- Производственный процесс, технологический процесс, их элементы и организация

Содержание
- 2. Студент должен: Знать: Структуру производственного процесса на предприятии; Элементы технической подготовки производства; Требования к качеству продукции,
- 3. Производственный процесс на предприятии, принципы его организации. Производственный процесс - это совокупность процессов труда людей и
- 4. Производственный процесс включает три неотъемлемых элемента: Непосредственно труд - целесообразная деятельность людей, в результате которой создаются
- 5. Процесс производства состоит из: Вспомогательные процессы Обслуживающие процессы Основные процессы – это процессы, в результате которых
- 6. Рациональная организация производственного процесса в пространстве и во времени являются необходимым условием эффективной работы предприятия. Основными
- 7. Технологический процесс В производстве важно не только что производить, но и как производить, какие технологические процессы
- 8. Технология – это виды технологических процессов, способы преобразования, обработки материалов, используемых в производстве. Научно-технический прогресс –
- 9. Инновации – научно-технические новшества Государства, предприятия, предприниматели, заинтересованные в инновациях, вкладывают в них значительный капитал. Такие
- 10. Длительность производственного цикла Длительность производственного цикла имеет важное значение в хозяйственной деятельности предприятия, чем он короче,
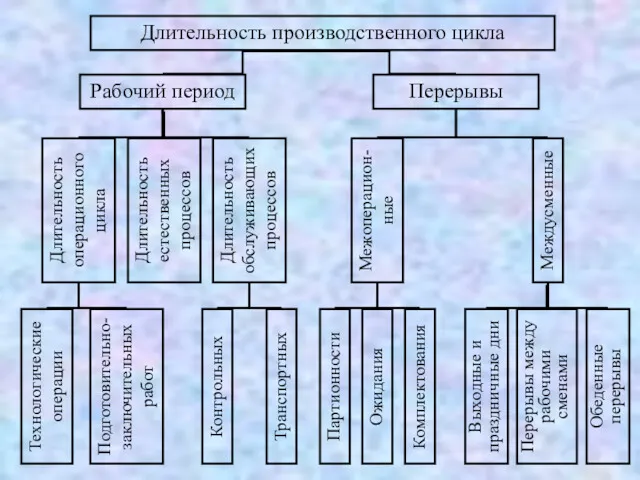
- 11. Длительность производственного цикла Рабочий период Перерывы Длительность операционного цикла Длительность естественных процессов Длительность обслуживающих процессов Технологические
- 12. Как видим из схемы на длительность производственного цикла влияет прежде всего продолжительность рабочего периода, т.е.: 1.
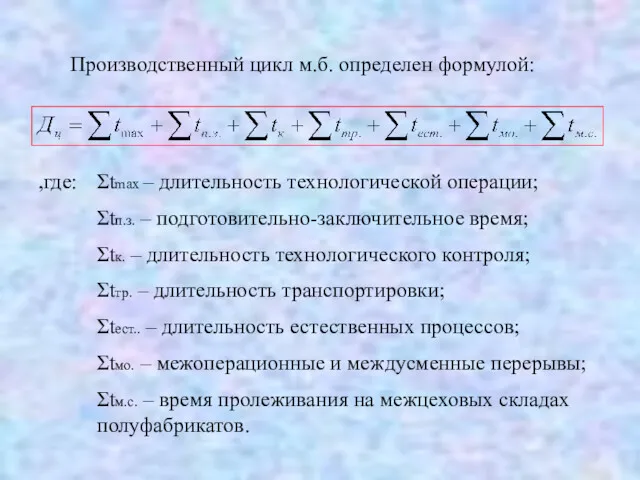
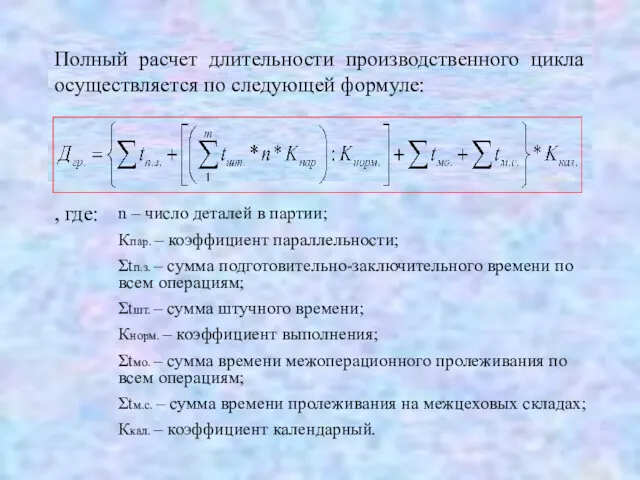
- 13. Производственный цикл м.б. определен формулой: ,где: Σtmax – длительность технологической операции; Σtп.з. – подготовительно-заключительное время; Σtк.
- 14. Пути сокращения длительности производственного цикла 1. Совершенствование техники и технологии, что обеспечивает интенсификацию производственных процессов, замену
- 15. Длительность производственного цикла оказывает влияние на величину основных, оборотных средств и необходимых производственных площадей. Она определяет
- 16. Методы сочетания операций во времени Основным фактором, влияющим на длительность производственного цикла, является продолжительность операционного периода,
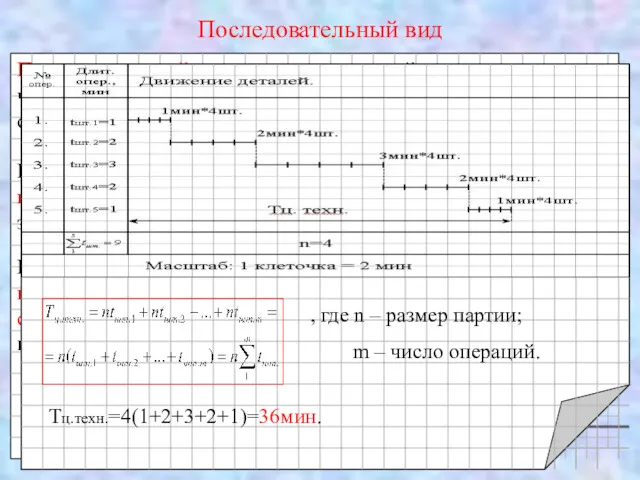
- 17. Последовательный вид Последовательный вид сочетания операций заключается в том, что каждая последующая операция начинается после обработки
- 18. Параллельный вид Параллельный вид сочетания операций заключается в том, что отдельные изделия передаются на последующие операции
- 20. Скачать презентацию
Студент должен:
Знать:
Структуру производственного процесса на предприятии;
Элементы технической подготовки производства;
Студент должен:
Знать:
Структуру производственного процесса на предприятии;
Элементы технической подготовки производства;
Производственный процесс на предприятии, принципы его организации.
Производственный процесс - это
Производственный процесс на предприятии, принципы его организации.
Производственный процесс - это
Производственный процесс включает три неотъемлемых элемента:
Непосредственно труд - целесообразная деятельность
Производственный процесс включает три неотъемлемых элемента:
Непосредственно труд - целесообразная деятельность
Процесс производства состоит из:
Вспомогательные процессы
Обслуживающие процессы
Основные процессы – это
Процесс производства состоит из:
Вспомогательные процессы
Обслуживающие процессы
Основные процессы – это
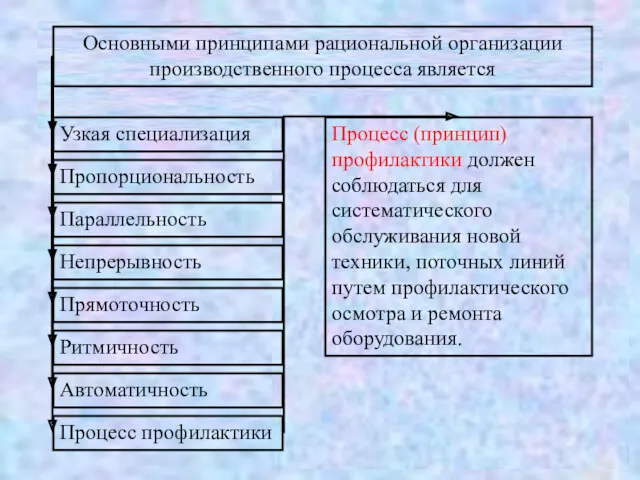
Рациональная организация производственного процесса в пространстве и во времени являются необходимым
Рациональная организация производственного процесса в пространстве и во времени являются необходимым
Технологический процесс
В производстве важно не только что производить, но и как
Технологический процесс
В производстве важно не только что производить, но и как
Технология – это виды технологических процессов, способы преобразования, обработки материалов, используемых
Технология – это виды технологических процессов, способы преобразования, обработки материалов, используемых
Инновации – научно-технические новшества
Государства, предприятия, предприниматели, заинтересованные в инновациях, вкладывают в
Инновации – научно-технические новшества
Государства, предприятия, предприниматели, заинтересованные в инновациях, вкладывают в
Длительность производственного цикла
Длительность производственного цикла имеет важное значение в хозяйственной деятельности
Длительность производственного цикла
Длительность производственного цикла имеет важное значение в хозяйственной деятельности
Длительность производственного цикла
Рабочий период
Перерывы
Длительность операционного цикла
Длительность естественных процессов
Длительность обслуживающих процессов
Технологические операции
Подготовительно-
Длительность производственного цикла
Рабочий период
Перерывы
Длительность операционного цикла
Длительность естественных процессов
Длительность обслуживающих процессов
Технологические операции
Подготовительно-
Как видим из схемы на длительность производственного цикла влияет прежде всего
Как видим из схемы на длительность производственного цикла влияет прежде всего
Производственный цикл м.б. определен формулой:
,где:
Σtmax – длительность технологической операции;
Σtп.з. – подготовительно-заключительное
Производственный цикл м.б. определен формулой:
,где:
Σtmax – длительность технологической операции;
Σtп.з. – подготовительно-заключительное
Пути сокращения длительности производственного цикла
1. Совершенствование техники и технологии, что обеспечивает
Пути сокращения длительности производственного цикла
1. Совершенствование техники и технологии, что обеспечивает
Длительность производственного цикла оказывает влияние на величину основных, оборотных средств и
Длительность производственного цикла оказывает влияние на величину основных, оборотных средств и
Методы сочетания операций во времени
Основным фактором, влияющим на длительность производственного цикла,
Методы сочетания операций во времени
Основным фактором, влияющим на длительность производственного цикла,
Последовательный вид
Последовательный вид сочетания операций заключается в том, что каждая последующая
Последовательный вид
Последовательный вид сочетания операций заключается в том, что каждая последующая
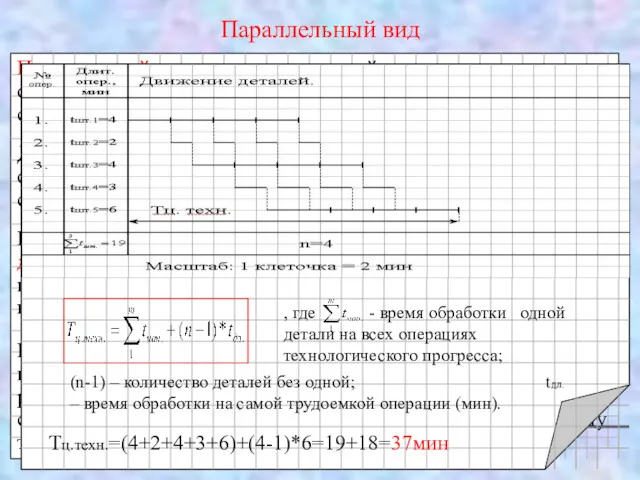
Параллельный вид
Параллельный вид сочетания операций заключается в том, что отдельные изделия
Параллельный вид
Параллельный вид сочетания операций заключается в том, что отдельные изделия
 Роль государства и экономической политики в современной экономике
Роль государства и экономической политики в современной экономике Технико-экономический анализ деятельности предприятия. Анализ оборачиваемости оборотного капитала
Технико-экономический анализ деятельности предприятия. Анализ оборачиваемости оборотного капитала Твои земляки - труженики
Твои земляки - труженики Демографическая ситуация и демографическая политика
Демографическая ситуация и демографическая политика Экспорт
Экспорт Принципы согласованного оптимума Парето. Примеры поиска Парето-оптимальных решений
Принципы согласованного оптимума Парето. Примеры поиска Парето-оптимальных решений Мотивация и стимулирование трудовой деятельности. Содержательные теории мотивации труда. (Лекция 3. Тема 2.1)
Мотивация и стимулирование трудовой деятельности. Содержательные теории мотивации труда. (Лекция 3. Тема 2.1) Реконструкция системы улавливания светлых нефтепродуктов на ОАО Башкирнефтепродукт
Реконструкция системы улавливания светлых нефтепродуктов на ОАО Башкирнефтепродукт Основы поведения субъектов современной рыночной экономики. Тема 7
Основы поведения субъектов современной рыночной экономики. Тема 7 Ценовое регулирование предпринимательской деятельности
Ценовое регулирование предпринимательской деятельности Плюсы и минусы глобализации
Плюсы и минусы глобализации Опыт прогнозирования в зарубежных странах
Опыт прогнозирования в зарубежных странах Кейнсианская макроэкономическая модель
Кейнсианская макроэкономическая модель Занятость и безработица
Занятость и безработица Предмет, метод и задачи дисциплины СПЭНиО
Предмет, метод и задачи дисциплины СПЭНиО Экономика ветеринарных мероприятий
Экономика ветеринарных мероприятий Аналитическая экономика. Методология и методика научного исследования
Аналитическая экономика. Методология и методика научного исследования Своя игра Экономика в терминах
Своя игра Экономика в терминах Основы финансовой грамотности. Инфляция и семейная экономика
Основы финансовой грамотности. Инфляция и семейная экономика A short introduction to theory of risk
A short introduction to theory of risk Организация и условия труда работников
Организация и условия труда работников Факторы, влияющие на ценовую эластичность спроса
Факторы, влияющие на ценовую эластичность спроса Санкт-Петербург
Санкт-Петербург Әлемдегі энергетикалық баланс құрылымы. Мұнай мен газдың әлемдік қоры
Әлемдегі энергетикалық баланс құрылымы. Мұнай мен газдың әлемдік қоры Рыноктық механизмді
Рыноктық механизмді Инфляция, ее сущность и причины
Инфляция, ее сущность и причины Європейська асоціація вільної торгівлі: мета створення та цілі діяльності
Європейська асоціація вільної торгівлі: мета створення та цілі діяльності Меркантилизм. (Занятие 4)
Меркантилизм. (Занятие 4)