения шероховатости поверхности
По данному чертежу не обрабатываются
Не устанавливаемая конструктором
Определено конкретно, например
Выбор материалов деталей
Для современных требований предъявляемых к изготовлению деталей изделий РЭС,
Выбор материалов деталей
Для современных требований предъявляемых к изготовлению деталей изделий РЭС,
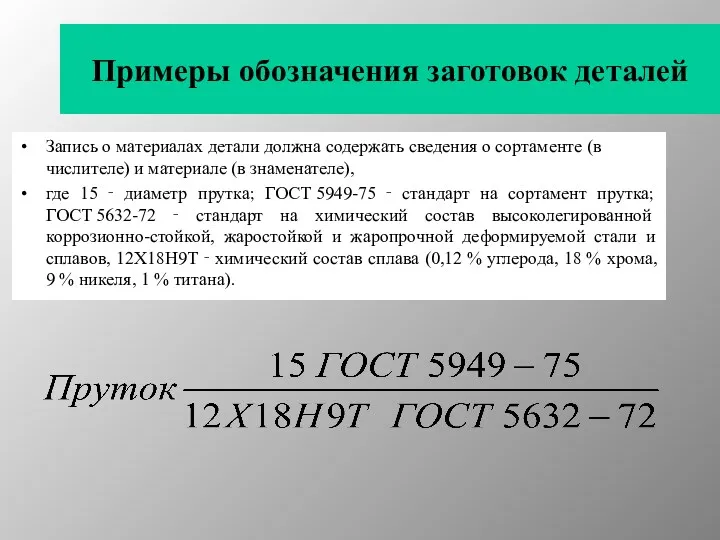
Примеры обозначения заготовок деталей
Запись о материалах детали должна содержать сведения о
Примеры обозначения заготовок деталей
Запись о материалах детали должна содержать сведения о
Примеры сортамента на материалы
Примеры сортамента на материалы
Выбор покрытий для деталей
Для повышения коррозийной стойкости, улучшения механических свойств материала,
Выбор покрытий для деталей
Для повышения коррозийной стойкости, улучшения механических свойств материала,
Технические требования на чертежах деталей
ТТ излагают в следующем порядке:
1) требования к
Технические требования на чертежах деталей
ТТ излагают в следующем порядке:
1) требования к
Требования к литым деталям
Отливки из цветных сплавов, изготовленные методом литья в
Требования к литым деталям
Отливки из цветных сплавов, изготовленные методом литья в
Контроль чертежей ПП
ГОСТ 2.417-78 устанавливает основные правила выполнения чертежей ПП. Чертежи ПП
Контроль чертежей ПП
ГОСТ 2.417-78 устанавливает основные правила выполнения чертежей ПП. Чертежи ПП
Технические требования на ПП
Двухсторонняя ПП должна содержать следующие ТТ:
1 ПП изготовить
Технические требования на ПП
Двухсторонняя ПП должна содержать следующие ТТ:
1 ПП изготовить
Технические требования для ПМ
1 *Размер для справок.
2 Плату изготовить фотохимическим методом.
Технические требования для ПМ
1 *Размер для справок.
2 Плату изготовить фотохимическим методом.
Особенности чертежей МПП
Чертеж многослойной ПП именуют «Плата печатная многослойная». Он относится
Особенности чертежей МПП
Чертеж многослойной ПП именуют «Плата печатная многослойная». Он относится
Контроль сборочных чертежей
Сборочный чертеж изделия должен содержать:
1) изображение изделия, позволяющее осуществить его
Контроль сборочных чертежей
Сборочный чертеж изделия должен содержать:
1) изображение изделия, позволяющее осуществить его
Габаритные и справочные размеры
Габаритные размеры определяют предельные внешние или внутренние очертания
Габаритные и справочные размеры
Габаритные размеры определяют предельные внешние или внутренние очертания
Упрощения на СБ
Изображение на чертеже может быть упрощенным в соответствии
Упрощения на СБ
Изображение на чертеже может быть упрощенным в соответствии
Особенности СБ
Сборочный чертеж изделия рекомендуется выполнять в масштабе 1:1 на одном
Особенности СБ
Сборочный чертеж изделия рекомендуется выполнять в масштабе 1:1 на одном
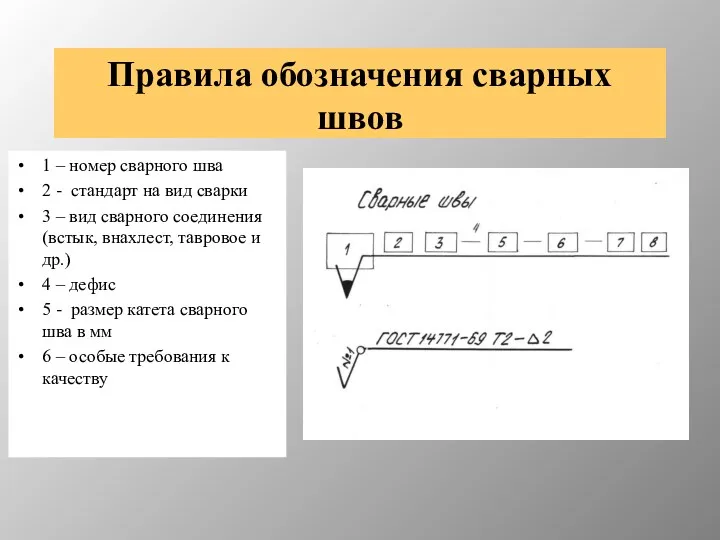
Правила обозначения сварных швов
1 – номер сварного шва
2 - стандарт на
Правила обозначения сварных швов
1 – номер сварного шва
2 - стандарт на
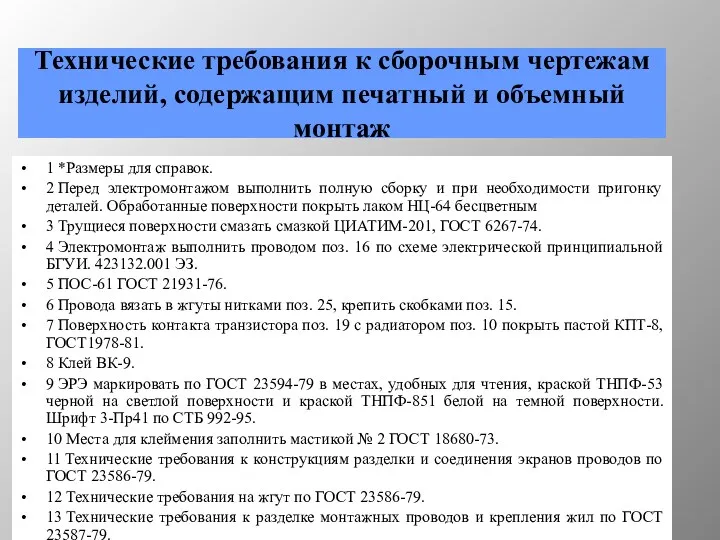
Технические требования к сборочным чертежам изделий, содержащим печатный и объемный монтаж
Технические требования к сборочным чертежам изделий, содержащим печатный и объемный монтаж
 Виды соединений
Виды соединений Проецирование геометрических тел
Проецирование геометрических тел Проектирование систем вентиляции девятиэтажного дома
Проектирование систем вентиляции девятиэтажного дома Проведение метрологической экспертизы конструкторской документации
Проведение метрологической экспертизы конструкторской документации История возникновения чертежей
История возникновения чертежей Кривые линии. Поверхности
Кривые линии. Поверхности Нанесение размеров ГОСТ 2.307-68
Нанесение размеров ГОСТ 2.307-68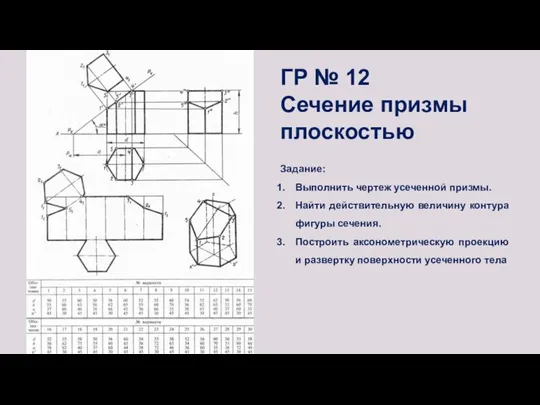 ГР № 12 Сечение призмы плоскостью
ГР № 12 Сечение призмы плоскостью Детали. Сборочный чертеж
Детали. Сборочный чертеж Сечения и разрезы
Сечения и разрезы Инженерная графика. Изображения: виды, разрезы, сечения
Инженерная графика. Изображения: виды, разрезы, сечения Комплексный чертеж прямой линии и плоскости
Комплексный чертеж прямой линии и плоскости Шрифты в архитектурной графике
Шрифты в архитектурной графике Сборочные чертежи. Разъёмные и неразъёмные соединения деталей
Сборочные чертежи. Разъёмные и неразъёмные соединения деталей Нанесение размеров на чертежах (ГОСТ 2.307- 2011)
Нанесение размеров на чертежах (ГОСТ 2.307- 2011) Дополнительные модули и плагины
Дополнительные модули и плагины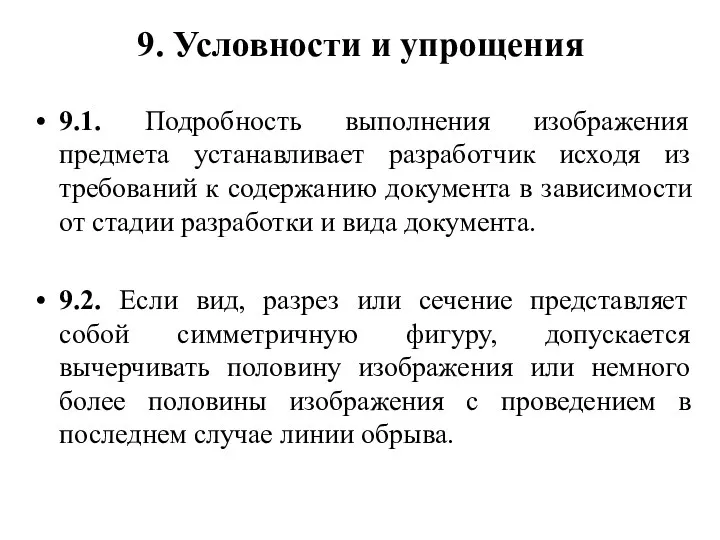 Условности и упрощения
Условности и упрощения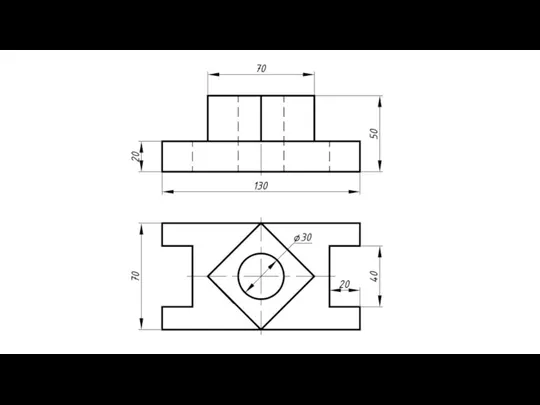 Простые разрезы
Простые разрезы Построение теней в перспективе. Метод обратного луча. Метод лучевых сечений
Построение теней в перспективе. Метод обратного луча. Метод лучевых сечений Последовательность чтения сборочных чертежей
Последовательность чтения сборочных чертежей Зображення об’єктів на технічних креслениках. Види. Лекція 2
Зображення об’єктів на технічних креслениках. Види. Лекція 2 Инженерная графика (1)
Инженерная графика (1) Алгоритм построения чертежа, содержащего сечения
Алгоритм построения чертежа, содержащего сечения Деталирование сборочного чертежа
Деталирование сборочного чертежа Правила вычерчивания аксонометрической схемы системы вентиляции и обозначение элементов
Правила вычерчивания аксонометрической схемы системы вентиляции и обозначение элементов Аксонометрические проекции
Аксонометрические проекции Начертательная геометрия. Инженерная графика
Начертательная геометрия. Инженерная графика Сопряжения
Сопряжения