- Опиливание. Опиливание металла

Содержание
- 2. ОПИЛИВАНИЕ МЕТАЛЛА 1. Сущность и назначение операции опиливания. 2. Инструменты, применяемые при опиливании. 3. Приспособления для
- 3. 1. Сущность и назначение операции опиливания Опиливание - это операция по удалению с поверхности заготовки слоя
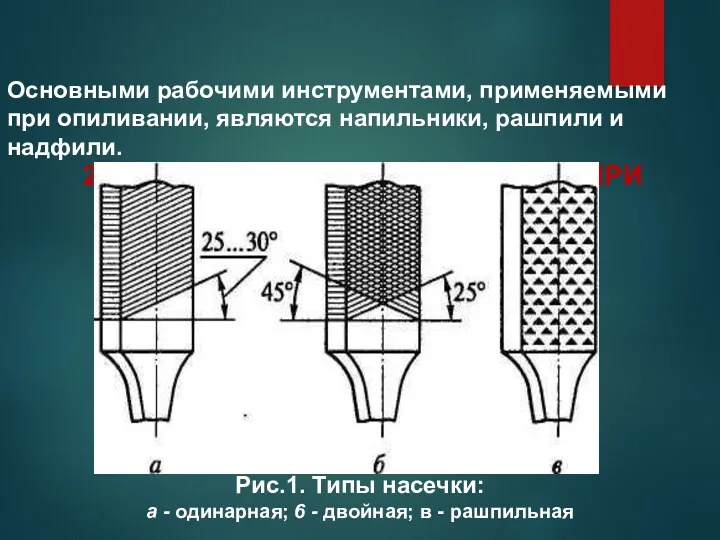
- 4. 2. ИНСТРУМЕНТЫ, ПРИМЕНЯЕМЫЕ ПРИ ОПИЛИВАНИИ Рис.1. Типы насечки: а - одинарная; 6 - двойная; в -
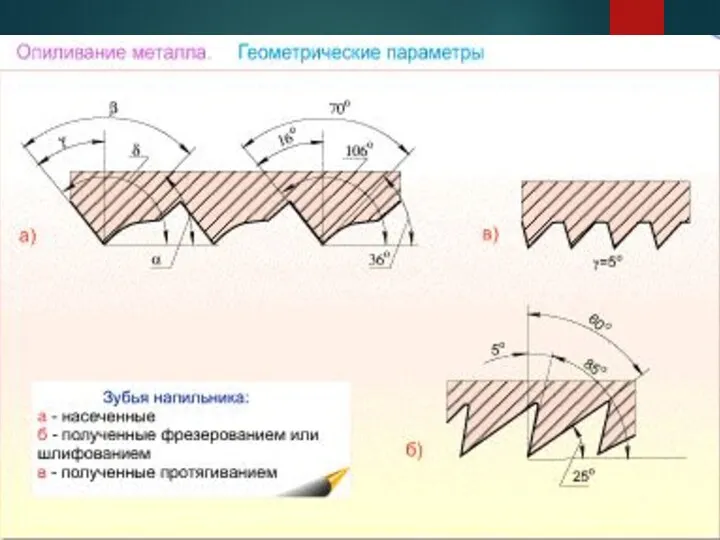
- 7. Рис. 2.2. Формы зубьев напильника: а - насеченные: β - угол резания; γ - передний угол;
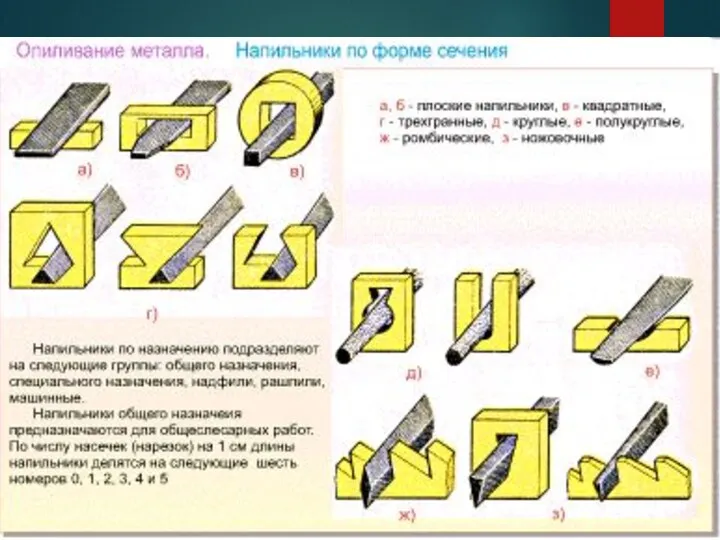
- 9. Рааис. 2.3. Формы поперечного сечения напильников и обрабатываемых поверхностей: а, б - плоская; в - квадратная;
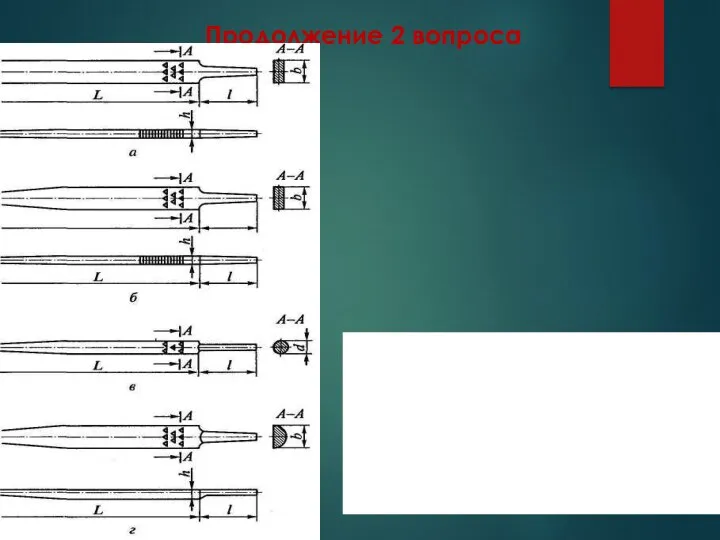
- 11. Продолжение 2 вопроса Рис. 2.4. Рашпили: а - плоские тупоконечные; 6 - плоские остроконечные; в -
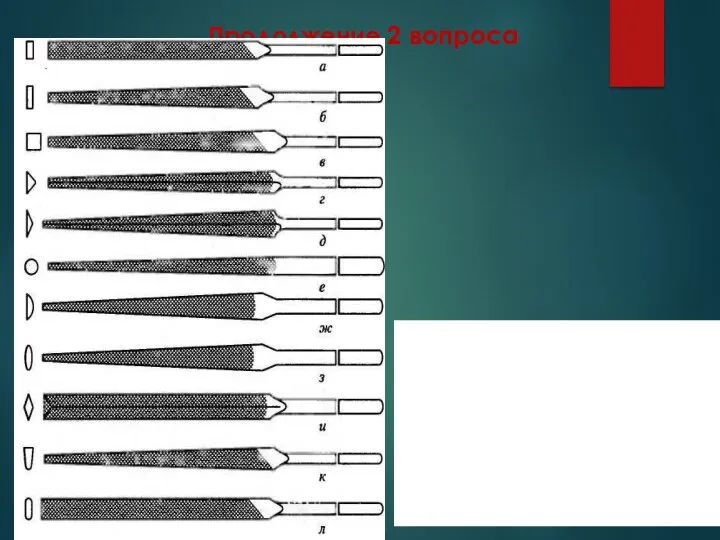
- 12. Продолжение 2 вопроса Рис. 2.5. Надфили: а, б - плоские; в — квадратный; г, д —
- 13. Профиль поперечного сечения напильника выбирается в зависимости от формы опиливаемой поверхности: плоский, плоская сторона полукруглого -для
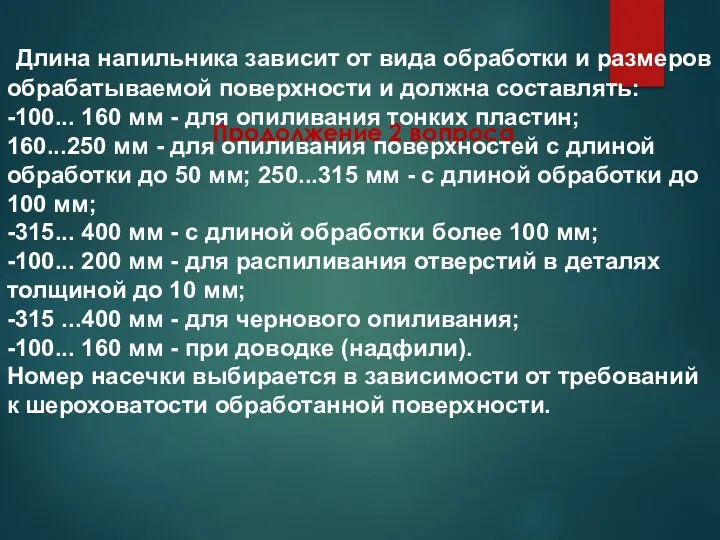
- 14. Продолжение 2 вопроса Длина напильника зависит от вида обработки и размеров обрабатываемой поверхности и должна составлять:
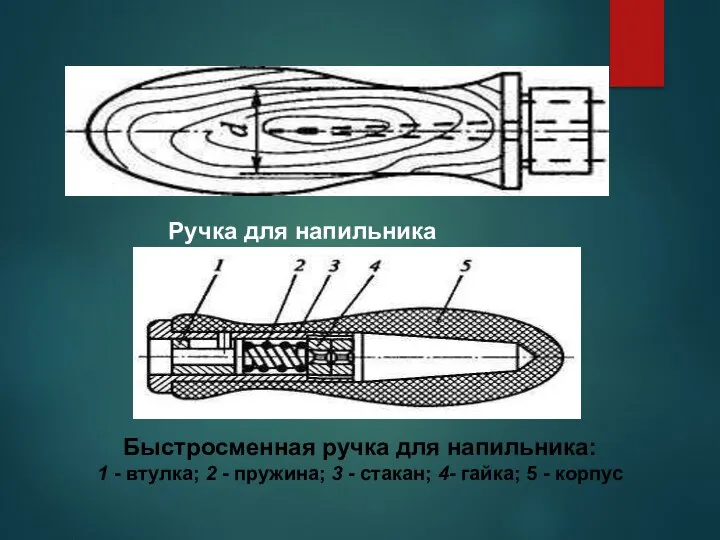
- 15. Продолжение 2 вопроса Ручка для напильника Быстросменная ручка для напильника: 1 - втулка; 2 - пружина;
- 17. Приспособления для опиливания 3. Приспособления для опиливания Рамка: 1- перегородка; 2 - рабочие пластины; 3 –
- 18. Приспособления для опиливания Продолжение 3 вопроса Раздвижные параллели а - прямоугольные; б –– угловые Кондуктор: 1-
- 19. Продолжение 3 вопроса Опиловочная призма: 1 - корпус; 2 - прижим; 3 -угольник; 4 -линейка; 5-резьбовое
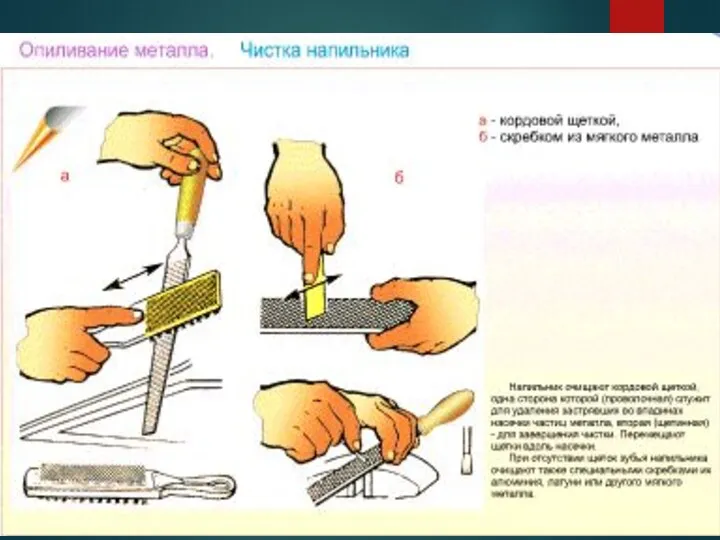
- 20. Продолжение 3 вопроса При работе напильником насечка засоряется опилками, поэтому напильник следует очищать перед дальнейшим использованием.
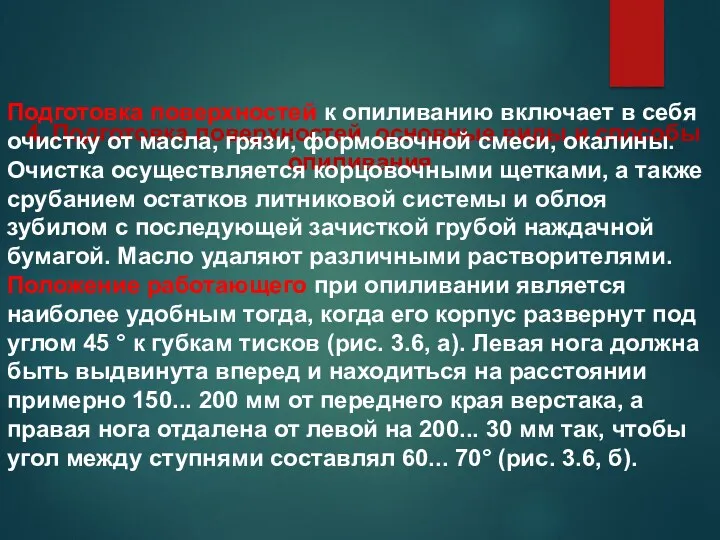
- 22. 4. Подготовка поверхностей, основные виды и способы опиливания Подготовка поверхностей к опиливанию включает в себя очистку
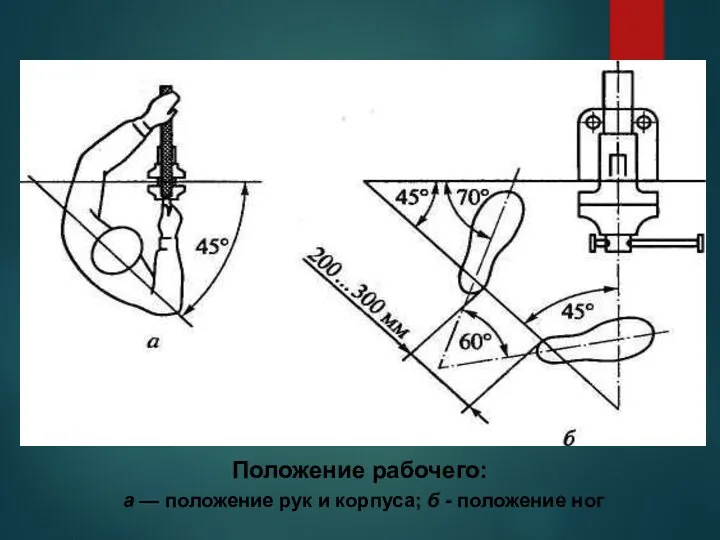
- 23. Продолжение 4 вопроса Положение рабочего: а — положение рук и корпуса; б - положение ног
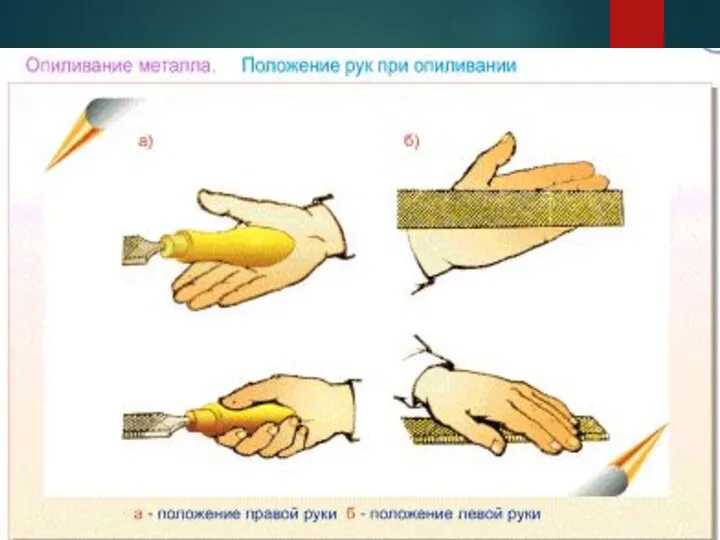
- 24. Продолжение 4 вопроса Положение рук при опиливании: а - на рукоятке; б - на носке; в
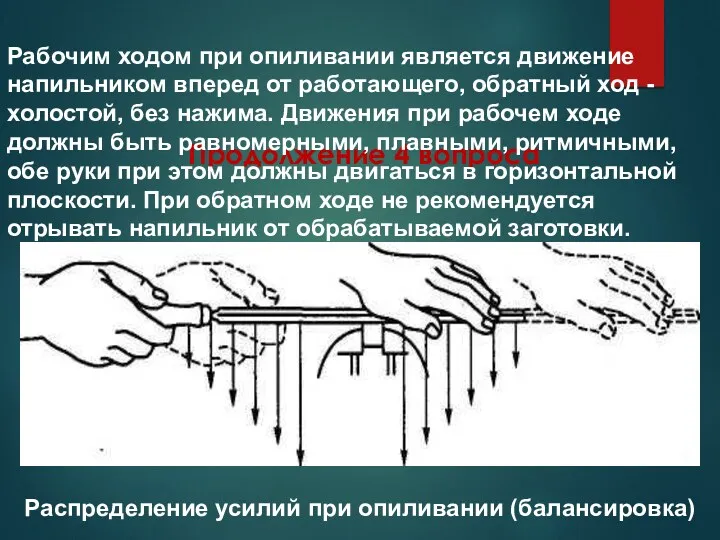
- 26. Продолжение 4 вопроса Распределение усилий при опиливании (балансировка) Рабочим ходом при опиливании является движение напильником вперед
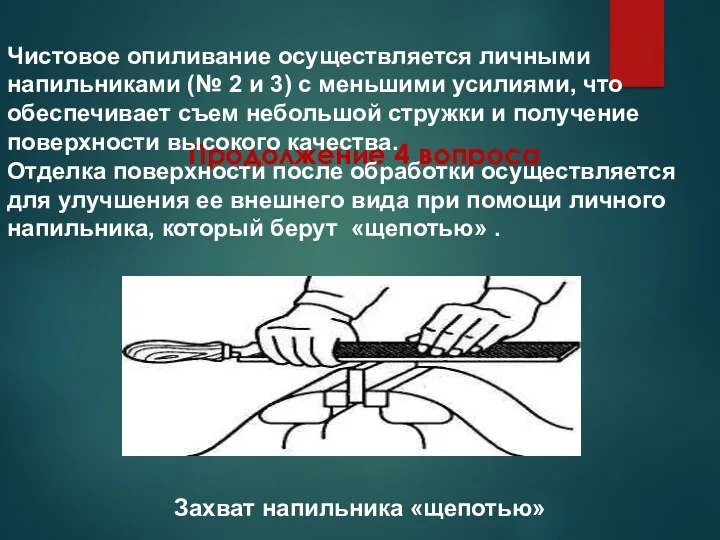
- 28. Продолжение 4 вопроса Захват напильника «щепотью» Чистовое опиливание осуществляется личными напильниками (№ 2 и 3) с
- 29. Продолжение 4 вопроса Доводка и шлифовка осуществляется короткими личными и бархатными напильниками (№ 4 и 5).
- 33. 5. Правила ручного опиливания плоских, вогнутых и выпуклых поверхностей 1. Перед началом работы необходимо проверить соответствие
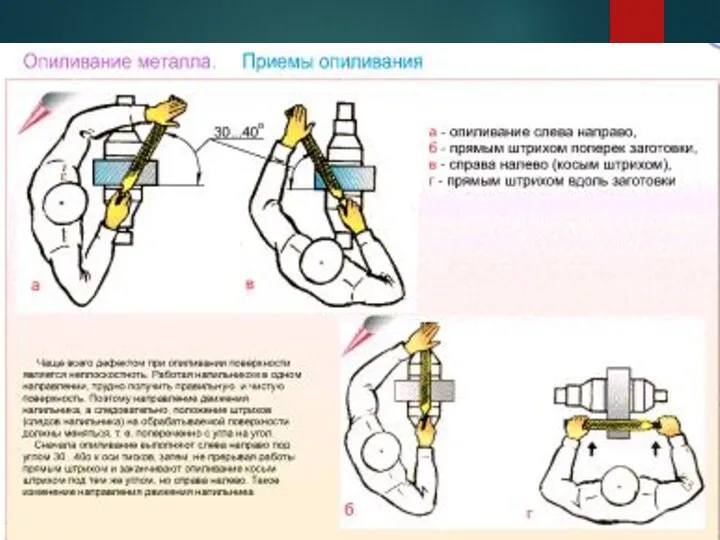
- 34. Продолжение 5 вопроса Правила опиливания плоских поверхностей 1.Выбирать способ опиливания с учетом обрабатываемой поверхности: -поперечный штрих
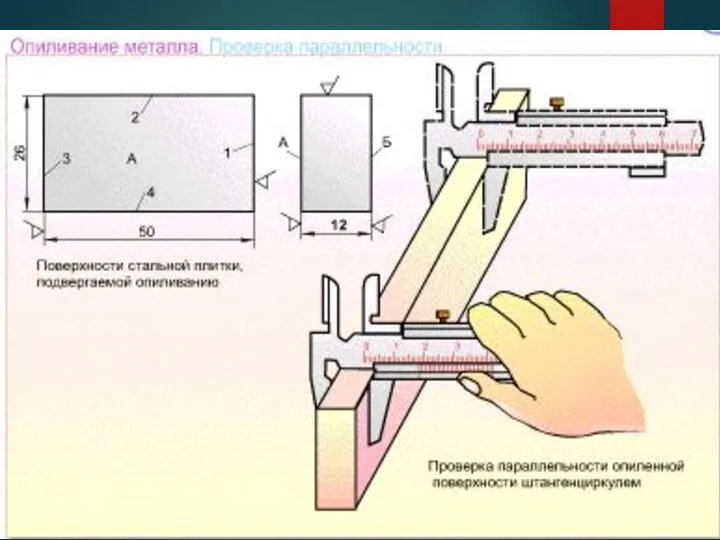
- 35. Продолжение 5 вопроса 4. Проверочным инструментом для контроля угла между сопрягаемыми поверхностями следует пользоваться только после
- 36. Продолжение 5 вопроса -не следует наклонять проверочную (лекальную) линейку во время проведения контроля плоскостности по методу
- 37. Продолжение 5 вопроса При опиливании криволинейных поверхностей необходимо соблюдать следующие правила: 1. Правильно выбирать напильник для
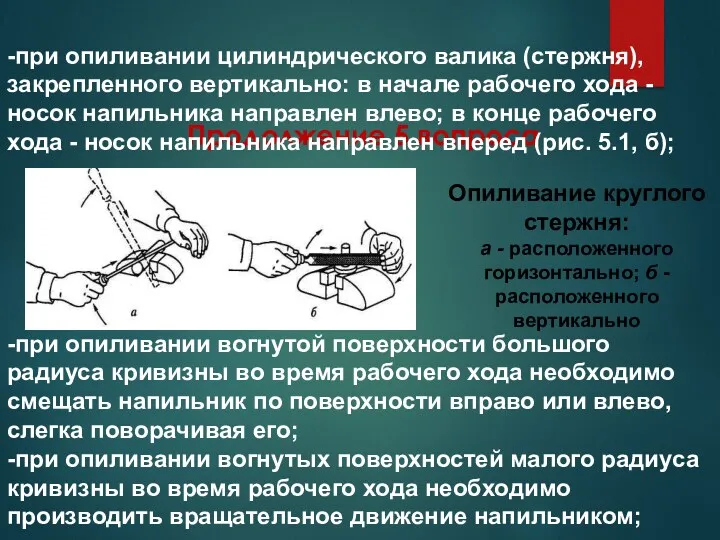
- 38. Продолжение 5 вопроса -при опиливании цилиндрического валика (стержня), закрепленного вертикально: в начале рабочего хода - носок
- 39. Продолжение 5 вопроса -чистовую обработку (отделку по шаблону) выпуклых и вогнутых поверхностей производить продольным штрихом, удерживая
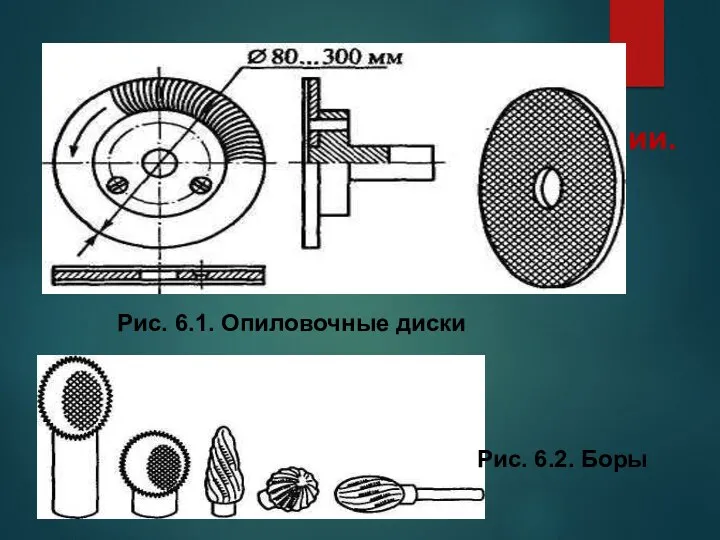
- 40. 6. Механизация работ при опиливании. Рис. 6.1. Опиловочные диски Рис. 6.2. Боры
- 41. Продолжение 6 вопроса Шлифовальные головки: а — полукруглая; б — круглая; в, г, д — конические;
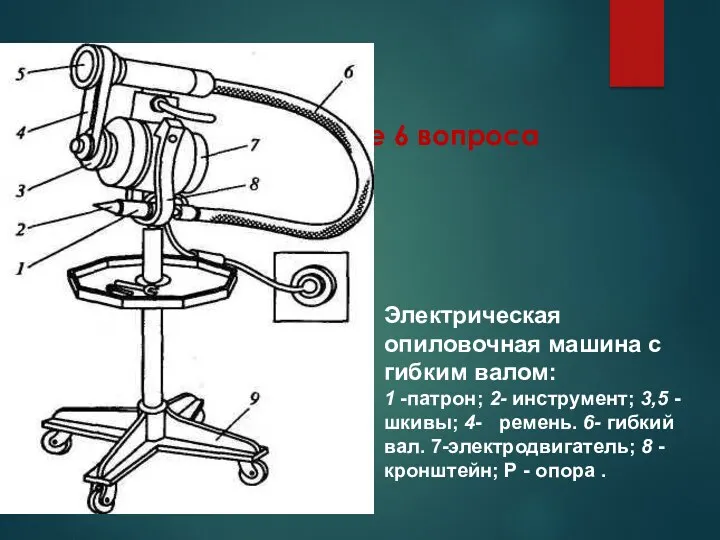
- 42. Продолжение 6 вопроса Электрическая опиловочная машина с гибким валом: 1 -патрон; 2- инструмент; 3,5 -шкивы; 4-
- 43. Продолжение 6 вопроса Пневматическая опиловочная машина: 1 - инструмент; 2 - патрон; 3 - поршень; 4
- 44. Продолжение 6 вопроса Опиловочный станок с абразивной лентой: 1 - кронштейн; 2 - лампа; 3 -
- 45. Продолжение 6 вопроса Стационарный опиловочно-зачистной станок: а - общий вид станка; б - исполнительный узел; 1
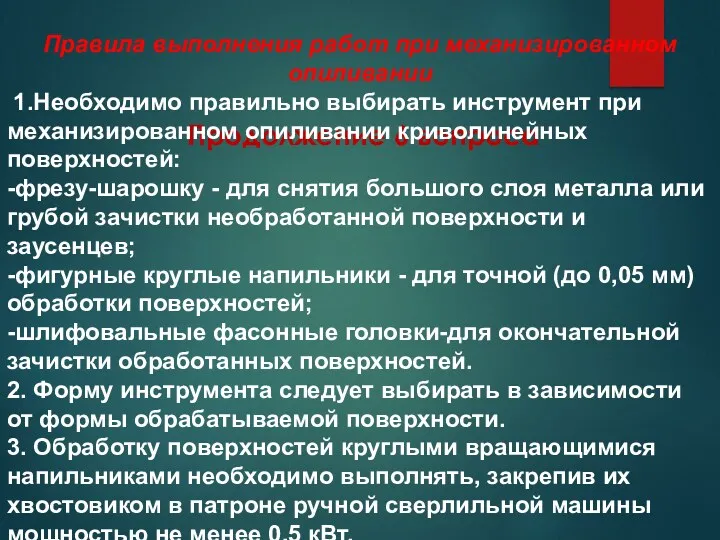
- 46. Продолжение 6 вопроса Правила выполнения работ при механизированном опиливании 1.Необходимо правильно выбирать инструмент при механизированном опиливании
- 47. 7. ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ ОПИЛИВАНИИ МЕТАЛЛА, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ
- 48. Продолжение 7 вопроса
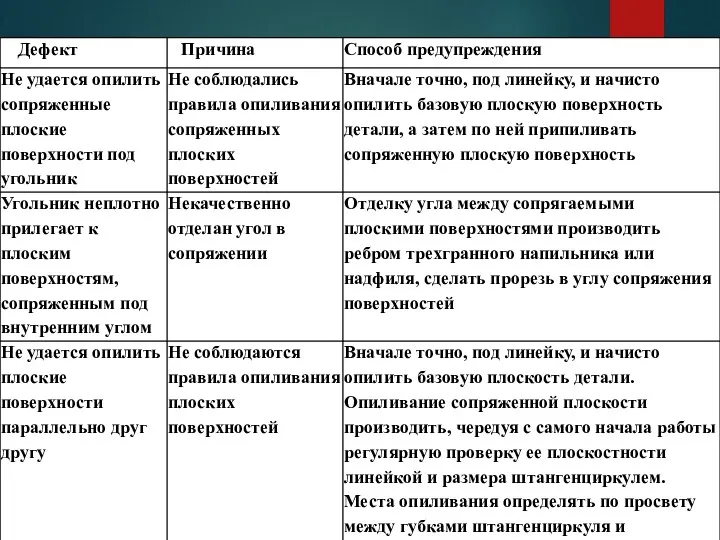
- 49. Продолжение 7 вопроса
- 51. Скачать презентацию
ОПИЛИВАНИЕ МЕТАЛЛА
1. Сущность и назначение операции опиливания.
2. Инструменты, применяемые при
ОПИЛИВАНИЕ МЕТАЛЛА
1. Сущность и назначение операции опиливания.
2. Инструменты, применяемые при
1. Сущность и назначение операции опиливания
Опиливание - это операция
1. Сущность и назначение операции опиливания
Опиливание - это операция
2. ИНСТРУМЕНТЫ, ПРИМЕНЯЕМЫЕ ПРИ ОПИЛИВАНИИ
Рис.1. Типы насечки:
а - одинарная; 6
2. ИНСТРУМЕНТЫ, ПРИМЕНЯЕМЫЕ ПРИ ОПИЛИВАНИИ
Рис.1. Типы насечки:
а - одинарная; 6
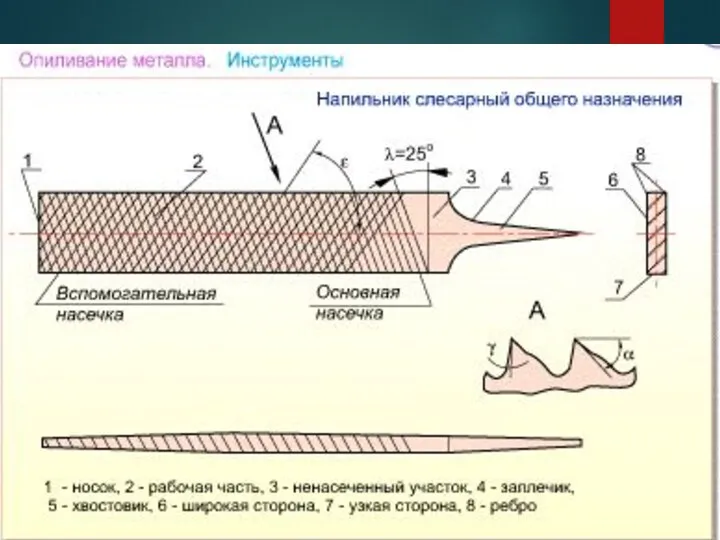
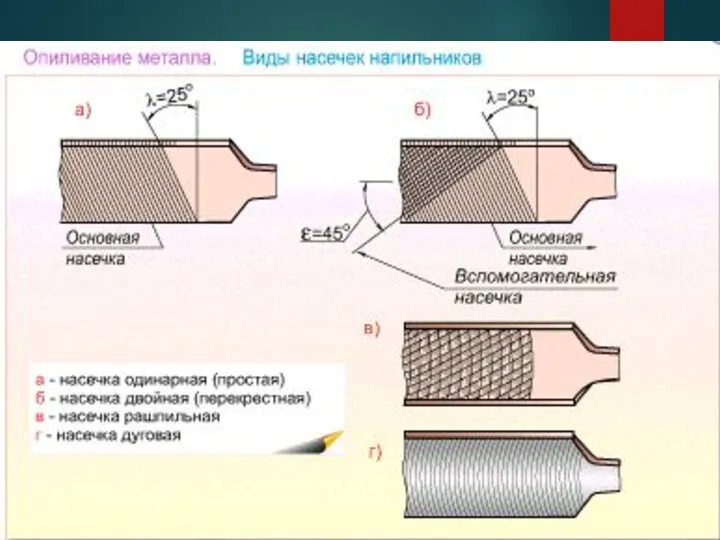
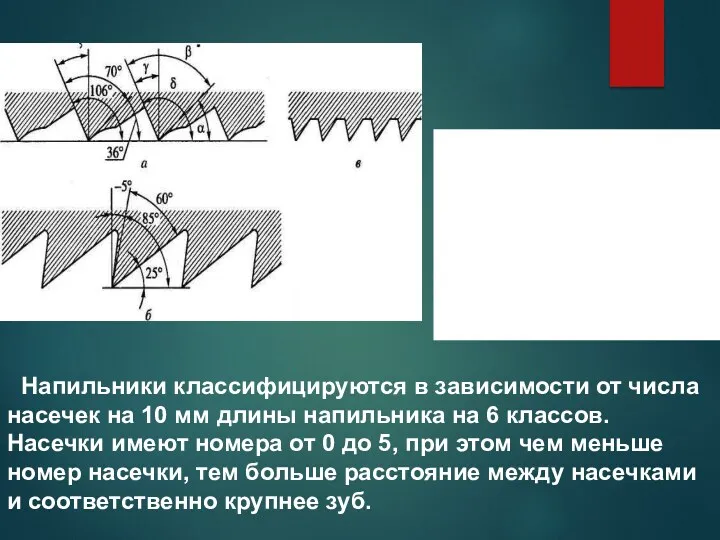
Рис. 2.2. Формы зубьев напильника:
а - насеченные: β - угол
Рис. 2.2. Формы зубьев напильника:
а - насеченные: β - угол
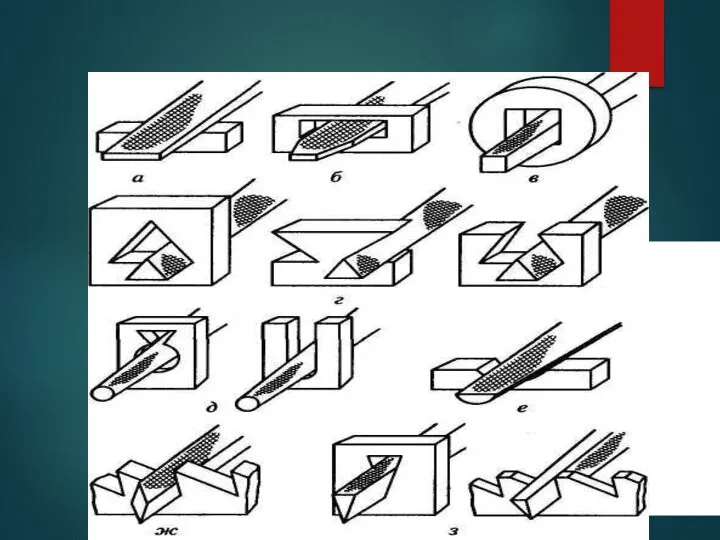
Рааис. 2.3. Формы поперечного сечения напильников и обрабатываемых поверхностей: а, б
Рааис. 2.3. Формы поперечного сечения напильников и обрабатываемых поверхностей: а, б
Продолжение 2 вопроса
Рис. 2.4. Рашпили: а - плоские тупоконечные; 6 -
Продолжение 2 вопроса
Рис. 2.4. Рашпили: а - плоские тупоконечные; 6 -
Продолжение 2 вопроса
Рис. 2.5. Надфили: а, б - плоские; в —
Продолжение 2 вопроса
Рис. 2.5. Надфили: а, б - плоские; в —
Профиль поперечного сечения напильника выбирается в зависимости от формы опиливаемой поверхности:
плоский,
Профиль поперечного сечения напильника выбирается в зависимости от формы опиливаемой поверхности:
плоский,
Продолжение 2 вопроса
Длина напильника зависит от вида обработки и
Продолжение 2 вопроса
Длина напильника зависит от вида обработки и
Продолжение 2 вопроса
Ручка для напильника
Быстросменная ручка для напильника:
1 -
Продолжение 2 вопроса
Ручка для напильника
Быстросменная ручка для напильника:
1 -


Приспособления для опиливания
3. Приспособления для опиливания
Рамка:
1- перегородка; 2 - рабочие
Приспособления для опиливания
3. Приспособления для опиливания
Рамка:
1- перегородка; 2 - рабочие

Приспособления для опиливания
Продолжение 3 вопроса
Раздвижные параллели
а - прямоугольные; б ––
Приспособления для опиливания
Продолжение 3 вопроса
Раздвижные параллели
а - прямоугольные; б ––

Продолжение 3 вопроса
Опиловочная призма:
1 - корпус; 2 - прижим;
Продолжение 3 вопроса
Опиловочная призма:
1 - корпус; 2 - прижим;
Продолжение 3 вопроса
При работе напильником насечка засоряется опилками, поэтому
Продолжение 3 вопроса
При работе напильником насечка засоряется опилками, поэтому
4. Подготовка поверхностей, основные виды и способы опиливания
Подготовка поверхностей
4. Подготовка поверхностей, основные виды и способы опиливания
Подготовка поверхностей
Продолжение 4 вопроса
Положение рабочего:
а — положение рук и корпуса;
Продолжение 4 вопроса
Положение рабочего:
а — положение рук и корпуса;

Продолжение 4 вопроса
Положение рук при опиливании:
а - на рукоятке;
Продолжение 4 вопроса
Положение рук при опиливании:
а - на рукоятке;
Продолжение 4 вопроса
Распределение усилий при опиливании (балансировка)
Рабочим ходом при опиливании
Продолжение 4 вопроса
Распределение усилий при опиливании (балансировка)
Рабочим ходом при опиливании

Продолжение 4 вопроса
Захват напильника «щепотью»
Чистовое опиливание осуществляется личными напильниками
Продолжение 4 вопроса
Захват напильника «щепотью»
Чистовое опиливание осуществляется личными напильниками
Продолжение 4 вопроса
Доводка и шлифовка осуществляется короткими личными и бархатными
Продолжение 4 вопроса
Доводка и шлифовка осуществляется короткими личными и бархатными

5. Правила ручного опиливания плоских, вогнутых и выпуклых поверхностей
1. Перед
5. Правила ручного опиливания плоских, вогнутых и выпуклых поверхностей
1. Перед
Продолжение 5 вопроса
Правила опиливания плоских поверхностей
1.Выбирать способ опиливания с учетом
Продолжение 5 вопроса
Правила опиливания плоских поверхностей
1.Выбирать способ опиливания с учетом
Продолжение 5 вопроса
4. Проверочным инструментом для контроля угла между сопрягаемыми
Продолжение 5 вопроса
4. Проверочным инструментом для контроля угла между сопрягаемыми
Продолжение 5 вопроса
-не следует наклонять проверочную (лекальную) линейку во время
Продолжение 5 вопроса
-не следует наклонять проверочную (лекальную) линейку во время
Продолжение 5 вопроса
При опиливании криволинейных поверхностей необходимо соблюдать следующие правила:
1.
Продолжение 5 вопроса
При опиливании криволинейных поверхностей необходимо соблюдать следующие правила:
1.
Продолжение 5 вопроса
-при опиливании цилиндрического валика (стержня), закрепленного вертикально: в
Продолжение 5 вопроса
-при опиливании цилиндрического валика (стержня), закрепленного вертикально: в
Продолжение 5 вопроса
-чистовую обработку (отделку по шаблону) выпуклых и вогнутых
Продолжение 5 вопроса
-чистовую обработку (отделку по шаблону) выпуклых и вогнутых
6. Механизация работ при опиливании.
Рис. 6.1. Опиловочные диски
Рис. 6.2.
6. Механизация работ при опиливании.
Рис. 6.1. Опиловочные диски
Рис. 6.2.

Продолжение 6 вопроса
Шлифовальные головки: а — полукруглая; б — круглая;
Продолжение 6 вопроса
Шлифовальные головки: а — полукруглая; б — круглая;
Продолжение 6 вопроса
Электрическая опиловочная машина с гибким валом:
1 -патрон;
Продолжение 6 вопроса
Электрическая опиловочная машина с гибким валом:
1 -патрон;

Продолжение 6 вопроса
Пневматическая опиловочная машина:
1 - инструмент; 2 -
Продолжение 6 вопроса
Пневматическая опиловочная машина:
1 - инструмент; 2 -

Продолжение 6 вопроса
Опиловочный станок с абразивной лентой: 1 - кронштейн;
Продолжение 6 вопроса
Опиловочный станок с абразивной лентой: 1 - кронштейн;

Продолжение 6 вопроса
Стационарный опиловочно-зачистной станок: а - общий вид станка;
Продолжение 6 вопроса
Стационарный опиловочно-зачистной станок: а - общий вид станка;
Продолжение 6 вопроса
Правила выполнения работ при механизированном опиливании
1.Необходимо правильно выбирать
Продолжение 6 вопроса
Правила выполнения работ при механизированном опиливании
1.Необходимо правильно выбирать
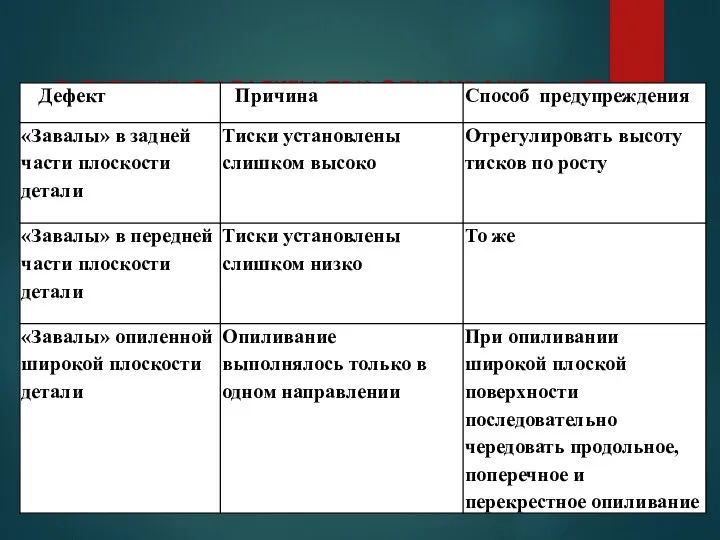
7. ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ ОПИЛИВАНИИ МЕТАЛЛА, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ И СПОСОБЫ
7. ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ ОПИЛИВАНИИ МЕТАЛЛА, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ И СПОСОБЫ
Продолжение 7 вопроса
Продолжение 7 вопроса
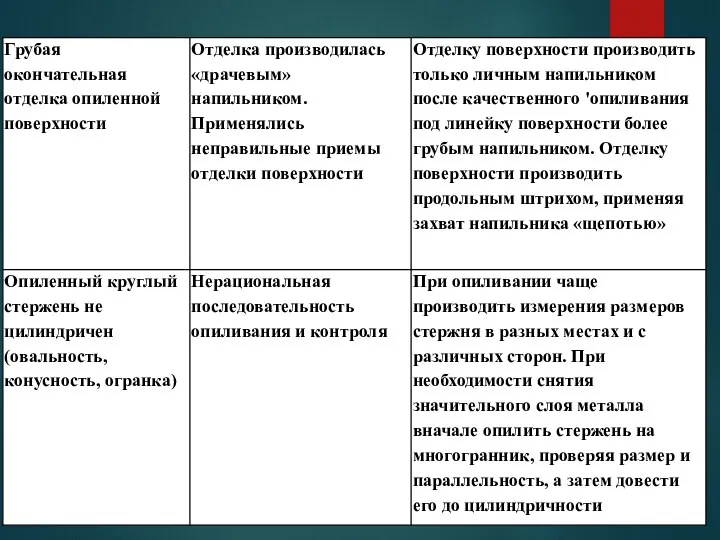
Продолжение 7 вопроса
Продолжение 7 вопроса
 Тест по физике 8 класса по теме Внутренняя энергия. Количество теплоты
Тест по физике 8 класса по теме Внутренняя энергия. Количество теплоты Отопитель и климатическая установка в современных автомобилях
Отопитель и климатическая установка в современных автомобилях Презентация к план-конспекту интегрированного урока по физике 7 класс Путешествие в мир Силы тяжести
Презентация к план-конспекту интегрированного урока по физике 7 класс Путешествие в мир Силы тяжести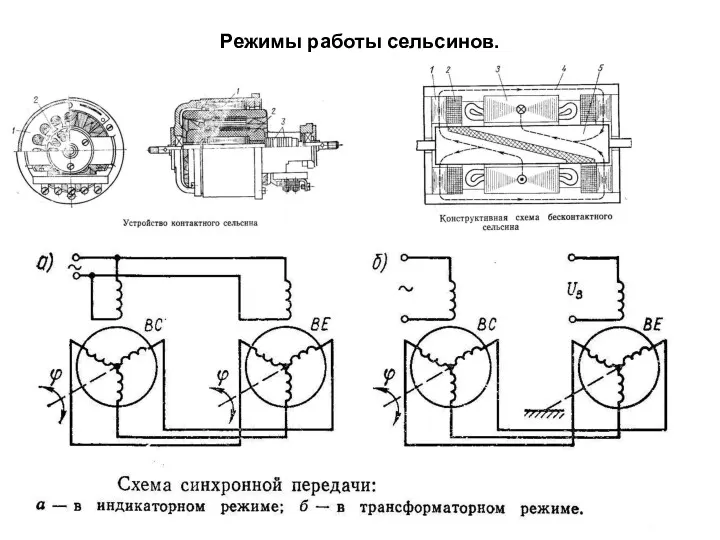 Режимы работы сельсинов. Системы возбуждения синхронных генераторов. (Билет 29)
Режимы работы сельсинов. Системы возбуждения синхронных генераторов. (Билет 29) Домалау мойынтіректері
Домалау мойынтіректері Основы кинематики. 9 класс
Основы кинематики. 9 класс Junjis. Engineer Traning
Junjis. Engineer Traning Ионизирующее излучение
Ионизирующее излучение Центрифугирование. Принцип действия центрифуги
Центрифугирование. Принцип действия центрифуги Перемещение при прямолинейном равномерном движении
Перемещение при прямолинейном равномерном движении Конспект урока физики в 7 классе по теме Скорость. Единицы скорости
Конспект урока физики в 7 классе по теме Скорость. Единицы скорости Износостойкие покрытия режущих инструментов
Износостойкие покрытия режущих инструментов Законы взаимодействия и движения тел.
Законы взаимодействия и движения тел. Скрипкин А., Филючков Д. Кривошипно-шатунный механизи
Скрипкин А., Филючков Д. Кривошипно-шатунный механизи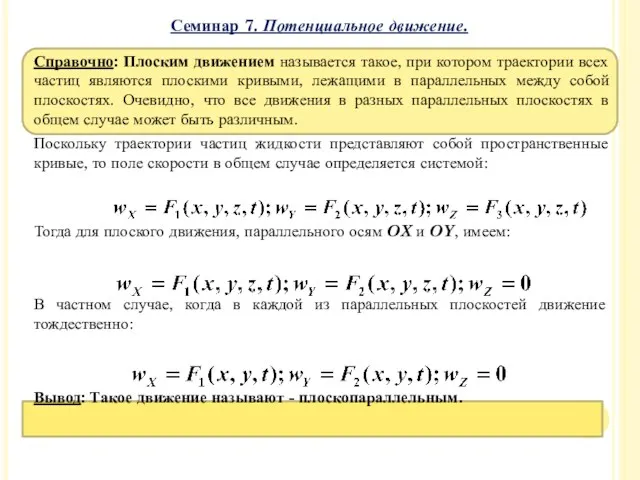 Потенциальное движение
Потенциальное движение Закон Архимеда
Закон Архимеда презентация по теме Атмосферное давление
презентация по теме Атмосферное давление Системы электростартерного пуска
Системы электростартерного пуска ВКР: Анализ маслосистемы двигателя ПС-90А и её сравнительная характеристика с маслосистемой двигателя SaM-146
ВКР: Анализ маслосистемы двигателя ПС-90А и её сравнительная характеристика с маслосистемой двигателя SaM-146 Магнитные свойства вещества
Магнитные свойства вещества Исследование зависимости уровня воды от различных параметров
Исследование зависимости уровня воды от различных параметров Значение влажности в жизни человека
Значение влажности в жизни человека Интегрированный урок физики и поэзии
Интегрированный урок физики и поэзии Гравиразведка
Гравиразведка Постоянные магниты 9 класс.
Постоянные магниты 9 класс. Эпитаксия. Практическое занятие №8
Эпитаксия. Практическое занятие №8 сопромат
сопромат Элементы теории поля. Векторное поле
Элементы теории поля. Векторное поле