- Корпусные детали, смазочные и уплотняющие устройства

Содержание
- 2. Определение: Корпус (от латинского corpus – тело, сущность, единое целое) − деталь или группа сочленённых деталей,
- 3. Классификация корпусных деталей: 1) По степени конструктивной сложности − 1.1) простые, не имеющие внутренних перегородок, рёбер
- 4. Серый чугун (СЧ15, СЧ20) один из самых дешёвых и распространённых материалов для корпусных деталей. Из чугуна
- 5. Толщину стенки корпуса, которую возможно получить литьём в землю, удобно вычислять по эмпирическому выражению в котором
- 6. Литой корпус должен удовлетворять конструктивным и технологическим требованиям. Требования к литым деталям: поверхности, расположенные по направлению
- 7. Основными критериями работоспособности корпусных деталей являются прочность, жёсткость и долговечность. Нагрузки, действующие на корпусные детали, обычно
- 8. Смазка механизмов и смазочные устройства. Определение: Смазыванием называют подведение смазывающего материала к поверхностям трения механизма с
- 9. Подачу смазывающего агента к поверхностям трения обеспечивают смазочные устройства. Маслёнки (рис. 15.1) − Простейшие устройства для
- 10. Для обеспечения постоянного смазывания зубчатых, червячных и цепных передач наибольшее распространение получила картерная смазка окунанием. При
- 11. Уплотняющие устройства. В местах соединения корпусных деталей, в местах входа и выхода валов в корпус механизма
- 12. Рис. 15.2. уплотнения валов: а) – сальник; б ) – металлические кольца; в) – манжетное; г)
- 13. Рис. 15.3. Конструкция резиновой армированной манжеты: 1 – браслетная пружина; 2 – тело манжеты; 3 –
- 14. Бесконтактные уплотнения можно разделить на 3 основных группы: 1) уплотнения сопротивления (резистивные); 2) инерционные уплотнения; 3)
- 15. К инерционным уплотнениям можно отнести маслоотбрасывающие кольца и диски, устанавливаемые на валах рядом с подшипниковыми гнёздами.
- 16. Наличие зазора в бесконтактных уплотнениях не обеспечивает их герметичности при неработающем механизме, однако в процессе работы
- 18. Скачать презентацию
Определение:
Корпус (от латинского corpus – тело, сущность, единое целое) − деталь
Определение:
Корпус (от латинского corpus – тело, сущность, единое целое) − деталь
Классификация корпусных деталей:
1) По степени конструктивной сложности −
1.1) простые, не
Классификация корпусных деталей:
1) По степени конструктивной сложности −
1.1) простые, не
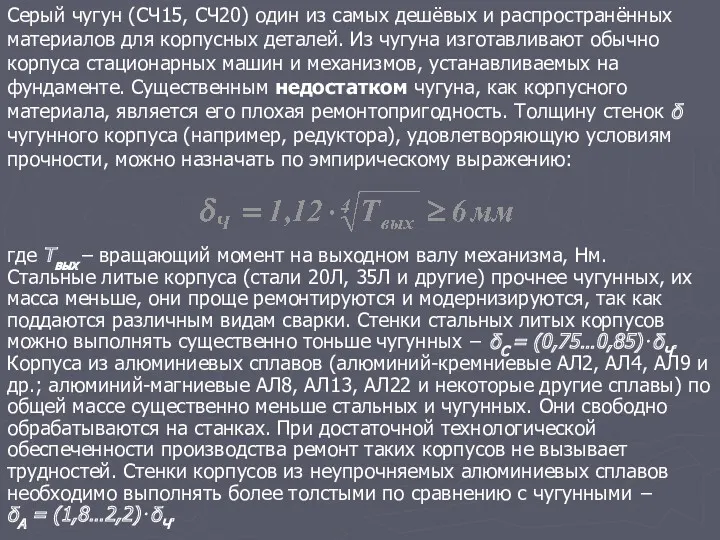
Серый чугун (СЧ15, СЧ20) один из самых дешёвых и распространённых материалов
Серый чугун (СЧ15, СЧ20) один из самых дешёвых и распространённых материалов
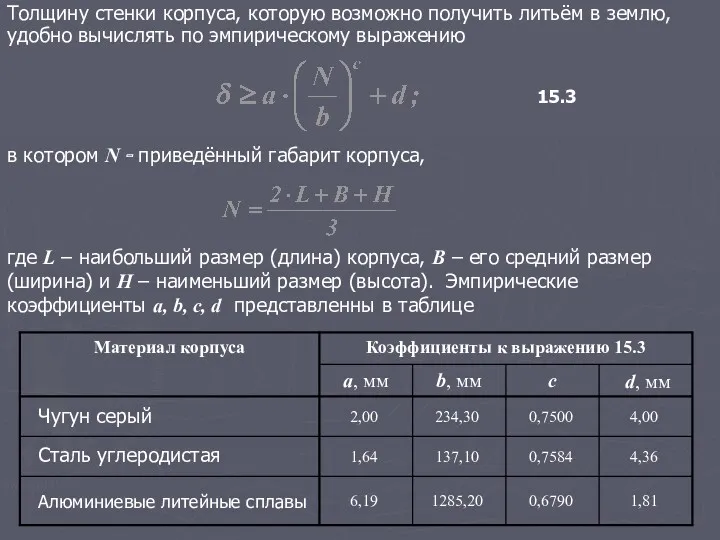
Толщину стенки корпуса, которую возможно получить литьём в землю, удобно вычислять
Толщину стенки корпуса, которую возможно получить литьём в землю, удобно вычислять
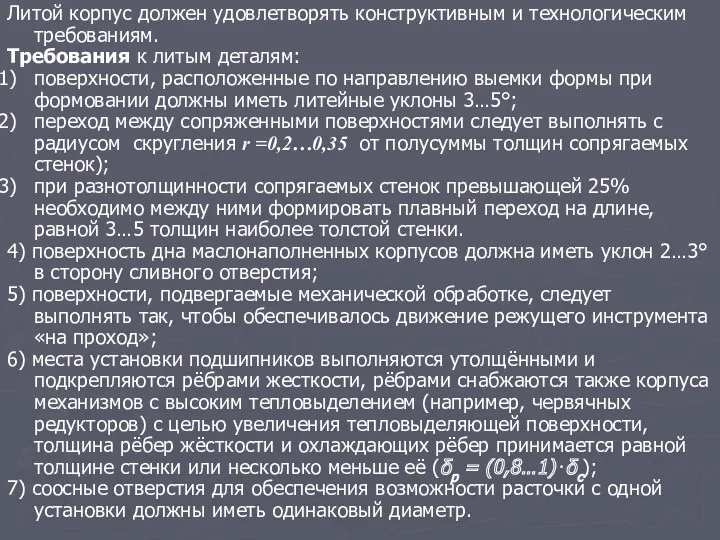
Литой корпус должен удовлетворять конструктивным и технологическим требованиям.
Требования к литым
Литой корпус должен удовлетворять конструктивным и технологическим требованиям.
Требования к литым
Основными критериями работоспособности корпусных деталей являются прочность, жёсткость и долговечность.
Нагрузки, действующие
Основными критериями работоспособности корпусных деталей являются прочность, жёсткость и долговечность.
Нагрузки, действующие
Смазка механизмов и смазочные устройства.
Определение:
Смазыванием называют подведение смазывающего материала к
Смазка механизмов и смазочные устройства.
Определение:
Смазыванием называют подведение смазывающего материала к
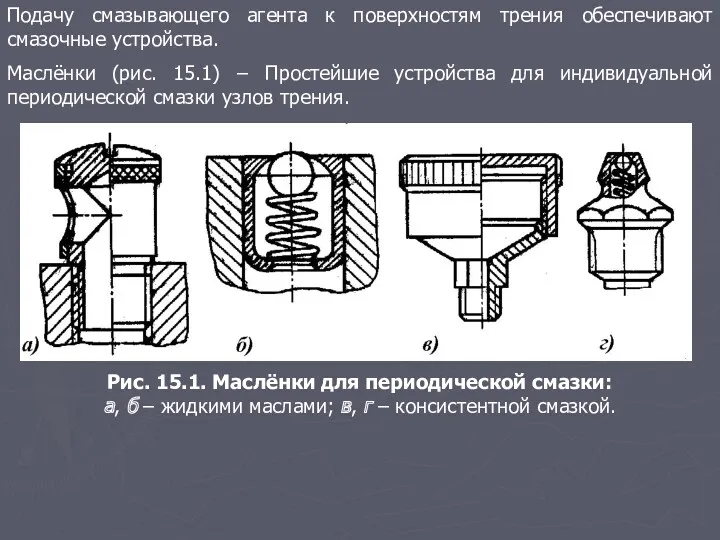
Подачу смазывающего агента к поверхностям трения обеспечивают смазочные устройства.
Маслёнки (рис.
Подачу смазывающего агента к поверхностям трения обеспечивают смазочные устройства.
Маслёнки (рис.
Для обеспечения постоянного смазывания зубчатых, червячных и цепных передач наибольшее распространение
Для обеспечения постоянного смазывания зубчатых, червячных и цепных передач наибольшее распространение
Уплотняющие устройства.
В местах соединения корпусных деталей, в местах входа и
Уплотняющие устройства.
В местах соединения корпусных деталей, в местах входа и
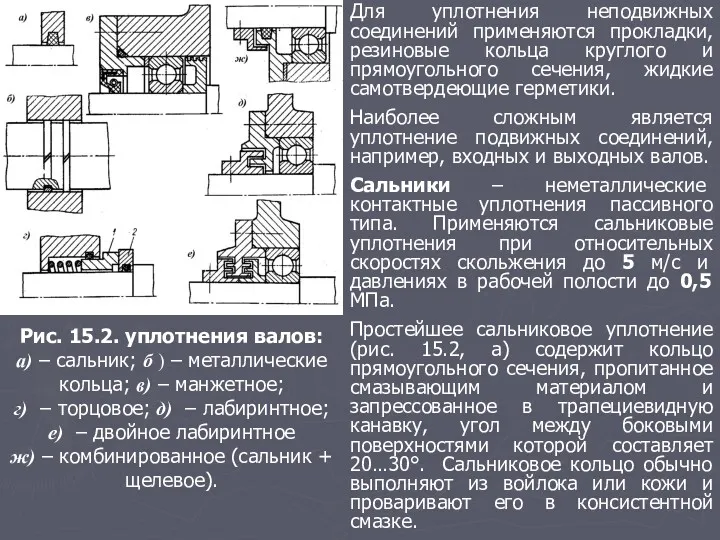
Рис. 15.2. уплотнения валов:
а) – сальник; б ) – металлические кольца;
Рис. 15.2. уплотнения валов: а) – сальник; б ) – металлические кольца;
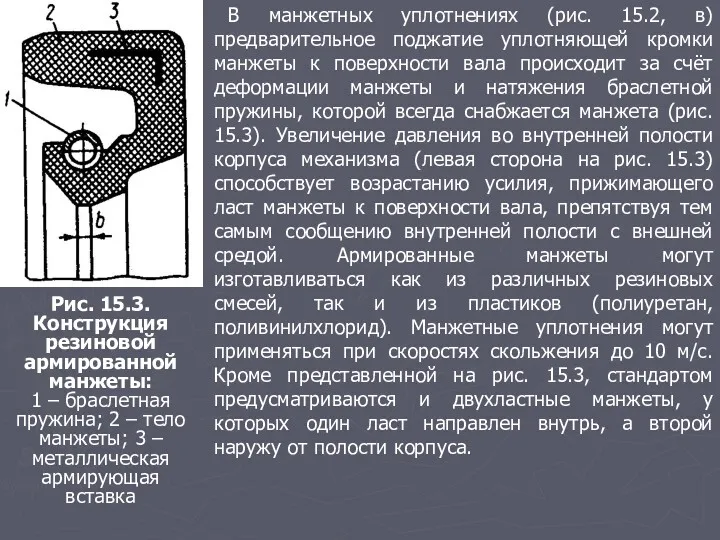
Рис. 15.3. Конструкция резиновой армированной манжеты:
1 – браслетная пружина; 2 –
Рис. 15.3. Конструкция резиновой армированной манжеты: 1 – браслетная пружина; 2 –
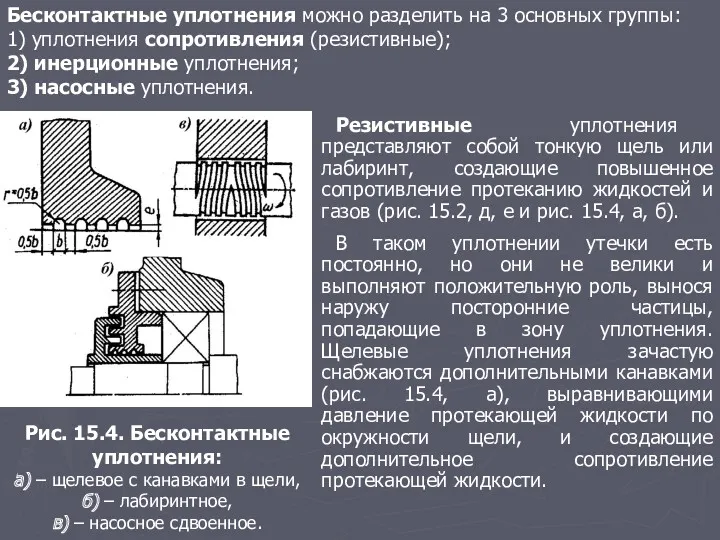
Бесконтактные уплотнения можно разделить на 3 основных группы:
1) уплотнения сопротивления (резистивные);
2)
Бесконтактные уплотнения можно разделить на 3 основных группы:
1) уплотнения сопротивления (резистивные);
2)
К инерционным уплотнениям можно отнести маслоотбрасывающие кольца и диски, устанавливаемые на
К инерционным уплотнениям можно отнести маслоотбрасывающие кольца и диски, устанавливаемые на
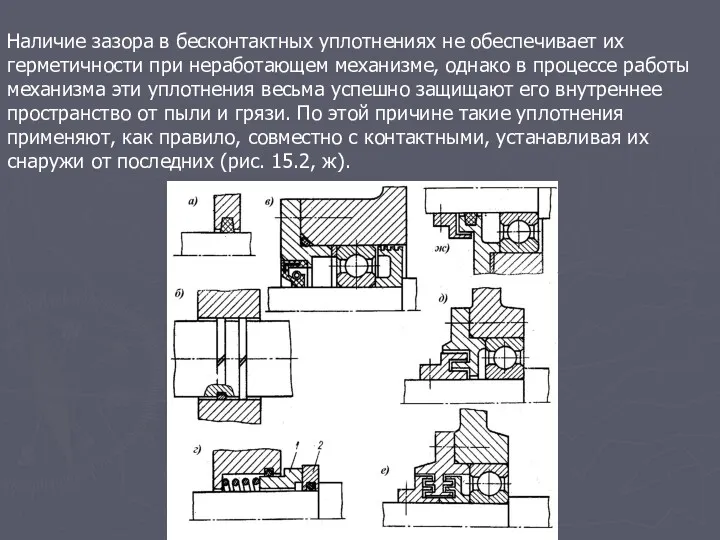
Наличие зазора в бесконтактных уплотнениях не обеспечивает их герметичности при неработающем
Наличие зазора в бесконтактных уплотнениях не обеспечивает их герметичности при неработающем
 У кого на огороде картошка вкуснее?
У кого на огороде картошка вкуснее? Кремниевые подложки интегральных схем
Кремниевые подложки интегральных схем Основы вибродиагностики
Основы вибродиагностики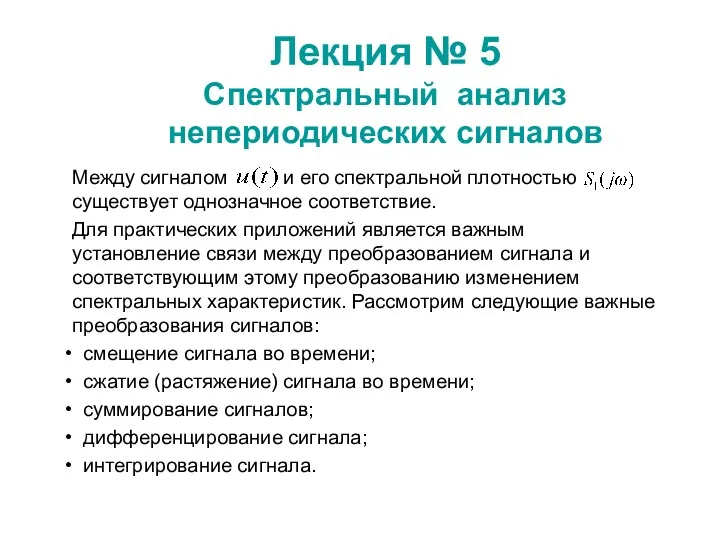 Лекция № 5. Спектральный анализ непериодических сигналов
Лекция № 5. Спектральный анализ непериодических сигналов Простые механизмы. Зубчатая передача
Простые механизмы. Зубчатая передача Датчик числа оборотов G28
Датчик числа оборотов G28 Колебания. Основные определения
Колебания. Основные определения Да здравствует физика!
Да здравствует физика! Методология времени
Методология времени Тертя. Сили тертя. Коефіцієнт тертя ковзання. Тертя в природій техніці
Тертя. Сили тертя. Коефіцієнт тертя ковзання. Тертя в природій техніці презентация к уроку плотность вещества
презентация к уроку плотность вещества Режимы работы электрооборудования
Режимы работы электрооборудования Шпоночное и штифтовое соединение
Шпоночное и штифтовое соединение История развития физики. Физика и техника
История развития физики. Физика и техника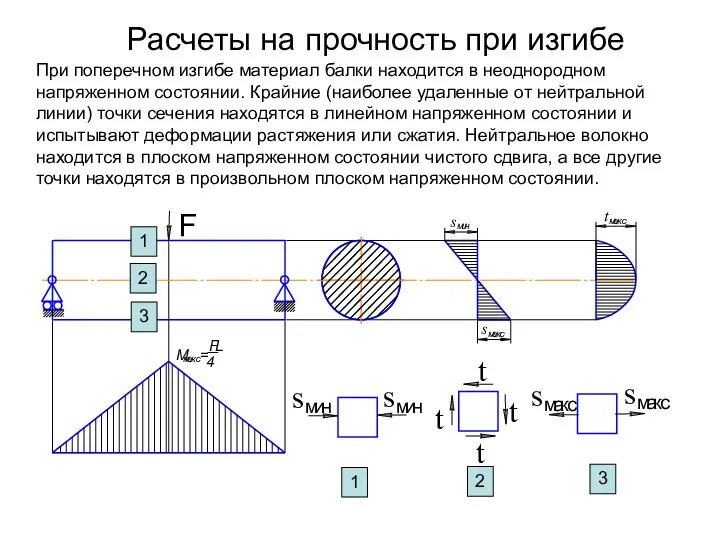 Расчеты на прочность при изгибе
Расчеты на прочность при изгибе Отдельные электроприемники в однофазной цепи переменного тока
Отдельные электроприемники в однофазной цепи переменного тока Задачи С1 ЕГЭ по физике
Задачи С1 ЕГЭ по физике Небесное и земное в звуках и красках
Небесное и земное в звуках и красках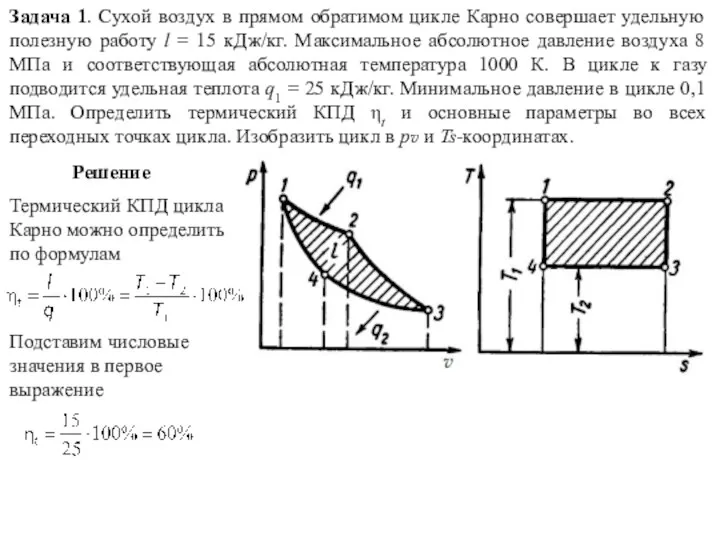 Задачи. Термодинамические циклы
Задачи. Термодинамические циклы Спектроскопические методы. Продолжение. Лекция 8
Спектроскопические методы. Продолжение. Лекция 8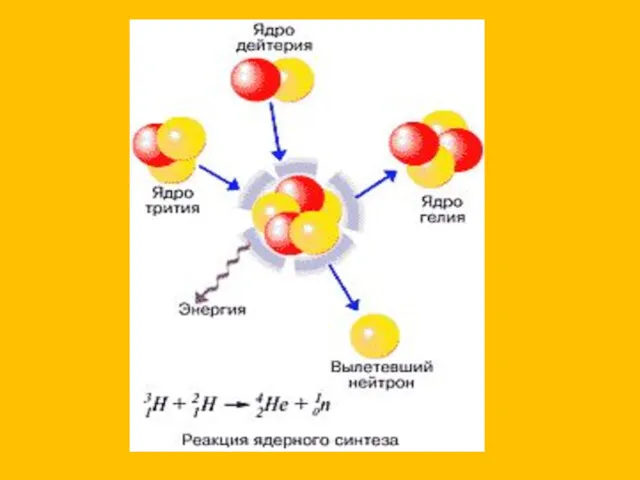 Термоядролық реакция
Термоядролық реакция Загальна характеристика історичного розвитку фізики як науки
Загальна характеристика історичного розвитку фізики як науки Электронная презентация Массы молекул и атомов
Электронная презентация Массы молекул и атомов Смачивание и капиллярные явления. Урок 6. Физика. 8 класс
Смачивание и капиллярные явления. Урок 6. Физика. 8 класс Механические процессы обработки металлов: протягивание
Механические процессы обработки металлов: протягивание Ремонт редуктора электропоезда
Ремонт редуктора электропоезда Перші автомобілі в історії
Перші автомобілі в історії Учебная практика (техническое обслуживание автомобилей)
Учебная практика (техническое обслуживание автомобилей)