- Базисные понятия БП

Содержание
- 2. Ценность для потребителя Ценность - полезность, присущая продукту с точки зрения клиента и находящая отражение в
- 3. Поток создания ценности
- 4. Поток создания ценности. Целевое состояние
- 5. название оборудования или процесса; время выполнения операции или процесса (фиксируется фактическое время, а не указанное в
- 6. Что фиксируется в картах (2)? порядок и сроки размещения заказов у поставщиков по данному потоку; порядок
- 7. производительность, абсолютный объем производства, занимаемая площадь, количество оборудования и оснастки, длина производственного потока, время простоя и
- 8. Потери в потоке создания ценности - любое действие, потребляющее ресурсы, но не добавляющее ценность продукту или
- 10. Все потери делят на две категории. Потери первого порядка, это то от чего просто нельзя избавиться.
- 11. 1. Перепроизводство. Слишком много, слишком рано Продукция производится в большем объеме или раньше, чем требуется заказчику
- 12. 1. Перепроизводство. Слишком много, слишком рано Продукция производится в большем объеме или раньше, чем требуется заказчику
- 13. Все, что больше минимума для работы Хранение большого объема сырья, материалов, НЗП и готовых компонентов. Накопление
- 14. Неорганизованное перемещение материалов 3. Транспортировка Любое перемещение материалов, деталей, запасных частей, или готовых изделий. Хождение клиента
- 15. Плохое планирование и месторасположение 4.Излишнее передвижение Любое движение персонала в процессе производства: ходьба, поиски того, что
- 16. Бездействие 5.Ожидание Время бездействия сборщика или оборудования, вызванное ожиданием материала, задержкой доставки, проверками, завершением операции раньше
- 17. То, что клиент не заказывал 6.Излишняя обработка Выполнение операций и процессов повышающих стоимость продукта и не
- 18. Любая переработка (ремонт) - потери 7.Дефекты/ремонт/переделки Любое отклонение от стандарта, т.е. любая обработка продукта с помощью
- 19. Потери и их устранение
- 20. Перепроизводство Перепроизводство - это следствие образа мышления руководителей производства, главным приоритетом для которых является наиболее полная
- 21. Пример из практики ОАО «КрАЗ» Выливка электролизёров и передача ковшей с металлом происходит без учёта потребностей
- 22. Потери из-за дефектов и необходимости переделки Допустив ошибку при работе с изделием и передав его на
- 23. Шаги по ликвидации потерь из-за дефектов и необходимости переделки Выявите дефектные или незавершенные продукты или услуги,
- 24. Потери при передвижении Потери при передвижении — это ненужные перемещения персонала, продукции, материалов и оборудования, которые
- 25. Ликвидация потерь при передвижении Установите, когда персонал совершает ненужные передвижения или перемещения Составьте комплексную схему фактических
- 26. Потери при транспортировке Транспортные потери возникают, когда персонал, оборудование, продукция или информация перемещаются чаще или на
- 27. Ликвидация потерь при транспортировке Найдите перемещения персонала, материалов или информации, которые не способствуют процессу создания ценности.
- 28. Потери от излишних запасов Потери, скрывающиеся в излишних запасах, таят в себе множество неприятных проблем качества,
- 29. Ликвидация потерь от излишних запасов Выявите излишние производственные мощности, избыточные запасы сырья, незавершенного производства или готовой
- 30. Потери от излишней обработки Потери от излишней обработки возникают при производстве продукции или услуг с более
- 31. Ликвидация потерь от излишней обработки Найдите продукты, возвращенные покупателями как сломанные или имеющие дефекты в тех
- 32. Потери времени на ожидание Потери времени на ожидание возникают, когда люди, операции или частично готовая продукция
- 33. Ликвидация потерь времени на ожидание Найдите людей или оборудование, которые ожидают завершения предыдущей или начала следующей
- 34. Потери в концепции 3 mu
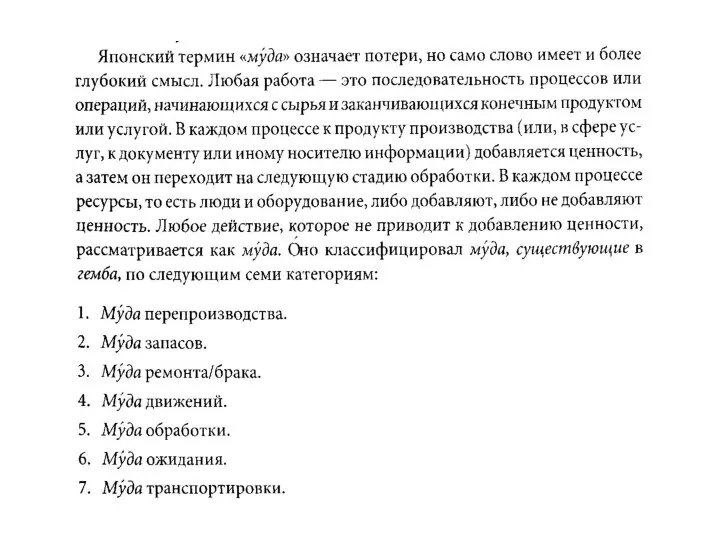
- 35. Концепция 3 mu Концепция «3 му» описывает потери, которых надо избегать. Первый вид потерь – muda.
- 36. Примеры Muda 1-го рода Примером muda 1-го рода служат операции доводки после покраски кузовов автомобилей, необходимые
- 37. Примеры Muda 2-го рода Пример muda 2-го рода – многочисленные перемещения изделий и запасов между стадиями
- 38. Примеры Mura Mura часто наблюдается в офисах. Если работа, как это обычно бывает, организована по отделам,
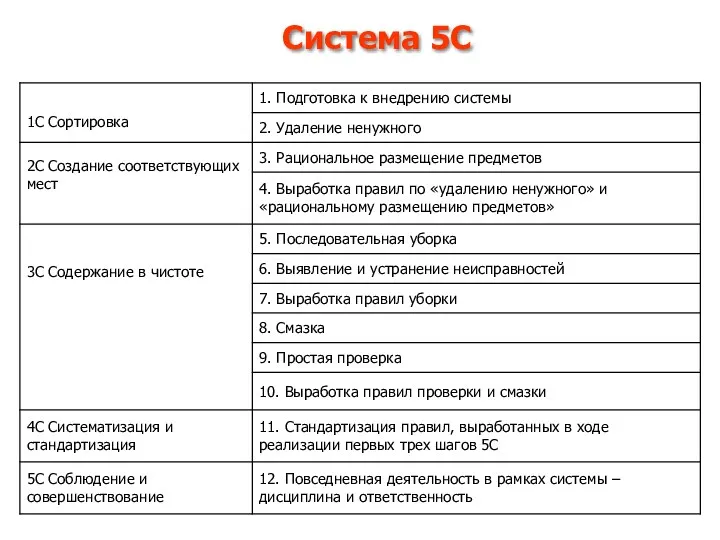
- 39. Система 5С
- 40. На подобном рабочем месте продукция не может быть качественной, а производительность – высокой
- 41. 5С: Эффект программы 5С Сокращение количества проблем технологического процесса Улучшение коммуникации на рабочем месте Улучшение качества
- 42. Взаимодействие позволит увидеть большую экономию Как мы можем измерить потенциал экономии от 5С? Измерьте расстояние, которое
- 43. 1С: Сортировка
- 44. 1С: сортировка Сортируем предметы на: Что подлежит сортировке? Все, что находится в рабочей зоне участка!
- 45. 1С: Сортировка Потенциально ненужные предметы: Сломанные инструменты и приспособления Запасы (сырье, полуфабрикаты, узлы, готовые изделия) Лишние
- 47. 1С: Сортировка Учитывайте для определения «нужных» предметов следующие факторы: Необходимость предмета при выполнении работ на данном
- 48. 1С: Сортировка Определите уровень частоты использования предметов: Ежедневно Еженедельно Ежемесячно Раз в квартал и реже Раз
- 49. Предметы, степень необходимости которых Вы определить не можете – относятся к категории «Не определено» Пометьте их
- 50. номер участка категория предмета наименование предмета или его описание, количество причина отметки «Красного ярлыка» способ удаления
- 51. Карантинная зона
- 52. 1С: Правила «Карантинной зоны» Назначьте зону карантина и сообщите всем Поместите, отмеченные ярлыками, предметы в специально
- 53. Правила использования не нужных предметов Продать Если какое либо оборудование или инструмент больше не нужны, можно
- 54. 1С: Не «перегните палку»! Будьте внимательны при сортировке, чтобы не выбросить вещи, к которым люди привязаны
- 55. 1С: Проведите оценку выполнения сортировки Используйте контрольные бланки для оценки выполнения сортировки Вы справились? Переходим к
- 56. Рациональное расположение предметов в рабочей зоне 2С: Создание «своих мест»
- 57. 2С: Создание «своих мест» Рациональное размещение предметов в рабочей зоне должно: Обеспечить минимальные передвижения оператора Исключить
- 58. 2С: Создание «своих мест» Спланируйте оптимальное место расположения для предметов и крупной оснастки в рабочей зоне
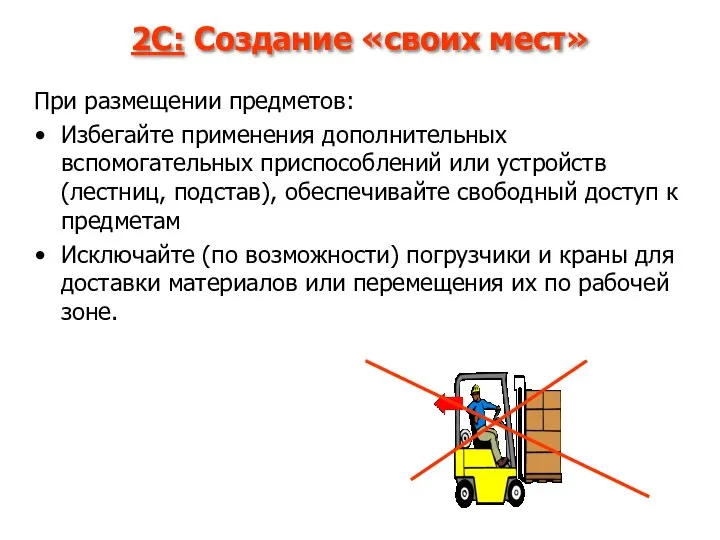
- 59. 2С: Создание «своих мест» При размещении предметов: Избегайте применения дополнительных вспомогательных приспособлений или устройств (лестниц, подстав),
- 60. 2С: Создание «своих мест» Если предмет используется ежедневно: рекомендуется хранение «под рукой»; Если предмет используется еженедельно:
- 61. Принципы расположения материалов и оборудования Создаем удобное и безопасное рабочее место
- 62. Принципы хранения инструментов Размещаем инструменты в порядке использования
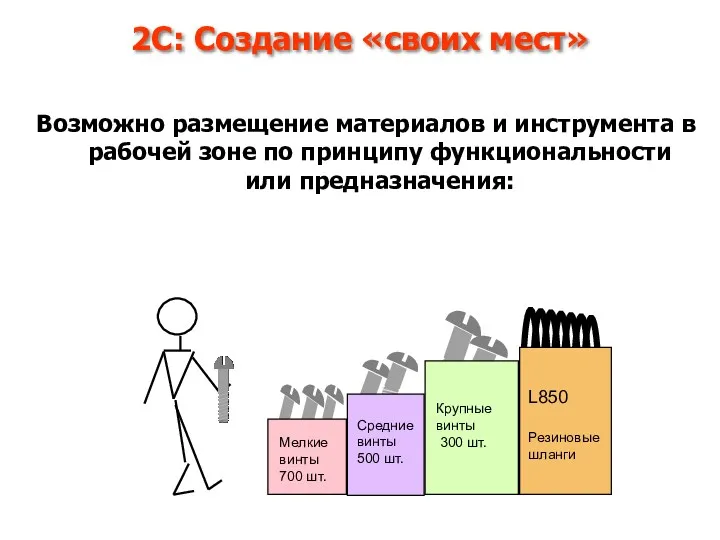
- 63. 2С: Создание «своих мест» Возможно размещение материалов и инструмента в рабочей зоне по принципу функциональности или
- 64. 2С: Варианты мест хранения
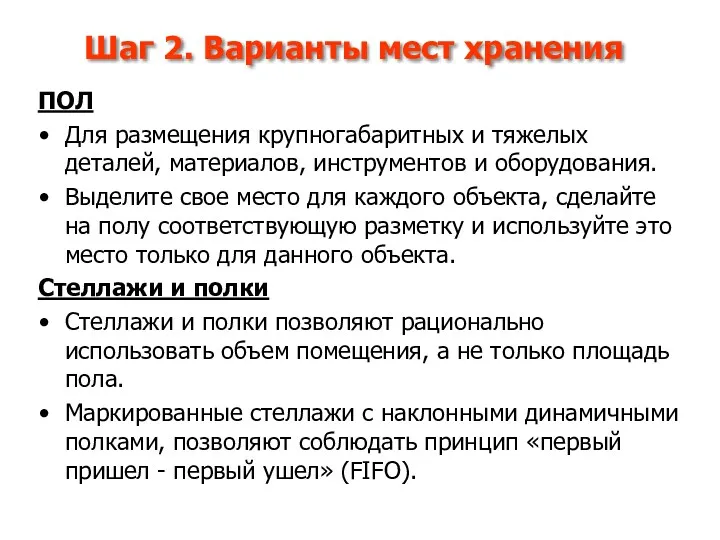
- 65. ПОЛ Для размещения крупногабаритных и тяжелых деталей, материалов, инструментов и оборудования. Выделите свое место для каждого
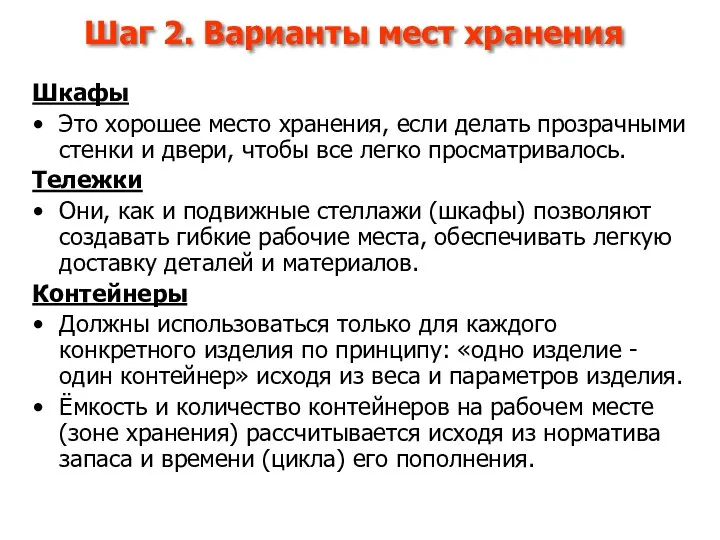
- 68. Шкафы Это хорошее место хранения, если делать прозрачными стенки и двери, чтобы все легко просматривалось. Тележки
- 72. Передвижное оборудование Все оборудование (оснастка и приспособления), которое может быть сделано передвижным, должно быть сделано таким.
- 73. Экспедиционные площадки, склады (супермаркеты) Всегда рассматривайте целесообразность создания централизованного склада. Всегда лучше рассмотреть возможность складирования материалов
- 76. Шаг 2. Что нельзя делать при хранении? 1. Использовать рабочие столы. Они не годятся для хранения,
- 77. 2С: Обозначение мест хранения Каким образом? табличками, ярлыками, разметкой места, оконтуриванием, кодирование цветом
- 79. 2С: Проведите оценку выполнения второго шага Заполните контрольный лист : постройте схему расположения оборудования и оснастки,
- 80. 3С: Содержание в чистоте Всякий существующий порядок приходится непрерывно наводить
- 81. Проблемы, избежать которых позволяет уборка : Снижение эмоционального настроя рабочих и эффективности их работы из-за загрязнения
- 82. Последовательность уборки/проверки: Определите объекты уборки/проверки Распределите задания среди членов команды Определите методы уборки/проверки Произведите уборку/проверку: Устраните
- 83. 3С: содержание в чистоте Уберите рабочую зону (пол, стены, и т.д.) Очистите от грязи все оборудование
- 84. Проблемы видны на чистом оборудовании Используйте уборку оборудования как возможность для полного осмотра каждого узла и
- 85. 3С: Поддержание внешнего вида Покраска Изыщите возможности покрасить стены, потолок, оборудование и даже пол. Разработайте план
- 86. 3С: Профилактика. Анализ причин Рассматривайте уборку и организацию производственных участков, как проблему усовершенствования производственного процесса. Анализируйте
- 87. 3С: Кто будет заниматься уборкой (чисткой) и как часто? Графики уборки Определите объекты уборки. Определите ответственных
- 88. 3С: Проведите оценку выполнения шага №3 На все вопросы получены положительные ответы? Можно приступать к подготовке
- 89. 4С: Что такое стандарт? Самый лучший и простейший способ найти и сохранять определенный уровень достижений
- 90. 4С: Стандартизация Основная цель стандартизации – предотвратить отход от постоянной реализации первых трех этапов и обеспечить
- 91. 4С: Стандарты Должны быть: простые краткие ясные наглядные Стандартом может быть: - Размеченный участок пола -
- 92. 4С: Стандартизация Определите и опишите действия, которые должны предпринять операторы и персонал технического обслуживания для обеспечения
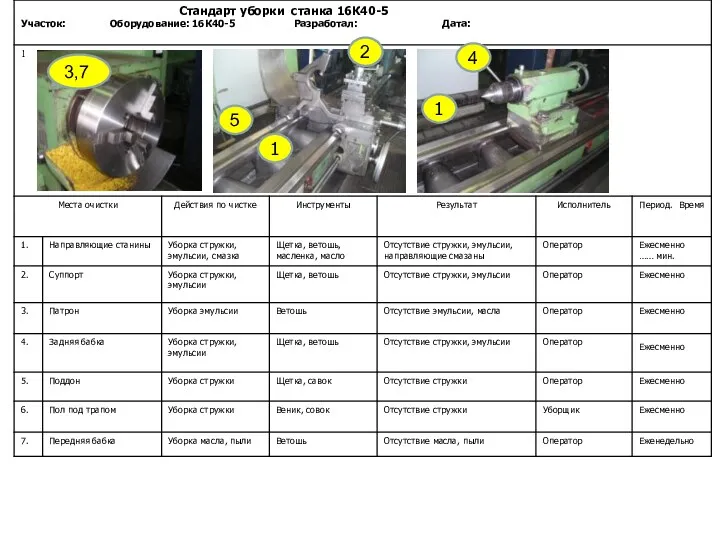
- 93. Сделайте стандартной уборку и содержание рабочего места/зоны Определите ответственного за выполнение каждой задачи Оформите стандарты и
- 94. 3,7 2 4 1 1 5
- 95. Перечень инструмента
- 96. Внешний вид, расположение инструмента и оснастки
- 99. Стандарт рабочего места Фото оператора Перечень предметов, находящихся на рабочем месте Фото рабочего места
- 100. Структура стандарта/положения по 5С Область применения Цель применения методики 5С Термины и определения Описание элементов системы
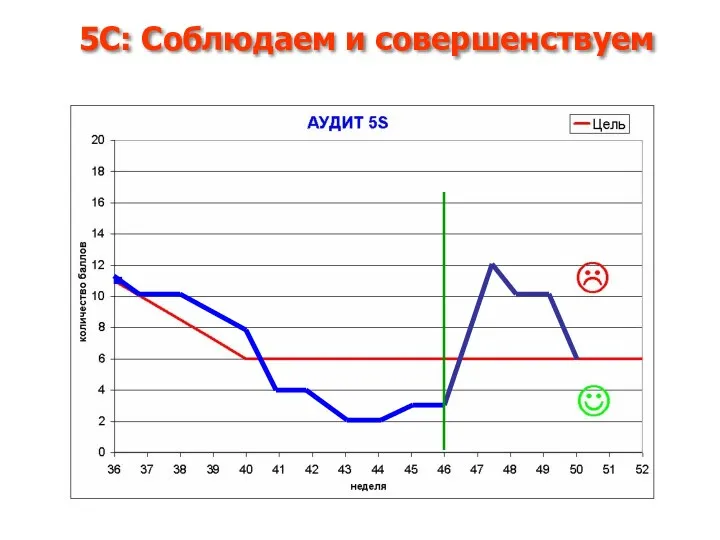
- 101. Школа подводников ЗАКРЫТЬ ЛЮК ПОГРУЗИТЬСЯ И смотрите не перепутайте порядок выполнения!!! 5С: Соблюдаем и совершенствуем
- 102. 5С: Соблюдаем и совершенствуем Мероприятия для поддержания и совершенствования: Проведение обучения по 5С на участках. Проверка
- 103. Закрепите сферы ответственности каждого работника Помогите выработке у персонала правильных привычек, закреплению навыков соблюдения правил Применяйте
- 104. Роль руководителей: Ознакомить рабочих с системой 5С, обучить методикам и инструментам Организовать команды для применения 5
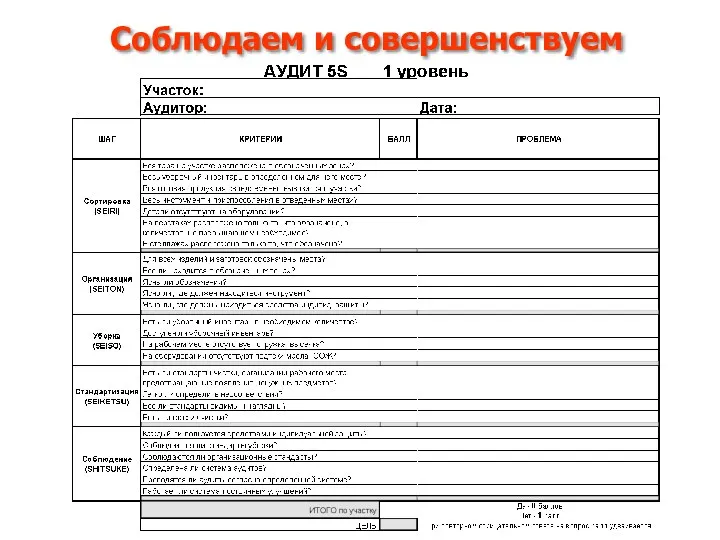
- 105. АУДИТ 5С Пилотный практикум Уровень 1 Уровень 2 Участок2 5С: Соблюдаем и совершенствуем
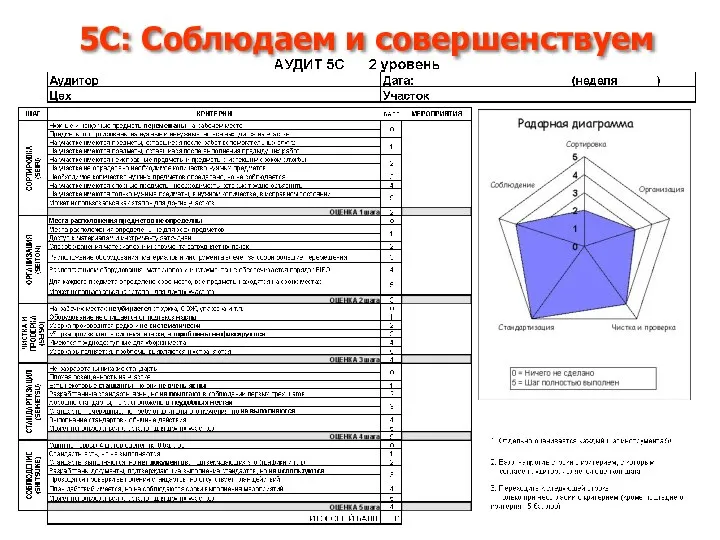
- 106. АУДИТ 5С 2 1 5С: Соблюдаем и совершенствуем
- 107. Соблюдаем и совершенствуем
- 108. 5С: Соблюдаем и совершенствуем
- 109. 1 2 4 5 Сортировка Содержание в чистоте Свои места Стандарты Собдюдение 3 Сортировка Свои места
- 110. 5С: Соблюдаем и совершенствуем
- 111. План действий 5С: Соблюдаем и совершенствуем
- 112. Программа освоения Системы 5С Разработайте Положение о внедрении 5С; Разработайте бланки контрольных листов, ярлыков; Организуйте периодическое
- 113. Информационные стенды по 5С Какую информацию разместить на стенде? Состав участка; Состав рабочей группы; Планировку участка
- 114. Возражения против Системы 5С «Мы слишком заняты, чтобы внедрять систему 5С» Ответ на возражение: Можно быть
- 115. Возражения против Системы 5С «В Системе 5С – нет ничего нового, все это мы уже проходили…»
- 116. Возражения против Системы 5С «Мне необходим на рабочем месте «творческий» беспорядок» – Ответ на возражение: а
- 117. Возражения против Системы 5С «У нас это не получится, нам это не подходит» - Ответ на
- 118. «Зачем чистить оборудование, если оно все равно загрязнится?» - а дома Вы тоже так же говорите?
- 119. На подобном рабочем месте продукция не может быть качественной, а производительность – высокой
- 120. Текущее состояние 5S шаг 1: Сортировка; шаг 2: Самоорганизация (соблюдение порядка); шаг 3: Систематическая уборка; шаг
- 124. Проверить организацию рабочих мест и производственных процессов … Вопрос - Чему должны соответствовать рабочие места и
- 125. Итак: 5S – это система, направленная на достижение целей компании через обеспечение роста производительности труда, удобства
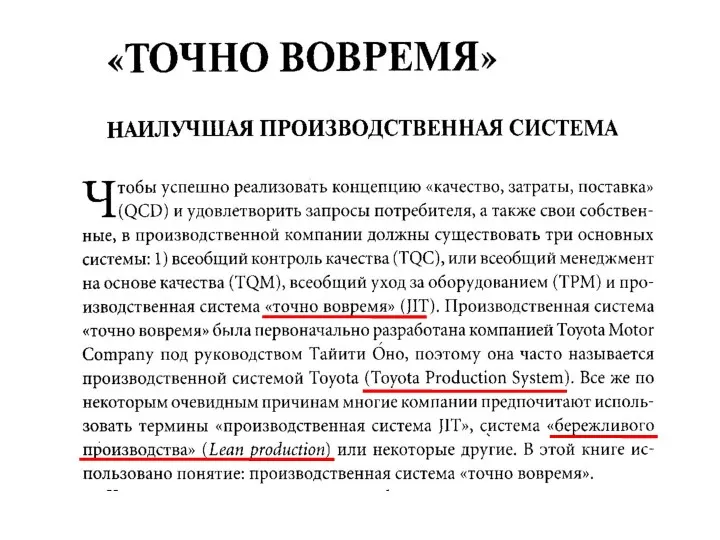
- 126. Бережливое производство и производственная система TPS – Toyota Production System : Таичи Оно – 1979 г.
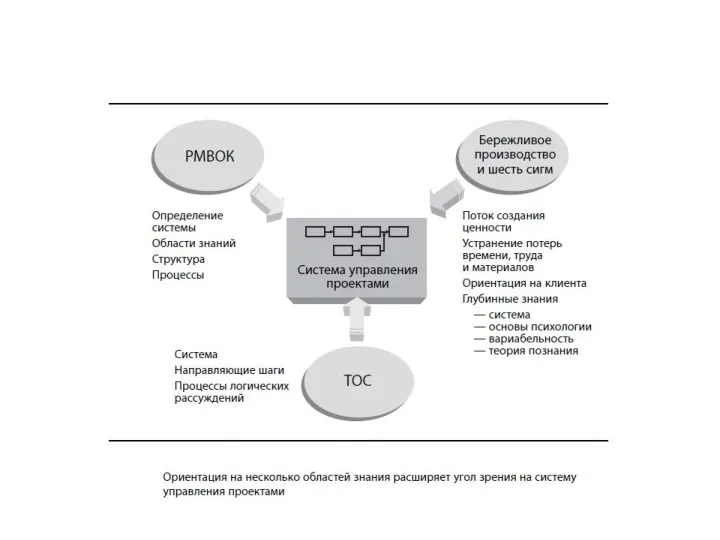
- 127. Ценность Поток создания ценности Потери Бережливое производство и бережливое предприятие (Д. Вумек)
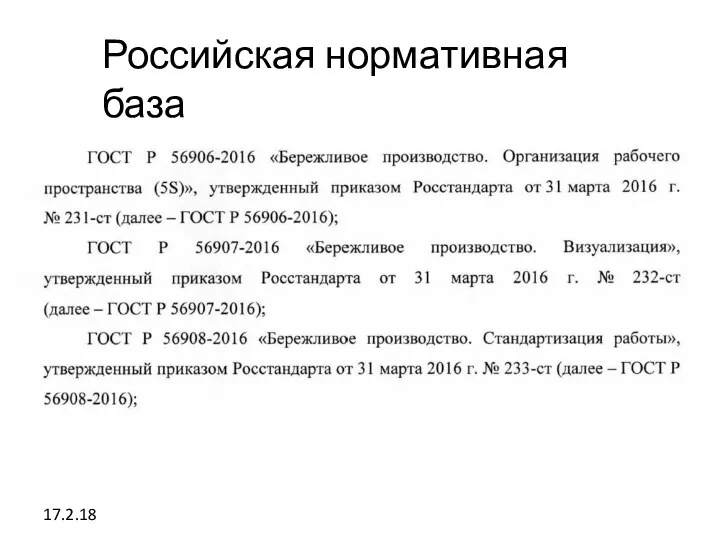
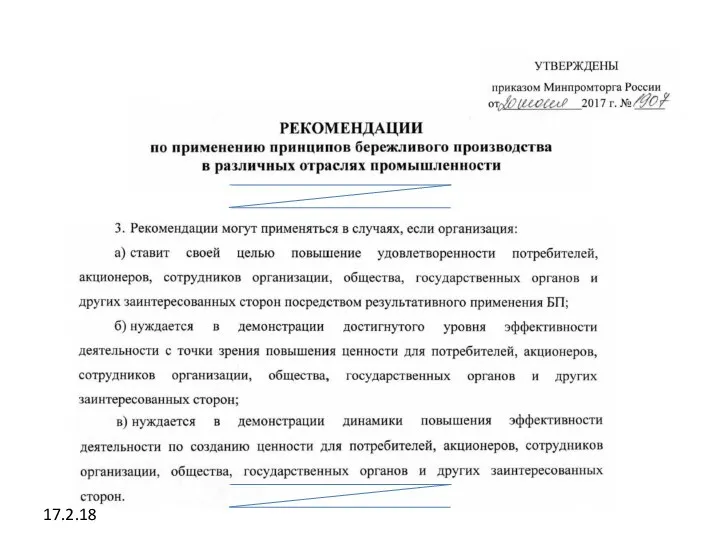
- 131. 17.2.18 Российская нормативная база
- 132. 17.2.18
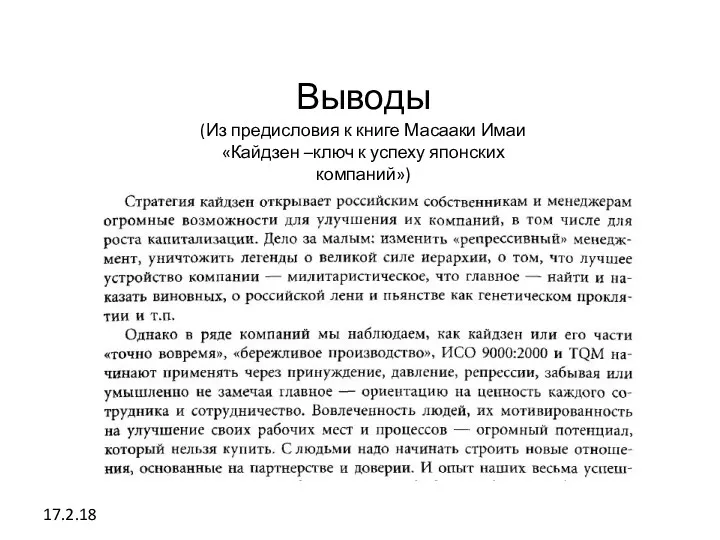
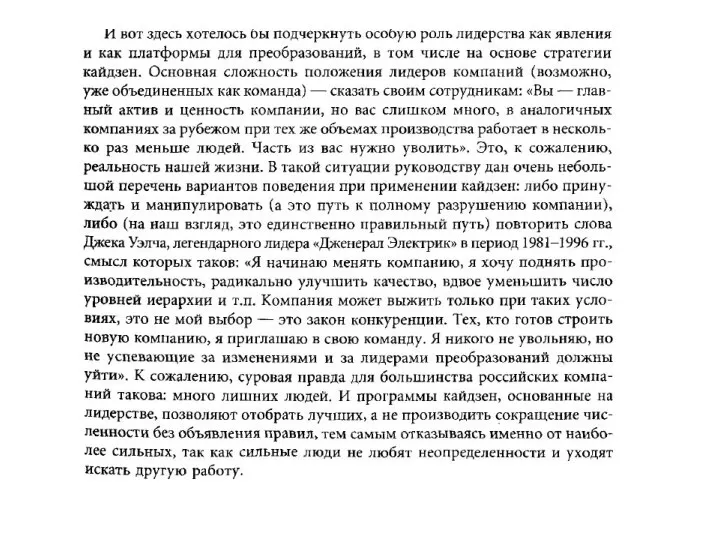
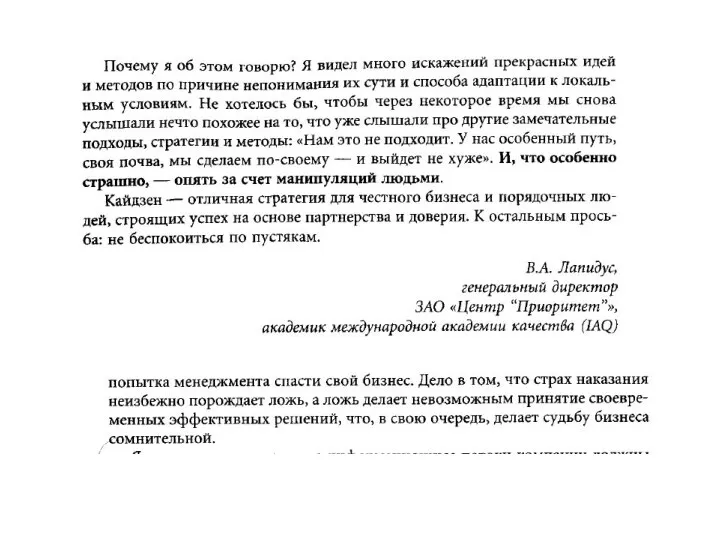
- 133. 17.2.18 Выводы (Из предисловия к книге Масааки Имаи «Кайдзен –ключ к успеху японских компаний»)
- 139. ТОС: ОСНОВНАЯ КОНЦЕПЦИЯ Прочность ВСЕЙ цепи определяется прочностью самого «СЛАБОГО» звена Закупки СиМ Производство Продажи Логистика
- 142. ТОС: ОСНОВНАЯ КОНЦЕПЦИЯ ТОС рассматривает любую компанию как систему или совокупность взаимосвязанных элементов. Каждый элемент зависит
- 156. Скачать презентацию
Ценность для потребителя
Ценность -
полезность, присущая продукту с точки зрения клиента
Ценность для потребителя
Ценность -
полезность, присущая продукту с точки зрения клиента

Поток создания ценности
Поток создания ценности

Поток создания ценности.
Целевое состояние
Поток создания ценности.
Целевое состояние
название оборудования или процесса;
время выполнения операции или процесса (фиксируется фактическое
название оборудования или процесса;
время выполнения операции или процесса (фиксируется фактическое
Что фиксируется в картах (2)?
порядок и сроки размещения заказов у поставщиков
Что фиксируется в картах (2)?
порядок и сроки размещения заказов у поставщиков
производительность,
абсолютный объем производства,
занимаемая площадь,
количество оборудования и оснастки,
длина производственного потока,
производительность,
абсолютный объем производства,
занимаемая площадь,
количество оборудования и оснастки,
длина производственного потока,
Потери в потоке создания ценности
- любое действие, потребляющее ресурсы, но
Потери в потоке создания ценности
- любое действие, потребляющее ресурсы, но

Все потери делят на две категории.
Потери первого порядка, это то
Все потери делят на две категории.
Потери первого порядка, это то

1. Перепроизводство.
Слишком много,
слишком рано
Продукция производится в большем объеме или раньше,
1. Перепроизводство.
Слишком много,
слишком рано
Продукция производится в большем объеме или раньше,

1. Перепроизводство.
Слишком много,
слишком рано
Продукция производится в большем объеме или раньше,
1. Перепроизводство.
Слишком много,
слишком рано
Продукция производится в большем объеме или раньше,
Все, что больше минимума для работы
Хранение большого объема сырья, материалов, НЗП
Все, что больше минимума для работы
Хранение большого объема сырья, материалов, НЗП

Неорганизованное перемещение материалов
3. Транспортировка
Любое перемещение материалов, деталей, запасных частей, или готовых
Неорганизованное перемещение материалов
3. Транспортировка
Любое перемещение материалов, деталей, запасных частей, или готовых

Плохое планирование и месторасположение
4.Излишнее передвижение
Любое движение персонала в процессе производства: ходьба,
Плохое планирование и месторасположение
4.Излишнее передвижение
Любое движение персонала в процессе производства: ходьба,
Бездействие
5.Ожидание
Время бездействия сборщика или оборудования, вызванное ожиданием материала, задержкой
Бездействие
5.Ожидание
Время бездействия сборщика или оборудования, вызванное ожиданием материала, задержкой
То, что клиент
не заказывал
6.Излишняя обработка
Выполнение операций и процессов
повышающих стоимость продукта
То, что клиент
не заказывал
6.Излишняя обработка
Выполнение операций и процессов повышающих стоимость продукта
Любая переработка (ремонт) - потери
7.Дефекты/ремонт/переделки
Любое отклонение от стандарта, т.е. любая обработка
Любая переработка (ремонт) - потери
7.Дефекты/ремонт/переделки
Любое отклонение от стандарта, т.е. любая обработка

Потери и их устранение
Потери и их устранение
Перепроизводство
Перепроизводство - это следствие образа мышления руководителей производства, главным приоритетом для
Перепроизводство
Перепроизводство - это следствие образа мышления руководителей производства, главным приоритетом для
Пример из практики ОАО «КрАЗ»
Выливка электролизёров и передача ковшей с металлом
Пример из практики ОАО «КрАЗ»
Выливка электролизёров и передача ковшей с металлом
Потери из-за дефектов и необходимости переделки
Допустив ошибку при работе с изделием
Потери из-за дефектов и необходимости переделки
Допустив ошибку при работе с изделием
Шаги по ликвидации потерь из-за дефектов и необходимости переделки
Выявите дефектные или
Шаги по ликвидации потерь из-за дефектов и необходимости переделки
Выявите дефектные или
Потери при передвижении
Потери при передвижении — это ненужные перемещения персонала, продукции,
Потери при передвижении
Потери при передвижении — это ненужные перемещения персонала, продукции,
Ликвидация потерь при передвижении
Установите, когда персонал совершает ненужные передвижения или
Ликвидация потерь при передвижении
Установите, когда персонал совершает ненужные передвижения или
Потери при транспортировке
Транспортные потери возникают, когда персонал, оборудование, продукция или информация
Потери при транспортировке
Транспортные потери возникают, когда персонал, оборудование, продукция или информация
Ликвидация потерь при транспортировке
Найдите перемещения персонала, материалов или информации, которые
Ликвидация потерь при транспортировке
Найдите перемещения персонала, материалов или информации, которые
Потери от излишних запасов
Потери, скрывающиеся в излишних запасах, таят в себе
Потери от излишних запасов
Потери, скрывающиеся в излишних запасах, таят в себе
Ликвидация потерь от излишних запасов
Выявите излишние производственные мощности, избыточные запасы
Ликвидация потерь от излишних запасов
Выявите излишние производственные мощности, избыточные запасы
Потери от излишней обработки
Потери от излишней обработки возникают при производстве продукции
Потери от излишней обработки
Потери от излишней обработки возникают при производстве продукции
Ликвидация потерь от излишней обработки
Найдите продукты, возвращенные покупателями как сломанные
Ликвидация потерь от излишней обработки
Найдите продукты, возвращенные покупателями как сломанные
Потери времени на ожидание
Потери времени на ожидание возникают, когда люди, операции
Потери времени на ожидание
Потери времени на ожидание возникают, когда люди, операции
Ликвидация потерь времени на ожидание
Найдите людей или оборудование, которые ожидают
Ликвидация потерь времени на ожидание
Найдите людей или оборудование, которые ожидают
Потери в концепции 3 mu
Потери в концепции 3 mu
Концепция 3 mu
Концепция «3 му» описывает потери, которых надо избегать.
Первый
Концепция 3 mu
Концепция «3 му» описывает потери, которых надо избегать.
Первый
Примеры Muda 1-го рода
Примером muda 1-го рода служат операции доводки после
Примеры Muda 1-го рода
Примером muda 1-го рода служат операции доводки после
Примеры Muda 2-го рода
Пример muda 2-го рода – многочисленные перемещения изделий
Примеры Muda 2-го рода
Пример muda 2-го рода – многочисленные перемещения изделий
Примеры Mura
Mura часто наблюдается в офисах.
Если работа, как это обычно
Примеры Mura
Mura часто наблюдается в офисах.
Если работа, как это обычно
Система 5С
Система 5С

На подобном рабочем
месте продукция не может быть
качественной,
а производительность
На подобном рабочем месте продукция не может быть качественной, а производительность
5С: Эффект программы 5С
Сокращение количества проблем технологического процесса
Улучшение коммуникации на рабочем
5С: Эффект программы 5С
Сокращение количества проблем технологического процесса
Улучшение коммуникации на рабочем

Взаимодействие позволит увидеть
большую экономию
Как мы можем измерить
потенциал экономии от
Взаимодействие позволит увидеть
большую экономию
Как мы можем измерить потенциал экономии от

1С: Сортировка
1С: Сортировка

1С: сортировка
Сортируем предметы на:
Что подлежит сортировке?
Все, что находится в рабочей зоне
1С: сортировка
Сортируем предметы на:
Что подлежит сортировке?
Все, что находится в рабочей зоне
1С: Сортировка
Потенциально ненужные предметы:
Сломанные инструменты и приспособления
Запасы (сырье, полуфабрикаты, узлы,
1С: Сортировка
Потенциально ненужные предметы:
Сломанные инструменты и приспособления
Запасы (сырье, полуфабрикаты, узлы,

1С: Сортировка
Учитывайте для определения «нужных» предметов следующие факторы:
Необходимость предмета при выполнении
1С: Сортировка
Учитывайте для определения «нужных» предметов следующие факторы:
Необходимость предмета при выполнении
1С: Сортировка
Определите уровень частоты использования предметов:
Ежедневно
Еженедельно
Ежемесячно
Раз в квартал и реже
Раз в
1С: Сортировка
Определите уровень частоты использования предметов:
Ежедневно
Еженедельно
Ежемесячно
Раз в квартал и реже
Раз в

Предметы, степень необходимости которых Вы определить не можете – относятся к
Предметы, степень необходимости которых Вы определить не можете – относятся к
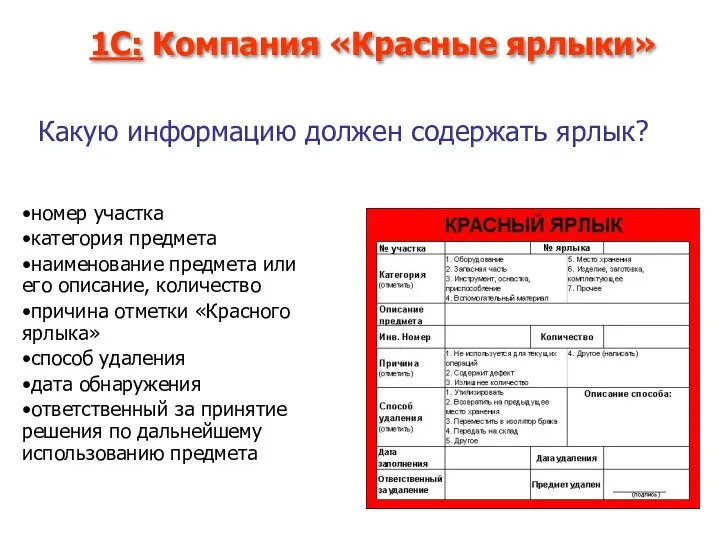
номер участка
категория предмета
наименование предмета или его описание, количество
причина отметки «Красного
категория предмета
наименование предмета или его описание, количество
причина отметки «Красного

Карантинная зона
Карантинная зона
1С: Правила «Карантинной зоны»
Назначьте зону карантина и сообщите всем
Поместите, отмеченные ярлыками,
1С: Правила «Карантинной зоны»
Назначьте зону карантина и сообщите всем
Поместите, отмеченные ярлыками,
Правила использования не нужных предметов
Продать
Если какое либо оборудование или инструмент больше
Правила использования не нужных предметов
Продать
Если какое либо оборудование или инструмент больше
1С: Не «перегните палку»!
Будьте внимательны при сортировке, чтобы не выбросить вещи,
1С: Не «перегните палку»!
Будьте внимательны при сортировке, чтобы не выбросить вещи,
1С: Проведите оценку выполнения сортировки
Используйте контрольные бланки для оценки выполнения сортировки
1С: Проведите оценку выполнения сортировки
Используйте контрольные бланки для оценки выполнения сортировки

Рациональное расположение предметов в рабочей зоне
2С: Создание «своих мест»
Рациональное расположение предметов в рабочей зоне
2С: Создание «своих мест»
2С: Создание «своих мест»
Рациональное размещение предметов в рабочей зоне должно:
Обеспечить минимальные
2С: Создание «своих мест»
Рациональное размещение предметов в рабочей зоне должно:
Обеспечить минимальные

2С: Создание «своих мест»
Спланируйте оптимальное место расположения для предметов и крупной
2С: Создание «своих мест»
Спланируйте оптимальное место расположения для предметов и крупной
2С: Создание «своих мест»
При размещении предметов:
Избегайте применения дополнительных вспомогательных приспособлений или
2С: Создание «своих мест»
При размещении предметов:
Избегайте применения дополнительных вспомогательных приспособлений или
2С: Создание «своих мест»
Если предмет используется ежедневно:
рекомендуется хранение «под рукой»;
Если предмет
2С: Создание «своих мест»
Если предмет используется ежедневно:
рекомендуется хранение «под рукой»;
Если предмет
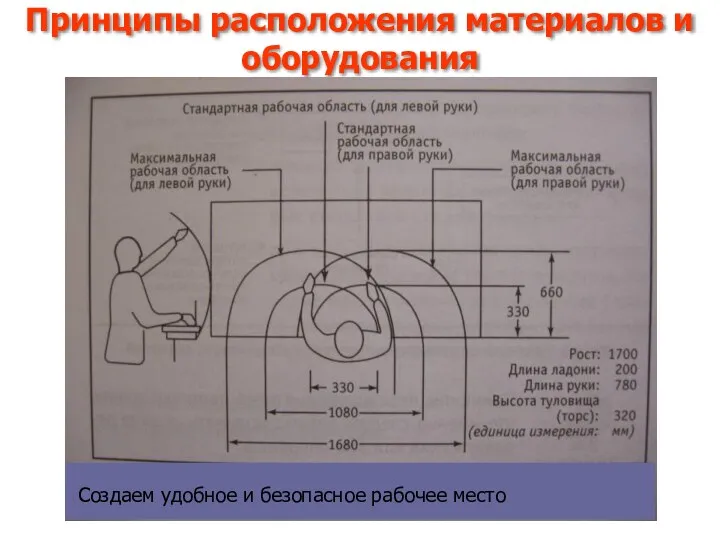
Принципы расположения материалов и оборудования
Создаем удобное и безопасное рабочее место
Принципы расположения материалов и оборудования
Создаем удобное и безопасное рабочее место
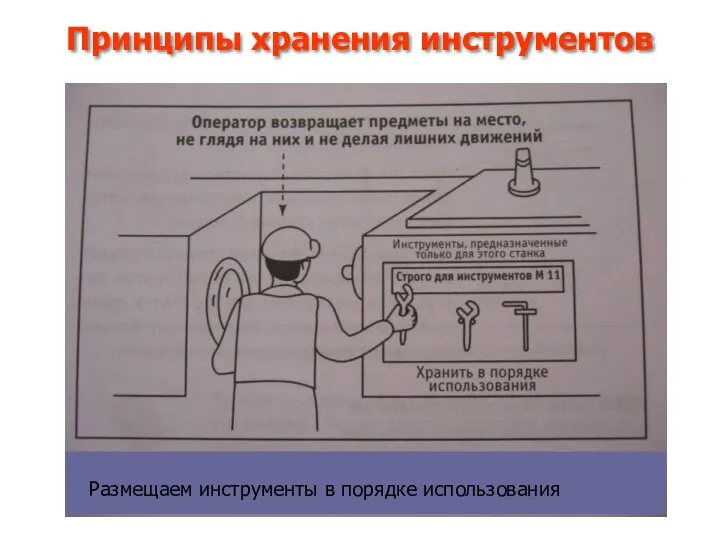
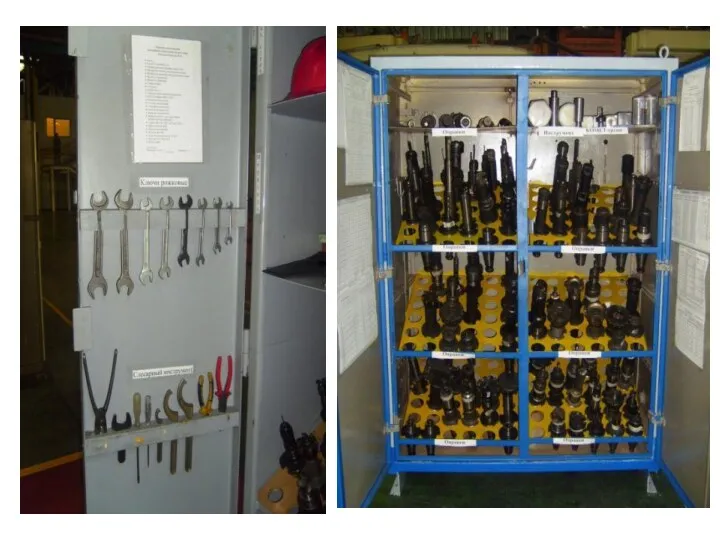
Принципы хранения инструментов
Размещаем инструменты в порядке использования
Принципы хранения инструментов
Размещаем инструменты в порядке использования
2С: Создание «своих мест»
Возможно размещение материалов и инструмента в рабочей зоне
2С: Создание «своих мест»
Возможно размещение материалов и инструмента в рабочей зоне
2С: Варианты мест хранения
2С: Варианты мест хранения
ПОЛ
Для размещения крупногабаритных и тяжелых деталей, материалов, инструментов и оборудования.
Выделите свое
ПОЛ
Для размещения крупногабаритных и тяжелых деталей, материалов, инструментов и оборудования.
Выделите свое


Шкафы
Это хорошее место хранения, если делать прозрачными стенки и двери, чтобы
Шкафы
Это хорошее место хранения, если делать прозрачными стенки и двери, чтобы
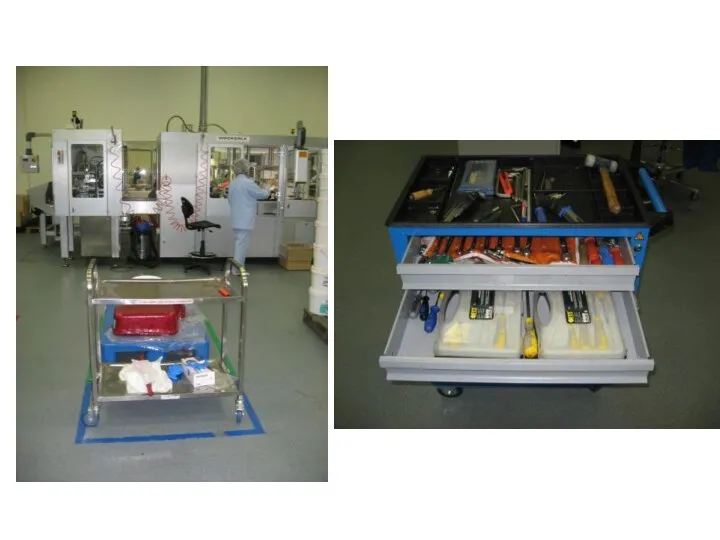

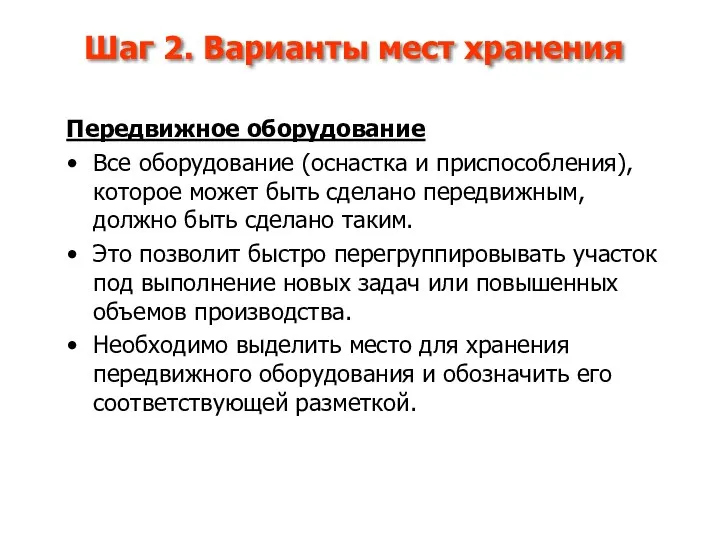
Передвижное оборудование
Все оборудование (оснастка и приспособления), которое может быть сделано передвижным,
Передвижное оборудование
Все оборудование (оснастка и приспособления), которое может быть сделано передвижным,
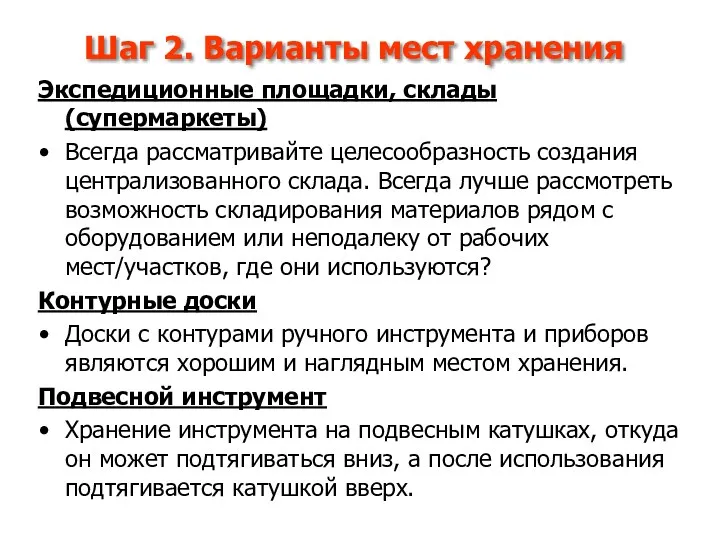
Экспедиционные площадки, склады (супермаркеты)
Всегда рассматривайте целесообразность создания централизованного склада. Всегда лучше
Экспедиционные площадки, склады (супермаркеты)
Всегда рассматривайте целесообразность создания централизованного склада. Всегда лучше


Шаг 2. Что нельзя делать при хранении?
1. Использовать рабочие столы.
Они не
Шаг 2. Что нельзя делать при хранении?
1. Использовать рабочие столы.
Они не
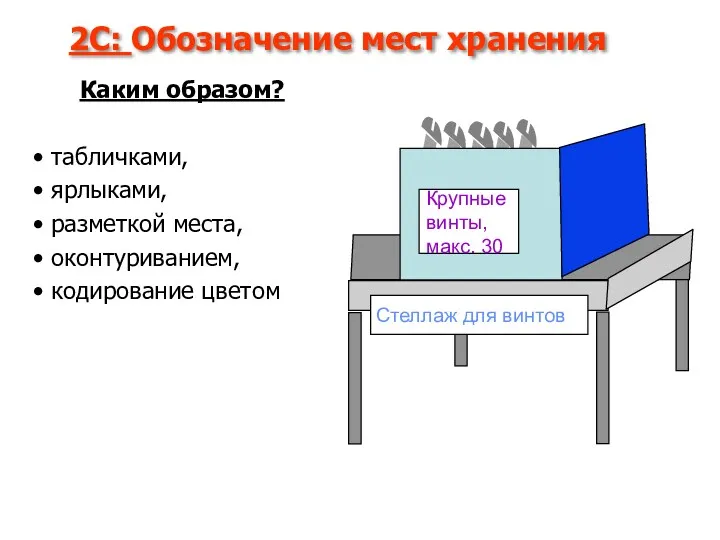
2С: Обозначение мест хранения
Каким образом?
табличками,
ярлыками,
разметкой места,
оконтуриванием,
кодирование
2С: Обозначение мест хранения
Каким образом?
табличками,
ярлыками,
разметкой места,
оконтуриванием,
кодирование

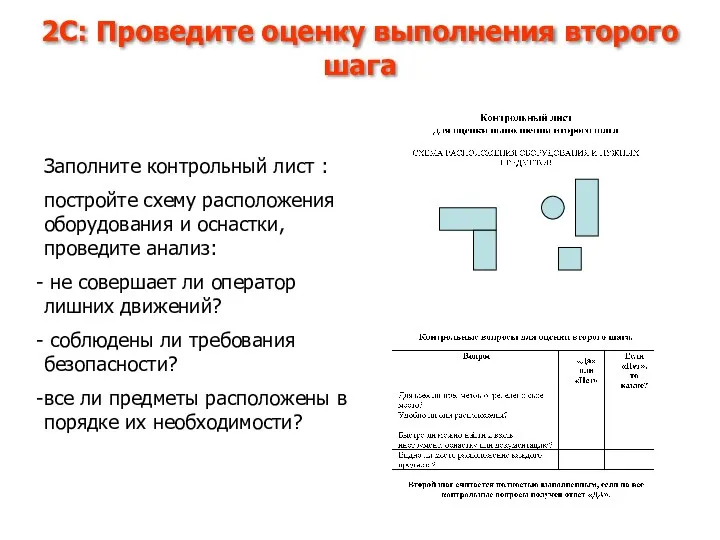
2С: Проведите оценку выполнения второго шага
Заполните контрольный лист :
постройте схему
2С: Проведите оценку выполнения второго шага
Заполните контрольный лист :
постройте схему
3С: Содержание в чистоте
Всякий существующий порядок приходится непрерывно наводить
3С: Содержание в чистоте
Всякий существующий порядок приходится непрерывно наводить
Проблемы, избежать которых позволяет уборка :
Снижение эмоционального настроя рабочих и
Проблемы, избежать которых позволяет уборка :
Снижение эмоционального настроя рабочих и
Последовательность уборки/проверки:
Определите объекты уборки/проверки
Распределите задания среди членов команды
Определите методы уборки/проверки
Произведите уборку/проверку:
Устраните
Последовательность уборки/проверки:
Определите объекты уборки/проверки
Распределите задания среди членов команды
Определите методы уборки/проверки
Произведите уборку/проверку:
Устраните

3С: содержание в чистоте
Уберите рабочую зону (пол, стены, и т.д.)
Очистите
3С: содержание в чистоте
Уберите рабочую зону (пол, стены, и т.д.)
Очистите
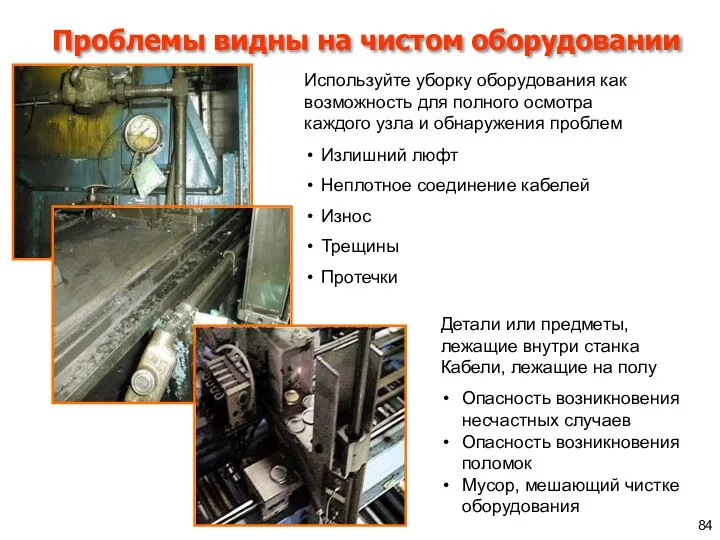
Проблемы видны на чистом оборудовании
Используйте уборку оборудования как возможность для полного
Проблемы видны на чистом оборудовании
Используйте уборку оборудования как возможность для полного
3С: Поддержание внешнего вида
Покраска
Изыщите возможности покрасить стены, потолок, оборудование и даже
3С: Поддержание внешнего вида
Покраска
Изыщите возможности покрасить стены, потолок, оборудование и даже
3С: Профилактика.
Анализ причин
Рассматривайте уборку и организацию производственных участков, как проблему усовершенствования
3С: Профилактика.
Анализ причин
Рассматривайте уборку и организацию производственных участков, как проблему усовершенствования
3С: Кто будет заниматься уборкой (чисткой) и как часто?
Графики уборки
Определите объекты
3С: Кто будет заниматься уборкой (чисткой) и как часто?
Графики уборки
Определите объекты
3С: Проведите оценку выполнения шага №3
На все вопросы получены положительные ответы?
Можно
3С: Проведите оценку выполнения шага №3
На все вопросы получены положительные ответы?
Можно
4С: Что такое стандарт?
Самый лучший и простейший способ найти и сохранять
4С: Что такое стандарт?
Самый лучший и простейший способ найти и сохранять
4С: Стандартизация
Основная цель стандартизации –
предотвратить отход от постоянной реализации
первых
4С: Стандартизация
Основная цель стандартизации –
предотвратить отход от постоянной реализации
первых
4С: Стандарты
Должны быть:
простые
краткие
ясные
наглядные
Стандартом может быть:
- Размеченный
4С: Стандарты
Должны быть:
простые
краткие
ясные
наглядные
Стандартом может быть:
- Размеченный
4С: Стандартизация
Определите и опишите действия, которые должны предпринять операторы и
4С: Стандартизация
Определите и опишите действия, которые должны предпринять операторы и
Сделайте стандартной уборку и содержание рабочего места/зоны
Определите ответственного за
Сделайте стандартной уборку и содержание рабочего места/зоны
Определите ответственного за
3,7
2
4
1
1
5
3,7
2
4
1
1
5

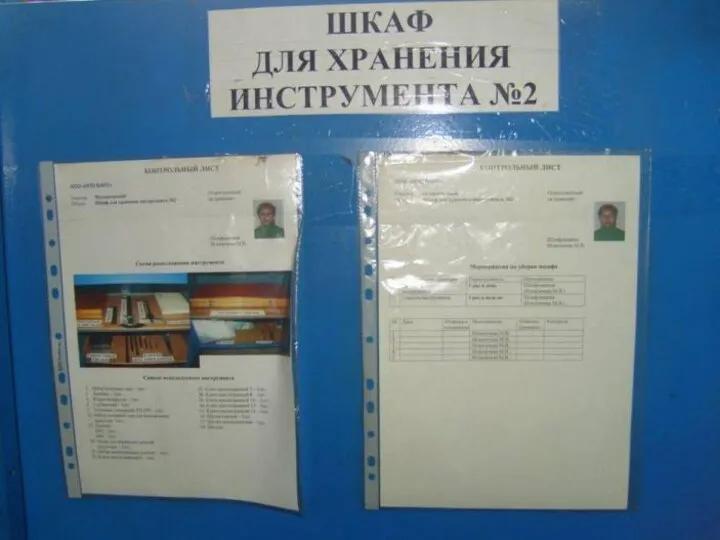
Перечень инструмента
Перечень инструмента

Внешний вид, расположение инструмента и оснастки
Внешний вид, расположение инструмента и оснастки

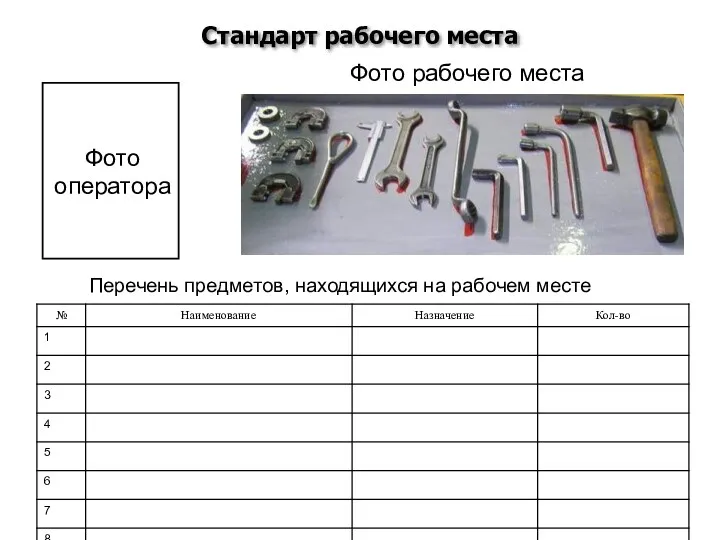
Стандарт рабочего места
Фото оператора
Перечень предметов, находящихся на рабочем месте
Фото
Стандарт рабочего места
Фото оператора
Перечень предметов, находящихся на рабочем месте
Фото
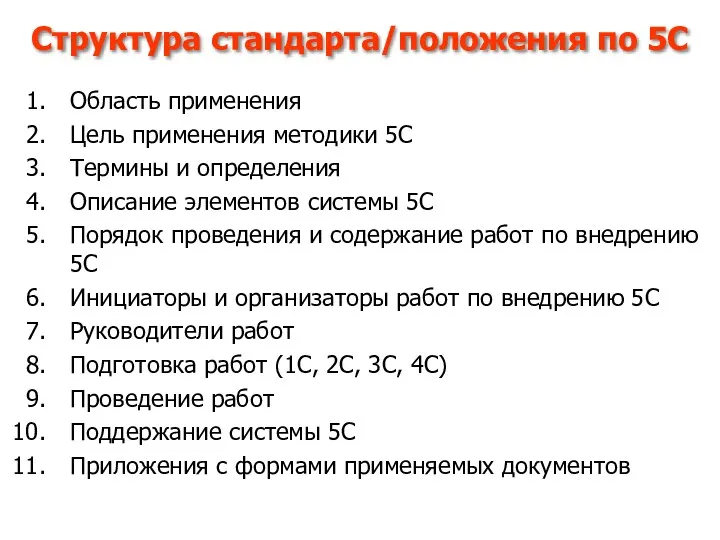
Структура стандарта/положения по 5С
Область применения
Цель применения методики 5С
Термины и определения
Описание элементов
Структура стандарта/положения по 5С
Область применения
Цель применения методики 5С
Термины и определения
Описание элементов
Школа подводников
ЗАКРЫТЬ
ЛЮК
ПОГРУЗИТЬСЯ
И смотрите
не перепутайте
порядок
выполнения!!!
5С: Соблюдаем и совершенствуем
Школа подводников
ЗАКРЫТЬ
ЛЮК
ПОГРУЗИТЬСЯ
И смотрите
не перепутайте
порядок
выполнения!!!
5С: Соблюдаем и совершенствуем
5С: Соблюдаем и совершенствуем
Мероприятия для поддержания и совершенствования:
Проведение обучения по 5С
5С: Соблюдаем и совершенствуем
Мероприятия для поддержания и совершенствования:
Проведение обучения по 5С
Закрепите сферы ответственности каждого работника
Помогите выработке у персонала правильных привычек, закреплению
Закрепите сферы ответственности каждого работника
Помогите выработке у персонала правильных привычек, закреплению
Роль руководителей:
Ознакомить рабочих с системой 5С, обучить методикам и инструментам
Организовать команды
Роль руководителей:
Ознакомить рабочих с системой 5С, обучить методикам и инструментам
Организовать команды

АУДИТ 5С
Пилотный практикум
Уровень 1
Уровень 2
Участок2
5С: Соблюдаем и совершенствуем
АУДИТ 5С
Пилотный практикум
Уровень 1
Уровень 2
Участок2
5С: Соблюдаем и совершенствуем
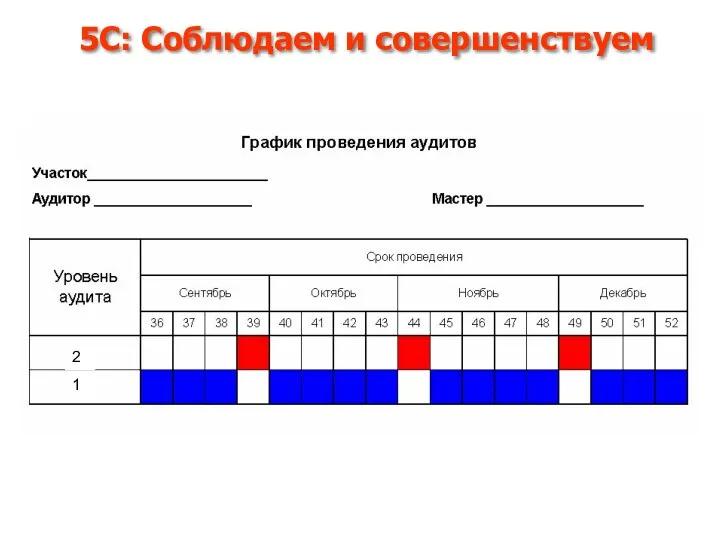
АУДИТ 5С
2
1
5С: Соблюдаем и совершенствуем
АУДИТ 5С
2
1
5С: Соблюдаем и совершенствуем
Соблюдаем и совершенствуем
Соблюдаем и совершенствуем
5С: Соблюдаем и совершенствуем
5С: Соблюдаем и совершенствуем
1
2
4
5
Сортировка
Содержание в чистоте
Свои места
Стандарты
Собдюдение
3
Сортировка
Свои места
Содерж. в чистоте
Стандарты
Соблюдение
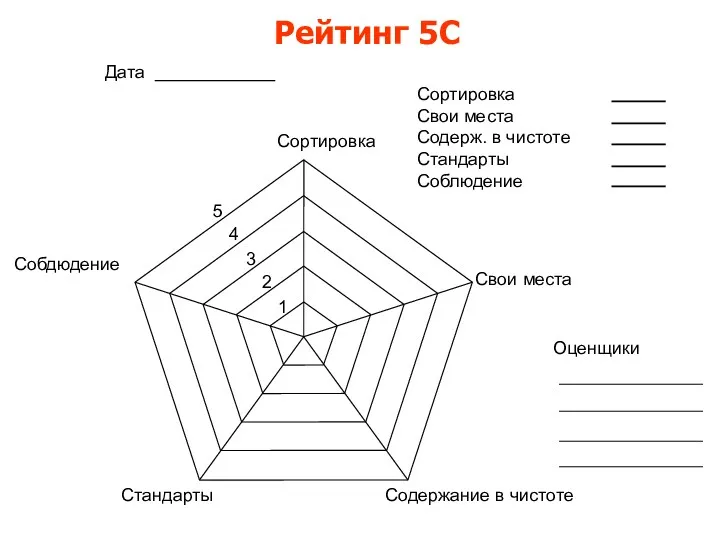
Дата ____________
Оценщики
Рейтинг 5С
1
2
4
5
Сортировка
Содержание в чистоте
Свои места
Стандарты
Собдюдение
3
Сортировка
Свои места
Содерж. в чистоте
Стандарты
Соблюдение
Дата ____________
Оценщики
Рейтинг 5С
5С: Соблюдаем и совершенствуем
5С: Соблюдаем и совершенствуем

План действий
5С: Соблюдаем и совершенствуем
План действий
5С: Соблюдаем и совершенствуем
Программа освоения Системы 5С
Разработайте Положение о внедрении 5С;
Разработайте бланки контрольных листов,
Программа освоения Системы 5С
Разработайте Положение о внедрении 5С;
Разработайте бланки контрольных листов,
Информационные стенды по 5С
Какую информацию разместить на стенде?
Состав участка;
Состав рабочей группы;
Планировку
Информационные стенды по 5С
Какую информацию разместить на стенде?
Состав участка;
Состав рабочей группы;
Планировку
Возражения против Системы 5С
«Мы слишком заняты, чтобы внедрять систему 5С»
Ответ
Возражения против Системы 5С
«Мы слишком заняты, чтобы внедрять систему 5С»
Ответ
Возражения против Системы 5С
«В Системе 5С – нет ничего нового, все
Возражения против Системы 5С
«В Системе 5С – нет ничего нового, все
Возражения против Системы 5С
«Мне необходим на рабочем месте «творческий» беспорядок» –
Возражения против Системы 5С
«Мне необходим на рабочем месте «творческий» беспорядок» –
Возражения против Системы 5С
«У нас это не получится, нам это не
Возражения против Системы 5С
«У нас это не получится, нам это не
«Зачем чистить оборудование, если оно все равно загрязнится?» -
а дома
«Зачем чистить оборудование, если оно все равно загрязнится?» -
а дома

На подобном рабочем
месте продукция не может быть качественной,
а производительность
На подобном рабочем месте продукция не может быть качественной, а производительность
Текущее состояние 5S
шаг 1: Сортировка;
шаг 2: Самоорганизация (соблюдение порядка);
шаг 3:
Текущее состояние 5S
шаг 1: Сортировка;
шаг 2: Самоорганизация (соблюдение порядка);
шаг 3:
Проверить организацию рабочих мест и производственных процессов …
Вопрос - Чему должны
Проверить организацию рабочих мест и производственных процессов …
Вопрос - Чему должны
Итак:
5S – это система, направленная на достижение целей компании через обеспечение
Итак:
5S – это система, направленная на достижение целей компании через обеспечение
Бережливое производство и производственная система
TPS – Toyota Production System : Таичи
Бережливое производство и производственная система
TPS – Toyota Production System : Таичи
Ценность
Поток создания ценности
Потери
Бережливое производство и бережливое предприятие (Д. Вумек)
Ценность
Поток создания ценности
Потери
Бережливое производство и бережливое предприятие (Д. Вумек)
17.2.18
Российская нормативная база
17.2.18
Российская нормативная база
17.2.18
17.2.18
17.2.18
Выводы
(Из предисловия к книге Масааки Имаи
«Кайдзен –ключ к успеху японских
17.2.18
Выводы
(Из предисловия к книге Масааки Имаи
«Кайдзен –ключ к успеху японских
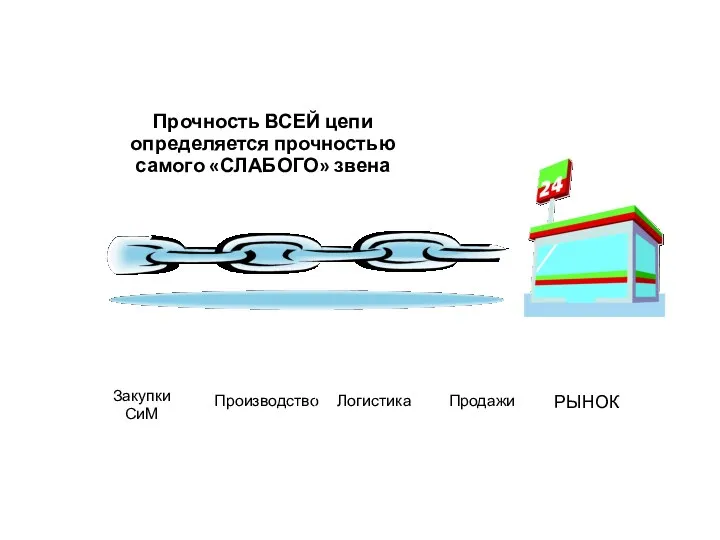
ТОС: ОСНОВНАЯ КОНЦЕПЦИЯ
Прочность ВСЕЙ цепи определяется прочностью самого «СЛАБОГО» звена
Закупки СиМ
Производство
Продажи
Логистика
РЫНОК
ТОС: ОСНОВНАЯ КОНЦЕПЦИЯ
Прочность ВСЕЙ цепи определяется прочностью самого «СЛАБОГО» звена
Закупки СиМ
Производство
Продажи
Логистика
РЫНОК
ТОС: ОСНОВНАЯ КОНЦЕПЦИЯ
ТОС рассматривает любую компанию как систему или совокупность взаимосвязанных
ТОС: ОСНОВНАЯ КОНЦЕПЦИЯ
ТОС рассматривает любую компанию как систему или совокупность взаимосвязанных


 Главные вопросы экономики. 8 класс
Главные вопросы экономики. 8 класс Производственная структура предприятия
Производственная структура предприятия Социально-экономическое развитие в современной России: положительная и отрицательная практика
Социально-экономическое развитие в современной России: положительная и отрицательная практика Тест по обществознанию. Экономика
Тест по обществознанию. Экономика Равновесие товарного рынка в частной закрытой экономике (модель Кейнсианского креста)
Равновесие товарного рынка в частной закрытой экономике (модель Кейнсианского креста) Основные макроэкономические показатели
Основные макроэкономические показатели Расчет загрузки (заполняемости) отеля
Расчет загрузки (заполняемости) отеля Конкурентні переваги підприємства. (Тема 4)
Конкурентні переваги підприємства. (Тема 4) Класифікація економіко-математичних моделей
Класифікація економіко-математичних моделей Марі Еспрі Леон Вальрас
Марі Еспрі Леон Вальрас Международная миграция рабочей силы
Международная миграция рабочей силы Региональные органы государственной власти и управления
Региональные органы государственной власти и управления Антикорупційний урок Програми розвитку ООН в Україні до Міжнародного дня боротьби з корупцією
Антикорупційний урок Програми розвитку ООН в Україні до Міжнародного дня боротьби з корупцією Джон Мейнард Кейнс Общая теория занятости, процента и денег
Джон Мейнард Кейнс Общая теория занятости, процента и денег Организационно-правовые формы предприятий
Организационно-правовые формы предприятий Финансы как экономическая категория
Финансы как экономическая категория Міжнародна модифікація світового ринку праці
Міжнародна модифікація світового ринку праці Рейтинг устойчивого развития городов РФ за 2015 год
Рейтинг устойчивого развития городов РФ за 2015 год Экономические циклы. Безработица
Экономические циклы. Безработица Португалія. Курорти Португалії
Португалія. Курорти Португалії Факторы, определяющие структуру рынка
Факторы, определяющие структуру рынка Фармакоэкономический анализ: общие положения. Методы фармакоэкономического анализа
Фармакоэкономический анализ: общие положения. Методы фармакоэкономического анализа Структура, современные тенденции и перспективы развития топливно-энергетического комплекса мировой экономики (на примере Китая)
Структура, современные тенденции и перспективы развития топливно-энергетического комплекса мировой экономики (на примере Китая) International Economic. Analysis 1.1
International Economic. Analysis 1.1 Рыночный механизм. Основы анализа спроса и предложения
Рыночный механизм. Основы анализа спроса и предложения Инновационный потенциал и особенности его функционирования
Инновационный потенциал и особенности его функционирования Своя игра. Обществознание
Своя игра. Обществознание Экономикалық талдаудың дәстүрлі тәсілдері
Экономикалық талдаудың дәстүрлі тәсілдері