- Подготовка и организация производственной деятельности

Содержание
- 2. В зависимости от уровня концентрации и специализации различают три типа производств: - единичное; - серийное; -
- 3. Наиболее экономически эффективной формой организации производственного процесса является поточное производство, признаки которого: - закрепление одного или
- 4. Производственная структура предприятия - это совокупность производственных единиц предприятия (цехов, служб), входящих в его состав и
- 5. Высшей формой поточного производства является автоматизированное производство, где сочетаются основные признаки поточного производства с его автоматизацией.
- 6. Производственная структура цеха Цехи и участки создаются по принципу специализации: - технологической; - предметной; - предметно-замкнутой;
- 7. Производственный процесс представляет собой совокупность взаимосвязанных процессов труда и естественных процессов, в результате которых исходные материалы
- 8. К основным относят процессы, в результате которых сырьё и материалы изменяют свои свойства, состав, формы, геометрические
- 9. производственный цикл – это календарный период времени, в течении которого материал, заготовка или другой обрабатываемый предмет
- 10. Структура производственного цикла
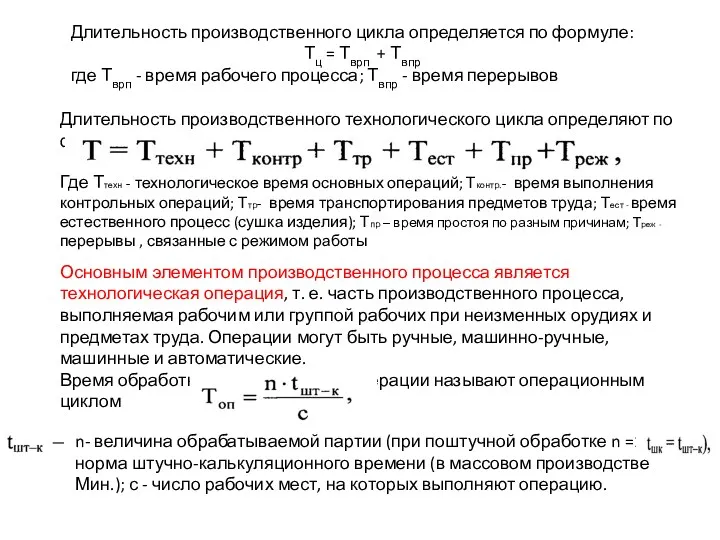
- 11. Длительность производственного технологического цикла определяют по формуле Основным элементом производственного процесса является технологическая операция, т. е.
- 12. В зависимости от организации производственного процесса операционные циклы могут выполняться последовательно, параллельно или параллельно-последовательно. Последовательный вид
- 13. Параллельный вид движения характеризуется тем, что передаточную партию или отдельную заготовку (при поштучной передаче) передают на
- 15. Скачать презентацию
В зависимости от уровня концентрации и специализации различают три типа производств:
-
В зависимости от уровня концентрации и специализации различают три типа производств: -
Наиболее экономически эффективной формой организации производственного процесса является поточное производство, признаки
Наиболее экономически эффективной формой организации производственного процесса является поточное производство, признаки
Производственная структура предприятия - это совокупность производственных единиц предприятия (цехов,
Производственная структура предприятия - это совокупность производственных единиц предприятия (цехов,
Высшей формой поточного производства является автоматизированное производство, где сочетаются основные
Высшей формой поточного производства является автоматизированное производство, где сочетаются основные
Производственная структура цеха
Цехи и участки создаются по принципу специализации:
- технологической;
-
Производственная структура цеха
Цехи и участки создаются по принципу специализации: - технологической; -
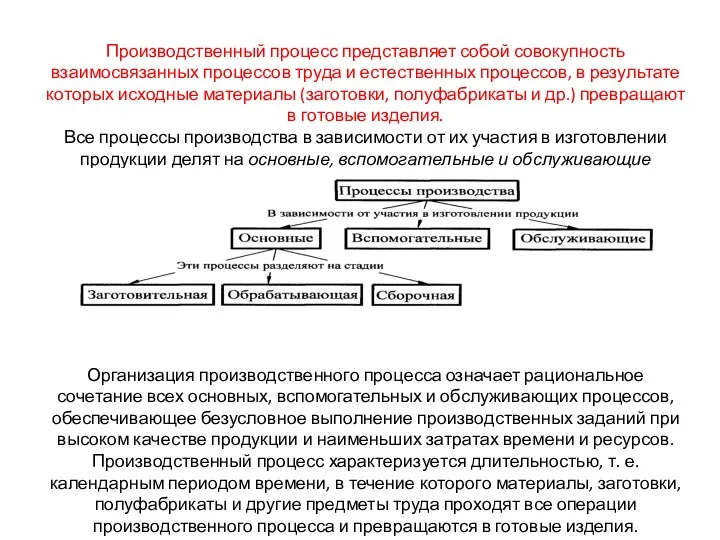
Производственный процесс представляет собой совокупность взаимосвязанных процессов труда и естественных процессов,
Производственный процесс представляет собой совокупность взаимосвязанных процессов труда и естественных процессов,
К основным относят процессы, в результате которых сырьё и материалы изменяют
К основным относят процессы, в результате которых сырьё и материалы изменяют
производственный цикл – это календарный период времени, в течении которого
производственный цикл – это календарный период времени, в течении которого
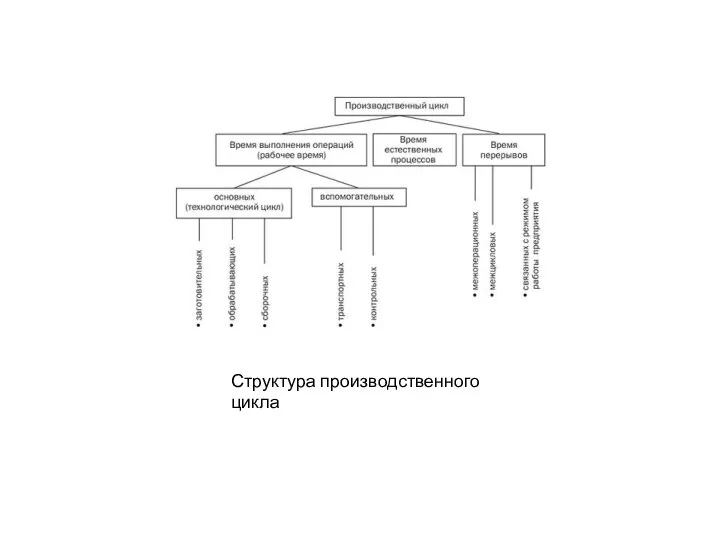
Структура производственного цикла
Структура производственного цикла
Длительность производственного технологического цикла определяют по формуле
Основным элементом производственного процесса
Длительность производственного технологического цикла определяют по формуле
Основным элементом производственного процесса
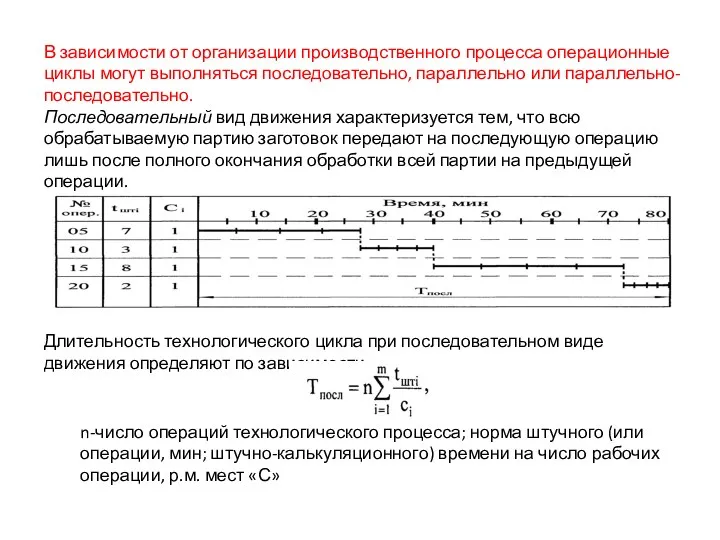
В зависимости от организации производственного процесса операционные циклы могут выполняться последовательно,
В зависимости от организации производственного процесса операционные циклы могут выполняться последовательно,
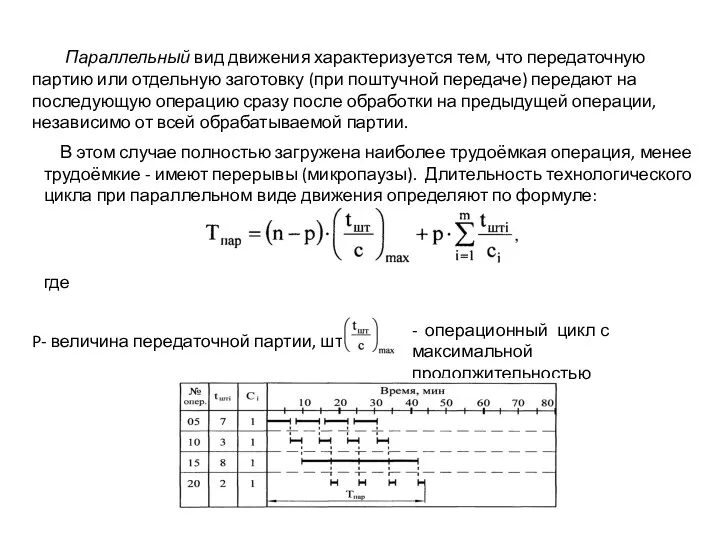
Параллельный вид движения характеризуется тем, что передаточную партию или отдельную
Параллельный вид движения характеризуется тем, что передаточную партию или отдельную
 Расчет загрузки (заполняемости) отеля
Расчет загрузки (заполняемости) отеля Конкуренция
Конкуренция Экономика - основа жизнедеятельности общества_10 кл
Экономика - основа жизнедеятельности общества_10 кл Инновационное будущее России
Инновационное будущее России Управленческая экономика
Управленческая экономика Муниципальная кадровая политика
Муниципальная кадровая политика Paul Anthony Samuelson (1915-2009)
Paul Anthony Samuelson (1915-2009) Типи країн світу
Типи країн світу О реализации Комплекса мер, направленных на обеспечение доступа некоммерческих организаций к бюджетным средствам
О реализации Комплекса мер, направленных на обеспечение доступа некоммерческих организаций к бюджетным средствам О результатах мониторинга инвестиционной привлекательности и активности муниципальных образований Мурманской области
О результатах мониторинга инвестиционной привлекательности и активности муниципальных образований Мурманской области Развитие малого и среднего предпринимательства в Краснодарском крае
Развитие малого и среднего предпринимательства в Краснодарском крае Структурная перестройка в экономике РФ
Структурная перестройка в экономике РФ Портфолио учителя экономики
Портфолио учителя экономики Занятость и безработица
Занятость и безработица Мікропроцесорна техніка (лекція 6)
Мікропроцесорна техніка (лекція 6) Моделі соціальної політики держав з ринковою економікою. Японська модель
Моделі соціальної політики держав з ринковою економікою. Японська модель Издержки производства. Виды затрат
Издержки производства. Виды затрат Миграция рабочей силы Японии
Миграция рабочей силы Японии Тадбиркорлик фаолиятида ташқи иқтисодий фаолият
Тадбиркорлик фаолиятида ташқи иқтисодий фаолият Общая характеристика экономики образования. Лекция 1
Общая характеристика экономики образования. Лекция 1 Предмет и метод истории экономических учений. Экономическая теория в Античности и Средневековье
Предмет и метод истории экономических учений. Экономическая теория в Античности и Средневековье Дослідження ринку праці. 9 клас
Дослідження ринку праці. 9 клас Особливості відтворення в сільському господарстві
Особливості відтворення в сільському господарстві Монополия как форма рыночной структуры
Монополия как форма рыночной структуры Сущность государственной экономической политики и ее связь с государственным регулированием
Сущность государственной экономической политики и ее связь с государственным регулированием Ефективність використання авіації при виконанні робіт з патрулювання трубопроводів
Ефективність використання авіації при виконанні робіт з патрулювання трубопроводів Доходы. Сбережения
Доходы. Сбережения Магистральные модели экономики
Магистральные модели экономики