- Бережливое производство

Содержание
- 2. А зачем это надо? «Не мы такие, система такая» - нацарапано на стене тюремной камеры, примерно
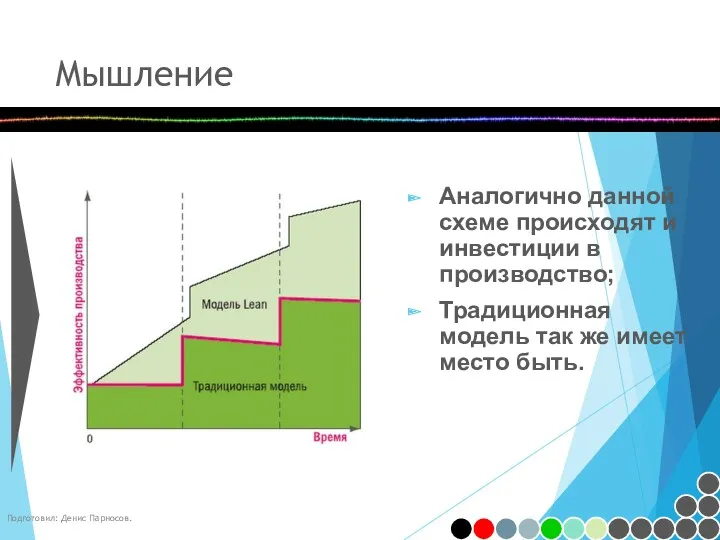
- 3. Мышление Аналогично данной схеме происходят и инвестиции в производство; Традиционная модель так же имеет место быть.
- 4. Lean и Six Sigma Lean – устранение потерь в потоке создания ценности; Six Sigma – сокращение
- 5. 7 видов потерь Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
- 6. 8 вид потерь Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
- 7. 1. Дефекты Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
- 8. 2. Запасы Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
- 9. 3. Движения людей Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
- 10. 4. Перемещения материалов Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
- 11. 5. Ожидание Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
- 12. 6. Излишняя обработка Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
- 13. 7. Перепроизводство Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
- 14. 8. Неиспользованный человеческий капитал Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
- 15. Соедините 9 точек четырьмя отрезками не отрывая руки Тренинг – это всегда выход за рамки! Рамки
- 16. Изменения Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
- 17. Цикл PDCA Все процессы происходящие в lean подчиняются одному закону: Планируй; Выполняй; Проверяй; Воздействуй. Подготовил: Денис
- 18. Планирование Планирование установление целей и процессов, необходимых для достижения целей, планирование работ по достижению целей процесса
- 19. Выполнение Выполнение выполнение запланированных работ. Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
- 20. Проверка Проверка сбор информации и контроль результата на основе ключевых показателей эффективности (KPI), анализ отклонений, установление
- 21. Воздействие Воздействие (управление, корректировка) принятие мер по устранению причин отклонений от запланированного результата, изменения в планировании
- 22. Основные моменты Lean – вынужденное решение, обоснованное рынком! Успешность внедрения прежде всего зависит от образа мышления!
- 23. Практика «Знать путь и пройти его – не одно и то же» Морфеус Подготовил: Денис Парносов.
- 24. Точно вовремя JIT Деньги будут приносить пользу, если знать куда их вложить Д.Д.Рокфеллер
- 25. JIT – это Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com Система организации производства Того, что требуется; Тогда, когда
- 26. JIT Количество выпускаемой продукции соответствует требованиям заказчика; Ресурсы используются только те, которые требуются; Производство останавливается по
- 27. А зачем это надо? Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com Приемка Входной контроль Хранение Производство Контроль качества
- 28. Цына АшЫбки Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com В большей степени прибыль зависит от Производственных (и не
- 29. PULL VS PUSH Работа через склад, в лучшем случае, обеспечивает только потребности клиента; Работа через JIT
- 30. Обеспечение сырьем Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
- 31. Обслуживание оборудования Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
- 32. Концепция выбора оборудования Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com Не бывает идеальных процессов!!!
- 33. 5S Методика организации рабочего пространства Denis Parnosov
- 34. Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com Организация рабочего пространства
- 35. Seiri …………. Seiton ……….. Seiso ………… Seiketsu …….. Shitsuke …….. Процесс, созданный для организации, чистки и
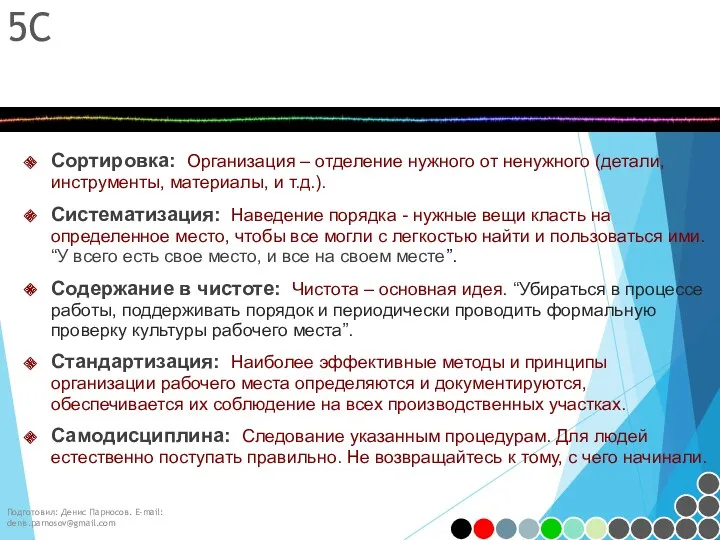
- 36. Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com 5С Сортировка: Организация – отделение нужного от ненужного (детали, инструменты, материалы,
- 37. Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com Упражнение «Считаем деньги, ищем цифры» Пробуем
- 38. 1 2 3 4 19 17 5 15 16 9. 14 13 7 10 28 11
- 39. Каждый участник процесса сортировки определяет, что необходимо на его/ее рабочем месте. Если участок принадлежит группе людей,
- 40. Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com СОРТИРОВКА Вопросы: Нужна ли вещь? Если нужна, то нужна ли в
- 41. ДО ПОСЛЕ Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com 5С примеры
- 42. Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com Упражнение «Считаем деньги, ищем цифры» Пробуем
- 43. 1 2 3 4 19 17 5 15 16 9. 14 13 7 10 28 11
- 44. Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com СИСТЕМАТИЗАЦИЯ Воспользоваться визуальными средствами надписи, окраска, цветовые коды, нанесение контуров, маркировка.
- 45. Правило одного шага: В идеале ничто не должно храниться далее одного шага от места использования. Правило
- 46. Тип Идентификационные Маркеры Маркеры Места Маркеры Количества Стандартные Методы Ярлыки Сигналы Канбаны Демонстрация Показателей Работы Изолятор
- 47. Организованное складирование с трафаретными стендами и 5 мусорными контейнерами полными ненужных вещей. Подготовил: Денис Парносов. E-mail:
- 48. Япония – выдвижной ящик стола Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com 5С примеры
- 49. Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com Упражнение «Считаем деньги, ищем цифры» Пробуем
- 50. Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com Какие цифры от 1 до 30 пропущены Сколько их
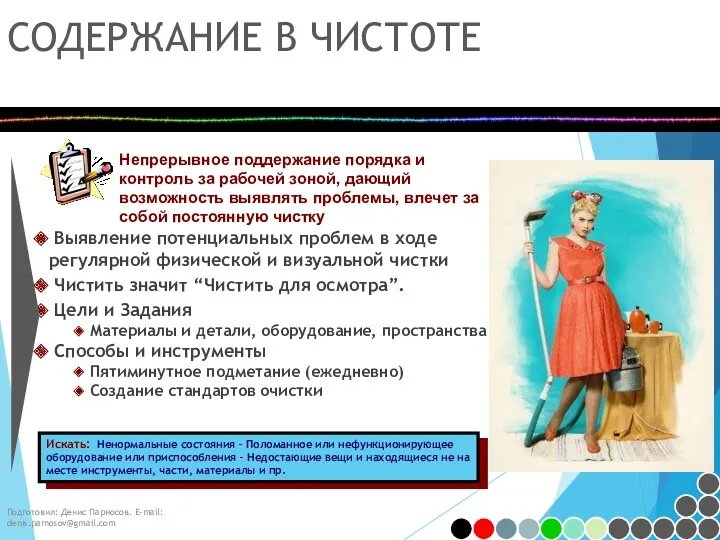
- 51. Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com СОДЕРЖАНИЕ В ЧИСТОТЕ Непрерывное поддержание порядка и контроль за рабочей зоной,
- 52. Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com СТАНДАРТИЗАЦИЯ Определяет, как следует выполнять задания и обеспечивает их выполнение наилучшим
- 53. Определяет наилучшие процессы Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com СТАНДАРТИЗАЦИЯ Помните, что каждый создаваемый нами стандарт должен
- 54. Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com СТАНДАРТИЗАЦИЯ
- 55. Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com Упражнение «Считаем деньги, ищем цифры» Пробуем
- 56. Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com Какие цифры от 1 до 30 пропущены Сколько их
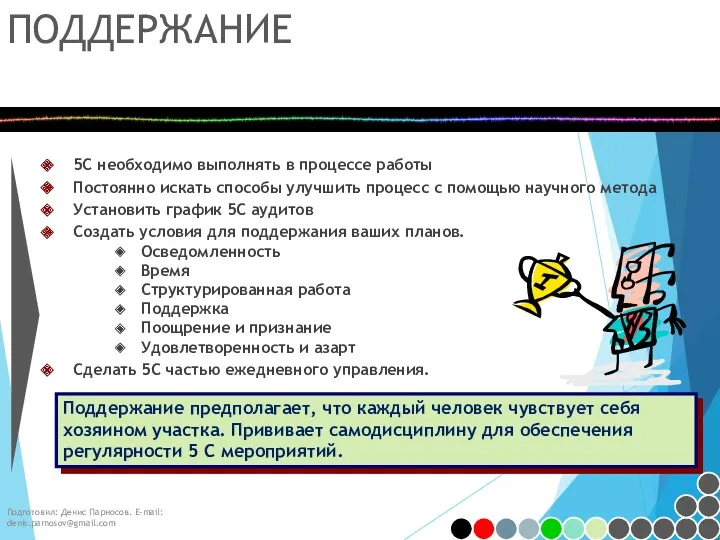
- 57. Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com ПОДДЕРЖАНИЕ Поддержание предполагает, что каждый человек чувствует себя хозяином участка. Прививает
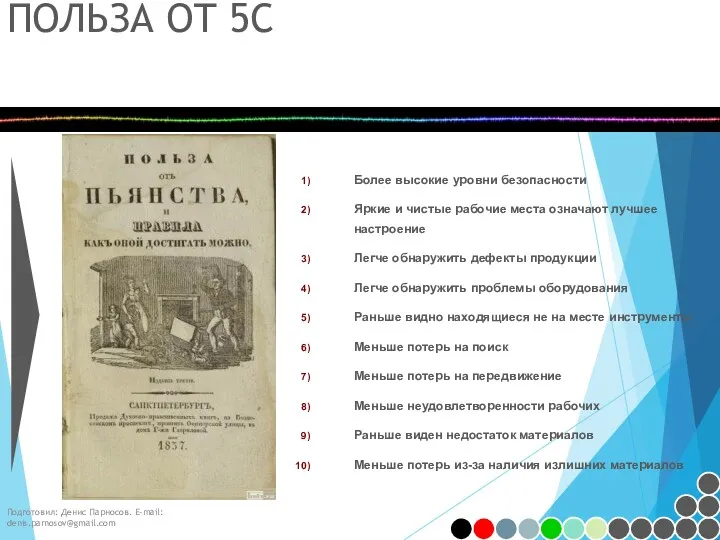
- 58. Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com ПОЛЬЗА ОТ 5С Более высокие уровни безопасности Яркие и чистые рабочие
- 59. Карта потоков создания ценности D. Parnosov
- 60. Сегодня Вам нужно улететь из Самары СРОЧНО; У Вас есть авиабилет; Вы совершенно не знаете города;
- 61. D. Parnosov
- 62. Вы должны найти карту D. Parnosov
- 63. Но карты бывают разные D. Parnosov
- 64. Очень разные карты И у каждой своя цель D. Parnosov
- 65. И легче всего ориентироваться, когда Вы знаете конкретный маршрут D. Parnosov
- 66. И все же D. Parnosov Каким то чудом Вам удалось добраться до аэропорта и сдать арендованную
- 67. Проверка на входе Кол-во операторов - 3 чел. Время ожидания 0 – 10 минут Время работы
- 68. Проверка паспорта и билета Кол-во операторов - 1 чел. Время ожидания 0 – 5 минут Время
- 69. Досмотр Кол-во операторов - 2-4 чел. Время ожидания 2– 5 минут Время работы 5-10 минут Очередь
- 70. Регистрация D. Parnosov Кол-во операторов - 1 чел. Время ожидания 1 – 7 минут Время работы
- 71. Зал ожидания D. Parnosov Вместимость - 300 чел. (100 сидений) Время ожидания 30 -120 минут
- 72. Проверка посадочного талона Кол-во операторов - 2 чел. Время ожидания 0 – 10 минут Время работы
- 73. Посадка в автобус Кол-во операторов - 1 чел. Время ожидания 5-10 минут Время работы - 3
- 74. Посадка в самолет Кол-во операторов - 1 чел. Время ожидания 10- 35 минут Время работы -
- 75. И что в итоге?
- 76. А за что мы хотели бы платить деньги при покупке билетов? D. Parnosov За доставку из
- 77. За что мы платим фактически За содержание персонала обеспечивающего безопасность в аэропортах; За содержание персонала обеспечивающего
- 78. Устранение потерь Не летать на рейсах на которых нет электронной регистрации; Всегда пользоваться услугами электронной регистрации;
- 79. Несколько советов по построению карт Всегда самостоятельно собирайте информацию о текущем состоянии! Сначала быстро пройдите вдоль
- 80. Основные положения Любой процесс состоит из этапов! VSM – позволяет увидеть как весь процесс, так и
- 81. TPM (Total Productive Maintenance) Всеобщий уход за оборудованием D. Parnosov
- 82. 5 Основных Задач TPM Ликвидация потерь за счет организации команд из производственного, ремонтного и инженерного персонала
- 83. Шесть основных причин потерь D. Parnosov
- 84. TPM TPM – это ряд мероприятий, проводимых отдельными личностями и командами рабочих с целью сделать бизнес
- 85. Чем не является TPM Большое заблуждение относительно TPM состоит в том, что это представляет собой только
- 86. TPM TPM является методологией улучшения, движимой производственным персоналом и предназначенной для повышения надежности оборудования и обеспечения
- 87. TPM или без ТPM например, «Чистота» СЕГОДНЯ Делай это, потому что мы так говорим. Чистота –
- 88. Цели TPM Одна из основных задач TPM заключается в преследовании целей, таких как: Ноль происшествий. Ноль
- 89. TPM - Ноль Как мы сможем достичь Ноль? Обучение на Практике. Мероприятия TPM и регулярно проводимые
- 90. ДОМА НА ЗАВОДЕ Чистота Проверить давление воздуха Дома – и на Работе!!!! D. Parnosov
- 91. ВОССТАНОВЛЕНИЕ ОБОРУДОВАНИЯ! Шаг 1 – Очистка и осмотр Тщательно убрать весь мусор и грязь с оборудования.
- 92. Чистить, чтобы Осмотреть Если вы чистите свою машину в автомойке, то одновременно не осматриваете ее. Чистя
- 93. Шаг 1: До и После чистки До После D. Parnosov
- 94. Шаг 1: До и После чистки До После D. Parnosov
- 95. 1 2 3 Шаг 1: Начать с текущего предупредительного обслуживания систем смазки D. Parnosov
- 96. УЛУЧШАТЬ! Сократить или локализовать загрязнение у его источника. Обеспечить доступ для очистки, осмотра, обслуживания всех участков
- 97. Шаг 2: Использовать канал для направления утечек Использовать канал для направления утечек в одно место и
- 98. ОБСЛУЖИВАТЬ! Установить графики чистки и смазки. Обучить операторов простейшим навыкам по обслуживанию оборудования. Техподдержка помогает с
- 99. Шаг 3: Стандартизация Смазки Что имеется в виду под стандартами ? Стандарт 1 Определить и пометить
- 100. Шаг 3: Наглядное Управление Стандартами D. Parnosov
- 101. ОБСЛУЖИВАТЬ! Выбрать повторяющиеся вещи, которыми занимается тех.поддержка и которые вызывают: Поломки Проблемы с качеством Сокращение скорости
- 102. смазка закручивание болтов Мероприятия, выполняемые операторами очистка Замена ластикового кольца Маленькие улучшения смазка на начальной стадии
- 103. Решение Проблем «Проблемы, как и зубы, следует рвать с корнем» Неизв. автор
- 104. Что такое первопричина? Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com Первопричиной является первое ненормальное событие, начинающее причинно-следственную цепочку,
- 105. Первопричина Первопричину нелегко увидеть Зачастую, первопричина проблемы находится за пределами влияния команды Решения, которые первыми приходят
- 106. Анализ причины Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com При поиске первопричины используются следующие методы: Причинно-следственные диаграммы 5
- 107. 5 Почему на примере Тойоты Разлитое масло на полу Почему Потому что прокладка протекает Почему Потому
- 108. Применение 5-ти Почему Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com Мы можем оперативно применять инструмент 5 Почему для
- 109. Ключевые моменты РП Мероприятие по РП должны проводится в сменах регулярно по мере возникновения проблем Цель
- 110. Система предложений D. Parnosov
- 111. Система предложений Цели данного обучения: Общее понимание системы предложений Цель системы предложений Процесс системы предложений D.
- 112. Цель системы предложений Расширение знаний и развитие навыков и мастерства сотрудников Улучшение отношений между начальником участка
- 113. Почему самые ценные предложения – от непосредственных исполнителей (операторов, крановщиц, других работников)? Знают работу, и лучший
- 114. Все ли предложения действительны? Да, все предложения действительны. Однако, некоторые предложения могут быть менее важны для
- 115. Бланки предложений Заполнение должно занимать не более нескольких минут При необходимости нужно оказать помощь в заполнении
- 116. Бланки предложений D. Parnosov
- 117. Одобрение предложения Необходимо как можно быстрее сообщить автору решение о том, принято ли предложение Если решение
- 118. Внедрение предложений Признаком успешности системы предложений является то, что авторы предложений сами их внедряют Если предложение
- 119. Типы поощрения Какой тип поощрения используется в вашей организации? Традиционное поощрение Искусственное поощрение Нет поощрения Мотивационное
- 120. Ежедневное управление Daily Management Denis Parnosov
- 121. Ежедневное Управление-это… Высокие шансы достижения стратегических целей производства командой и отдельными работниками Постоянное улучшение участка в
- 122. КАЖДЫЙ будет знать стратегию бизнеса Член бригады Бригадир Руководитель структурного подразделения Директор Завода С высшего уровня…..
- 123. Без Ежедневного Управления Проблема Процесс более или менее контролируется Эффективность падает На восстановление рабочего процесса уходит
- 124. C Ежедневным Управлением Проблема Рабочий процесс под постоянным контролем Визуальный контроль помогает людям видеть отклонения прежде
- 125. С Ежедневным Управлением Происходящее понятно Понятны стандарты и ожидания Действие происходит быстро и непосредственно на месте
- 126. Пример Комнаты Оперативного Совещания
- 128. Информация на досках оперативного управления Охрана труда и промышленная безопасность (EHS). Производственные показатели (прошедшие сутки, с
- 129. Рекомендации по совещанию Данные должны обновляться до начала совещания. Цели и Планы записываются черным или синим.
- 130. Рекомендации по совещанию Цель совещания – обмен информацией по предыдущим суткам и планам на предстоящие сутки,
- 131. Производственные показатели
- 132. Производственные показатели Руководители производственных участков предоставляют последнюю информацию по показателям за последние сутки и с начала
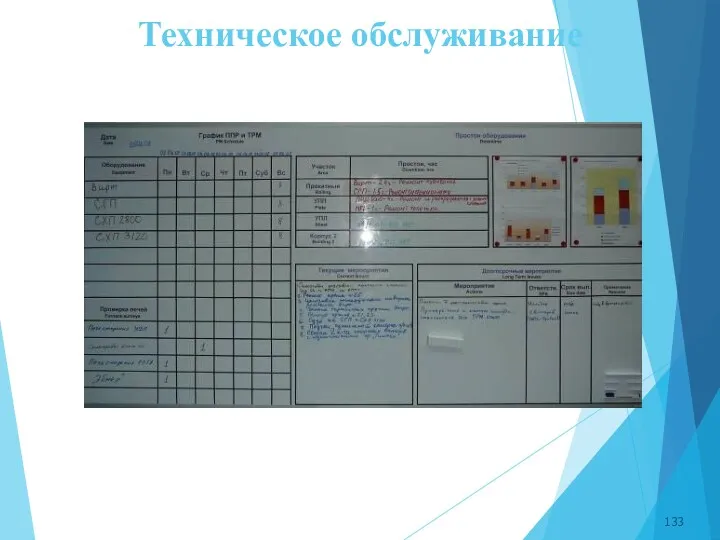
- 133. Техническое обслуживание
- 134. Техническое обслуживание Руководитель тех.поддержки освещает информацию по: Проблемам за истекшие сутки (оборудование, проблема, время простоев) Предстоящая
- 135. Доска технологии и качества
- 136. Технология и качество Ответственные за направления рассматривают: вопросы качества и мероприятия по решению проблем с качеством.
- 137. В зависимости от потребностей производства могут освещаться вопросы по различным направлениям (инвест. проекты, продажи, финансовые результаты
- 138. Достаточно ли наглядна система ежедневного управления в вашем производстве? 3х минутный тест Может ли совершенно посторонний
- 139. Ежедневное управление на участке
- 140. 10 синих шаров за час!
- 141. 07.00
- 142. 07.06
- 143. 07.12
- 144. 07.18
- 145. 07.24
- 146. 07.30
- 147. 07.36
- 148. 07.42
- 149. 07.48
- 150. 07.54
- 151. 08.00
- 152. 08.06
- 153. 08.12
- 154. 08.18
- 155. 08.24
- 156. 08.30
- 157. 08.32
- 158. 08.39
- 159. 08.46
- 160. 08.53
- 161. 09.00
- 162. 10 синих шаров за час!
- 163. ЧАС 1 ЧАС 2 07.00
- 164. ЧАС 1 ЧАС 2 07.06
- 165. ЧАС 1 ЧАС 2 07.12
- 166. ЧАС 1 ЧАС 2 07.18
- 167. ЧАС 1 ЧАС 2 07.24
- 168. ЧАС 1 ЧАС 2 07.30
- 169. ЧАС 1 ЧАС 2 07.36
- 170. ЧАС 1 ЧАС 2 07.42
- 171. ЧАС 1 ЧАС 2 07.48
- 172. ЧАС 1 ЧАС 2 07.54
- 173. ЧАС 1 ЧАС 2 08.00
- 174. ЧАС 1 ЧАС 2 08.06
- 175. ЧАС 1 ЧАС 2 08.12
- 176. ЧАС 2 08.18 ЧАС 1
- 177. ЧАС 1 ЧАС 2 08.24
- 178. ЧАС 2 08.30 ЧАС 1
- 179. ЧАС 1 ЧАС 2 08.32
- 180. ЧАС 1 ЧАС 2 08.39
- 181. ЧАС 1 ЧАС 2 08.46
- 182. ЧАС 1 ЧАС 2 08.53
- 183. ЧАС 2 09.00 ЧАС 1
- 184. Цель Факт 08.00 8.06 8.12 8.18 8.24 8.30 8.36 8.42 8.48 8.54 9.00
- 185. 08.06 Цель Факт 8.06 8.12 8.18 8.24 8.30 8.36 8.42 8.48 8.54 9.00
- 186. 08.12 Цель Факт 8.06 8.12 8.18 8.24 8.30 8.36 8.42 8.48 8.54 9.00
- 187. 08.17 Цель Факт 8.06 8.12 8.18 8.24 8.30 8.36 8.42 8.48 8.54 9.00
- 188. 08.18 Цель Факт 8.06 8.12 8.18 8.24 8.30 8.36 8.42 8.48 8.54 9.00
- 189. 08.24 Цель Факт 8.06 8.12 8.18 8.24 8.30 8.36 8.42 8.48 8.54 9.00
- 190. 08.30 Цель Факт 8.06 8.12 8.18 8.24 8.30 8.36 8.42 8.48 8.54 9.00
- 191. 08.32 Цель Факт 8.06 8.12 8.18 8.24 8.30 8.36 8.42 8.48 8.54 9.00
- 192. 08.39 Цель Actual 8.06 8.12 8.18 8.24 8.30 8.36 8.42 8.48 8.54 9.00
- 193. 08.46 Цель Факт 8.06 8.12 8.18 8.24 8.30 8.36 8.42 8.48 8.54 9.00
- 194. 08.53 Цель Факт 8.06 8.12 8.18 8.24 8.30 8.36 8.42 8.48 8.54 9.00
- 195. 09.00 Цель Факт 8.06 8.12 8.18 8.24 8.30 8.36 8.42 8.48 8.54 9.00
- 198. Скачать презентацию
А зачем это надо?
«Не мы такие, система такая» - нацарапано на
А зачем это надо?
«Не мы такие, система такая» - нацарапано на
Мышление
Аналогично данной схеме происходят и инвестиции в производство;
Традиционная модель так же
Мышление
Аналогично данной схеме происходят и инвестиции в производство;
Традиционная модель так же
Lean и Six Sigma
Lean – устранение потерь в потоке создания ценности;
Six
Lean и Six Sigma
Lean – устранение потерь в потоке создания ценности;
Six
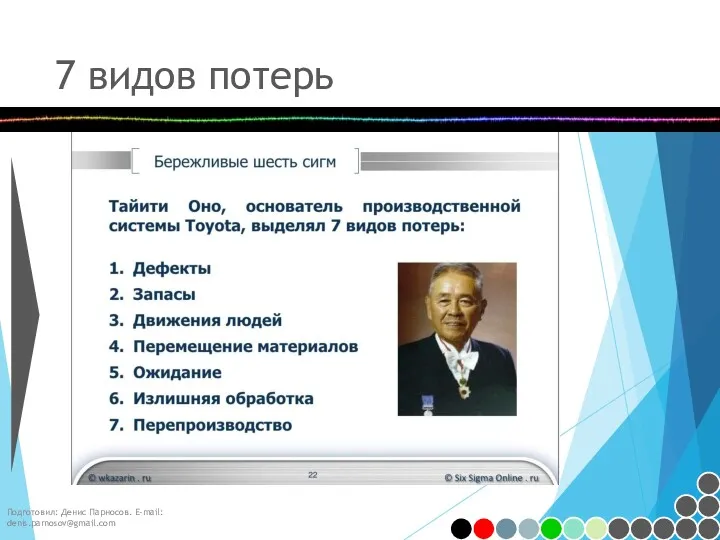
7 видов потерь
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
7 видов потерь
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
8 вид потерь
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
8 вид потерь
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
1. Дефекты
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
1. Дефекты
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
2. Запасы
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
2. Запасы
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
3. Движения людей
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
3. Движения людей
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
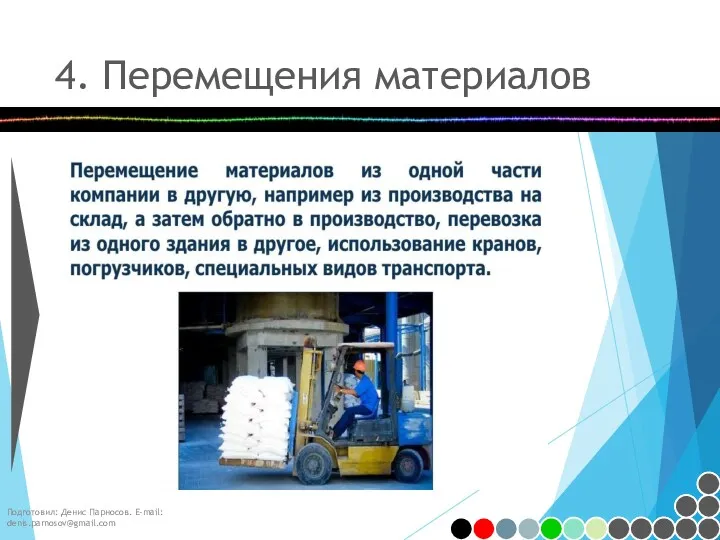
4. Перемещения материалов
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
4. Перемещения материалов
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
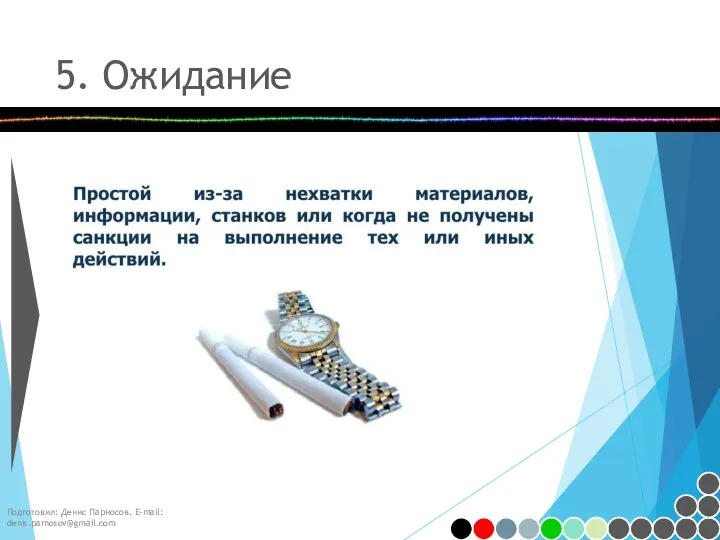
5. Ожидание
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
5. Ожидание
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
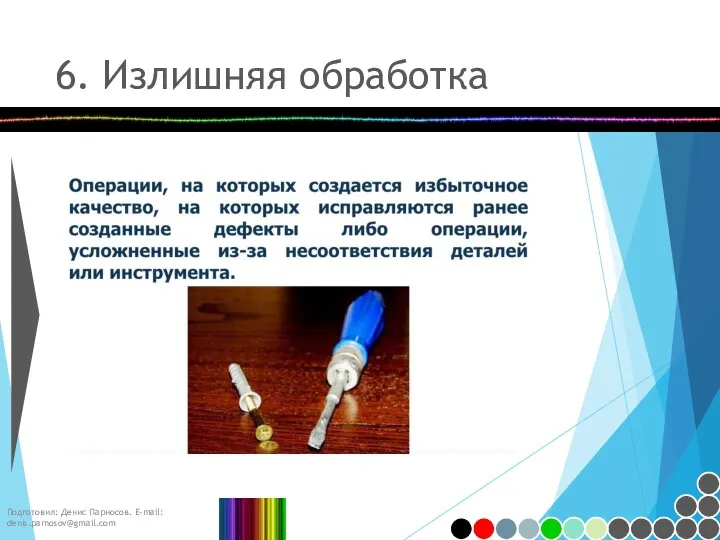
6. Излишняя обработка
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
6. Излишняя обработка
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
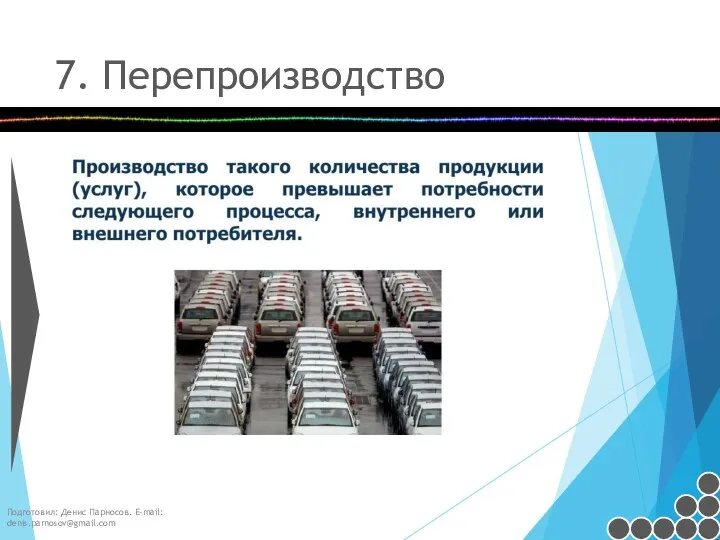
7. Перепроизводство
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
7. Перепроизводство
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
8. Неиспользованный человеческий капитал
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
8. Неиспользованный человеческий капитал
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
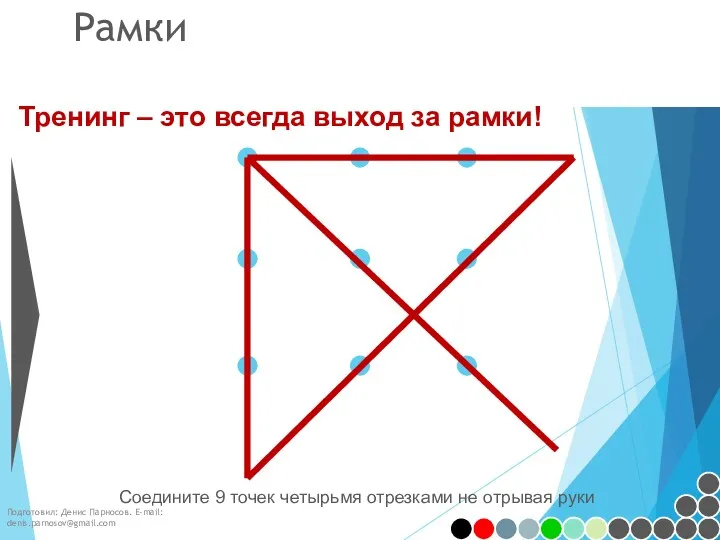
Соедините 9 точек четырьмя отрезками не отрывая руки
Тренинг – это всегда
Соедините 9 точек четырьмя отрезками не отрывая руки
Тренинг – это всегда

Изменения
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Изменения
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
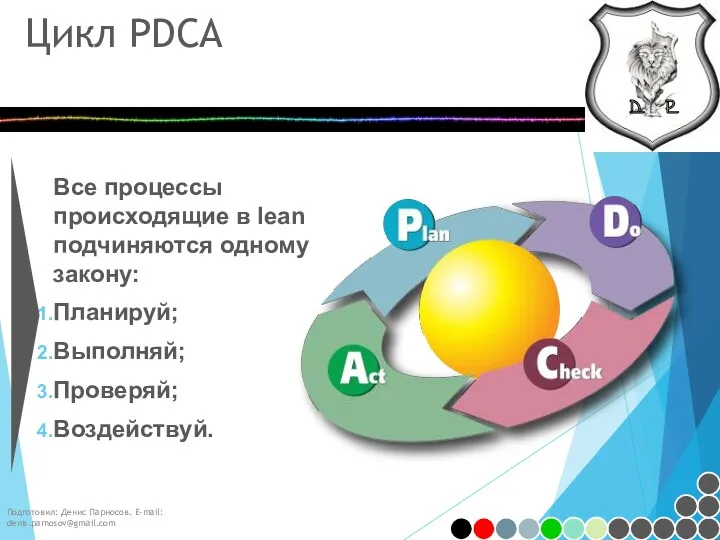
Цикл PDCA
Все процессы происходящие в lean подчиняются одному закону:
Планируй;
Выполняй;
Проверяй;
Воздействуй.
Подготовил: Денис Парносов.
Цикл PDCA
Все процессы происходящие в lean подчиняются одному закону:
Планируй;
Выполняй;
Проверяй;
Воздействуй.
Подготовил: Денис Парносов.
Планирование
Планирование
установление целей и процессов, необходимых для достижения целей, планирование работ по
Планирование
Планирование
установление целей и процессов, необходимых для достижения целей, планирование работ по
Выполнение
Выполнение
выполнение запланированных работ.
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Выполнение
Выполнение
выполнение запланированных работ.
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Проверка
Проверка
сбор информации и контроль результата на основе ключевых показателей эффективности (KPI),
Проверка
Проверка
сбор информации и контроль результата на основе ключевых показателей эффективности (KPI),
Воздействие
Воздействие (управление, корректировка)
принятие мер по устранению причин отклонений от запланированного результата,
Воздействие
Воздействие (управление, корректировка)
принятие мер по устранению причин отклонений от запланированного результата,
Основные моменты
Lean – вынужденное решение, обоснованное рынком!
Успешность внедрения прежде всего
Основные моменты
Lean – вынужденное решение, обоснованное рынком!
Успешность внедрения прежде всего
Практика
«Знать путь и пройти его – не одно и то же»
Морфеус
Подготовил:
Практика
«Знать путь и пройти его – не одно и то же»
Морфеус
Подготовил:
Точно вовремя
JIT
Деньги будут приносить пользу, если знать куда их вложить
Д.Д.Рокфеллер
Точно вовремя
JIT
Деньги будут приносить пользу, если знать куда их вложить
Д.Д.Рокфеллер

JIT – это
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Система организации производства
Того, что требуется;
Тогда,
JIT – это
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Система организации производства
Того, что требуется;
Тогда,
JIT
Количество выпускаемой продукции соответствует требованиям заказчика;
Ресурсы используются только те, которые требуются;
Производство
JIT
Количество выпускаемой продукции соответствует требованиям заказчика;
Ресурсы используются только те, которые требуются;
Производство
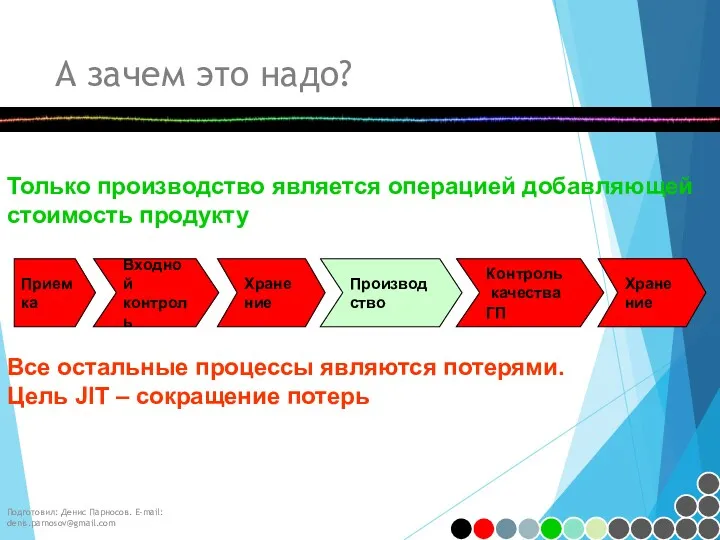
А зачем это надо?
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Приемка
Входной
контроль
Хранение
Производство
Контроль
качества ГП
Хранение
Только
А зачем это надо?
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Приемка
Входной
контроль
Хранение
Производство
Контроль
качества ГП
Хранение
Только
Цына АшЫбки
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
В большей степени прибыль зависит от
Цына АшЫбки
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
В большей степени прибыль зависит от
PULL VS PUSH
Работа через склад, в лучшем случае, обеспечивает только потребности
PULL VS PUSH
Работа через склад, в лучшем случае, обеспечивает только потребности
Обеспечение сырьем
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Обеспечение сырьем
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Обслуживание оборудования
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Обслуживание оборудования
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Концепция выбора оборудования
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Не бывает идеальных процессов!!!
Концепция выбора оборудования
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Не бывает идеальных процессов!!!
5S
Методика организации рабочего пространства
Denis Parnosov
5S
Методика организации рабочего пространства
Denis Parnosov
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Организация рабочего пространства
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Организация рабочего пространства
Seiri ………….
Seiton ………..
Seiso …………
Seiketsu ……..
Shitsuke ……..
Процесс, созданный для организации, чистки
Seiri ………….
Seiton ………..
Seiso …………
Seiketsu ……..
Shitsuke ……..
Процесс, созданный для организации, чистки
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
5С
Сортировка: Организация – отделение нужного от ненужного
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
5С
Сортировка: Организация – отделение нужного от ненужного
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Упражнение
«Считаем деньги, ищем цифры»
Пробуем
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Упражнение
«Считаем деньги, ищем цифры»
Пробуем
1
2
3
4
19
17
5
15
16
9.
14
13
7
10
28
11
20
8
27
21
22
25
24
26
30
31
32
33
0
56
44
68.
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
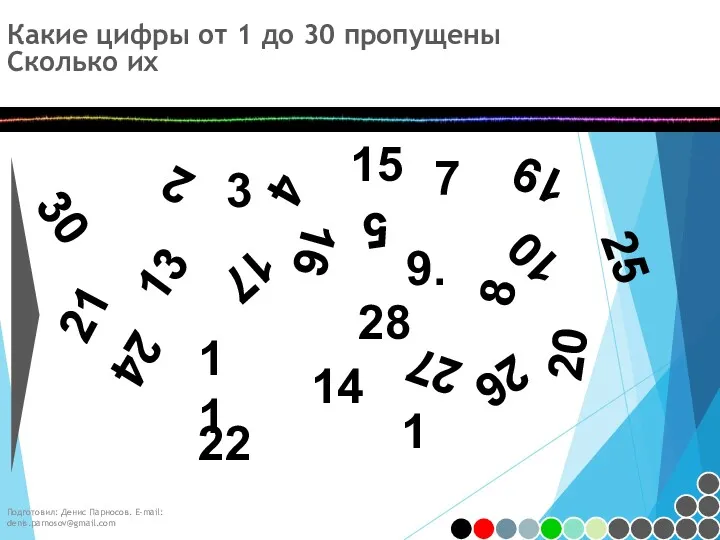
Какие цифры от 1 до 30 пропущены
Сколько
1
2
3
4
19
17
5
15
16
9.
14
13
7
10
28
11
20
8
27
21
22
25
24
26
30
31
32
33
0
56
44
68.
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Какие цифры от 1 до 30 пропущены
Сколько
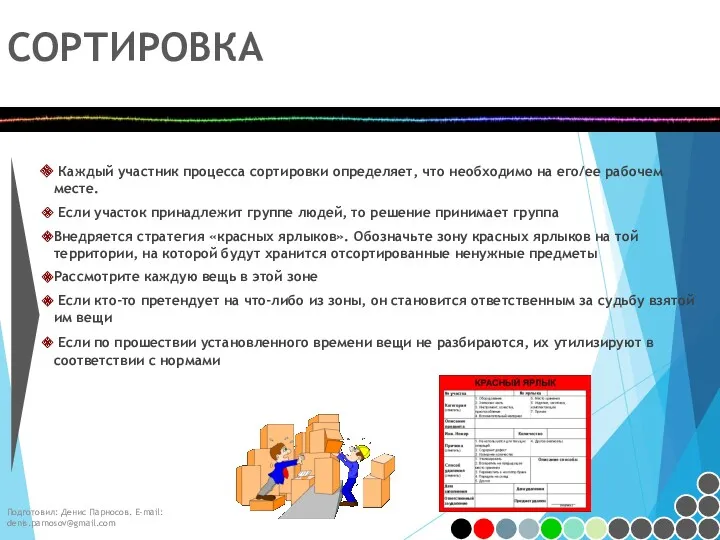
Каждый участник процесса сортировки определяет, что необходимо на его/ее рабочем
Каждый участник процесса сортировки определяет, что необходимо на его/ее рабочем
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
СОРТИРОВКА
Вопросы:
Нужна ли вещь?
Если нужна,
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
СОРТИРОВКА
Вопросы:
Нужна ли вещь?
Если нужна,

ДО
ПОСЛЕ
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
5С примеры
ДО
ПОСЛЕ
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
5С примеры
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Упражнение
«Считаем деньги, ищем цифры»
Пробуем
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Упражнение
«Считаем деньги, ищем цифры»
Пробуем
1
2
3
4
19
17
5
15
16
9.
14
13
7
10
28
11
20
8
27
21
22
25
24
26
30
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Какие цифры от 1 до 30 пропущены
Сколько
1
2
3
4
19
17
5
15
16
9.
14
13
7
10
28
11
20
8
27
21
22
25
24
26
30
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Какие цифры от 1 до 30 пропущены
Сколько
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
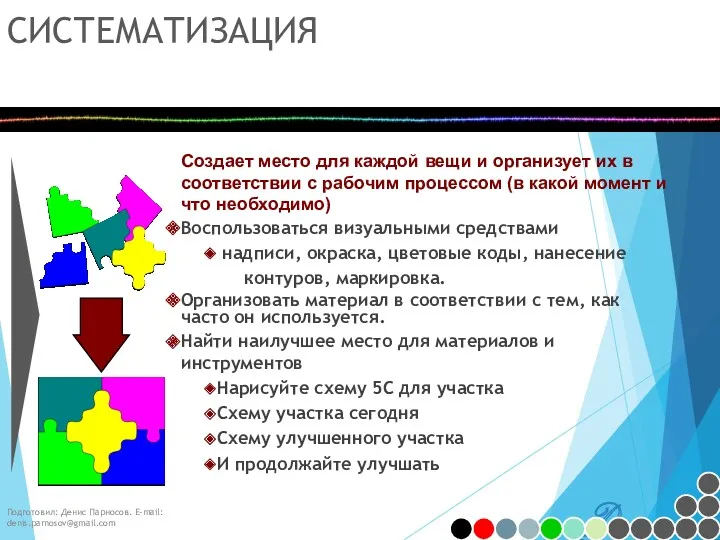
СИСТЕМАТИЗАЦИЯ
Воспользоваться визуальными средствами
надписи, окраска, цветовые коды,
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
СИСТЕМАТИЗАЦИЯ
Воспользоваться визуальными средствами
надписи, окраска, цветовые коды,
Правило одного шага:
В идеале ничто не должно храниться далее одного
Правило одного шага:
В идеале ничто не должно храниться далее одного
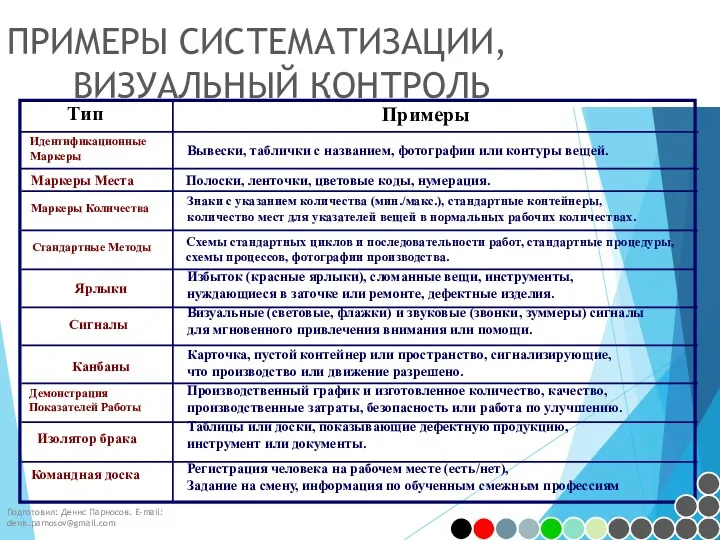
Тип
Идентификационные
Маркеры
Маркеры Места
Маркеры Количества
Стандартные Методы
Ярлыки
Сигналы
Канбаны
Демонстрация
Показателей Работы
Изолятор брака
Командная доска
Примеры
Вывески, таблички с
Тип
Идентификационные
Маркеры
Маркеры Места
Маркеры Количества
Стандартные Методы
Ярлыки
Сигналы
Канбаны
Демонстрация
Показателей Работы
Изолятор брака
Командная доска
Примеры
Вывески, таблички с

Организованное складирование с трафаретными стендами и 5 мусорными контейнерами полными ненужных
Организованное складирование с трафаретными стендами и 5 мусорными контейнерами полными ненужных
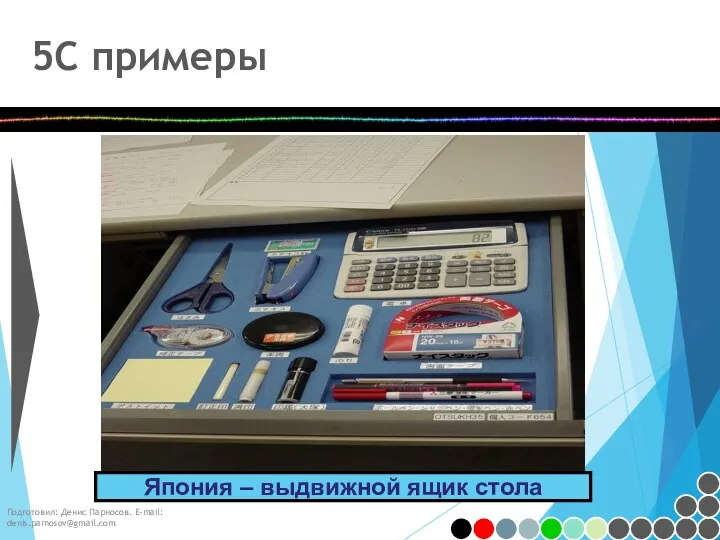
Япония – выдвижной ящик стола
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
5С примеры
Япония – выдвижной ящик стола
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
5С примеры
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Упражнение
«Считаем деньги, ищем цифры»
Пробуем
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Упражнение
«Считаем деньги, ищем цифры»
Пробуем

Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Какие цифры от 1 до 30 пропущены
Сколько
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Какие цифры от 1 до 30 пропущены
Сколько
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
СОДЕРЖАНИЕ В ЧИСТОТЕ
Непрерывное поддержание порядка и контроль
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
СОДЕРЖАНИЕ В ЧИСТОТЕ
Непрерывное поддержание порядка и контроль
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
СТАНДАРТИЗАЦИЯ
Определяет, как следует выполнять задания и обеспечивает
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
СТАНДАРТИЗАЦИЯ
Определяет, как следует выполнять задания и обеспечивает
Определяет наилучшие процессы
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
СТАНДАРТИЗАЦИЯ
Помните, что каждый создаваемый нами
Определяет наилучшие процессы
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
СТАНДАРТИЗАЦИЯ
Помните, что каждый создаваемый нами
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
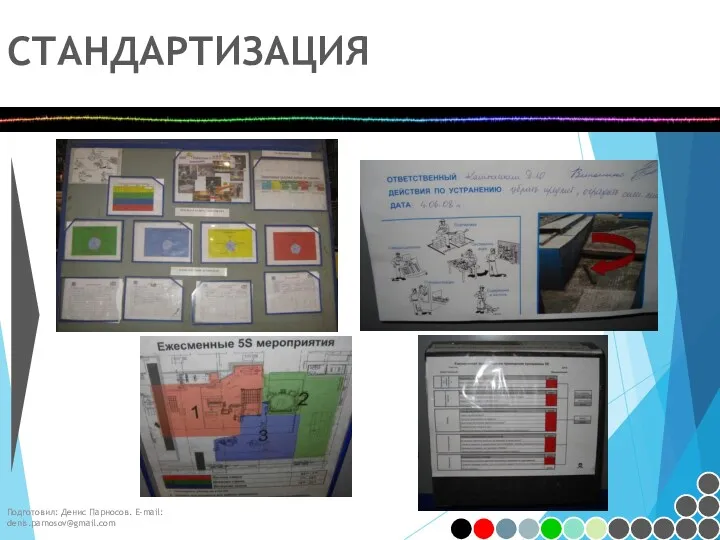
СТАНДАРТИЗАЦИЯ
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
СТАНДАРТИЗАЦИЯ
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Упражнение
«Считаем деньги, ищем цифры»
Пробуем
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Упражнение
«Считаем деньги, ищем цифры»
Пробуем
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Какие цифры от 1 до 30 пропущены
Сколько
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Какие цифры от 1 до 30 пропущены
Сколько
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
ПОДДЕРЖАНИЕ
Поддержание предполагает, что каждый человек чувствует себя
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
ПОДДЕРЖАНИЕ
Поддержание предполагает, что каждый человек чувствует себя
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
ПОЛЬЗА ОТ 5С
Более высокие уровни безопасности
Яркие и
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
ПОЛЬЗА ОТ 5С
Более высокие уровни безопасности
Яркие и
Карта потоков создания ценности
D. Parnosov
Карта потоков создания ценности
D. Parnosov
Сегодня
Вам нужно улететь из Самары СРОЧНО;
У Вас есть авиабилет;
Вы совершенно не
Сегодня
Вам нужно улететь из Самары СРОЧНО;
У Вас есть авиабилет;
Вы совершенно не

D. Parnosov
D. Parnosov
Вы должны найти карту
D. Parnosov
Вы должны найти карту
D. Parnosov
Но карты бывают разные
D. Parnosov
Но карты бывают разные
D. Parnosov
Очень разные карты
И у каждой своя цель
D. Parnosov
Очень разные карты
И у каждой своя цель
D. Parnosov
И легче всего ориентироваться, когда Вы знаете конкретный маршрут
D. Parnosov
И легче всего ориентироваться, когда Вы знаете конкретный маршрут
D. Parnosov
И все же
D. Parnosov
Каким то чудом Вам удалось добраться до
И все же
D. Parnosov
Каким то чудом Вам удалось добраться до
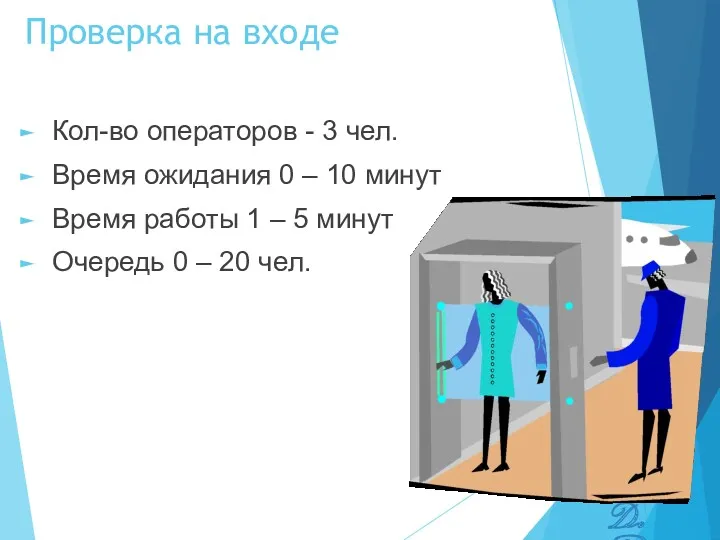
Проверка на входе
Кол-во операторов - 3 чел.
Время ожидания 0 – 10
Проверка на входе
Кол-во операторов - 3 чел.
Время ожидания 0 – 10
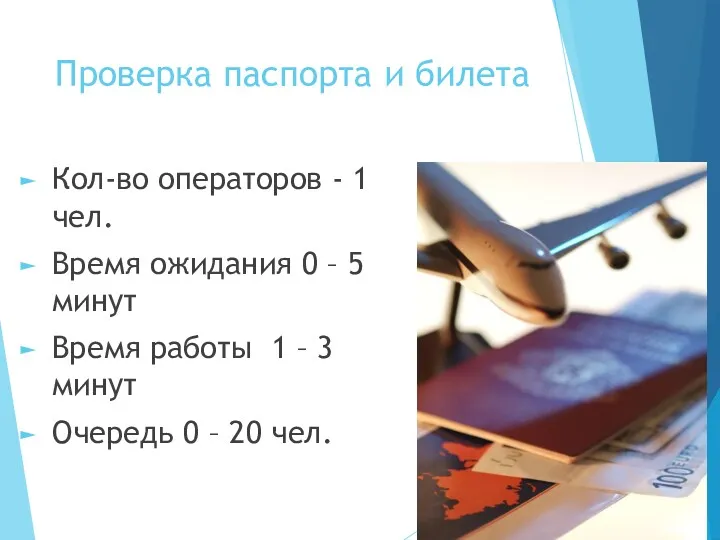
Проверка паспорта и билета
Кол-во операторов - 1 чел.
Время ожидания 0 –
Проверка паспорта и билета
Кол-во операторов - 1 чел.
Время ожидания 0 –
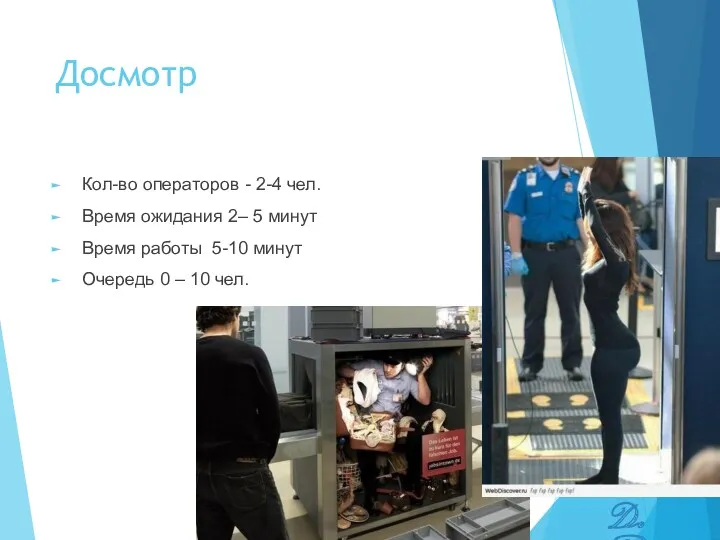
Досмотр
Кол-во операторов - 2-4 чел.
Время ожидания 2– 5 минут
Время работы 5-10
Досмотр
Кол-во операторов - 2-4 чел.
Время ожидания 2– 5 минут
Время работы 5-10
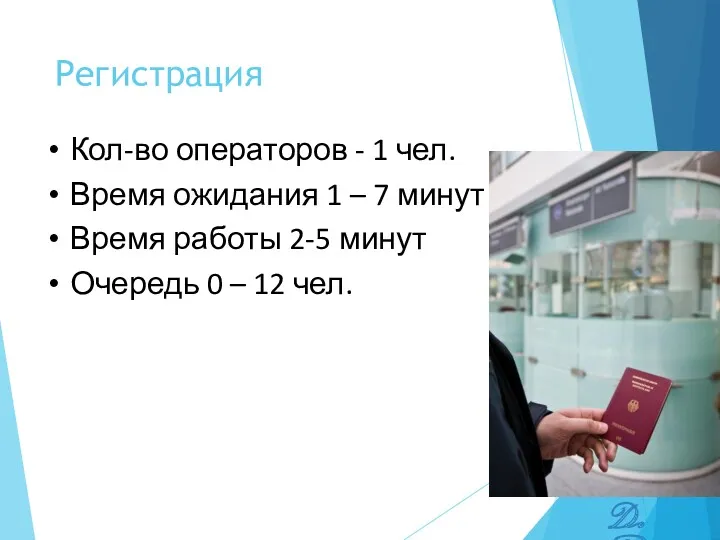
Регистрация
D. Parnosov
Кол-во операторов - 1 чел.
Время ожидания 1 – 7 минут
Время
Регистрация
D. Parnosov
Кол-во операторов - 1 чел.
Время ожидания 1 – 7 минут
Время
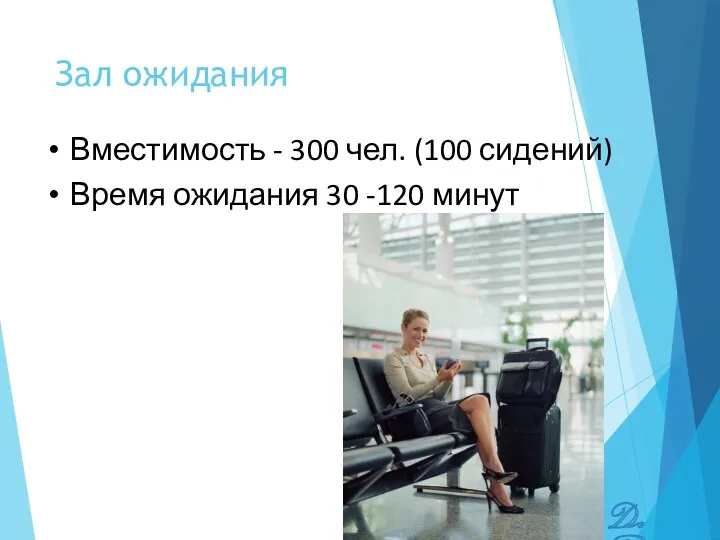
Зал ожидания
D. Parnosov
Вместимость - 300 чел. (100 сидений)
Время ожидания 30 -120
Зал ожидания
D. Parnosov
Вместимость - 300 чел. (100 сидений)
Время ожидания 30 -120
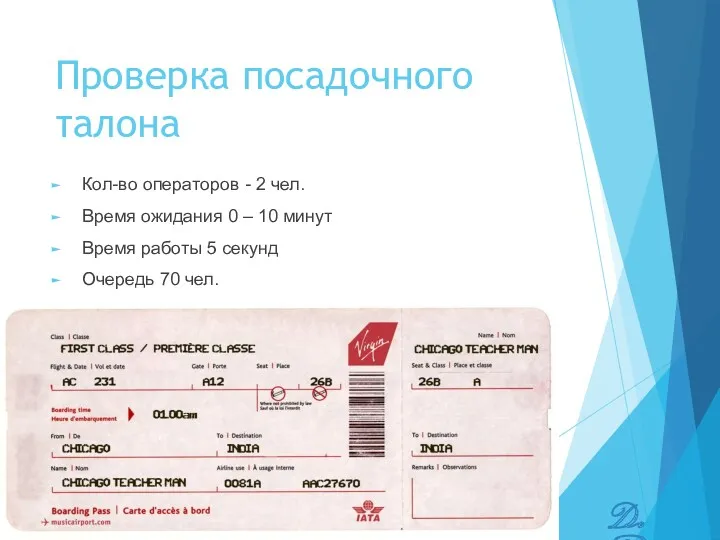
Проверка посадочного талона
Кол-во операторов - 2 чел.
Время ожидания 0 – 10
Проверка посадочного талона
Кол-во операторов - 2 чел.
Время ожидания 0 – 10
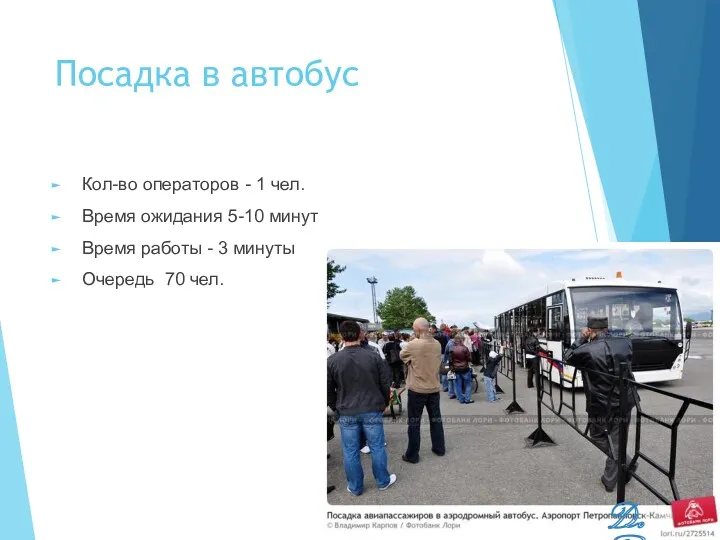
Посадка в автобус
Кол-во операторов - 1 чел.
Время ожидания 5-10 минут
Время работы
Посадка в автобус
Кол-во операторов - 1 чел.
Время ожидания 5-10 минут
Время работы
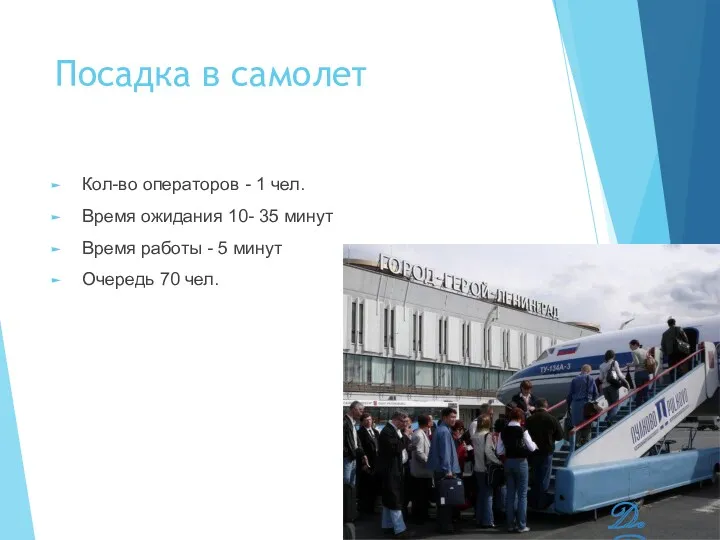
Посадка в самолет
Кол-во операторов - 1 чел.
Время ожидания 10- 35 минут
Посадка в самолет
Кол-во операторов - 1 чел.
Время ожидания 10- 35 минут
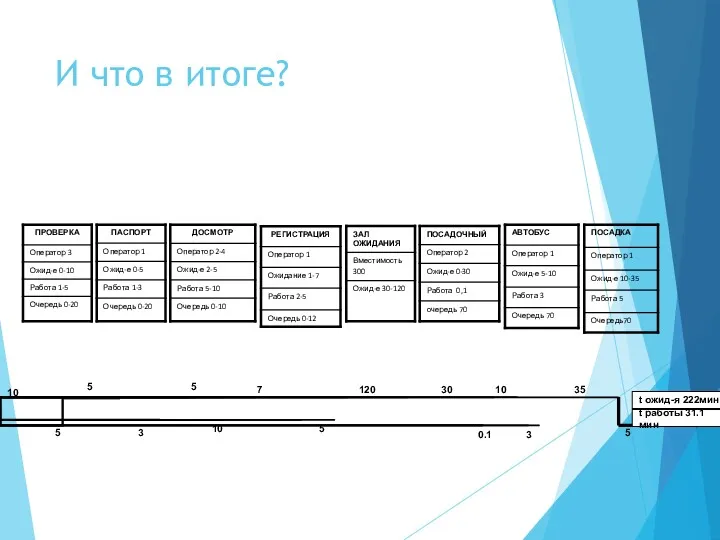
И что в итоге?
И что в итоге?

А за что мы хотели бы платить деньги при покупке билетов?
D.
А за что мы хотели бы платить деньги при покупке билетов?
D.
За что мы платим фактически
За содержание персонала обеспечивающего безопасность в аэропортах;
За
За что мы платим фактически
За содержание персонала обеспечивающего безопасность в аэропортах;
За
Устранение потерь
Не летать на рейсах на которых нет электронной регистрации;
Всегда пользоваться
Устранение потерь
Не летать на рейсах на которых нет электронной регистрации;
Всегда пользоваться
Несколько советов по построению карт
Всегда самостоятельно собирайте информацию о текущем состоянии!
Сначала
Несколько советов по построению карт
Всегда самостоятельно собирайте информацию о текущем состоянии!
Сначала
Основные положения
Любой процесс состоит из этапов!
VSM – позволяет увидеть как весь
Основные положения
Любой процесс состоит из этапов!
VSM – позволяет увидеть как весь
TPM (Total Productive Maintenance)
Всеобщий уход за оборудованием
D. Parnosov
TPM (Total Productive Maintenance)
Всеобщий уход за оборудованием
D. Parnosov
5 Основных Задач TPM
Ликвидация потерь за счет организации команд из производственного,
5 Основных Задач TPM
Ликвидация потерь за счет организации команд из производственного,
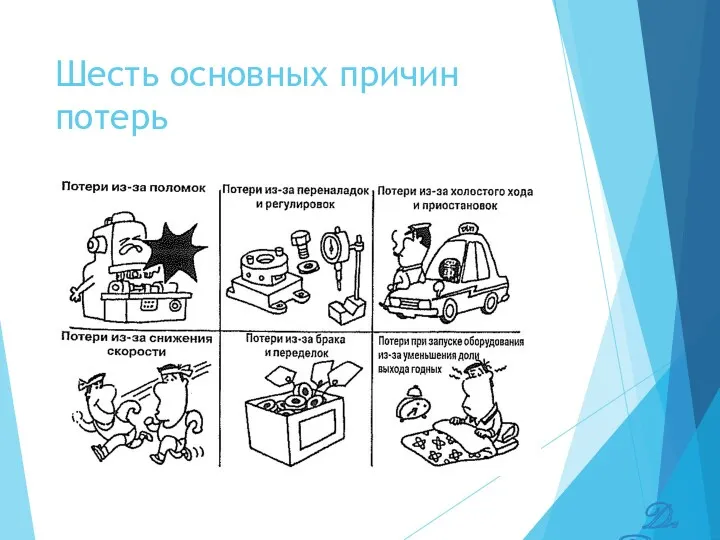
Шесть основных причин потерь
D. Parnosov
Шесть основных причин потерь
D. Parnosov
TPM
TPM – это ряд мероприятий, проводимых отдельными личностями и командами рабочих
TPM
TPM – это ряд мероприятий, проводимых отдельными личностями и командами рабочих
Чем не является TPM
Большое заблуждение относительно TPM состоит в том, что
Чем не является TPM
Большое заблуждение относительно TPM состоит в том, что
TPM
TPM является методологией улучшения, движимой производственным персоналом и предназначенной для повышения
TPM
TPM является методологией улучшения, движимой производственным персоналом и предназначенной для повышения
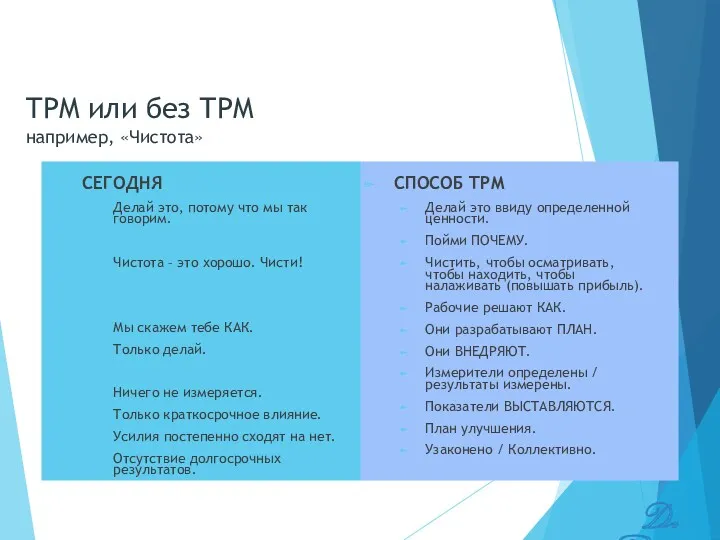
TPM или без ТPM
например, «Чистота»
СЕГОДНЯ
Делай это, потому что мы так говорим.
Чистота
TPM или без ТPM
например, «Чистота»
СЕГОДНЯ
Делай это, потому что мы так говорим.
Чистота
Цели TPM
Одна из основных задач TPM заключается в преследовании целей, таких
Цели TPM
Одна из основных задач TPM заключается в преследовании целей, таких
TPM - Ноль
Как мы сможем достичь Ноль?
Обучение на Практике.
Мероприятия TPM и
TPM - Ноль
Как мы сможем достичь Ноль?
Обучение на Практике.
Мероприятия TPM и

ДОМА
НА ЗАВОДЕ
Чистота
Проверить давление
воздуха
Дома – и на Работе!!!!
D. Parnosov
ДОМА
НА ЗАВОДЕ
Чистота
Проверить давление
воздуха
Дома – и на Работе!!!!
D. Parnosov
ВОССТАНОВЛЕНИЕ ОБОРУДОВАНИЯ!
Шаг 1 – Очистка и осмотр
Тщательно убрать весь мусор и
ВОССТАНОВЛЕНИЕ ОБОРУДОВАНИЯ!
Шаг 1 – Очистка и осмотр
Тщательно убрать весь мусор и
Чистить, чтобы Осмотреть
Если вы чистите свою машину в автомойке, то одновременно
Чистить, чтобы Осмотреть
Если вы чистите свою машину в автомойке, то одновременно

Шаг 1: До и После чистки
До
После
D. Parnosov
Шаг 1: До и После чистки
До
После
D. Parnosov

Шаг 1: До и После чистки
До
После
D. Parnosov
Шаг 1: До и После чистки
До
После
D. Parnosov
1
2
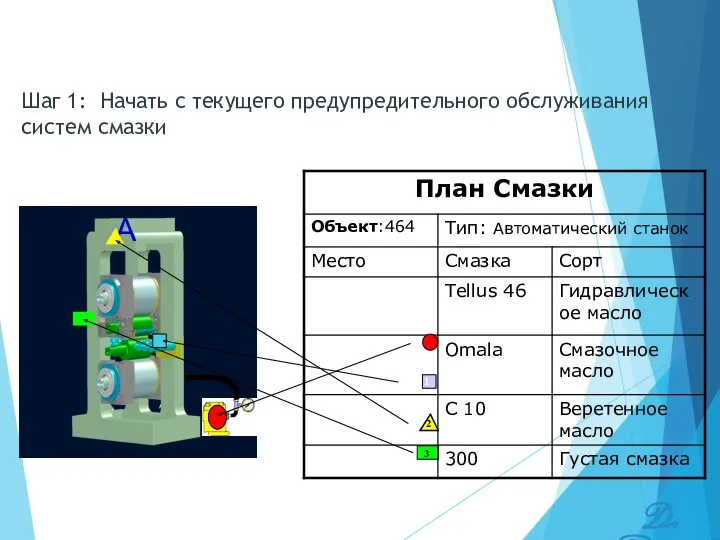
3
Шаг 1: Начать с текущего предупредительного обслуживания систем смазки
D. Parnosov
1
2
3
Шаг 1: Начать с текущего предупредительного обслуживания систем смазки
D. Parnosov
УЛУЧШАТЬ!
Сократить или локализовать загрязнение у его источника.
Обеспечить доступ для очистки, осмотра,
УЛУЧШАТЬ!
Сократить или локализовать загрязнение у его источника.
Обеспечить доступ для очистки, осмотра,
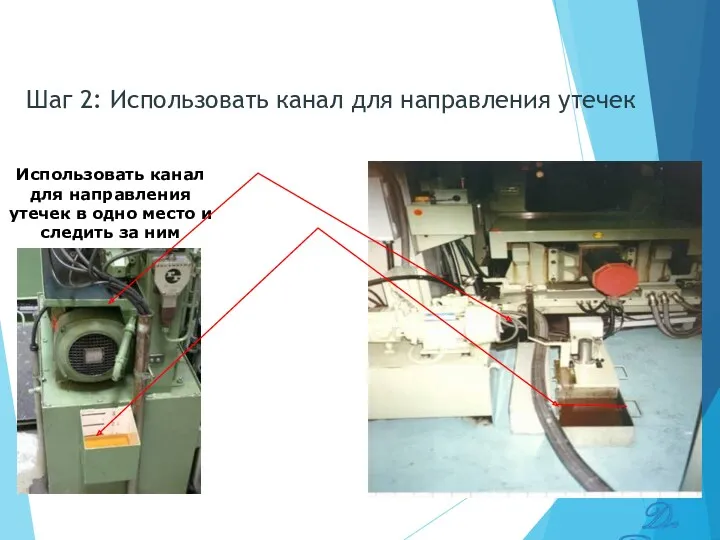
Шаг 2: Использовать канал для направления утечек
Использовать канал для направления утечек
Шаг 2: Использовать канал для направления утечек
Использовать канал для направления утечек
ОБСЛУЖИВАТЬ!
Установить графики чистки и смазки.
Обучить операторов простейшим навыкам по обслуживанию оборудования.
Техподдержка
ОБСЛУЖИВАТЬ!
Установить графики чистки и смазки.
Обучить операторов простейшим навыкам по обслуживанию оборудования.
Техподдержка

Шаг 3: Стандартизация Смазки
Что имеется в виду под стандартами ?
Стандарт
Шаг 3: Стандартизация Смазки
Что имеется в виду под стандартами ?
Стандарт

Шаг 3: Наглядное Управление Стандартами
D. Parnosov
Шаг 3: Наглядное Управление Стандартами
D. Parnosov
ОБСЛУЖИВАТЬ!
Выбрать повторяющиеся вещи, которыми занимается тех.поддержка и которые вызывают:
Поломки
Проблемы с качеством
Сокращение
ОБСЛУЖИВАТЬ!
Выбрать повторяющиеся вещи, которыми занимается тех.поддержка и которые вызывают:
Поломки
Проблемы с качеством
Сокращение

смазка
закручивание болтов
Мероприятия, выполняемые операторами
очистка
Замена ластикового кольца
Маленькие улучшения
смазка на начальной стадии
D.
смазка
закручивание болтов
Мероприятия, выполняемые операторами
очистка
Замена ластикового кольца
Маленькие улучшения
смазка на начальной стадии
D.
Решение Проблем
«Проблемы, как и зубы, следует рвать с корнем»
Неизв. автор
Решение Проблем
«Проблемы, как и зубы, следует рвать с корнем»
Неизв. автор
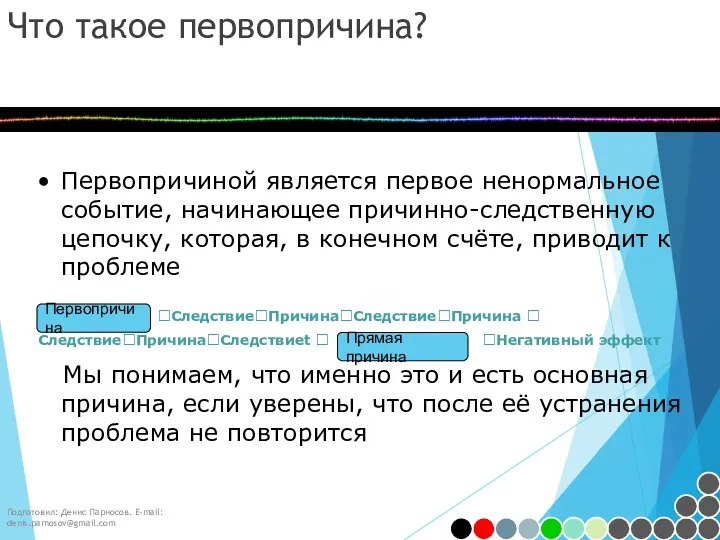
Что такое первопричина?
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Первопричиной является первое ненормальное событие,
Что такое первопричина?
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Первопричиной является первое ненормальное событие,
Первопричина
Первопричину нелегко увидеть
Зачастую, первопричина проблемы находится за пределами влияния команды
Решения, которые
Первопричина
Первопричину нелегко увидеть
Зачастую, первопричина проблемы находится за пределами влияния команды
Решения, которые
Анализ причины
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
При поиске первопричины используются следующие методы:
Причинно-следственные
Анализ причины
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
При поиске первопричины используются следующие методы:
Причинно-следственные
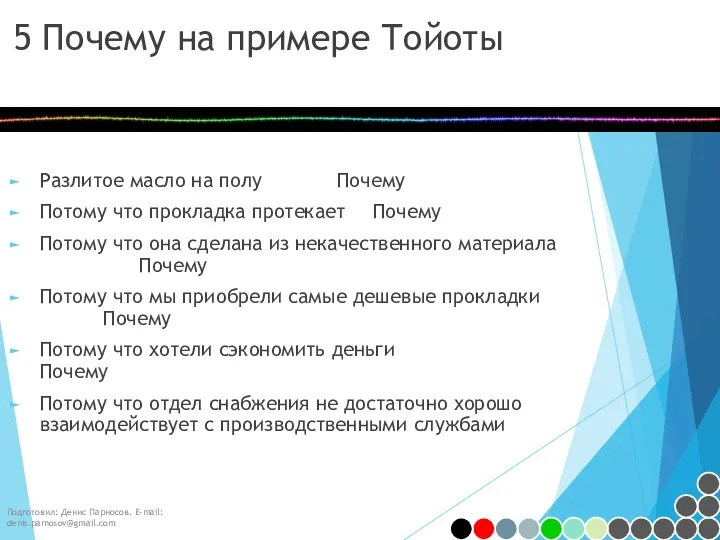
5 Почему на примере Тойоты
Разлитое масло на полу Почему
Потому что прокладка протекает Почему
Потому
5 Почему на примере Тойоты
Разлитое масло на полу Почему
Потому что прокладка протекает Почему
Потому
Применение 5-ти Почему
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Мы можем оперативно применять инструмент
Применение 5-ти Почему
Подготовил: Денис Парносов. E-mail: denis.parnosov@gmail.com
Мы можем оперативно применять инструмент
Ключевые моменты РП
Мероприятие по РП должны проводится в сменах регулярно по
Ключевые моменты РП
Мероприятие по РП должны проводится в сменах регулярно по

Система предложений
D. Parnosov
Система предложений
D. Parnosov
Система предложений
Цели данного обучения:
Общее понимание системы предложений
Цель системы предложений
Процесс системы предложений
D.
Система предложений
Цели данного обучения:
Общее понимание системы предложений
Цель системы предложений
Процесс системы предложений
D.
Цель системы предложений
Расширение знаний и развитие навыков и мастерства сотрудников
Улучшение отношений
Цель системы предложений
Расширение знаний и развитие навыков и мастерства сотрудников
Улучшение отношений
Почему самые ценные предложения – от непосредственных исполнителей (операторов, крановщиц, других
Почему самые ценные предложения – от непосредственных исполнителей (операторов, крановщиц, других
Все ли предложения действительны?
Да, все предложения действительны. Однако, некоторые предложения могут
Все ли предложения действительны?
Да, все предложения действительны. Однако, некоторые предложения могут
Бланки предложений
Заполнение должно занимать не более нескольких минут
При необходимости нужно оказать
Бланки предложений
Заполнение должно занимать не более нескольких минут
При необходимости нужно оказать
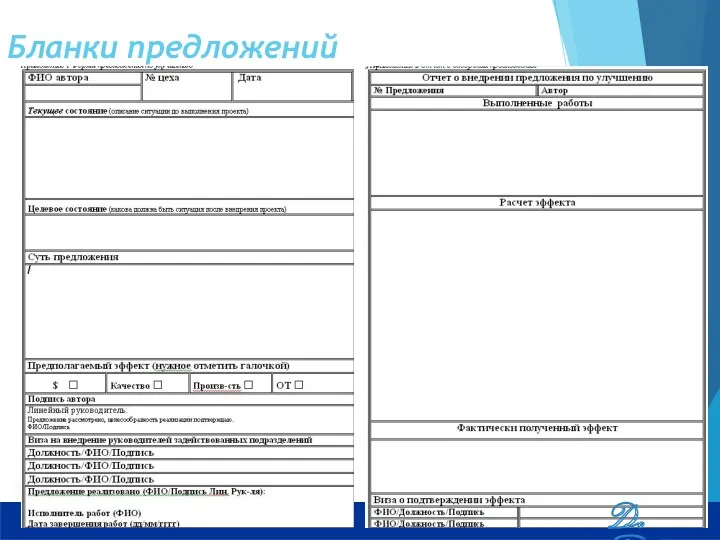
Бланки предложений
D. Parnosov
Бланки предложений
D. Parnosov
Одобрение предложения
Необходимо как можно быстрее сообщить автору решение о том, принято
Одобрение предложения
Необходимо как можно быстрее сообщить автору решение о том, принято
Внедрение предложений
Признаком успешности системы предложений является то, что авторы предложений сами
Внедрение предложений
Признаком успешности системы предложений является то, что авторы предложений сами
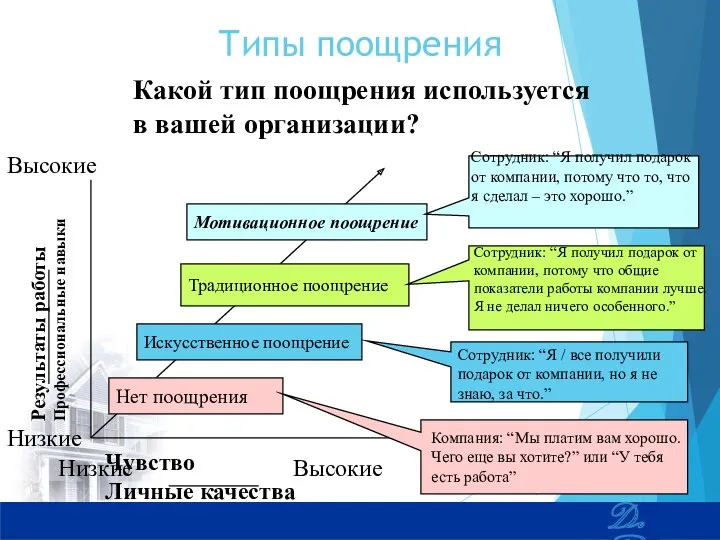
Типы поощрения
Какой тип поощрения используется
в вашей организации?
Традиционное поощрение
Искусственное поощрение
Нет
Типы поощрения
Какой тип поощрения используется
в вашей организации?
Традиционное поощрение
Искусственное поощрение
Нет
Ежедневное управление
Daily Management
Denis Parnosov
Ежедневное управление
Daily Management
Denis Parnosov
Ежедневное Управление-это…
Высокие шансы достижения стратегических целей производства командой и отдельными работниками
Постоянное
Ежедневное Управление-это…
Высокие шансы достижения стратегических целей производства командой и отдельными работниками
Постоянное
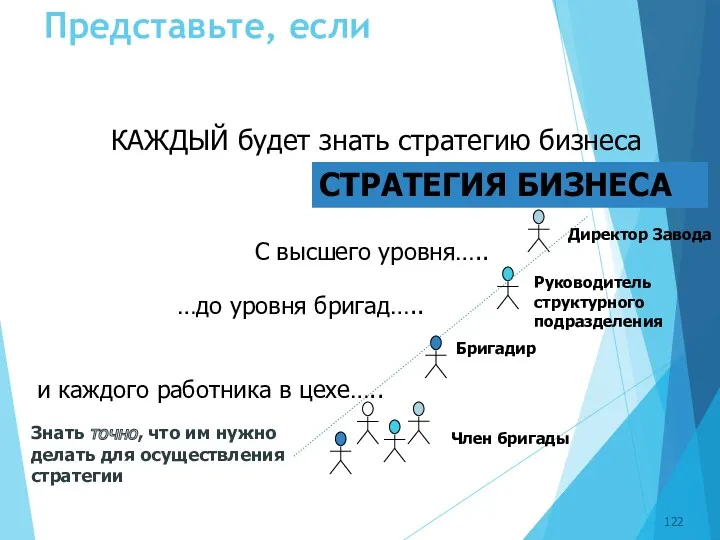
КАЖДЫЙ будет знать стратегию бизнеса
Член бригады
Бригадир
Руководитель
структурного
подразделения
Директор Завода
С высшего уровня…..
…до
КАЖДЫЙ будет знать стратегию бизнеса
Член бригады
Бригадир
Руководитель
структурного
подразделения
Директор Завода
С высшего уровня…..
…до

Без Ежедневного Управления
Проблема
Процесс более или менее контролируется
Эффективность
падает
На восстановление рабочего процесса уходит
Без Ежедневного Управления
Проблема
Процесс более или менее контролируется
Эффективность
падает
На восстановление рабочего процесса уходит
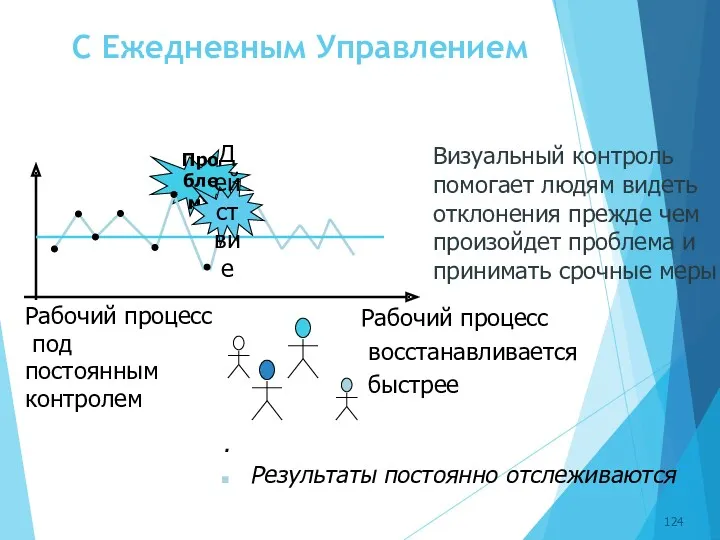
C Ежедневным Управлением
Проблема
Рабочий процесс
под
постоянным
контролем
Визуальный контроль помогает людям видеть
C Ежедневным Управлением
Проблема
Рабочий процесс
под
постоянным
контролем
Визуальный контроль помогает людям видеть
С Ежедневным Управлением
Происходящее понятно
Понятны стандарты и ожидания
Действие происходит быстро и непосредственно
С Ежедневным Управлением
Происходящее понятно
Понятны стандарты и ожидания
Действие происходит быстро и непосредственно

Пример Комнаты Оперативного Совещания
Пример Комнаты Оперативного Совещания

Информация на досках оперативного управления
Охрана труда и промышленная безопасность (EHS).
Производственные показатели
Информация на досках оперативного управления
Охрана труда и промышленная безопасность (EHS).
Производственные показатели
Рекомендации по совещанию
Данные должны обновляться до начала совещания.
Цели и Планы записываются
Рекомендации по совещанию
Данные должны обновляться до начала совещания.
Цели и Планы записываются
Рекомендации по совещанию
Цель совещания – обмен информацией по предыдущим суткам
Рекомендации по совещанию
Цель совещания – обмен информацией по предыдущим суткам

Производственные показатели
Производственные показатели
Производственные показатели
Руководители производственных участков предоставляют последнюю информацию по показателям за
Производственные показатели
Руководители производственных участков предоставляют последнюю информацию по показателям за
Техническое обслуживание
Техническое обслуживание
Техническое обслуживание
Руководитель тех.поддержки освещает информацию по:
Проблемам за истекшие сутки
Техническое обслуживание
Руководитель тех.поддержки освещает информацию по:
Проблемам за истекшие сутки

Доска технологии и качества
Доска технологии и качества
Технология и качество
Ответственные за направления рассматривают:
вопросы качества и
Технология и качество
Ответственные за направления рассматривают:
вопросы качества и
В зависимости от потребностей производства могут освещаться вопросы по различным
В зависимости от потребностей производства могут освещаться вопросы по различным
Достаточно ли наглядна система ежедневного управления в вашем производстве?
3х минутный тест
Может
Достаточно ли наглядна система ежедневного управления в вашем производстве?
3х минутный тест
Может
Ежедневное управление
на участке
Ежедневное управление
на участке

10 синих шаров за час!
10 синих шаров за час!
07.00
07.00
07.06
07.06
07.12
07.12
07.18
07.18
07.24
07.24
07.30
07.30
07.36
07.36
07.42
07.42
07.48
07.48
07.54
07.54
08.00
08.00
08.06
08.06
08.12
08.12
08.18
08.18
08.24
08.24
08.30
08.30
08.32
08.32
08.39
08.39
08.46
08.46
08.53
08.53
09.00
09.00
10 синих шаров за час!
10 синих шаров за час!
ЧАС 1
ЧАС 2
07.00
ЧАС 1
ЧАС 2
07.00
ЧАС 1
ЧАС 2
07.06
ЧАС 1
ЧАС 2
07.06
ЧАС 1
ЧАС 2
07.12
ЧАС 1
ЧАС 2
07.12
ЧАС 1
ЧАС 2
07.18
ЧАС 1
ЧАС 2
07.18
ЧАС 1
ЧАС 2
07.24
ЧАС 1
ЧАС 2
07.24
ЧАС 1
ЧАС 2
07.30
ЧАС 1
ЧАС 2
07.30
ЧАС 1
ЧАС 2
07.36
ЧАС 1
ЧАС 2
07.36
ЧАС 1
ЧАС 2
07.42
ЧАС 1
ЧАС 2
07.42
ЧАС 1
ЧАС 2
07.48
ЧАС 1
ЧАС 2
07.48
ЧАС 1
ЧАС 2
07.54
ЧАС 1
ЧАС 2
07.54
ЧАС 1
ЧАС 2
08.00
ЧАС 1
ЧАС 2
08.00
ЧАС 1
ЧАС 2
08.06
ЧАС 1
ЧАС 2
08.06
ЧАС 1
ЧАС 2
08.12
ЧАС 1
ЧАС 2
08.12
ЧАС 2
08.18
ЧАС 1
ЧАС 2
08.18
ЧАС 1
ЧАС 1
ЧАС 2
08.24
ЧАС 1
ЧАС 2
08.24
ЧАС 2
08.30
ЧАС 1
ЧАС 2
08.30
ЧАС 1
ЧАС 1
ЧАС 2
08.32
ЧАС 1
ЧАС 2
08.32
ЧАС 1
ЧАС 2
08.39
ЧАС 1
ЧАС 2
08.39
ЧАС 1
ЧАС 2
08.46
ЧАС 1
ЧАС 2
08.46
ЧАС 1
ЧАС 2
08.53
ЧАС 1
ЧАС 2
08.53
ЧАС 2
09.00
ЧАС 1
ЧАС 2
09.00
ЧАС 1
Цель
Факт
08.00
8.06
8.12
8.18
8.24
8.30
8.36
8.42
8.48
8.54
9.00
Цель
Факт
08.00
8.06
8.12
8.18
8.24
8.30
8.36
8.42
8.48
8.54
9.00
08.06
Цель
Факт
8.06
8.12
8.18
8.24
8.30
8.36
8.42
8.48
8.54
9.00
08.06
Цель
Факт
8.06
8.12
8.18
8.24
8.30
8.36
8.42
8.48
8.54
9.00
08.12
Цель
Факт
8.06
8.12
8.18
8.24
8.30
8.36
8.42
8.48
8.54
9.00
08.12
Цель
Факт
8.06
8.12
8.18
8.24
8.30
8.36
8.42
8.48
8.54
9.00
08.17
Цель
Факт
8.06
8.12
8.18
8.24
8.30
8.36
8.42
8.48
8.54
9.00
08.17
Цель
Факт
8.06
8.12
8.18
8.24
8.30
8.36
8.42
8.48
8.54
9.00
08.18
Цель
Факт
8.06
8.12
8.18
8.24
8.30
8.36
8.42
8.48
8.54
9.00
08.18
Цель
Факт
8.06
8.12
8.18
8.24
8.30
8.36
8.42
8.48
8.54
9.00
08.24
Цель
Факт
8.06
8.12
8.18
8.24
8.30
8.36
8.42
8.48
8.54
9.00
08.24
Цель
Факт
8.06
8.12
8.18
8.24
8.30
8.36
8.42
8.48
8.54
9.00
08.30
Цель
Факт
8.06
8.12
8.18
8.24
8.30
8.36
8.42
8.48
8.54
9.00
08.30
Цель
Факт
8.06
8.12
8.18
8.24
8.30
8.36
8.42
8.48
8.54
9.00
08.32
Цель
Факт
8.06
8.12
8.18
8.24
8.30
8.36
8.42
8.48
8.54
9.00
08.32
Цель
Факт
8.06
8.12
8.18
8.24
8.30
8.36
8.42
8.48
8.54
9.00
08.39
Цель
Actual
8.06
8.12
8.18
8.24
8.30
8.36
8.42
8.48
8.54
9.00
08.39
Цель
Actual
8.06
8.12
8.18
8.24
8.30
8.36
8.42
8.48
8.54
9.00
08.46
Цель
Факт
8.06
8.12
8.18
8.24
8.30
8.36
8.42
8.48
8.54
9.00
08.46
Цель
Факт
8.06
8.12
8.18
8.24
8.30
8.36
8.42
8.48
8.54
9.00
08.53
Цель
Факт
8.06
8.12
8.18
8.24
8.30
8.36
8.42
8.48
8.54
9.00
08.53
Цель
Факт
8.06
8.12
8.18
8.24
8.30
8.36
8.42
8.48
8.54
9.00
09.00
Цель
Факт
8.06
8.12
8.18
8.24
8.30
8.36
8.42
8.48
8.54
9.00
09.00
Цель
Факт
8.06
8.12
8.18
8.24
8.30
8.36
8.42
8.48
8.54
9.00

 Цифровая трансформация национальной экономики Беларуси
Цифровая трансформация национальной экономики Беларуси Сұраныс пен ұсыныс теориясының негіздері
Сұраныс пен ұсыныс теориясының негіздері Рынок рабочей силы, рынок труда. Сущность, структура, механизм функционирования
Рынок рабочей силы, рынок труда. Сущность, структура, механизм функционирования Особенности современного рынка
Особенности современного рынка Рыночные отношения в экономике
Рыночные отношения в экономике Классификация затарт на производство
Классификация затарт на производство Фиаско рынка (провалы рынка)
Фиаско рынка (провалы рынка) Організація наукових досліджень у США
Організація наукових досліджень у США Производство. Потребление
Производство. Потребление Проектирование организационных структур
Проектирование организационных структур Хозяйство России. Структура хозяйства (экономики)
Хозяйство России. Структура хозяйства (экономики) Экономика и семья. Бюджет моей семьи. Урок обществознания. 7 класс
Экономика и семья. Бюджет моей семьи. Урок обществознания. 7 класс Твои земляки - труженики
Твои земляки - труженики Дүние жүзілік сауда ұйымы (ДСҰ)
Дүние жүзілік сауда ұйымы (ДСҰ) Предпринимательская деятельность и организации в экономике
Предпринимательская деятельность и организации в экономике Основы поведения субъектов рыночной экономики
Основы поведения субъектов рыночной экономики Використання електричної енергії в Україні
Використання електричної енергії в Україні Экономическая теория
Экономическая теория Американский институционализм
Американский институционализм Паспорт территории Медведевского сельского поселения Джанкойского района Республики Крым
Паспорт территории Медведевского сельского поселения Джанкойского района Республики Крым Макроэкономический анализ открытой экономики. (Тема 8)
Макроэкономический анализ открытой экономики. (Тема 8) О социально-экономическом развитии Лоухского муниципального района по итогам 2022 года и задачах на 2023 год
О социально-экономическом развитии Лоухского муниципального района по итогам 2022 года и задачах на 2023 год Глобальные проблемы
Глобальные проблемы Издержки производства и прибыль
Издержки производства и прибыль Слайды по экономической теории
Слайды по экономической теории Экономика и экономическая наука
Экономика и экономическая наука Виды предпринимательской деятельности
Виды предпринимательской деятельности Фирма: как она действует на рынке
Фирма: как она действует на рынке