- Организация производства на предприятии

Содержание
- 2. Производственный процесс и принципы его организации Типы производств и их технико-экономическая характеристика Производственная структура предприятия Производственный
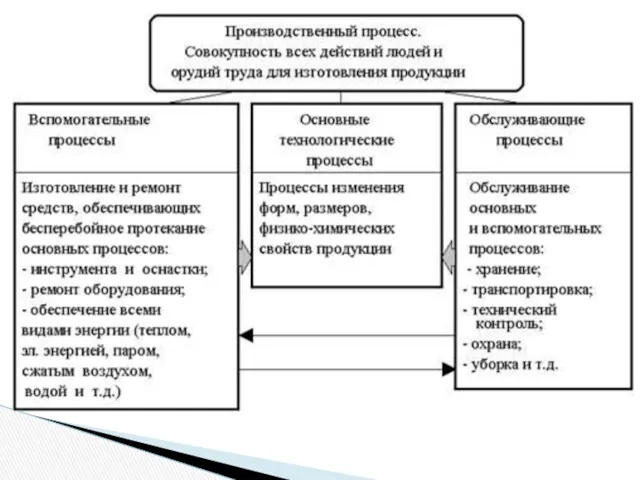
- 3. Промышленное производство - это сложный процесс превращения сырья, материалов полуфабрикатов и других предметов труда в готовую
- 6. Фаза - комплекс работ, выполнение которых характеризует завершение определенной части технологического процесса и связано с переходом
- 7. Операции различаются также в зависимости от применяемых средств труда: ручные машинно-ручные машинные автоматизированные
- 9. 2. Типы производств и их технико-экономическая характеристика Тип производства – совокупность его организационных, технических и экономических
- 11. 3. Производственная структура предприятия Производственная структура предприятия – это совокупность производственных единиц предприятия (цехов, служб), входящих
- 12. Цех – это основная структурная производственная единица предприятия, административно обособленная и специализирующаяся на выпуске определенной детали
- 13. В составе предприятия выделяются следующие подразделения: Основные цехи Вспомогательные цехи Обслуживающие цехи Хозяйства производственного назначения Цехи
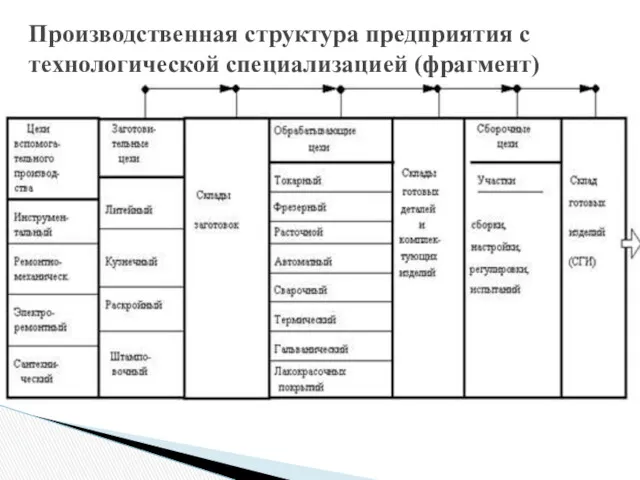
- 14. Цехи и участки создаются по принципу специализации: - технологической; - предметной; - предметно-замкнутой; - смешанной. 3.
- 15. Производственная структура предприятия с технологической специализацией (фрагмент)
- 16. Производственная структура предприятия с предметной специализацией (фрагмент)
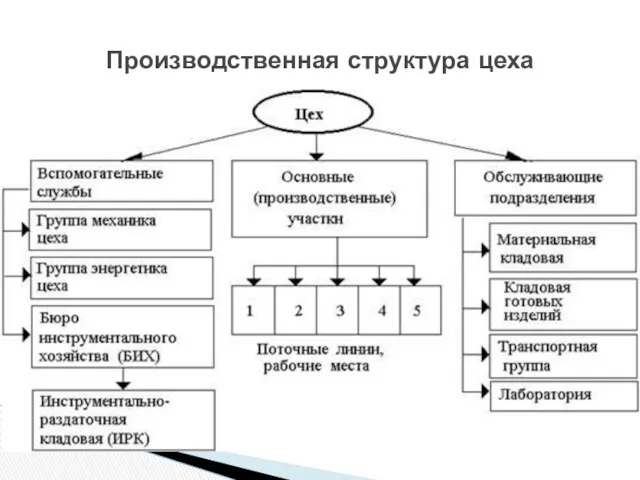
- 17. Производственная структура цеха
- 18. Производственный цикл – это календарный период времени, в течение которого материал, заготовка или другой обрабатываемый предмет
- 19. Состав и структура рабочего времени
- 20. Производственный цикл Тц : Тц = Тврп + Твпр, где Тврп - время рабочего процесса Твпр
- 21. В течение рабочего периода выполняются технологические операции Тврп = Тшк + Тк + Ттр + Те
- 22. Сумму времен штучного, контрольных операций, транспортирования называют операционным временем (Топр): Топр = Тшк + Тк +
- 23. Тшк = Топ + Тпз + Тен +Тото Топ - оперативное время; Тпз - подготовительно-заключительное время
- 24. Оперативное время: Топ = Тос + Тв Тос - основное время Тв - вспомогательное время Вспомогательное
- 25. Время перерывов (Твпр) обусловлено: Трт - режимом труда Тмо - межоперационным пролеживанием детали Тр - временем
- 26. Время межоперационного пролеживания (Тмо) : Тмо = Тпар + Тож + Ткп Тпар - перерывы партионности
- 27. В общем виде производственный цикл выражается формулой Тц = Топр + Те + Тмо + Трт
- 28. Основными направлениями снижения производственного цикла являются 4. Производственный цикл и его структура совершенствование технологии применение более
- 29. Метод 1 - Непоточное производство Признаки: 5. Методы организации производства рабочие места размещаются однотипными технологическими группами
- 30. Непоточное производство используется: 5. Методы организации производства в единичном производстве в серийном производстве осуществляется в форме
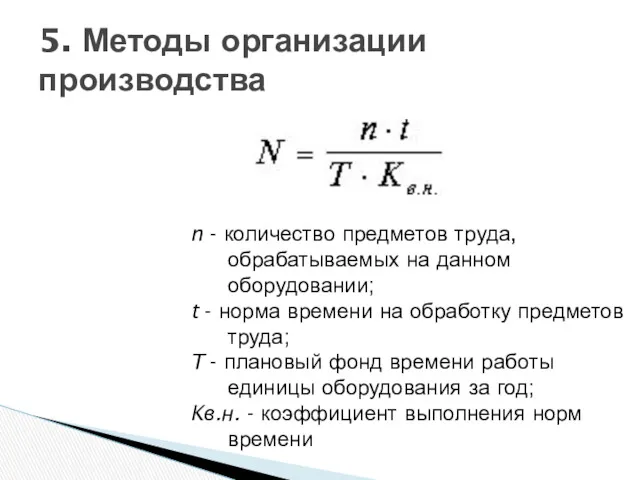
- 31. 5. Методы организации производства n - количество предметов труда, обрабатываемых на данном оборудовании; t - норма
- 32. Поточное производство характеризуется следующими основными признаками: специализацией каждого рабочего места на выполнении определенной операции; согласованным и
- 33. поточная линия – ряд взаимосвязанных рабочих мест, расположенных в порядке последовательности выполнения технологического процесса и объединенный
- 34. Производственные потоки можно классифицировать по ряду признаков: по числу линий - на однолинейные и многолинейные; по
- 35. 1 параметр: такт (ритм) поточной линии (r) - промежуток времени между выпуском двух, следующих одно за
- 36. 2 параметр: количество рабочих мест (N) исчисляется по каждой операции: tц - длительность рабочего цикла 5.
- 38. Скачать презентацию
Производственный процесс и принципы его организации
Типы производств и их технико-экономическая характеристика
Производственная
Производственный процесс и принципы его организации
Типы производств и их технико-экономическая характеристика
Производственная
Промышленное производство - это сложный процесс превращения сырья, материалов полуфабрикатов и
Промышленное производство - это сложный процесс превращения сырья, материалов полуфабрикатов и
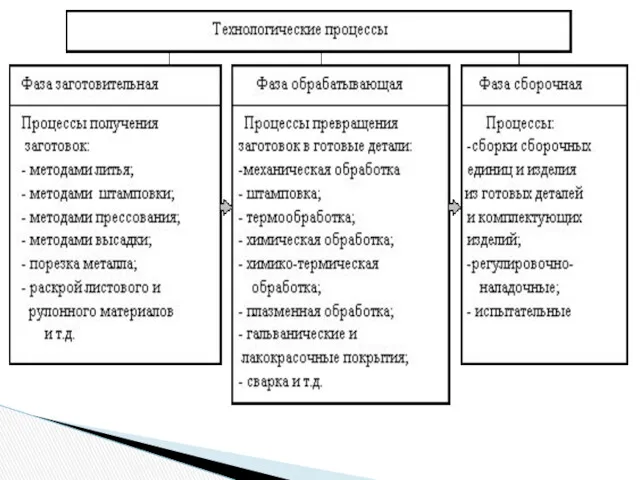
Фаза - комплекс работ, выполнение которых характеризует завершение определенной части технологического
Фаза - комплекс работ, выполнение которых характеризует завершение определенной части технологического
Операции различаются также в зависимости от применяемых средств труда:
ручные
машинно-ручные
машинные
автоматизированные
Операции различаются также в зависимости от применяемых средств труда:
ручные
машинно-ручные
машинные
автоматизированные
2. Типы производств и их технико-экономическая характеристика
Тип производства – совокупность его
2. Типы производств и их технико-экономическая характеристика
Тип производства – совокупность его

3. Производственная структура предприятия
Производственная структура предприятия – это совокупность производственных единиц
3. Производственная структура предприятия
Производственная структура предприятия – это совокупность производственных единиц
Цех – это основная структурная производственная единица предприятия, административно обособленная и
Цех – это основная структурная производственная единица предприятия, административно обособленная и
В составе предприятия выделяются следующие подразделения:
Основные цехи
Вспомогательные цехи
Обслуживающие цехи
Хозяйства производственного назначения
Цехи
В составе предприятия выделяются следующие подразделения:
Основные цехи
Вспомогательные цехи
Обслуживающие цехи
Хозяйства производственного назначения
Цехи
Цехи и участки создаются по принципу специализации:
- технологической;
- предметной;
- предметно-замкнутой;
- смешанной.
3. Производственная структура предприятия
Цехи и участки создаются по принципу специализации:
- технологической;
- предметной;
- предметно-замкнутой;
- смешанной.
3. Производственная структура предприятия
Производственная структура предприятия с технологической специализацией (фрагмент)
Производственная структура предприятия с технологической специализацией (фрагмент)

Производственная структура предприятия с предметной специализацией (фрагмент)
Производственная структура предприятия с предметной специализацией (фрагмент)
Производственная структура цеха
Производственная структура цеха
Производственный цикл – это календарный период времени, в течение которого материал,
Производственный цикл – это календарный период времени, в течение которого материал,

Состав и структура рабочего времени
Состав и структура рабочего времени
Производственный цикл Тц :
Тц = Тврп + Твпр,
где Тврп - время
Производственный цикл Тц :
Тц = Тврп + Твпр,
где Тврп - время
В течение рабочего периода выполняются технологические операции
Тврп = Тшк + Тк
В течение рабочего периода выполняются технологические операции
Тврп = Тшк + Тк
Сумму времен штучного, контрольных операций, транспортирования называют операционным временем (Топр):
Топр =
Сумму времен штучного, контрольных операций, транспортирования называют операционным временем (Топр):
Топр =
Тшк = Топ + Тпз + Тен +Тото
Топ - оперативное время;
Тпз
Тшк = Топ + Тпз + Тен +Тото
Топ - оперативное время;
Тпз
Оперативное время:
Топ = Тос + Тв
Тос - основное время
Тв - вспомогательное
Оперативное время:
Топ = Тос + Тв
Тос - основное время
Тв - вспомогательное
Время перерывов (Твпр) обусловлено:
Трт - режимом труда
Тмо - межоперационным пролеживанием детали
Тр
Время перерывов (Твпр) обусловлено:
Трт - режимом труда
Тмо - межоперационным пролеживанием детали
Тр
Время межоперационного пролеживания (Тмо) :
Тмо = Тпар + Тож + Ткп
Тпар
Время межоперационного пролеживания (Тмо) :
Тмо = Тпар + Тож + Ткп
Тпар
В общем виде производственный цикл выражается формулой
Тц = Топр + Те
Тц = Топр + Те
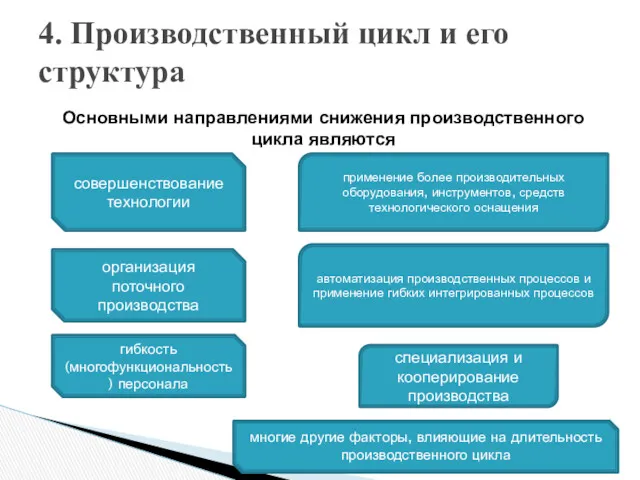
Основными направлениями снижения производственного цикла являются
4. Производственный цикл и его структура
совершенствование
Основными направлениями снижения производственного цикла являются
4. Производственный цикл и его структура
совершенствование
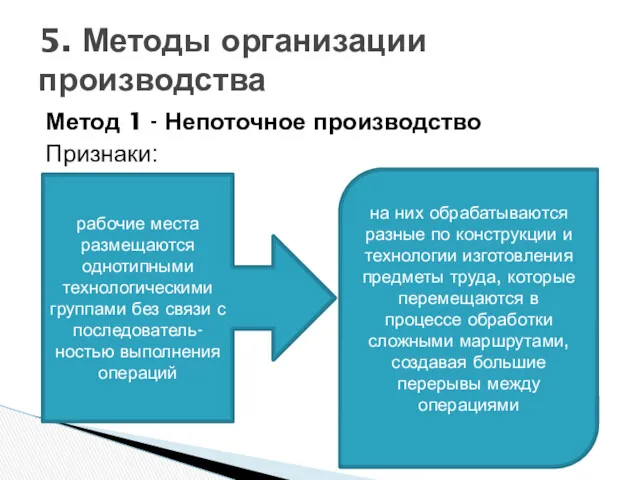
Метод 1 - Непоточное производство
Признаки:
5. Методы организации производства
рабочие места размещаются
Метод 1 - Непоточное производство
Признаки:
5. Методы организации производства
рабочие места размещаются
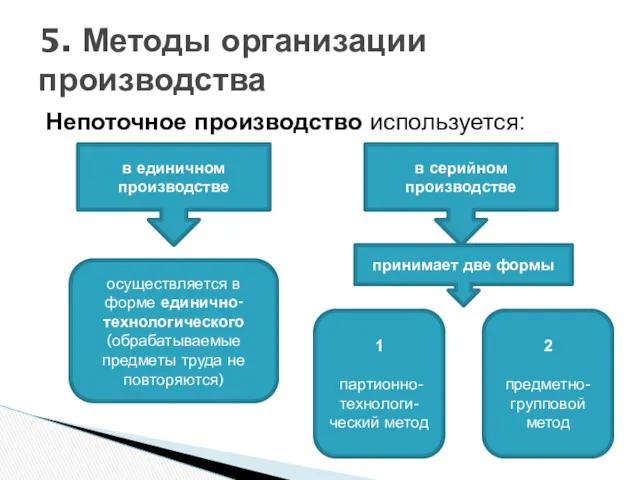
Непоточное производство используется:
5. Методы организации производства
в единичном производстве
в серийном производстве
осуществляется в
Непоточное производство используется:
5. Методы организации производства
в единичном производстве
в серийном производстве
осуществляется в
5. Методы организации производства
n - количество предметов труда, обрабатываемых на данном
5. Методы организации производства
n - количество предметов труда, обрабатываемых на данном
Поточное производство характеризуется следующими основными признаками:
специализацией каждого рабочего места на выполнении
Поточное производство характеризуется следующими основными признаками:
специализацией каждого рабочего места на выполнении
поточная линия – ряд взаимосвязанных рабочих мест, расположенных в порядке последовательности
поточная линия – ряд взаимосвязанных рабочих мест, расположенных в порядке последовательности
Производственные потоки можно классифицировать по ряду признаков:
по числу линий - на
Производственные потоки можно классифицировать по ряду признаков:
по числу линий - на
1 параметр:
такт (ритм) поточной линии (r) - промежуток времени между выпуском
1 параметр:
такт (ритм) поточной линии (r) - промежуток времени между выпуском
2 параметр:
количество рабочих мест (N) исчисляется по каждой операции:
tц - длительность
2 параметр:
количество рабочих мест (N) исчисляется по каждой операции:
tц - длительность
 Макроэкономикалық тепе-теңдік
Макроэкономикалық тепе-теңдік Научные исследования, как объект финансирования
Научные исследования, как объект финансирования LM Равновесие в модели IS/LM
LM Равновесие в модели IS/LM Мировая экономика: основные черты и тенденции развития мировой экономики и мирового хозяйства
Мировая экономика: основные черты и тенденции развития мировой экономики и мирового хозяйства Человеческий капитал
Человеческий капитал Рынки факторов производства
Рынки факторов производства Диагностика конкурентной среды. Модели конкуренции
Диагностика конкурентной среды. Модели конкуренции Основные производственные фонды предприятия. Экономическая сущность, состав и структура, оценка и учет основных фондов
Основные производственные фонды предприятия. Экономическая сущность, состав и структура, оценка и учет основных фондов Теоретические основы прогнозирования и планирования. Этапы прогнозирования
Теоретические основы прогнозирования и планирования. Этапы прогнозирования Методическая разработка урока Учет кредитов и займов. Практическая деятельность студентов.
Методическая разработка урока Учет кредитов и займов. Практическая деятельность студентов. Презентация Проблема ограниченности экономических ресурсов и ее последствия
Презентация Проблема ограниченности экономических ресурсов и ее последствия О социально-экономическом развитии Костомукшского городского округа по итогам 2021 года и задачах на 2022 год
О социально-экономическом развитии Костомукшского городского округа по итогам 2021 года и задачах на 2022 год Факторы трудовой миграции
Факторы трудовой миграции Модель IS-LM и совокупный спрос
Модель IS-LM и совокупный спрос Теория экономического цикла (взгляд австрийской школы)
Теория экономического цикла (взгляд австрийской школы) Стратегия развития предпринимательства на территории Кировского муниципального района до 2019 года
Стратегия развития предпринимательства на территории Кировского муниципального района до 2019 года Глобалізація. Види глобалізації
Глобалізація. Види глобалізації Кривые безразличия. Бюджетные линии
Кривые безразличия. Бюджетные линии Современное Мировое хозяйство и международное географическое разделение труда. Лекция № 8
Современное Мировое хозяйство и международное географическое разделение труда. Лекция № 8 Тема 7. Рынок труда. Заработная плата
Тема 7. Рынок труда. Заработная плата Property relations and their role in the economy. The main form of economy
Property relations and their role in the economy. The main form of economy Особливості ринку праці
Особливості ринку праці Организация складского хозяйства по обеспечению хранения плодоовощной продукции на примере ООО ФРУТЕКС
Организация складского хозяйства по обеспечению хранения плодоовощной продукции на примере ООО ФРУТЕКС Тұрақты дамудың негізгі принциптері
Тұрақты дамудың негізгі принциптері Особенности контроля за сделками и инвестициями субъекта ЕМ (естественная монополия)
Особенности контроля за сделками и инвестициями субъекта ЕМ (естественная монополия) Өтпелі экономиканың мәні мен заңдылықтары
Өтпелі экономиканың мәні мен заңдылықтары Альтернативные модели поведения фирмы
Альтернативные модели поведения фирмы Макроэкономическая нестабильность: циклы и кризисы. Безработица. Инфляция
Макроэкономическая нестабильность: циклы и кризисы. Безработица. Инфляция