- Билеты. Кислородного баллона

Содержание
- 2. БИЛЕТ1 Задание 1 Расшифруйте паспортные данные кислородного баллона.
- 4. Задание 2 Подготовьте две пластины 30х150мм, толщиной 6мм: разметка, рубка, правка, опиливание; выполните сборку в стык
- 5. Задание 3 Заполните таблицу, укажите цвет окраски и маркировки баллонов с защитными газами.
- 7. БИЛЕТ 2 ЗАДАНИЕ1. Расшифруйте паспортные данные пропанового баллона
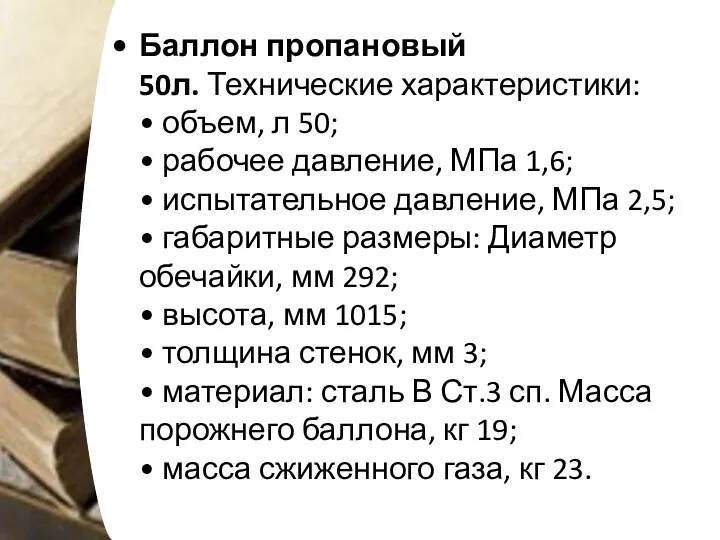
- 8. Баллон пропановый 50л. Технические характеристики: • объем, л 50; • рабочее давление, МПа 1,6; • испытательное
- 9. Задание 2 Подготовьте две пластины 30х150 мм, толщиной 6мм: разметка, рубка, правка, опиливание; выполните сборку в
- 10. Задание 3 Заполните таблицу, укажите цвет окраски и маркировки баллонов с защитными газами.
- 11. Баллоны для гелия соответствуют требованиям ГОСТ 949-73. В настоящее время наиболее распространены обычные баллоны, и баллоны,
- 12. БИЛЕТ3 Задание 1 Рукава для газовой сварки. Свойства и классификация.
- 13. Резиновые напорные рукава, предназначенные для газовой резки и газосварочных работ, изготавливаются по ГОСТ 9356-75 и часто
- 14. Конструктивные особенности Кислородные рукава ГОСТ 9356-75 имеют многослойную конструкцию. Внутренний и наружный слои кислородного газосварочного рукава
- 15. Задание 2 Подготовьте две пластины 30х150 мм, толщиной 6мм: разметка, рубка, правка, опиливание; выполните сборку в
- 16. Задание 3 Правила Т.Б. при работе с баллонами с кислородом и горючими газами и оборудованием для
- 17. Газовые баллоны: эксплуатация Баллоны устанавливаются вертикально и закрепляются цепью или хомутом. Кислородный баллон допускается укладывать наклонно
- 18. 1. Закрыть вентиль расхода газа на горелке 2. Вывернуть регулировочный винт до полного освобождения нажимной пружины
- 19. Перерывы в работе и ее окончание: При кратковременных перерывах в работе закрывать только вентиль горелки, не
- 20. Задание 1 Выполните продувку вентиля кислородного баллона и присоедините редуктор к вентилю и рукава.
- 21. Отвинтить колпак и заглушку штуцера. Внимание: убедитесь, что на кислородном баллоне (а также на руках и
- 22. Задание 2 Подготовьте две пластины 30х150 мм, толщиной 6мм: разметка, рубка, правка, опиливание; выполните сборку пластин
- 23. Задание 3 Принцип работы кислородного редуктора
- 25. кислородный редуктор обратного действия, как более компактный и простой по конструкции. Редуктор имеет две камеры –
- 26. Упругость пружины камеры низкого давления регулируется винтом, соответственно регулируя степень открытости клапана и тем самым изменяя
- 27. При расходе кислорода больше его поступления, то давление в рабочей камере низкого давления снизится. При этом
- 28. На кислородном редукторе установлены два манометра: высокого и низкого давления. Манометрия кислорода в баллоне или магистрали
- 29. БИЛЕТ5 Задание 1 Заполните таблицу, определите характеристику пропанового баллона
- 30. Баллон пропановый 50л. Технические характеристики: • объем, л 50; • рабочее давление, МПа 1,6; • испытательное
- 32. Задание 2 Подготовьте два уголка 40х40х4, длиной 200мм: подготовка кромок; выполните сборку в стык по длине,
- 33. Задание 3 Классификация запорной арматуры для баллонов 1- 2- 3- 4-
- 34. Вентиль на газовый баллон является совершенно особым представителем запорно-регулирующей арматуры. Ведь данный узел должен обеспечивать не
- 35. Кислородный: 1. Маховичок 2. Заглушка штуцера 3. Резьба правая 4. откр. 5. закр. Ацетиленовый: Шпиндель вращать
- 36. типовой вентиль на газовый баллон состоит из следующих узлов: Корпуса вентиля – стальной детали, напоминающей по
- 37. Схема эксплуатации вентиля очень проста: с бокового штуцера корпуса свинчивается заглушка и туда же навинчивается редуктор
- 38. БИЛЕТ 6 Задание 1 Присоедините рукав к редуктору кислородного баллона, установите рабочее давление
- 39. Рабочее давление кислорода должно устанавливаться при открытом запорном кислородном вентиле резака. Если отбор кислорода из балло-на
- 40. Рабочее давление кислорода при сварке должно находиться в пределах от 0 2 до 3 ат. Регулирование
- 41. Рабочие давления кислорода и ацетилена устанавливают в соответствии с эксплуатационной характеристикой. Зажигание резака производят в такой
- 42. Рабочее давление кислорода - 200 - 150 кПа, перепад давления в клапане - 120 - 200
- 43. При установлении давления и дальнейшей работе ацетиленового редуктора следует помнить, что рабочее давление ацетилена не должно
- 44. При более длительных перерывах в работе ( на 1 - 2 часа и более) следует ослабить
- 45. Задание 2 Подготовьте два уголка 40х40х4, длиной 200мм: разметка, правка, подготовка кромок; выполните сборку в стык
- 46. Задание 3 По каким признакам классифицируются кислородные баллоны
- 47. Материал, из которого изготовлен баллон. Сегодня практикуется изготовление кислородных баллонов из стали, металлопластика, композитных материалов. Стоит
- 48. По емкости кислородные баллоны делят на следующие категории — малого объема (до 5 литров), среднего (до
- 49. Изготовление стальных кислородных баллонов Производство кислородных баллонов осуществляется из цельнотянутых стальных труб (легированная или углеродистая сталь).
- 50. Окраска и маркировка баллонов Согласно «Требований по эксплуатации сосудов, работающих под давлением» маркировка кислородных баллонов должна
- 51. Осторожно! Выбирая баллон, в первую очередь обращайте внимание на дату последней тарировки, кислородные сосуды должны проходить
- 52. Помните, кислородный баллон — сосуд, работающий под высоким давлением, любое нарушение правил эксплуатации может привести к
- 53. БИЛЕТ 7 Задание 1 Присоедините рукав к редуктору ацетиленового баллона, установите рабочее давление
- 54. Задание 2 Подготовьте уголок 40х40х4, длиной 200мм, пластину 100х200мм, длиной 200мм: разметка, правка, подготовка кромок; выполните
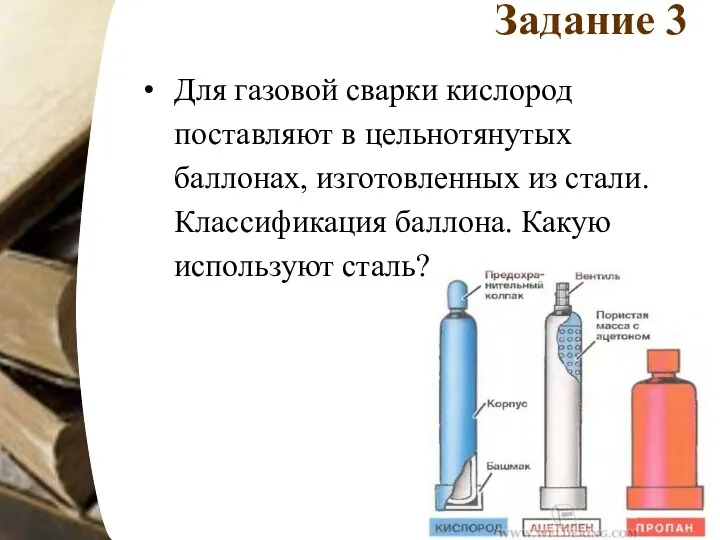
- 55. Задание 3 Для газовой сварки кислород поставляют в цельнотянутых баллонах, изготовленных из стали. Классификация баллона. Какую
- 56. БИЛЕТ 8 Задание 1 Присоедините рукав к редуктору пропанового баллона, установите рабочее давление
- 57. Задание 2 Подготовьте две трубы диаметром 100мм, длиной 50мм, толщиной стенки 3мм: разметка, зачистка торцов труб;
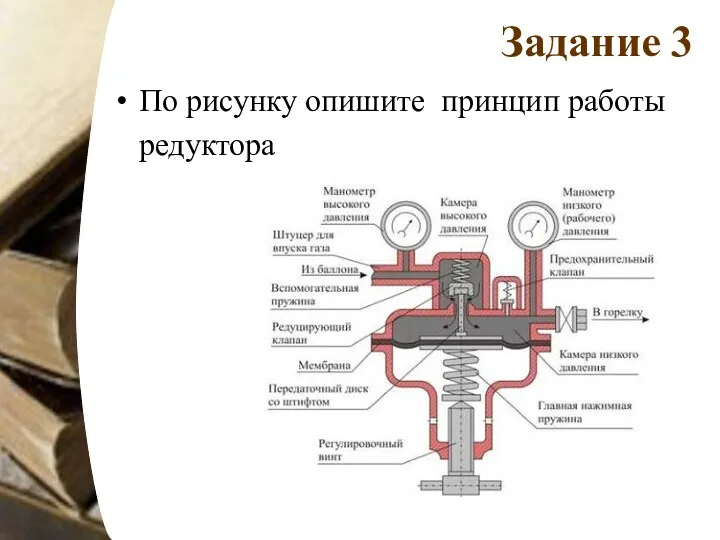
- 58. Задание 3 По рисунку опишите принцип работы редуктора
- 59. БИЛЕТ 9 Задание 1 По рисунку опишите принцип работы редуктора
- 60. Задание 2 Подготовьте две трубы диаметром 40мм, длиной 100мм, толщиной стенки 4 мм: разметка, зачистка торцов
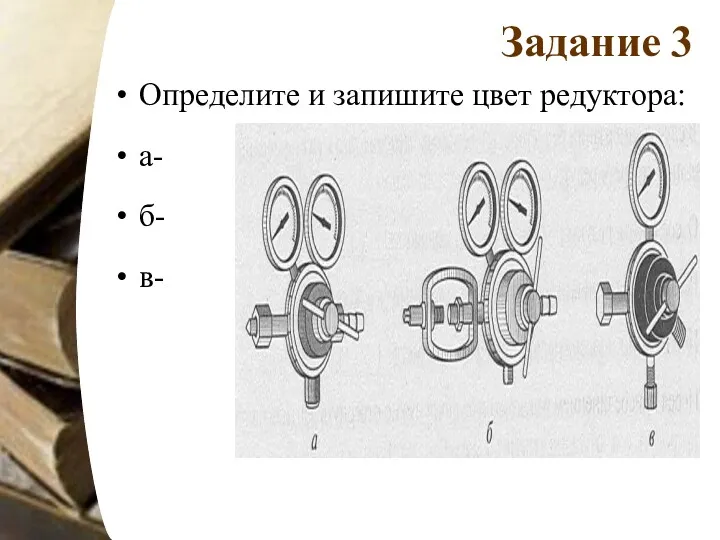
- 61. Задание 3 Определите и запишите цвет редуктора: а- б- в-
- 62. БИЛЕТ10 Задание 1 Присоедините рукав к редуктору баллона с инертным газом, установите рабочее давление.
- 63. Корпус баллонов (двуокись углерода) окрашивается эмалевой краской черного цвета. Баллоны для углекислоты комплектуются вентилем ВК-94, кольцом
- 64. Масса колпака металлического – 1,8 кг; кольца – 0,3 кг; башмака – 5,2 кг; вентиля –
- 65. – количество ниток с полным профилем должно быть не менее 8. – на вентиле, ввинченном в
- 66. Сферы применения: В промышленности. Баллон углекислотный используется при полуавтоматической сварке для формирования защитной среды. В пищевой
- 67. Баллон с углекислым газом нельзя ронять или нагревать. Помимо баллонов, углекислый газ может храниться и в
- 68. Задание 2 Подготовьте две заготовки диаметром 8 мм, длиной 300 мм: разметка, резка, правка, гибка; выполните
- 69. Задание 3 Составьте технологическую карту плоскостной разметки детали указанной на рисунке. Обоснуйте выбор материалов, инструмента и
- 70. Плоскостную разметку применяют при обработке листового материала и профильного проката, а также деталей, на которые разметочные
- 71. Для разметки, измерения и проверки правильности изготовления изделий применяют следующие инструменты: линейка, угольник, циркуль, штангенциркуль, кронциркуль,
- 72. Кернеры служат для нанесения центров окружностей и отверстий на размечаемых поверхностях. Керны изготавливают из твердой стали.
- 73. транспортир стальной с угломером используют для разметки и проверки углов при изготовлении сопрягаемых трубных узлов, фасонных
- 74. Разметочные плиты устанавливают на специальных подставках и тумбах с ящиками для хранения разметочных инструментов и приспособлений.
- 75. На заготовку или материал накладывают шаблон и плотно прижимают его, чтобы во время разметки он не
- 76. БИЛЕТ 11 Задание 1 Выполните продувку вентиля кислородного баллона и присоедините редуктор к вентилю, установите давление
- 77. Задание 2 Подготовьте две трубы диаметром 40мм, длиной 100мм, толщиной стенки 4 мм: разметка, зачистка торцов
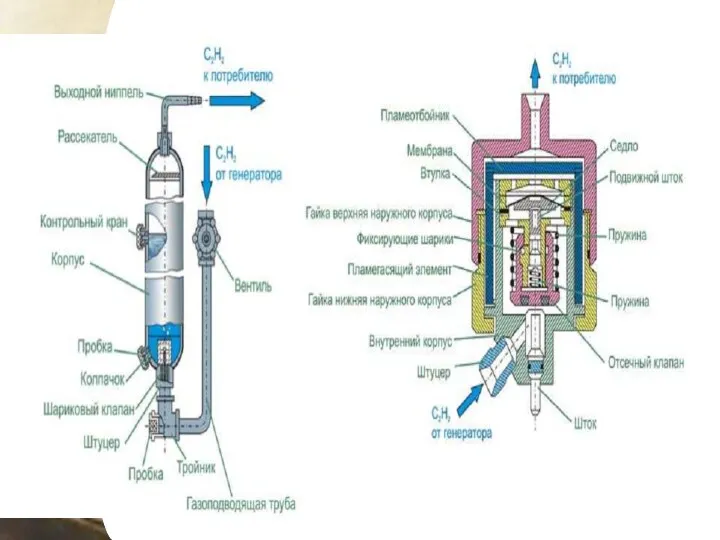
- 78. Задание 3 Проведите сравнительный анализ конструктивных особенностей и назначения предохранительных затворов с указанием мер предотвращения замерзания
- 80. Жидкостные предохранительные затворы при соблюдении правил эксплуатации обеспечивают надежное предохранение генераторов и ацетиленопроводов от проникновения 1)
- 81. 3) в холодное время года возможно замерзание воды как в самом затворе, так и в шланге,
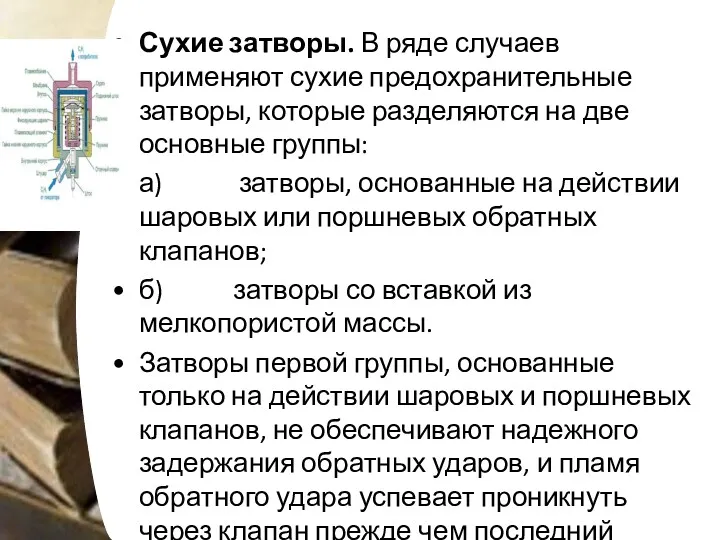
- 82. Сухие затворы. В ряде случаев применяют сухие предохранительные затворы, которые разделяются на две основные группы: а)
- 83. Сухой предохранительный затвор второй группы состоит из корпуса, в котором при помощи специальной замазки укрепляется цилиндрическая
- 84. В нижнюю крышку 8 впаян штуцер 10. внутри которого помещен обратный клапан в виде резинового шарика
- 85. Эксплуатация сухих затворов допускается только при температуре окружающего воздуха выше 0° С, так как при низких
- 86. БИЛЕТ 12 Задание 1. Спрогнозируйте влияние типа разделки кромок свариваемых деталей указанных на рисунке на качество
- 87. При стыковом шве в верхнем диапазоне толщины листа должна быть проведена подготовка корня шва с обратной
- 88. чем при V-образных, Y- образных, X-образных и двойных Y-образных швах. У угловых швов зазор между кромками
- 89. ПОДГОТОВКА КРОМОК СВАРНЫХ СОЕДИНЕНИЙ Разделка сварных кромок у нелегированных и низколегированных сталей производится, как правило, газовыми
- 90. Задание 2 Подготовьте четыре заготовки диаметром 6мм, длиной 100 мм: разметка, резка, правка, гибка; выполните сборку
- 91. Задание 3 Проведите сравнительный анализ использования ацетиленового генератора и баллона с ацетиленом при газопламенной обработке металлов.
- 92. Ацетиленовый генератор — аппарат, предназначенный для получения ацетилена при взаимодействии карбида кальция с водой. Ацетиленовые генераторы
- 93. 2) по производительности — выпускаются генераторы производительностью от 0,3 до 1000 м3/ч ацетилена. При строительно-монтажных работах,
- 94. В генераторах с системой «карбид в воду» (марки: ГПР-65; ГРК - 10) в постоянный объем воды
- 95. БИЛЕТ 13 Задание 1 Опишите правила эксплуатации газовых горелок с указанием этапов работы и последовательности выполнения
- 98. Задание 2 Подготовьте две трубы диаметром 40мм, длиной 100мм, толщиной стенки 4 мм: разметка, зачистка торцов
- 99. Задание 3 Проведите сравнительный анализ конструктивных особенностей газовых баллонов, вентилей и их окраски. Сделайте вывод.
- 100. БИЛЕТ 14 Задание 1 Выполните продувку вентиля кислородного баллона и присоединить редуктор к вентилю и шланги.
- 101. Задание 2 Подготовьте две трубы диаметром 40мм, длиной 100мм, толщиной стенки 4 мм: разметка, зачистка торцов
- 102. Задание 3 Для изготовления сварной конструкции указанной на рисунке, необходимо подготовить заготовки. Составьте технологическую последовательность операций
- 103. Разметку следует производить с помощью рулеток, соответствующих точности второго класса по ГОСТ 7502 — 69, и
- 104. Радиус кривизны ρ деталей в расчетных элементах при правке и гибке в холодном состоянии на вальцах
- 105. Обработка деталей из стали классов до С46/33 включительно в горячем состоянии (давлением) должна производиться после нагрева
- 106. При гибке деталей из углеродистой стали на кромкогибочных прессах внутренние радиусы закругления должны быть не менее
- 108. Оборудование Вальцеправильный станок Листогибочный станок Источник питания Инструменты Чертилка Метр Тиски Уголок Молоток Наковальня Технологический процесс
- 109. Сила удара зависит от степени искривления и толщины материала. При большом искривлении или значительной толщине материала
- 110. 2.При разметке заготовки, на которой нельзя оставлять риски, пользуются латунной чертилкой: конструкция ее такая же, как
- 111. 3.Для измерения углов деталей предназначен угломер Он представляет собой полудиск с измерительной шкалой, на котором закреплены
- 112. Выполняя гибку заготовки, важно правильно определить ее размеры. Расчет длины заготовки выполняют по чертежу с учетом
- 113. Для измерения величины зазора в слесарных работах используется щуп – набор тонких пластин, закрепленных в одной
- 114. Прихватку длинных листовых соединений втавр начинают с середины соединения. Когда первая прихватка поставлена, последующие прихватки ставят
- 115. Сварочный ток при прихватке должен быть на 20—30 % больше сварочного тока, необходимого для сварки тех
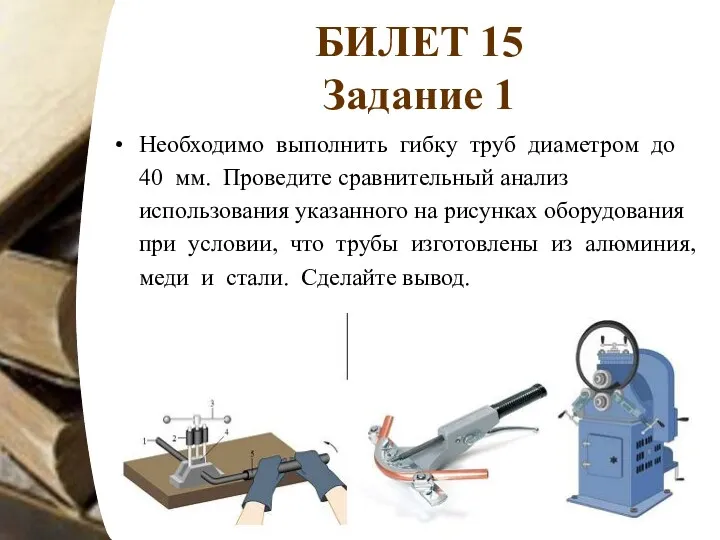
- 117. БИЛЕТ 15 Задание 1 Необходимо выполнить гибку труб диаметром до 40 мм. Проведите сравнительный анализ использования
- 118. Задание 2 Подготовьте два уголка 40х40х4, длиной 200мм: подготовка кромок; выполните сборку в стык по длине
- 119. Задание 3 Необходимо выполнить сборку под сварку конструкции указанной на рисунке. Составьте технологическую последовательность операций с
- 120. БИЛЕТ 16 Задание 1 Составьте процесс подготовки деталей к сборке под сварку конструкции показанной на рисунке.
- 121. Задание 2 Подготовьте два уголка 40х40х4, длиной 200мм: разметка, правка, подготовка кромок; выполните сборку в нахлест
- 122. Задание 3 Необходимо провести гибку трубы в нагретом состоянии. Опишите технологическую последовательность данного процесса с указанием
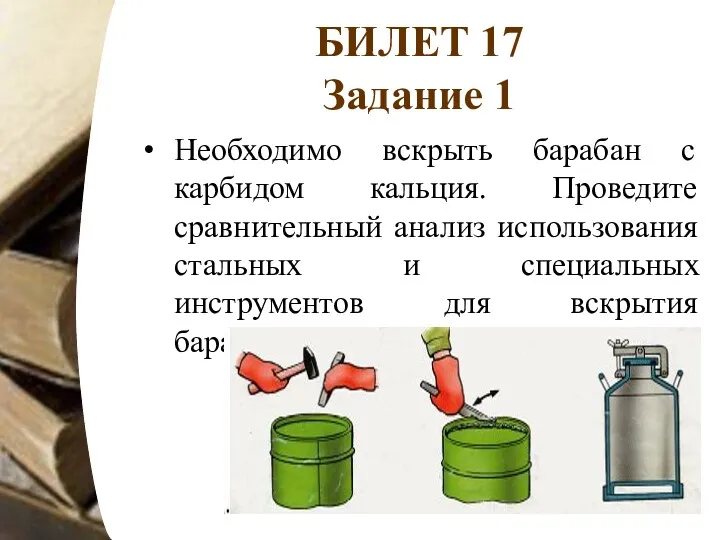
- 123. БИЛЕТ 17 Задание 1 Необходимо вскрыть барабан с карбидом кальция. Проведите сравнительный анализ использования стальных и
- 124. Задание 2 Подготовьте уголок 40х40х4, длиной 200мм, пластину 100х200мм, длиной 200мм: разметка, правка, подготовка кромок; выполните
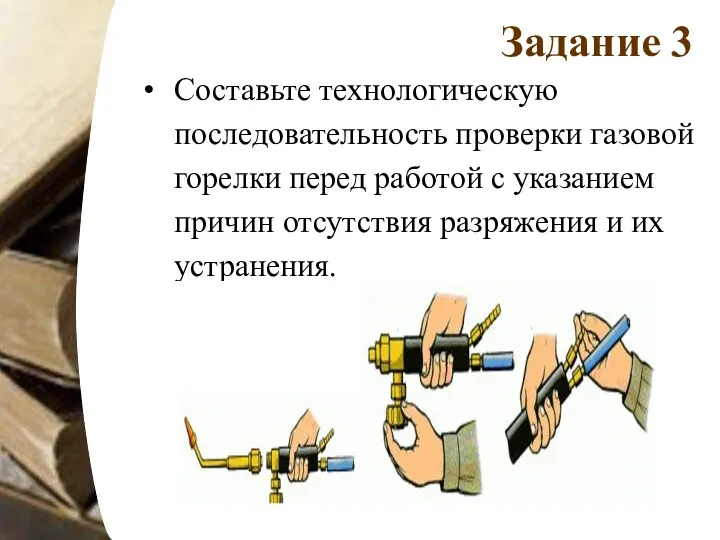
- 125. Задание 3 Составьте технологическую последовательность проверки газовой горелки перед работой с указанием причин отсутствия разряжения и
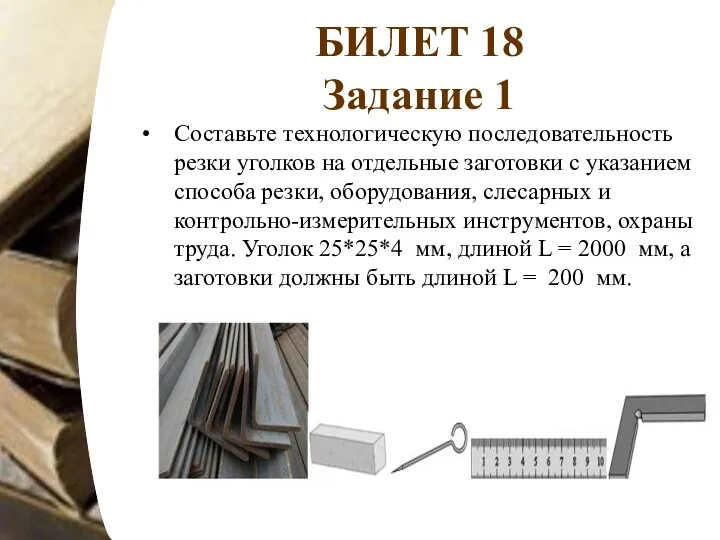
- 126. БИЛЕТ 18 Задание 1 Составьте технологическую последовательность резки уголков на отдельные заготовки с указанием способа резки,
- 127. Задание 2 Подготовьте трубу длиной 200мм, пластину 100х200мм, длиной 200мм: разметка, правка, подготовка кромок; выполните сборку
- 128. Задание 3 Составьте технологическую последовательность проверки газовой горелки перед работой на газонепроницаемость. Укажите причины стравливания газа
- 129. БИЛЕТ 19 Задание 1 Проведите сравнительный анализ последовательности наложения прихваток при сборке под сварку конструкций указанных
- 130. Задание 2 Подготовьте уголок 40х40х4, длиной 200мм, пластину 100х200мм, длиной 200мм: разметка, правка, подготовка кромок; выполните
- 131. Задание 3 Опишите технику и приемы измерения штангенциркулем деталей указанных на рисунке.
- 132. БИЛЕТ20 Задание 1 Необходимо выполнить резку листового металла. Проведите сравнительный анализ эффективности и качества способов резки
- 133. Задание 2 Подготовьте две трубы длиной 200мм: разметка, подготовка кромок; выполните сборку в стык по окружности
- 135. Скачать презентацию

БИЛЕТ1
Задание 1
Расшифруйте паспортные данные кислородного баллона.
БИЛЕТ1
Задание 1
Расшифруйте паспортные данные кислородного баллона.

Задание 2
Подготовьте две пластины 30х150мм, толщиной 6мм: разметка, рубка, правка, опиливание;
Задание 2
Подготовьте две пластины 30х150мм, толщиной 6мм: разметка, рубка, правка, опиливание;
Задание 3
Заполните таблицу, укажите цвет окраски и маркировки баллонов с защитными
Задание 3
Заполните таблицу, укажите цвет окраски и маркировки баллонов с защитными


БИЛЕТ 2
ЗАДАНИЕ1.
Расшифруйте паспортные данные пропанового баллона
БИЛЕТ 2
ЗАДАНИЕ1.
Расшифруйте паспортные данные пропанового баллона

Баллон пропановый 50л. Технические характеристики:
• объем, л 50;
• рабочее давление, МПа 1,6;
•
Баллон пропановый 50л. Технические характеристики: • объем, л 50; • рабочее давление, МПа 1,6; •

Задание 2
Подготовьте две пластины 30х150 мм, толщиной 6мм: разметка, рубка, правка,
Задание 2
Подготовьте две пластины 30х150 мм, толщиной 6мм: разметка, рубка, правка,

Задание 3
Заполните таблицу, укажите цвет окраски и маркировки баллонов с защитными
Задание 3
Заполните таблицу, укажите цвет окраски и маркировки баллонов с защитными

Баллоны для гелия соответствуют требованиям ГОСТ 949-73. В настоящее время наиболее распространены обычные
Баллоны для гелия соответствуют требованиям ГОСТ 949-73. В настоящее время наиболее распространены обычные

БИЛЕТ3
Задание 1
Рукава для газовой сварки. Свойства и классификация.
БИЛЕТ3
Задание 1
Рукава для газовой сварки. Свойства и классификация.
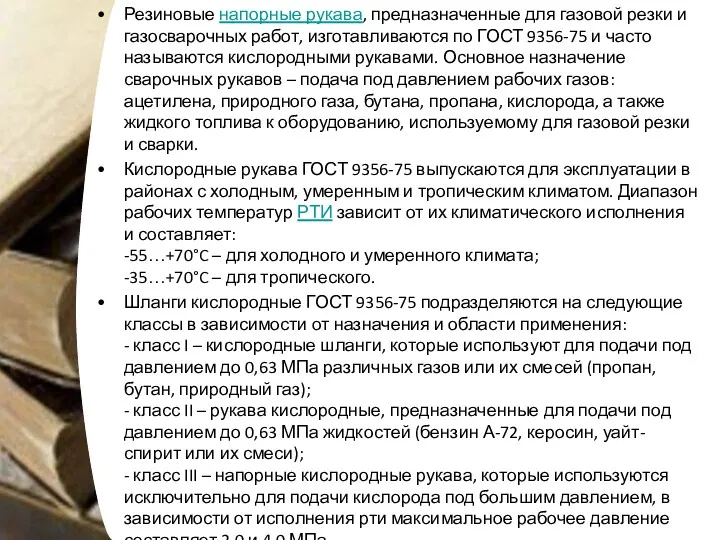
Резиновые напорные рукава, предназначенные для газовой резки и газосварочных работ, изготавливаются по
Резиновые напорные рукава, предназначенные для газовой резки и газосварочных работ, изготавливаются по

Конструктивные особенности
Кислородные рукава ГОСТ 9356-75 имеют многослойную конструкцию. Внутренний и наружный
Конструктивные особенности
Кислородные рукава ГОСТ 9356-75 имеют многослойную конструкцию. Внутренний и наружный
Задание 2
Подготовьте две пластины 30х150 мм, толщиной 6мм: разметка, рубка, правка,
Задание 2
Подготовьте две пластины 30х150 мм, толщиной 6мм: разметка, рубка, правка,

Задание 3
Правила Т.Б. при работе с баллонами с кислородом и горючими
Задание 3
Правила Т.Б. при работе с баллонами с кислородом и горючими
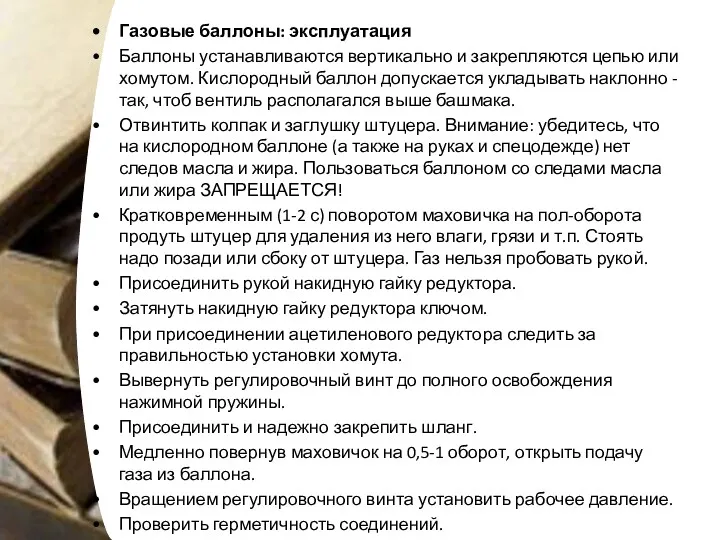
Газовые баллоны: эксплуатация
Баллоны устанавливаются вертикально и закрепляются цепью или хомутом. Кислородный
Газовые баллоны: эксплуатация
Баллоны устанавливаются вертикально и закрепляются цепью или хомутом. Кислородный
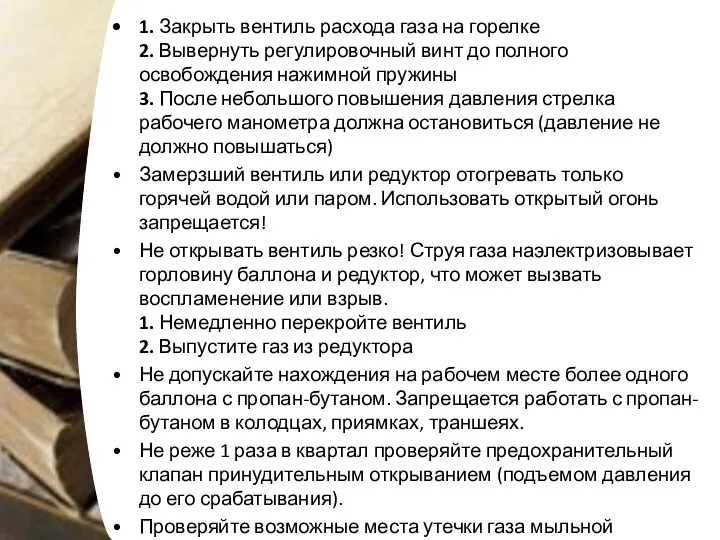
1. Закрыть вентиль расхода газа на горелке
2. Вывернуть регулировочный винт до
1. Закрыть вентиль расхода газа на горелке 2. Вывернуть регулировочный винт до
Перерывы в работе и ее окончание:
При кратковременных перерывах в работе закрывать
Перерывы в работе и ее окончание:
При кратковременных перерывах в работе закрывать

Задание 1
Выполните продувку вентиля кислородного баллона и присоедините редуктор к вентилю
Задание 1
Выполните продувку вентиля кислородного баллона и присоедините редуктор к вентилю
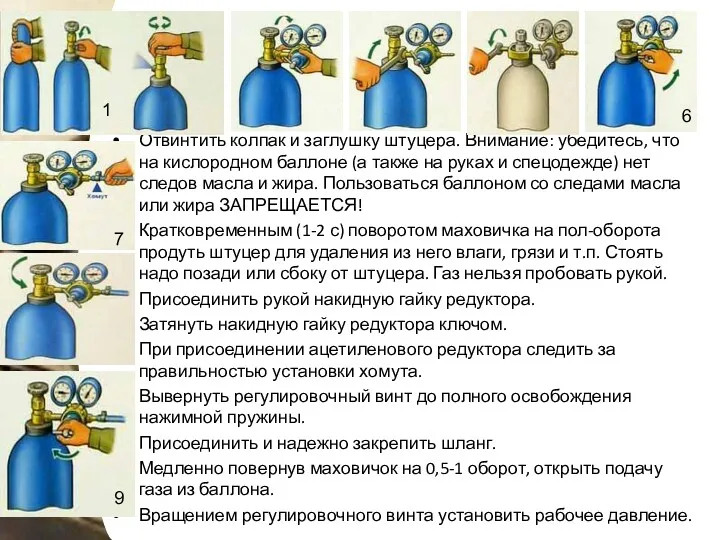
Отвинтить колпак и заглушку штуцера. Внимание: убедитесь, что на кислородном баллоне
Отвинтить колпак и заглушку штуцера. Внимание: убедитесь, что на кислородном баллоне

Задание 2
Подготовьте две пластины 30х150 мм, толщиной 6мм: разметка, рубка, правка,
Задание 2
Подготовьте две пластины 30х150 мм, толщиной 6мм: разметка, рубка, правка,

Задание 3
Принцип работы кислородного редуктора
Задание 3
Принцип работы кислородного редуктора

кислородный редуктор обратного действия, как более компактный и простой по конструкции.
кислородный редуктор обратного действия, как более компактный и простой по конструкции.
Упругость пружины камеры низкого давления регулируется винтом, соответственно регулируя степень открытости
Упругость пружины камеры низкого давления регулируется винтом, соответственно регулируя степень открытости

При расходе кислорода больше его поступления, то давление в рабочей камере
При расходе кислорода больше его поступления, то давление в рабочей камере

На кислородном редукторе установлены два манометра: высокого и низкого давления. Манометрия
На кислородном редукторе установлены два манометра: высокого и низкого давления. Манометрия

БИЛЕТ5
Задание 1
Заполните таблицу, определите характеристику пропанового баллона
БИЛЕТ5
Задание 1
Заполните таблицу, определите характеристику пропанового баллона
Баллон пропановый 50л. Технические характеристики:
• объем, л 50;
• рабочее давление, МПа 1,6;
•
Баллон пропановый 50л. Технические характеристики: • объем, л 50; • рабочее давление, МПа 1,6; •

Задание 2
Подготовьте два уголка 40х40х4, длиной 200мм: подготовка кромок; выполните сборку
Задание 2
Подготовьте два уголка 40х40х4, длиной 200мм: подготовка кромок; выполните сборку

Задание 3
Классификация запорной арматуры для баллонов
1-
2-
3-
4-
Задание 3
Классификация запорной арматуры для баллонов
1-
2-
3-
4-
Вентиль на газовый баллон является совершенно особым представителем запорно-регулирующей арматуры. Ведь
Вентиль на газовый баллон является совершенно особым представителем запорно-регулирующей арматуры. Ведь

Кислородный:
1. Маховичок
2. Заглушка штуцера
3. Резьба правая
4. откр.
5. закр.
Ацетиленовый:
Шпиндель вращать только специальным
Кислородный:
1. Маховичок
2. Заглушка штуцера
3. Резьба правая
4. откр.
5. закр.
Ацетиленовый: Шпиндель вращать только специальным

типовой вентиль на газовый баллон состоит из следующих узлов:
Корпуса вентиля –
типовой вентиль на газовый баллон состоит из следующих узлов:
Корпуса вентиля –
Схема эксплуатации вентиля очень проста: с бокового штуцера корпуса свинчивается заглушка
Схема эксплуатации вентиля очень проста: с бокового штуцера корпуса свинчивается заглушка

БИЛЕТ 6
Задание 1
Присоедините рукав к редуктору кислородного баллона, установите рабочее давление
БИЛЕТ 6
Задание 1
Присоедините рукав к редуктору кислородного баллона, установите рабочее давление
Рабочее давление кислорода должно устанавливаться при открытом запорном кислородном вентиле резака. Если
Рабочее давление кислорода должно устанавливаться при открытом запорном кислородном вентиле резака. Если

Рабочее давление кислорода при сварке должно находиться в пределах от 0 2
Рабочее давление кислорода при сварке должно находиться в пределах от 0 2

Рабочие давления кислорода и ацетилена устанавливают в соответствии с эксплуатационной характеристикой. Зажигание
Рабочие давления кислорода и ацетилена устанавливают в соответствии с эксплуатационной характеристикой. Зажигание
Рабочее давление кислорода - 200 - 150 кПа, перепад давления в клапане
Рабочее давление кислорода - 200 - 150 кПа, перепад давления в клапане
При установлении давления и дальнейшей работе ацетиленового редуктора следует помнить, что
При установлении давления и дальнейшей работе ацетиленового редуктора следует помнить, что

При более длительных перерывах в работе ( на 1 - 2
При более длительных перерывах в работе ( на 1 - 2

Задание 2
Подготовьте два уголка 40х40х4, длиной 200мм: разметка, правка, подготовка кромок;
Задание 2
Подготовьте два уголка 40х40х4, длиной 200мм: разметка, правка, подготовка кромок;

Задание 3
По каким признакам классифицируются кислородные баллоны
Задание 3
По каким признакам классифицируются кислородные баллоны
Материал, из которого изготовлен баллон. Сегодня практикуется изготовление кислородных баллонов из
Материал, из которого изготовлен баллон. Сегодня практикуется изготовление кислородных баллонов из
По емкости кислородные баллоны делят на следующие категории — малого объема (до
По емкости кислородные баллоны делят на следующие категории — малого объема (до

Изготовление стальных кислородных баллонов
Производство кислородных баллонов осуществляется из цельнотянутых стальных труб
Изготовление стальных кислородных баллонов
Производство кислородных баллонов осуществляется из цельнотянутых стальных труб

Окраска и маркировка баллонов
Согласно «Требований по эксплуатации сосудов, работающих под давлением»
Окраска и маркировка баллонов
Согласно «Требований по эксплуатации сосудов, работающих под давлением»
Осторожно! Выбирая баллон, в первую очередь обращайте внимание на дату последней
Осторожно! Выбирая баллон, в первую очередь обращайте внимание на дату последней

Помните, кислородный баллон — сосуд, работающий под высоким давлением, любое нарушение
Помните, кислородный баллон — сосуд, работающий под высоким давлением, любое нарушение

БИЛЕТ 7
Задание 1
Присоедините рукав к редуктору ацетиленового баллона, установите рабочее давление
БИЛЕТ 7
Задание 1
Присоедините рукав к редуктору ацетиленового баллона, установите рабочее давление
Задание 2
Подготовьте уголок 40х40х4, длиной 200мм, пластину 100х200мм, длиной 200мм: разметка,
Задание 2
Подготовьте уголок 40х40х4, длиной 200мм, пластину 100х200мм, длиной 200мм: разметка,
Задание 3
Для газовой сварки кислород поставляют в цельнотянутых баллонах, изготовленных из
Задание 3
Для газовой сварки кислород поставляют в цельнотянутых баллонах, изготовленных из

БИЛЕТ 8
Задание 1
Присоедините рукав к редуктору пропанового баллона, установите рабочее давление
БИЛЕТ 8
Задание 1
Присоедините рукав к редуктору пропанового баллона, установите рабочее давление

Задание 2
Подготовьте две трубы диаметром 100мм, длиной 50мм, толщиной стенки 3мм:
Задание 2
Подготовьте две трубы диаметром 100мм, длиной 50мм, толщиной стенки 3мм:
Задание 3
По рисунку опишите принцип работы редуктора
Задание 3
По рисунку опишите принцип работы редуктора

БИЛЕТ 9
Задание 1
По рисунку опишите принцип работы редуктора
БИЛЕТ 9
Задание 1
По рисунку опишите принцип работы редуктора
Задание 2
Подготовьте две трубы диаметром 40мм, длиной 100мм, толщиной стенки 4
Задание 2
Подготовьте две трубы диаметром 40мм, длиной 100мм, толщиной стенки 4
Задание 3
Определите и запишите цвет редуктора:
а-
б-
в-
Задание 3
Определите и запишите цвет редуктора:
а-
б-
в-
БИЛЕТ10
Задание 1
Присоедините рукав к редуктору баллона с инертным газом, установите
БИЛЕТ10
Задание 1
Присоедините рукав к редуктору баллона с инертным газом, установите
Корпус баллонов (двуокись углерода) окрашивается эмалевой краской черного цвета.
Баллоны для углекислоты
Корпус баллонов (двуокись углерода) окрашивается эмалевой краской черного цвета.
Баллоны для углекислоты

Масса колпака металлического – 1,8 кг; кольца – 0,3 кг; башмака
Масса колпака металлического – 1,8 кг; кольца – 0,3 кг; башмака
– количество ниток с полным профилем должно быть не менее 8.
–
– количество ниток с полным профилем должно быть не менее 8. –
Сферы применения:
В промышленности. Баллон углекислотный используется при полуавтоматической сварке для формирования
Сферы применения:
В промышленности. Баллон углекислотный используется при полуавтоматической сварке для формирования
Баллон с углекислым газом нельзя ронять или нагревать. Помимо баллонов, углекислый
Баллон с углекислым газом нельзя ронять или нагревать. Помимо баллонов, углекислый

Задание 2
Подготовьте две заготовки диаметром 8 мм, длиной 300 мм: разметка,
Задание 2
Подготовьте две заготовки диаметром 8 мм, длиной 300 мм: разметка,

Задание 3
Составьте технологическую карту плоскостной разметки детали указанной
на рисунке. Обоснуйте выбор
Задание 3
Составьте технологическую карту плоскостной разметки детали указанной
на рисунке. Обоснуйте выбор

Плоскостную разметку применяют при обработке листового материала и профильного проката, а
Плоскостную разметку применяют при обработке листового материала и профильного проката, а

Для разметки, измерения и проверки правильности изготовления изделий применяют следующие инструменты:
Для разметки, измерения и проверки правильности изготовления изделий применяют следующие инструменты:

Кернеры служат для нанесения центров окружностей и отверстий на размечаемых поверхностях.
Кернеры служат для нанесения центров окружностей и отверстий на размечаемых поверхностях.
транспортир стальной с угломером используют для разметки и проверки углов при
транспортир стальной с угломером используют для разметки и проверки углов при
Разметочные плиты устанавливают на специальных подставках и тумбах с ящиками для
Разметочные плиты устанавливают на специальных подставках и тумбах с ящиками для

На заготовку или материал накладывают шаблон и плотно прижимают его, чтобы
На заготовку или материал накладывают шаблон и плотно прижимают его, чтобы
БИЛЕТ 11
Задание 1
Выполните продувку вентиля кислородного баллона и присоедините редуктор к
БИЛЕТ 11
Задание 1
Выполните продувку вентиля кислородного баллона и присоедините редуктор к

Задание 2
Подготовьте две трубы диаметром 40мм, длиной 100мм, толщиной стенки 4
Задание 2
Подготовьте две трубы диаметром 40мм, длиной 100мм, толщиной стенки 4

Задание 3
Проведите сравнительный анализ конструктивных особенностей и назначения предохранительных затворов с
Задание 3
Проведите сравнительный анализ конструктивных особенностей и назначения предохранительных затворов с
Жидкостные предохранительные затворы при соблюдении правил эксплуатации обеспечивают надежное предохранение генераторов и
Жидкостные предохранительные затворы при соблюдении правил эксплуатации обеспечивают надежное предохранение генераторов и
3) в холодное время года возможно замерзание воды как в самом
3) в холодное время года возможно замерзание воды как в самом
Сухие затворы. В ряде случаев применяют сухие предохранительные затворы, которые разделяются на
Сухие затворы. В ряде случаев применяют сухие предохранительные затворы, которые разделяются на

Сухой предохранительный затвор второй группы состоит из корпуса, в котором при
Сухой предохранительный затвор второй группы состоит из корпуса, в котором при

В нижнюю крышку 8 впаян штуцер 10. внутри которого помещен обратный
В нижнюю крышку 8 впаян штуцер 10. внутри которого помещен обратный
Эксплуатация сухих затворов допускается только при температуре окружающего воздуха выше 0°
Эксплуатация сухих затворов допускается только при температуре окружающего воздуха выше 0°

БИЛЕТ 12
Задание 1.
Спрогнозируйте влияние типа разделки кромок свариваемых деталей указанных на
БИЛЕТ 12
Задание 1.
Спрогнозируйте влияние типа разделки кромок свариваемых деталей указанных на
При стыковом шве в верхнем диапазоне толщины листа должна быть проведена
При стыковом шве в верхнем диапазоне толщины листа должна быть проведена

чем при V-образных, Y- образных, X-образных и двойных Y-образных швах. У
чем при V-образных, Y- образных, X-образных и двойных Y-образных швах. У

ПОДГОТОВКА КРОМОК СВАРНЫХ СОЕДИНЕНИЙ
Разделка сварных кромок у нелегированных и низколегированных сталей
ПОДГОТОВКА КРОМОК СВАРНЫХ СОЕДИНЕНИЙ
Разделка сварных кромок у нелегированных и низколегированных сталей
Задание 2
Подготовьте четыре заготовки диаметром 6мм, длиной 100 мм: разметка, резка,
Задание 2
Подготовьте четыре заготовки диаметром 6мм, длиной 100 мм: разметка, резка,

Задание 3
Проведите сравнительный анализ использования ацетиленового генератора и баллона с ацетиленом
Задание 3
Проведите сравнительный анализ использования ацетиленового генератора и баллона с ацетиленом
Ацетиленовый генератор — аппарат, предназначенный для получения ацетилена при взаимодействии карбида
Ацетиленовый генератор — аппарат, предназначенный для получения ацетилена при взаимодействии карбида
2) по производительности — выпускаются генераторы производительностью от 0,3 до 1000
2) по производительности — выпускаются генераторы производительностью от 0,3 до 1000
В генераторах с системой «карбид в воду» (марки: ГПР-65; ГРК -
В генераторах с системой «карбид в воду» (марки: ГПР-65; ГРК -

БИЛЕТ 13
Задание 1
Опишите правила эксплуатации газовых горелок с указанием этапов работы
БИЛЕТ 13
Задание 1
Опишите правила эксплуатации газовых горелок с указанием этапов работы


Задание 2
Подготовьте две трубы диаметром 40мм, длиной 100мм, толщиной стенки 4
Задание 2
Подготовьте две трубы диаметром 40мм, длиной 100мм, толщиной стенки 4

Задание 3
Проведите сравнительный анализ конструктивных особенностей газовых баллонов, вентилей и их
Задание 3
Проведите сравнительный анализ конструктивных особенностей газовых баллонов, вентилей и их

БИЛЕТ 14
Задание 1
Выполните продувку вентиля кислородного баллона и присоединить редуктор к
БИЛЕТ 14
Задание 1
Выполните продувку вентиля кислородного баллона и присоединить редуктор к

Задание 2
Подготовьте две трубы диаметром 40мм, длиной 100мм, толщиной стенки 4
Задание 2
Подготовьте две трубы диаметром 40мм, длиной 100мм, толщиной стенки 4

Задание 3
Для изготовления сварной конструкции указанной на рисунке, необходимо подготовить заготовки.
Задание 3
Для изготовления сварной конструкции указанной на рисунке, необходимо подготовить заготовки.

Разметку следует производить с помощью рулеток, соответствующих точности второго класса по
Разметку следует производить с помощью рулеток, соответствующих точности второго класса по
Радиус кривизны ρ деталей в расчетных элементах при правке и гибке
Радиус кривизны ρ деталей в расчетных элементах при правке и гибке

Обработка деталей из стали классов до С46/33 включительно в горячем состоянии
Обработка деталей из стали классов до С46/33 включительно в горячем состоянии
При гибке деталей из углеродистой стали на кромкогибочных прессах внутренние радиусы
При гибке деталей из углеродистой стали на кромкогибочных прессах внутренние радиусы

Оборудование
Вальцеправильный станок
Листогибочный станок
Источник питания
Инструменты
Чертилка
Метр
Тиски
Уголок
Молоток
Наковальня
Технологический процесс
Правка металла на станке или на
Оборудование
Вальцеправильный станок
Листогибочный станок
Источник питания
Инструменты
Чертилка
Метр
Тиски
Уголок
Молоток
Наковальня
Технологический процесс
Правка металла на станке или на
Сила удара зависит от степени искривления и толщины материала. При большом
Сила удара зависит от степени искривления и толщины материала. При большом

2.При разметке заготовки, на которой нельзя оставлять риски, пользуются латунной чертилкой:
2.При разметке заготовки, на которой нельзя оставлять риски, пользуются латунной чертилкой:
3.Для измерения углов деталей предназначен угломер Он представляет собой полудиск с измерительной шкалой,
3.Для измерения углов деталей предназначен угломер Он представляет собой полудиск с измерительной шкалой,
Выполняя гибку заготовки, важно правильно определить ее размеры. Расчет длины заготовки
Выполняя гибку заготовки, важно правильно определить ее размеры. Расчет длины заготовки
Для измерения величины зазора в слесарных работах используется щуп – набор
Для измерения величины зазора в слесарных работах используется щуп – набор

Прихватку длинных листовых соединений втавр начинают с середины соединения. Когда первая
Прихватку длинных листовых соединений втавр начинают с середины соединения. Когда первая

Сварочный ток при прихватке должен быть на 20—30 % больше сварочного
Сварочный ток при прихватке должен быть на 20—30 % больше сварочного

БИЛЕТ 15
Задание 1
Необходимо выполнить гибку труб диаметром до 40 мм. Проведите
БИЛЕТ 15
Задание 1
Необходимо выполнить гибку труб диаметром до 40 мм. Проведите

Задание 2
Подготовьте два уголка 40х40х4, длиной 200мм: подготовка кромок; выполните сборку
Задание 2
Подготовьте два уголка 40х40х4, длиной 200мм: подготовка кромок; выполните сборку

Задание 3
Необходимо выполнить сборку под сварку конструкции указанной на рисунке. Составьте
Задание 3
Необходимо выполнить сборку под сварку конструкции указанной на рисунке. Составьте

БИЛЕТ 16
Задание 1
Составьте процесс подготовки деталей к сборке под сварку конструкции
БИЛЕТ 16
Задание 1
Составьте процесс подготовки деталей к сборке под сварку конструкции

Задание 2
Подготовьте два уголка 40х40х4, длиной 200мм: разметка, правка, подготовка кромок;
Задание 2
Подготовьте два уголка 40х40х4, длиной 200мм: разметка, правка, подготовка кромок;

Задание 3
Необходимо провести гибку трубы в нагретом состоянии. Опишите технологическую последовательность
Задание 3
Необходимо провести гибку трубы в нагретом состоянии. Опишите технологическую последовательность
БИЛЕТ 17
Задание 1
Необходимо вскрыть барабан с карбидом кальция. Проведите сравнительный анализ
БИЛЕТ 17
Задание 1
Необходимо вскрыть барабан с карбидом кальция. Проведите сравнительный анализ
Задание 2
Подготовьте уголок 40х40х4, длиной 200мм, пластину 100х200мм, длиной 200мм: разметка,
Задание 2
Подготовьте уголок 40х40х4, длиной 200мм, пластину 100х200мм, длиной 200мм: разметка,
Задание 3
Составьте технологическую последовательность проверки газовой горелки перед работой с указанием
Задание 3
Составьте технологическую последовательность проверки газовой горелки перед работой с указанием
БИЛЕТ 18
Задание 1
Составьте технологическую последовательность резки уголков на отдельные заготовки с
БИЛЕТ 18
Задание 1
Составьте технологическую последовательность резки уголков на отдельные заготовки с
Задание 2
Подготовьте трубу длиной 200мм, пластину 100х200мм, длиной 200мм: разметка, правка,
Задание 2
Подготовьте трубу длиной 200мм, пластину 100х200мм, длиной 200мм: разметка, правка,
Задание 3
Составьте технологическую последовательность проверки газовой горелки перед работой на газонепроницаемость.
Задание 3
Составьте технологическую последовательность проверки газовой горелки перед работой на газонепроницаемость.

БИЛЕТ 19
Задание 1
Проведите сравнительный анализ последовательности наложения прихваток при сборке под
БИЛЕТ 19
Задание 1
Проведите сравнительный анализ последовательности наложения прихваток при сборке под
Задание 2
Подготовьте уголок 40х40х4, длиной 200мм, пластину 100х200мм, длиной 200мм: разметка,
Задание 2
Подготовьте уголок 40х40х4, длиной 200мм, пластину 100х200мм, длиной 200мм: разметка,

Задание 3
Опишите технику и приемы измерения штангенциркулем деталей указанных на рисунке.
Задание 3
Опишите технику и приемы измерения штангенциркулем деталей указанных на рисунке.

БИЛЕТ20
Задание 1
Необходимо выполнить резку листового металла. Проведите сравнительный анализ эффективности и
БИЛЕТ20
Задание 1
Необходимо выполнить резку листового металла. Проведите сравнительный анализ эффективности и
Задание 2
Подготовьте две трубы длиной 200мм: разметка, подготовка кромок; выполните сборку
Задание 2
Подготовьте две трубы длиной 200мм: разметка, подготовка кромок; выполните сборку
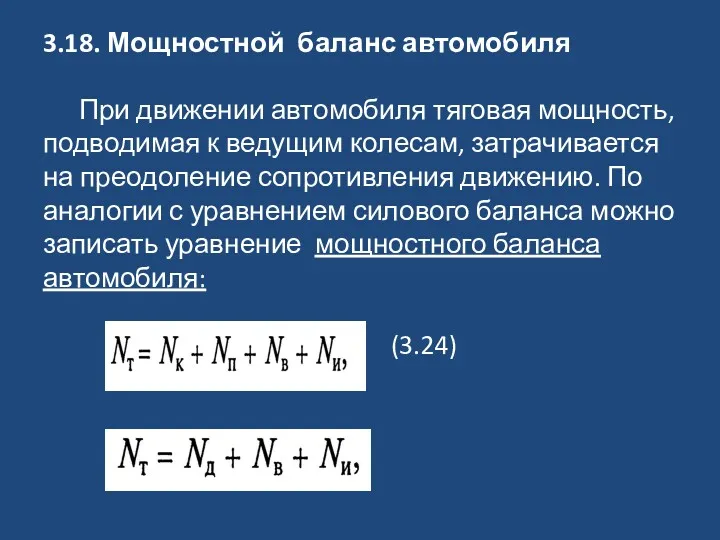 Мощностной баланс автомобиля
Мощностной баланс автомобиля Конденсаторы
Конденсаторы Визуальная, квантовая физика
Визуальная, квантовая физика Техническое обслуживание, диагностирование и ремонт газораспределительного механизма автомобиля
Техническое обслуживание, диагностирование и ремонт газораспределительного механизма автомобиля Электрооборудование автомобилей. Системы автоматического управления оборудованием автомобиля. (Урок 12)
Электрооборудование автомобилей. Системы автоматического управления оборудованием автомобиля. (Урок 12) Влияние предварительной деформации на эффект памяти формы в интерметаллиде TiNi
Влияние предварительной деформации на эффект памяти формы в интерметаллиде TiNi Отличия квантовой статистики от классической
Отличия квантовой статистики от классической Люмінесценція і її застосування. (Тема 1)
Люмінесценція і її застосування. (Тема 1) Конвекция. Ламинарный тепловой погранслой при вынужденном движении жидкости вдоль плоской поверхности. (Тема 2. Лекции 8,9)
Конвекция. Ламинарный тепловой погранслой при вынужденном движении жидкости вдоль плоской поверхности. (Тема 2. Лекции 8,9) Теплообмен излучением
Теплообмен излучением Основы молекулярно-кинетической теории
Основы молекулярно-кинетической теории Применение первого закона термодинамики к различным процессам
Применение первого закона термодинамики к различным процессам Проектная деятельность на уроках физики в 7 классе
Проектная деятельность на уроках физики в 7 классе Защита от ионизирующих излучений
Защита от ионизирующих излучений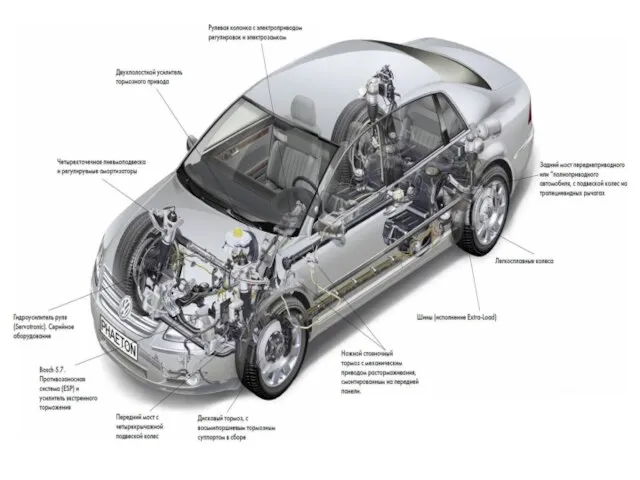 Ходовая автомобиля
Ходовая автомобиля Плотность вещества
Плотность вещества Подшипники качения
Подшипники качения Электронагревательные приборы. Из истории изобретения электрической лампы накаливания
Электронагревательные приборы. Из истории изобретения электрической лампы накаливания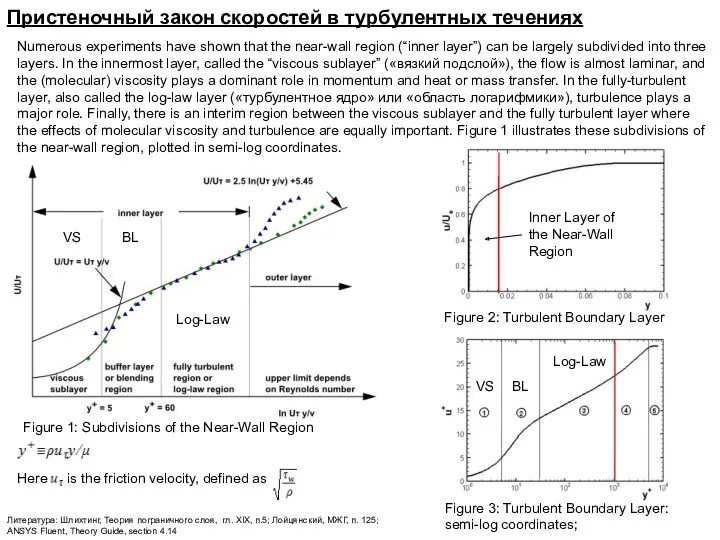 Пристеночный закон скоростей в турбулентных течениях
Пристеночный закон скоростей в турбулентных течениях Аэрогазодинамика. Плоские изоэнтропические течения газа (лекции 8, 9)
Аэрогазодинамика. Плоские изоэнтропические течения газа (лекции 8, 9) Опыт Резерфорда
Опыт Резерфорда Токарно-винторезный станок мод. 16К20
Токарно-винторезный станок мод. 16К20 Рулевое управление. Устройство автомобиля
Рулевое управление. Устройство автомобиля Прості механізми
Прості механізми Хроматография. (Лекция 4)
Хроматография. (Лекция 4) Реактивное движение
Реактивное движение Презентация к уроку в 7 классе по теме Масса тела.Измерение массы тела с помощью весов
Презентация к уроку в 7 классе по теме Масса тела.Измерение массы тела с помощью весов Реактивное движение. Ракеты
Реактивное движение. Ракеты