- Акустический метод неразрушающего контроля

Содержание
- 2. Неразрушающий контроль Неразрушающий контроль (НК) - область науки и техники, охватывающая исследования физических принципов, разработку, совершенствование
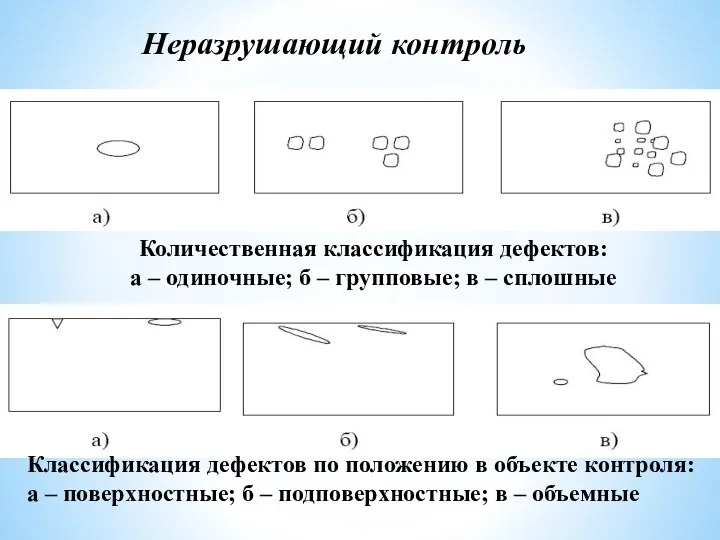
- 3. Неразрушающий контроль Количественная классификация дефектов: а – одиночные; б – групповые; в – сплошные Классификация дефектов
- 4. Дефект – каждое отдельное несоответствие продукции требованиям, установленным нормативной документацией (ГОСТ, ОСТ, ТУ и т.д.). К
- 6. Основные требования, предъявляемые к неразрушающим методам контроля, или дефектоскопии: – возможность осуществления контроля на всех стадиях
- 7. Ультразвукова́я дефектоскопи́я — метод, предложенный С. Я. Соколовым в 1928 году и основанный на исследовании процесса
- 8. Излучение ультразвука производится с помощью преобразователя, который преобразует электрические колебания в акустические путём обратного пьезоэлектрического эффекта.
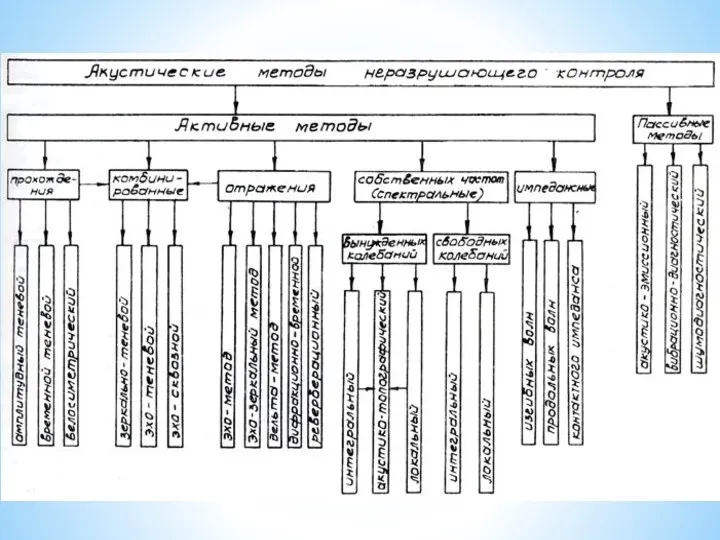
- 9. Классификация методов исследования Активные Активные методы контроля подразумевают под собой излучение и приём акустических волн. Отражения
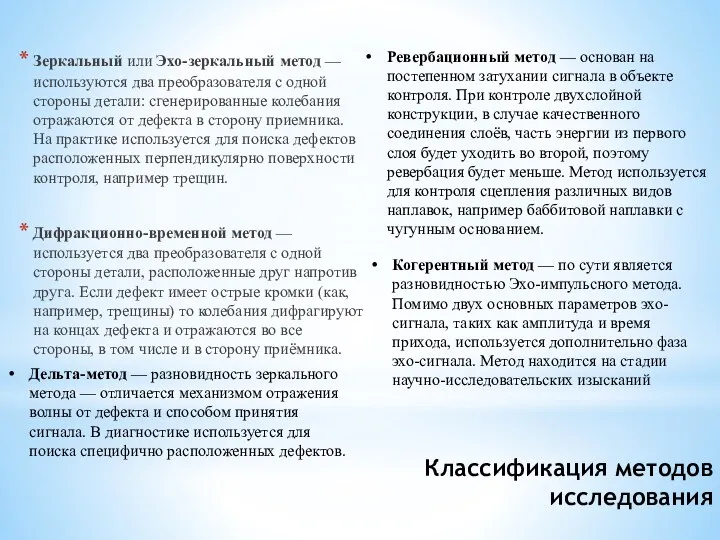
- 10. Классификация методов исследования Зеркальный или Эхо-зеркальный метод — используются два преобразователя с одной стороны детали: сгенерированные
- 13. Вынужденных колебаний Интегральный Локальный Акустико-топографический Свободных колебаний Свободные колебания возбуждают путём кратковременного воздействия на объект контроля,
- 14. Пассивные Пассивные методы контроля заключаются в приёме волн, источником которых является сам объект контроля. Акустико-эмиссионный Вибрационно-диагностический
- 15. Преимущества Ультразвуковой контроль изделий в ГДР, 1977 год Ультразвуковой контроль не разрушает и не повреждает исследуемый
- 16. Применение Ультразвуковой дефектоскоп для контроля железнодорожных рельс Применяется для поиска дефектов материала (поры, волосовины, различные включения,
- 17. Литература Айдарбеков Р.В., Кибитова Р.К. «Диагностика траспортной техники»; Алматы 2010. Клюев В. В. Неразрушающий контроль. Том
- 19. Скачать презентацию

Неразрушающий контроль
Неразрушающий контроль (НК) - область науки и техники, охватывающая
Неразрушающий контроль
Неразрушающий контроль (НК) - область науки и техники, охватывающая
Неразрушающий контроль
Количественная классификация дефектов:
а – одиночные; б – групповые; в
Неразрушающий контроль
Количественная классификация дефектов: а – одиночные; б – групповые; в
Дефект – каждое отдельное несоответствие продукции требованиям, установленным нормативной документацией (ГОСТ,
Дефект – каждое отдельное несоответствие продукции требованиям, установленным нормативной документацией (ГОСТ,
Основные требования, предъявляемые к неразрушающим методам контроля, или дефектоскопии:
– возможность осуществления
Основные требования, предъявляемые к неразрушающим методам контроля, или дефектоскопии:
– возможность осуществления
Ультразвукова́я дефектоскопи́я — метод, предложенный С. Я. Соколовым в 1928 году и основанный на исследовании
Ультразвукова́я дефектоскопи́я — метод, предложенный С. Я. Соколовым в 1928 году и основанный на исследовании
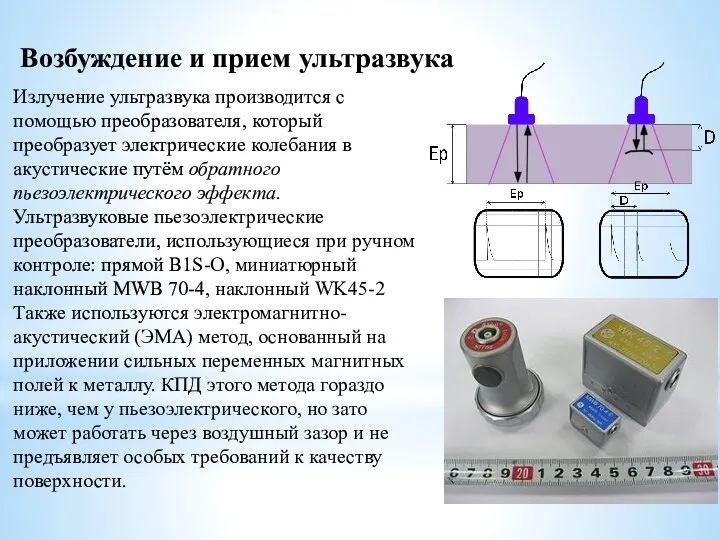
Излучение ультразвука производится с помощью преобразователя, который преобразует электрические колебания в
Излучение ультразвука производится с помощью преобразователя, который преобразует электрические колебания в

Классификация методов исследования
Активные
Активные методы контроля подразумевают под собой излучение и приём
Классификация методов исследования
Активные
Активные методы контроля подразумевают под собой излучение и приём
Классификация методов исследования
Зеркальный или Эхо-зеркальный метод — используются два преобразователя с одной стороны детали:
Классификация методов исследования
Зеркальный или Эхо-зеркальный метод — используются два преобразователя с одной стороны детали:


Вынужденных колебаний
Интегральный
Локальный
Акустико-топографический
Свободных колебаний
Свободные колебания возбуждают путём кратковременного воздействия на объект контроля,
Вынужденных колебаний
Интегральный
Локальный
Акустико-топографический
Свободных колебаний
Свободные колебания возбуждают путём кратковременного воздействия на объект контроля,

Пассивные
Пассивные методы контроля заключаются в приёме волн, источником которых является сам
Пассивные
Пассивные методы контроля заключаются в приёме волн, источником которых является сам
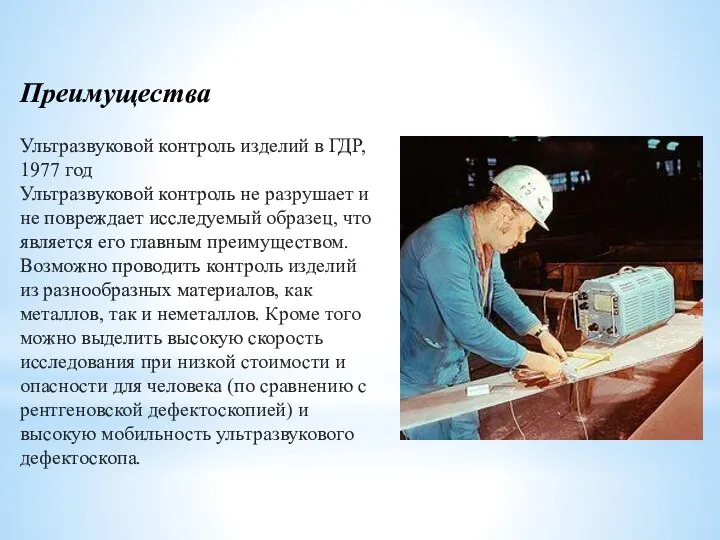
Преимущества
Ультразвуковой контроль изделий в ГДР, 1977 год
Ультразвуковой контроль не разрушает и
Преимущества
Ультразвуковой контроль изделий в ГДР, 1977 год
Ультразвуковой контроль не разрушает и
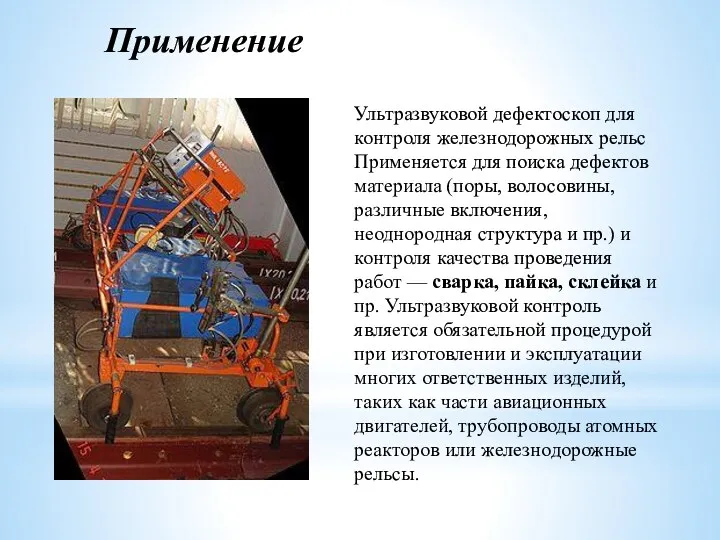
Применение
Ультразвуковой дефектоскоп для контроля железнодорожных рельс
Применяется для поиска дефектов материала
Применение
Ультразвуковой дефектоскоп для контроля железнодорожных рельс
Применяется для поиска дефектов материала
Литература
Айдарбеков Р.В., Кибитова Р.К. «Диагностика траспортной техники»; Алматы 2010.
Клюев В. В. Неразрушающий
Литература
Айдарбеков Р.В., Кибитова Р.К. «Диагностика траспортной техники»; Алматы 2010.
Клюев В. В. Неразрушающий
 Основы молекулярно-кинетической теории
Основы молекулярно-кинетической теории Полупроводниковые диоды. Подготовка к ЕГЭ
Полупроводниковые диоды. Подготовка к ЕГЭ Електрофорез
Електрофорез Кинематика абсолютно твердого тела
Кинематика абсолютно твердого тела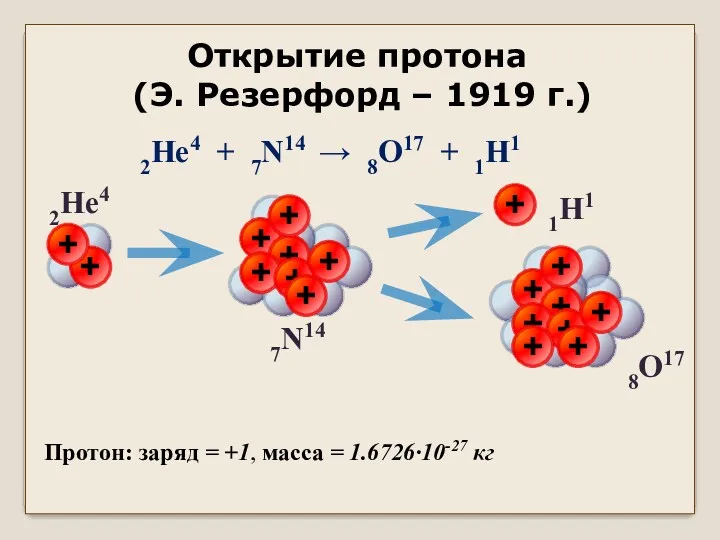 Открытие протона (Э. Резерфорд – 1919 г.)
Открытие протона (Э. Резерфорд – 1919 г.) Механические колебания. Волны. Акустика
Механические колебания. Волны. Акустика Традиційна енергетика. Централізовані системи електропостачання
Традиційна енергетика. Централізовані системи електропостачання Опиливание. Опиливание металла
Опиливание. Опиливание металла Поверхностное натяжение жидкости. Смачивание, капиллярные явления
Поверхностное натяжение жидкости. Смачивание, капиллярные явления Законы постоянного тока
Законы постоянного тока Магнитное поле. Вектор магнитной индукции
Магнитное поле. Вектор магнитной индукции Нагрузки и воздействия на гидротехнические сооружения: нагрузки от судов и нагрузки и воздействия льда
Нагрузки и воздействия на гидротехнические сооружения: нагрузки от судов и нагрузки и воздействия льда Презентация к уроку физики в 8 классе Проводники и диэлектрики
Презентация к уроку физики в 8 классе Проводники и диэлектрики Частицы и взаимодействия
Частицы и взаимодействия Электростатика. Принцип суперпозиции, теорема Гаусса
Электростатика. Принцип суперпозиции, теорема Гаусса Законы постоянного тока
Законы постоянного тока Тормозные режимы асинхронного электродвигателя (лекция 5)
Тормозные режимы асинхронного электродвигателя (лекция 5) Электрическое сопротивление проводников
Электрическое сопротивление проводников Пространственная система сил. (Тема 1.5)
Пространственная система сил. (Тема 1.5) Автоматизация управления в системах отопления
Автоматизация управления в системах отопления Приборы для измерения давления
Приборы для измерения давления Поляризация света
Поляризация света Фонтан Герона
Фонтан Герона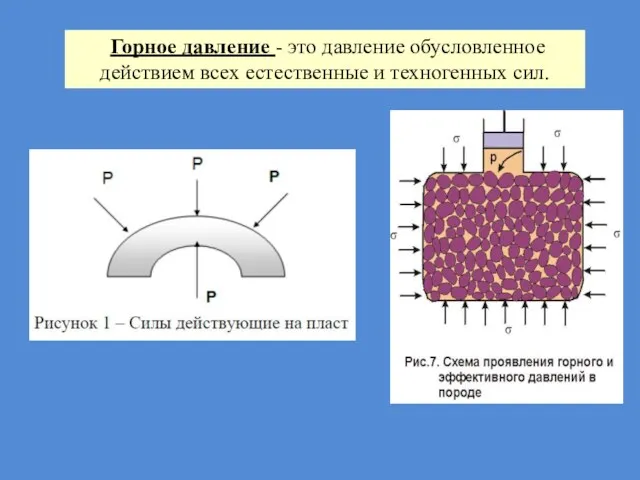 Горное давление
Горное давление Трехфазные цепи при соединении электроприемников звездой
Трехфазные цепи при соединении электроприемников звездой Фізичні величини. Одиниці фізичних величин. Міжнародна система одиниць
Фізичні величини. Одиниці фізичних величин. Міжнародна система одиниць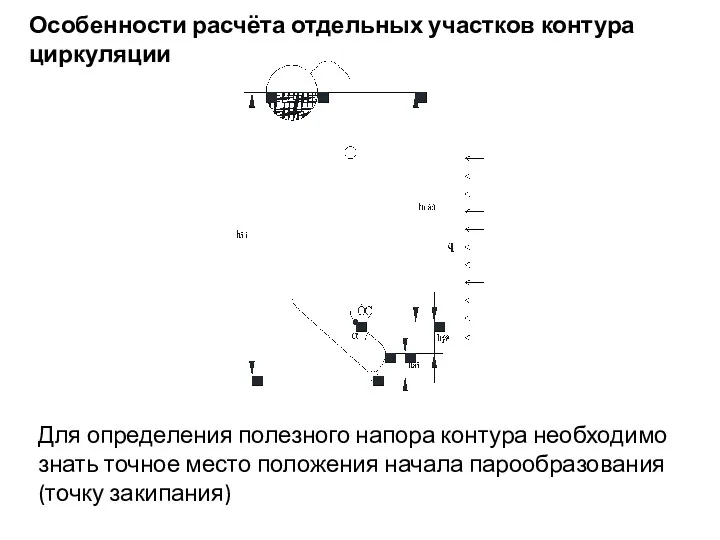 Расчёт отдельных участков контура циркуляции воды
Расчёт отдельных участков контура циркуляции воды Осесимметричные тонкостенные оболочки. Лекция 12
Осесимметричные тонкостенные оболочки. Лекция 12