- Ионно- диффузионные методы ХТО

Содержание
- 2. . Вакуумное ионно-плазменное упрочнение. Методы ионно-плазменной обработки: Ионное распыление. Ионное легирование (имплантация). Ионное осаждение покрытий. Ионно-диффузионное
- 3. Вакуумное ионно-плазменное упрочнение Основано на воздействии на поверхность детали потоков частиц и квантов с высокой энергией.
- 4. Генерация: корпускулярного потока вещества возможна его испарением (сублимацией) и распылением. Испарение: переход конденсированной фазы в пар
- 5. Достоинством данных методов является возможность создания высокого уровня физико-механических свойств материалов в тонких поверхностных слоях, нанесение
- 6. С помощью методов вакуумной ионно-плазменной технологии можно выполнить: 1) модифицирование поверхностных слоев: ионно-диффузионное насыщение; (ионное азотирование,
- 7. Ионное распыление 1 – камера; 2 – подложкодержатель; 3 – детали (подложки); 4 – мишень; 5
- 8. Ионная цементация Установка ионной цементации ЭВТ 25 При ионной цементации в граничном слое создается высокий градиент
- 9. Ионно-плазменное азотирование (ИПА) – это разновидность химико-термической обработки деталей машин, инструмента, штамповой и литьевой оснастки, обеспечивающая
- 10. Микроструктуры сталей У8 и 20Х13 после ионно-плазменного азотирования
- 11. Кривые изменения механических свойств по толщине слоя для различных способов ХТО
- 12. . Ионное напыление
- 14. Скачать презентацию
.
Вакуумное ионно-плазменное упрочнение.
Методы ионно-плазменной обработки:
Ионное распыление.
Ионное легирование (имплантация).
Ионное осаждение покрытий.
Ионно-диффузионное
.
Вакуумное ионно-плазменное упрочнение.
Методы ионно-плазменной обработки:
Ионное распыление.
Ионное легирование (имплантация).
Ионное осаждение покрытий.
Ионно-диффузионное
Вакуумное ионно-плазменное упрочнение
Основано на воздействии на поверхность детали потоков частиц
Вакуумное ионно-плазменное упрочнение
Основано на воздействии на поверхность детали потоков частиц
Генерация: корпускулярного потока вещества возможна его испарением (сублимацией) и распылением.
Испарение:
Генерация: корпускулярного потока вещества возможна его испарением (сублимацией) и распылением.
Испарение:
Достоинством данных методов является возможность создания высокого уровня физико-механических свойств материалов
Достоинством данных методов является возможность создания высокого уровня физико-механических свойств материалов
С помощью методов вакуумной ионно-плазменной технологии можно выполнить:
1) модифицирование поверхностных слоев:
ионно-диффузионное
С помощью методов вакуумной ионно-плазменной технологии можно выполнить:
1) модифицирование поверхностных слоев:
ионно-диффузионное

Ионное распыление
1 – камера; 2 – подложкодержатель; 3 – детали
Ионное распыление
1 – камера; 2 – подложкодержатель; 3 – детали

Ионная цементация
Установка ионной цементации ЭВТ 25
При ионной цементации в граничном
Ионная цементация
Установка ионной цементации ЭВТ 25
При ионной цементации в граничном
Ионно-плазменное азотирование (ИПА) – это разновидность химико-термической обработки деталей машин, инструмента, штамповой
Ионно-плазменное азотирование (ИПА) – это разновидность химико-термической обработки деталей машин, инструмента, штамповой
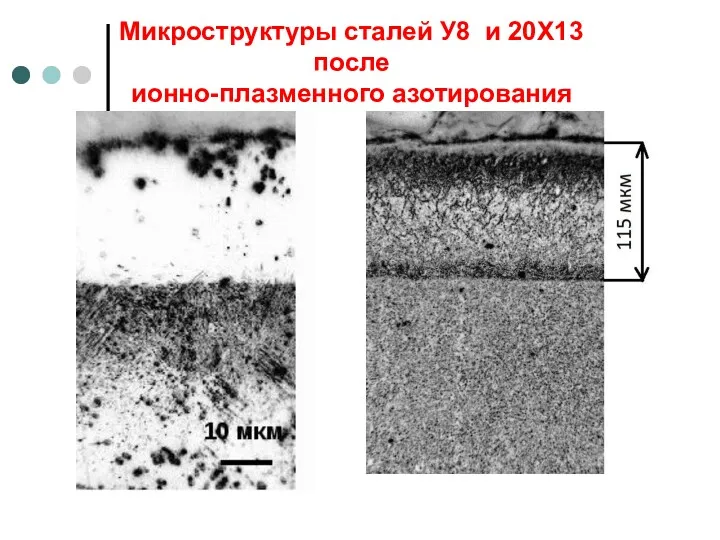
Микроструктуры сталей У8 и 20Х13 после
ионно-плазменного азотирования
Микроструктуры сталей У8 и 20Х13 после
ионно-плазменного азотирования
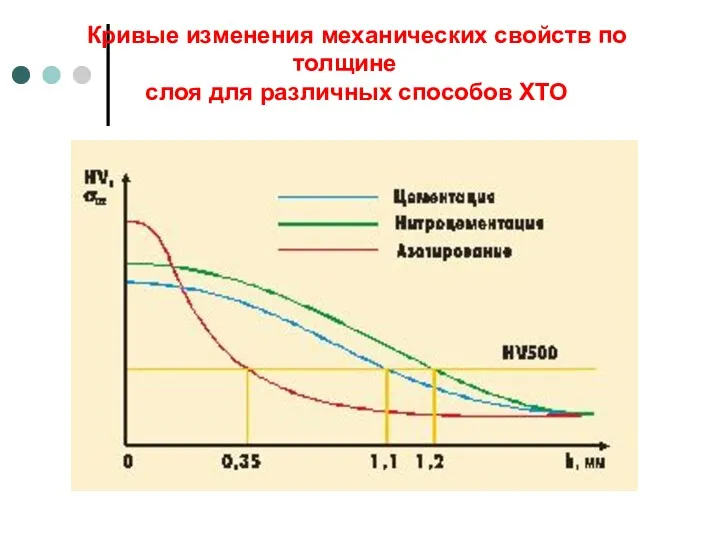
Кривые изменения механических свойств по толщине
слоя для различных способов ХТО
Кривые изменения механических свойств по толщине
слоя для различных способов ХТО

.
Ионное напыление
.
Ионное напыление
 Шпоночное и штифтовое соединения
Шпоночное и штифтовое соединения Кинематика. Равномерное движение
Кинематика. Равномерное движение Эксплуатация оборудования для ТО и ТР приборов бензиновых систем питания автомобилей (урок 18)
Эксплуатация оборудования для ТО и ТР приборов бензиновых систем питания автомобилей (урок 18) Раздел 1. Акустические преобразователи. Классификация
Раздел 1. Акустические преобразователи. Классификация Анализ, диагностика, техническое обслуживание и ремонт комплексной системы управления двигателем (КСАУ-Д) Lada Priora
Анализ, диагностика, техническое обслуживание и ремонт комплексной системы управления двигателем (КСАУ-Д) Lada Priora Презентация Вселенная
Презентация Вселенная Презентация к уроку физики в 7 классе на тему Измерение размеров малых тел
Презентация к уроку физики в 7 классе на тему Измерение размеров малых тел Уравнение неразрывности среды. Модель сплошной среды
Уравнение неразрывности среды. Модель сплошной среды Соединения деталей. Виды изделий. Резьбовые соединения
Соединения деталей. Виды изделий. Резьбовые соединения Проводниковые материалы и изделия
Проводниковые материалы и изделия Скорость света
Скорость света Леонардо Да Винчи и его технические изобретения
Леонардо Да Винчи и его технические изобретения Силы в природе
Силы в природе Оптические свойства квантоворазмерных гетероструктур
Оптические свойства квантоворазмерных гетероструктур Обобщающий урок-викторина по физике в 7 классе по теме Взаимодействие тел
Обобщающий урок-викторина по физике в 7 классе по теме Взаимодействие тел Система сходящихся сил
Система сходящихся сил Электромагнитная индукция
Электромагнитная индукция Молекулалы сәулелік эпитаксия
Молекулалы сәулелік эпитаксия Оптика и атомная физика
Оптика и атомная физика Техническое обслуживание и текущий ремонт кузовов
Техническое обслуживание и текущий ремонт кузовов Электронный парамагнитный резонанс
Электронный парамагнитный резонанс Толық ішкі шағылу. Сынақ
Толық ішкі шағылу. Сынақ Спектрально-люминесцентные свойства кристаллов стабилизированного диоксида циркония, активированных ионами
Спектрально-люминесцентные свойства кристаллов стабилизированного диоксида циркония, активированных ионами Закон Архимеда. Архимед (287 - 212 до н.э.)
Закон Архимеда. Архимед (287 - 212 до н.э.) Паровая машина
Паровая машина Инструментальные методы качественного анализа неорганических веществ
Инструментальные методы качественного анализа неорганических веществ Поступательное и вращательное движения твердого тела
Поступательное и вращательное движения твердого тела Разработка урока по физике Параллельное соединение проводников
Разработка урока по физике Параллельное соединение проводников