- Гибка металла

Содержание
- 2. Общие сведения Гибка – это способ обработки металла давлением, при котором заготовке или её части придаётся
- 3. Напряжения изгиба должны превышать предел упругости, а деформация заготовки должна быть пластической. Только в этом случае
- 4. Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных
- 5. Выполняя гибку заготовки важно правильно определить ее размеры. Расчет длины заготовки выполняют по чертежу с учетом
- 6. Минимально допустимые радиусы гибки листового металла
- 7. Основные приемы ручной гибки
- 8. Определяют длину заготовки 1 и добавляют припуск на обработку торца (а); Отрубают заготовку 1; Правят заготовку
- 9. Размечают заготовку 1 Вырубают, правят и опиливают в размер Загибают одну из полок, используя тиски 3
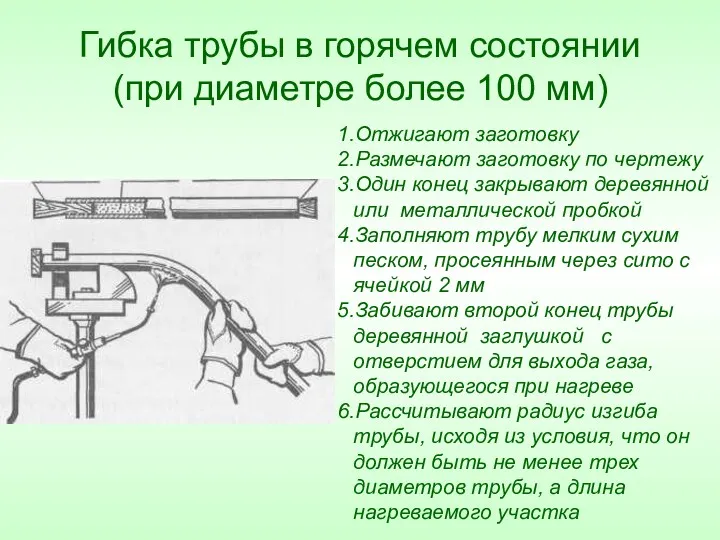
- 10. Гибка трубы в горячем состоянии (при диаметре более 100 мм) Отжигают заготовку Размечают заготовку по чертежу
- 11. где α – угол изгиба трубы°; d – наружный диаметр трубы, мм; этот участок обозначают мелом
- 12. Для каждого диаметра трубы устанавливается минимально допустимый радиус гибки, он должен быть не меньше трех диаметров
- 13. Гибка медных труб Отжигают трубу при температуре 600...700 °С Охлаждают в воде Наполняют трубу канифолью (при
- 14. Гибка латунных труб Отжигают трубу при температуре 600...700 °С Охлаждают на воздухе Наполняют трубу канифолью или
- 15. Гибка дюралюминиевых труб Отжигают при температуре 350...400 °С Охлаждают на воздухе Производят гибку труб
- 16. При гибке необходимо соблюдать следующие условия: тщательно следить за равномерностью вытягивания внешней стенки и посадки внутренней
- 17. Механизация гибки труб При массовом изготовлении деталей из труб наибольших диаметров применяют ручные трубогибочные приспособления и
- 18. Широко используют новые способы гибки труб. Гибка с растяжением заготовки заключается в том, что заготовку подвергают
- 19. При гибке труб с нагревом токами высокой частоты нагрев, гибка и охлаждение происходят непрерывно и последовательно
- 20. Развальцовка (вальцевание) труб Заключается в расширении (раскатывании) концов труб изнутри специальным инструментом (вальцовкой). Процесс развальцовки состоит
- 21. Станки для гибки листового металла
- 26. Дефекты. При гибке металла дефектами чаще всего являются косые загибы и механические повреждения обработанной поверхности как
- 27. Безопасность труда При гибке необходимо выполнять следующие требования безопасности: заготовку закреплять в тисках или других приспособлениях
- 29. Скачать презентацию
Общие сведения
Гибка – это способ обработки металла давлением, при котором
Общие сведения
Гибка – это способ обработки металла давлением, при котором
Напряжения изгиба должны превышать предел упругости, а деформация заготовки должна быть
Напряжения изгиба должны превышать предел упругости, а деформация заготовки должна быть
Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на
Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на
Выполняя гибку заготовки важно правильно определить ее размеры. Расчет длины заготовки
Выполняя гибку заготовки важно правильно определить ее размеры. Расчет длины заготовки

Минимально допустимые радиусы гибки листового металла
Минимально допустимые радиусы гибки листового металла

Основные приемы ручной гибки
Основные приемы ручной гибки
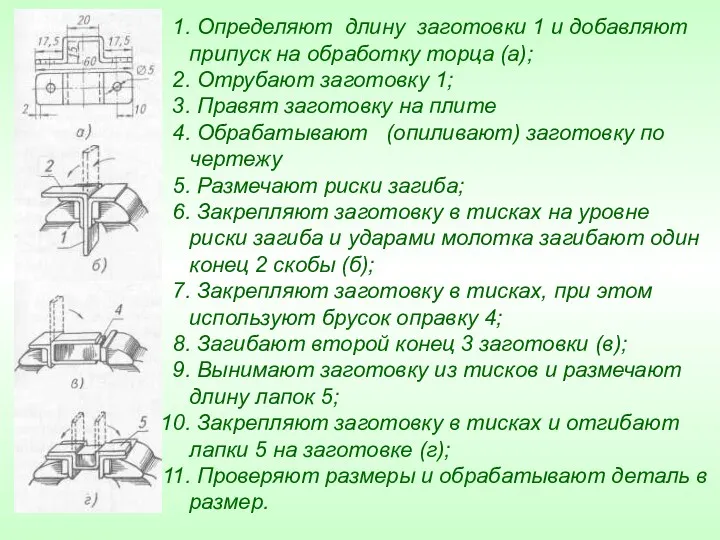
Определяют длину заготовки 1 и добавляют припуск на обработку торца
Определяют длину заготовки 1 и добавляют припуск на обработку торца
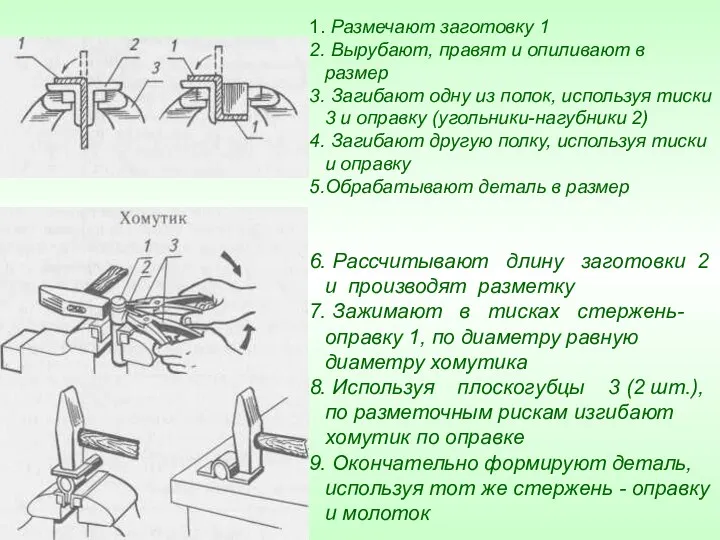
Размечают заготовку 1
Вырубают, правят и опиливают в размер
Загибают
Размечают заготовку 1
Вырубают, правят и опиливают в размер
Загибают
Гибка трубы в горячем состоянии (при диаметре более 100 мм)
Отжигают заготовку
Размечают
Гибка трубы в горячем состоянии (при диаметре более 100 мм)
Отжигают заготовку
Размечают
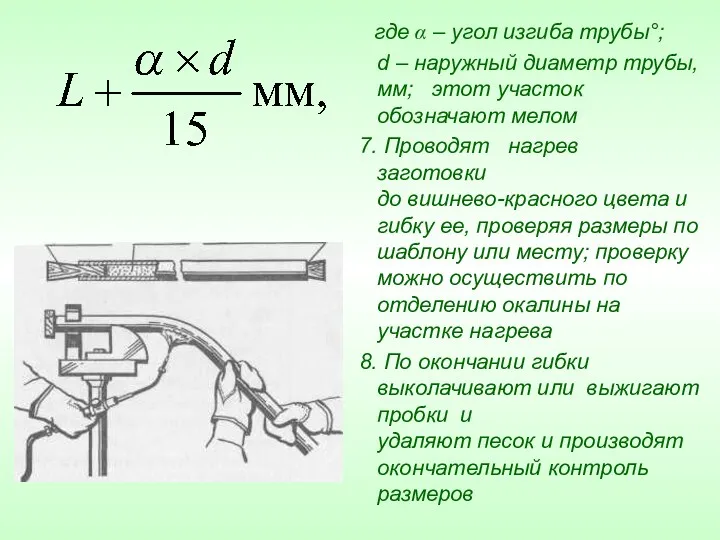
где α – угол изгиба трубы°;
d – наружный
где α – угол изгиба трубы°;
d – наружный
Для каждого диаметра трубы устанавливается минимально допустимый радиус гибки, он
Для каждого диаметра трубы устанавливается минимально допустимый радиус гибки, он
Гибка медных труб
Отжигают трубу при температуре 600...700 °С
Охлаждают в воде
Наполняют трубу
Гибка медных труб
Отжигают трубу при температуре 600...700 °С
Охлаждают в воде
Наполняют трубу
Гибка латунных труб
Отжигают трубу при температуре 600...700 °С
Охлаждают на воздухе
Наполняют трубу
Гибка латунных труб
Отжигают трубу при температуре 600...700 °С
Охлаждают на воздухе
Наполняют трубу
Гибка дюралюминиевых труб
Отжигают при температуре
350...400 °С
Охлаждают на воздухе
Производят гибку труб
Гибка дюралюминиевых труб
Отжигают при температуре
350...400 °С
Охлаждают на воздухе
Производят гибку труб
При гибке необходимо соблюдать следующие условия:
тщательно следить за равномерностью вытягивания внешней
При гибке необходимо соблюдать следующие условия:
тщательно следить за равномерностью вытягивания внешней
Механизация гибки труб
При массовом изготовлении деталей из труб наибольших диаметров
Механизация гибки труб
При массовом изготовлении деталей из труб наибольших диаметров
Широко используют новые способы гибки труб. Гибка с растяжением заготовки
Широко используют новые способы гибки труб. Гибка с растяжением заготовки
При гибке труб с нагревом токами высокой частоты нагрев, гибка
При гибке труб с нагревом токами высокой частоты нагрев, гибка
Развальцовка (вальцевание) труб
Заключается в расширении (раскатывании) концов труб изнутри специальным
Развальцовка (вальцевание) труб
Заключается в расширении (раскатывании) концов труб изнутри специальным

Станки для гибки листового металла
Станки для гибки листового металла




Дефекты.
При гибке металла дефектами чаще всего являются косые загибы и
Дефекты.
При гибке металла дефектами чаще всего являются косые загибы и
Безопасность труда
При гибке необходимо выполнять следующие требования безопасности:
заготовку закреплять
Безопасность труда
При гибке необходимо выполнять следующие требования безопасности:
заготовку закреплять
 Порядок расчета. Лекция 2
Порядок расчета. Лекция 2 Техническое обслуживание и ремонт системы охлаждения двигателя автомобиля ВАЗ-2114
Техническое обслуживание и ремонт системы охлаждения двигателя автомобиля ВАЗ-2114 Плотность вещества
Плотность вещества Утро космической эры
Утро космической эры Презентация по физике
Презентация по физике Неделя физики
Неделя физики Дисперсия света
Дисперсия света Прямолинейное равномерное движение
Прямолинейное равномерное движение Синтез ких фильтров методом окон
Синтез ких фильтров методом окон Динамический анализ механизма. Понятие о механическом КПД. Уравнение движения механизма
Динамический анализ механизма. Понятие о механическом КПД. Уравнение движения механизма Сообщающиеся сосуды
Сообщающиеся сосуды Атом, атомное ядро, атомная энергия
Атом, атомное ядро, атомная энергия Айнымалы ток
Айнымалы ток Общие сведения об измерениях. Классификация измерений
Общие сведения об измерениях. Классификация измерений Многодисковая муфта с фрикционными дисками
Многодисковая муфта с фрикционными дисками Научный метод исследования природы
Научный метод исследования природы Элементарные частицы
Элементарные частицы Деление атомных ядер. (Тема 2.7)
Деление атомных ядер. (Тема 2.7) Возникновение атомистической гипотезы строения вещества и ее экспериментальные доказательства. Идеальный газ
Возникновение атомистической гипотезы строения вещества и ее экспериментальные доказательства. Идеальный газ Дисперсия световых волн
Дисперсия световых волн Общее устройство трансмиссии
Общее устройство трансмиссии А.С. Попов – изобретатель радио
А.С. Попов – изобретатель радио Законы сохранения
Законы сохранения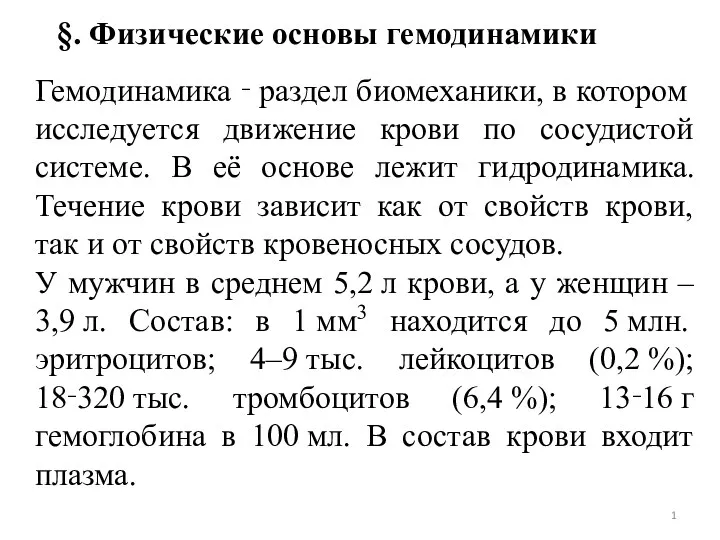 Физические основы гемодинамики
Физические основы гемодинамики Типы ядерных реакторов
Типы ядерных реакторов Реактивний рух
Реактивний рух Хромов_В_И_ПМ-101_радиация
Хромов_В_И_ПМ-101_радиация Проектно-исследовательская работа Определение плотности картофеля 2. Теория эксперимента
Проектно-исследовательская работа Определение плотности картофеля 2. Теория эксперимента