- Нанонаука (наука о наносистемах и наноструктурах). Термины и определения

Содержание
- 2. Терминологические подходы к понятию наноматериалов Наноматериалы - материалы, содержащие структурные элементы, геометрические размеры которых хотя бы
- 3. ОСОБЕННОСТИ СВОЙСТВ НАНОМАТЕРИАЛОВ
- 4. ОСОБЕННОСТИ СВОЙСТВ НАНОМАТЕРИАЛОВ (продолжение)
- 5. ОСОБЕННОСТИ СВОЙСТВ НАНОМАТЕРИАЛОВ (ОГРАНИЧЕНИЯ!!!!) хрупкость наноматериалов; склонность к межкристаллитной коррозии из-за очень большой объемной доли границ
- 6. Увеличение прочностных характеристик материала в соответствии с деформационным (дислокационным) механизмом упрочнения Закон Холла-Петча
- 7. Увеличение прочностных характеристик материала в соответствии с деформационным (дислокационным) механизмом упрочнения σ0 – предел текучести до
- 8. Уникальный комплекс механических свойств наноструктурных сталей в сравнении с крупнозернистыми аналогами
- 9. Износостойкость наноструктурных материалов на примере алюминиевых сплавов
- 10. Интенсивная пластическая деформация (ИПД) – методы обработки, связанные с достижением чрезвычайно высоких степеней сдвиговой пластической деформации
- 11. Влияние методов и условий деформации на тип и размер структурных составляющих материала
- 12. Правила обработки заготовок методами ИПД Низкие температуры обработки (как правило, меньше 0,4Tпл, Tпл - температура плавления).
- 13. Основные правила формирования УМЗ структуры материалов методами ИПД Проведение деформирования при низких температурах (как правило, меньше
- 14. Основные правила формирования УМЗ структуры материалов методами ИПД 2. Высокая интенсивность деформации, обеспечивающая эволюцию дислокационной структуры.
- 15. Основные правила формирования УМЗ структуры материалов методами ИПД 3. Высокие (> 1 ГPa) гидростатические давления, которые
- 16. Основные правила формирования УМЗ структуры материалов методами ИПД 4. Формирование равноосных ультрамелких зерен зависит от турбулентности
- 17. Основные правила формирования УМЗ структуры материалов методами ИПД 5. Измельчение зерен также связано с атомной структурой
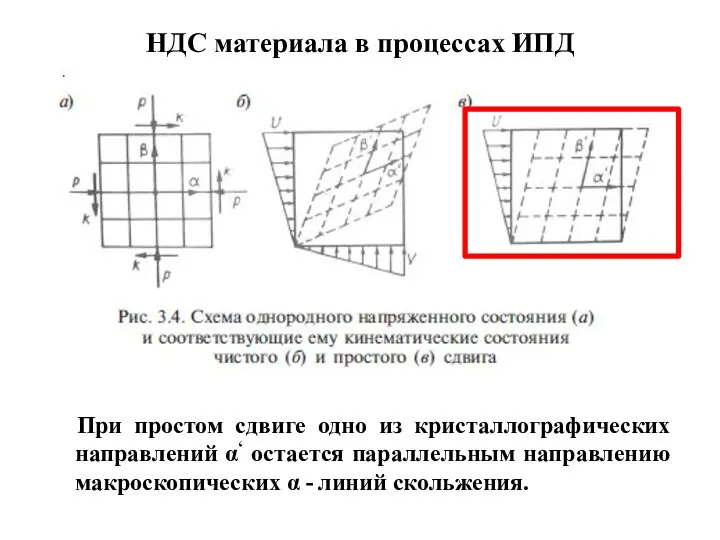
- 18. НДС материала в процессах ИПД При простом сдвиге одно из кристаллографических направлений α‘ остается параллельным направлению
- 19. Особенности схемы пластического структурообразования «простой сдвиг» Схема простого сдвига обеспечивает возможность многократного циклического деформирования путем изменения
- 20. Современные способы формирования УМЗ структуры объемных материалов (основные!!!)
- 21. СПОСОБЫ ДЕФОРМАЦИОННОГО НАНОСТРУКТУРИРОВАНИЯ ОБЪЕМНЫХ МАТЕРИАЛОВ
- 22. Интенсивная пластическая деформация кручением (ИПДК) а – с открытыми бойками; б - с боковой поддержкой; в
- 23. Примеры микроструктуры сплавов после ИПДК ВТ-6 ВТ 1 TiNi
- 24. Степень деформации при ИПДК В случае ИПДК образцов, имеющих форму дисков радиусом R [мм] и толщиной
- 25. Замечения
- 26. Равноканальное угловое прессование (РКУП)
- 27. РАВНОКАНАЛЬНОЕ УГЛОВОЕ ПРЕССОВАНИЕ (РКУП) ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ 1. Угол пересечения каналов инструмента: 90-150 град. 2. Многоцикловая обработка.
- 28. Установки для реализации процесса РКУП
- 29. Длина 70 – 150 мм; Форма поперечного сечения: круг, квадрат; Диаметр образцов (или диагональ) – до
- 30. Маршруты обработки На практике используют следующие основные маршруты обработки: - маршрут А: ориентация заготовки неизменна при
- 31. При расчете эквивалентной деформации использовали подход Генки где е1 и е2 - главные деформации. Степень деформации
- 32. Многофакторность обработки: угол пересечения каналов, их форма и размеры, радиус скругления, количество проходов, маршрут, температура, смазка,
- 33. РКУП конструкционных сталей 1. Формирование наноструктуры 2. Уникальный комплекс высоких механических свойств Кольцевая электронограмма стали марки
- 34. Первые зубные имплантаты из нанотитана (более 900 успешных операций в Чехии) Уникальные особенности: -высокая биосовместимость; размер:
- 35. Равноканальное угловое прессование с противодавлением (обеспечиваемым вязкопластической средой или воздействием жестким пуансоном) ДОСТОИНСТВА (по сравнению с
- 36. Установка для реализации процесса РКУП с противодавлением
- 37. Положительное влияние противодавления на характеристики УМЗ материалов
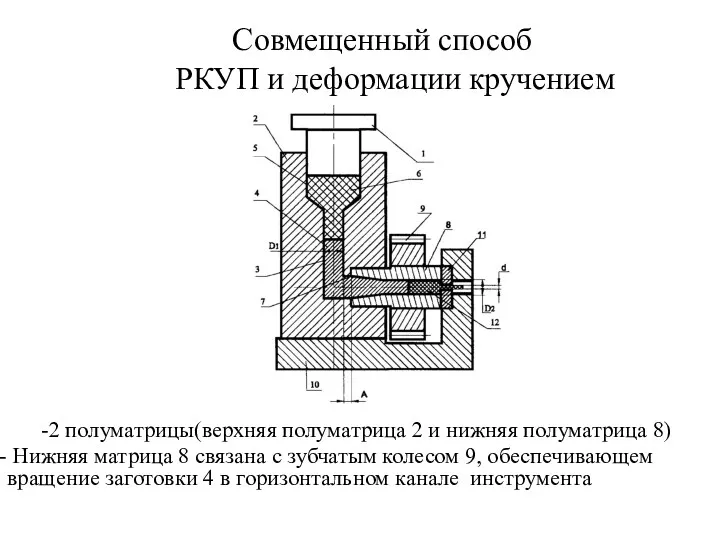
- 38. Совмещенный способ РКУП и деформации кручением 2 полуматрицы(верхняя полуматрица 2 и нижняя полуматрица 8) Нижняя матрица
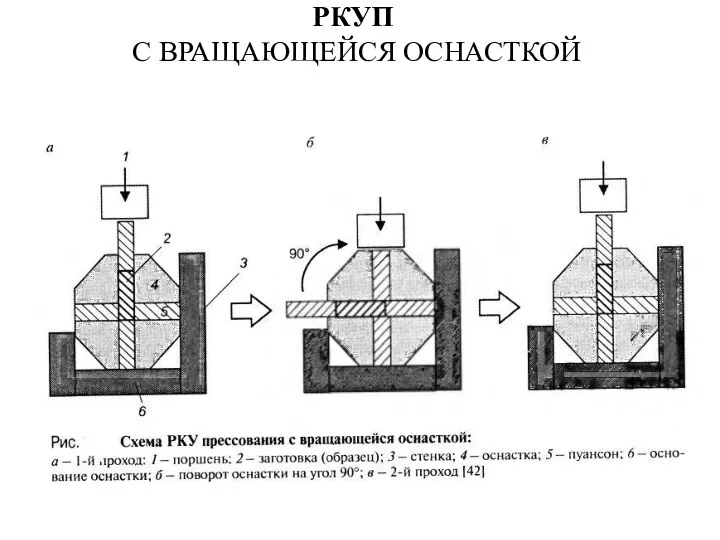
- 39. РКУП С ВРАЩАЮЩЕЙСЯ ОСНАСТКОЙ
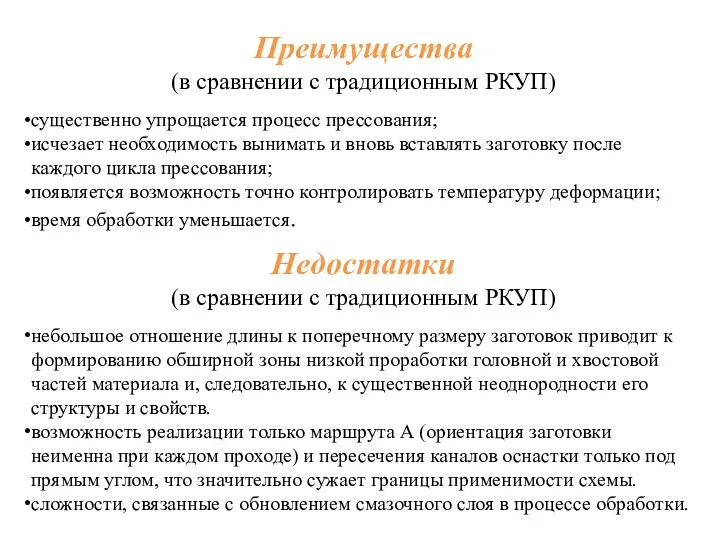
- 40. Преимущества (в сравнении с традиционным РКУП) существенно упрощается процесс прессования; исчезает необходимость вынимать и вновь вставлять
- 41. РКУП ПУТЕМ БОКОВОЙ ЭКСТРУЗИИ
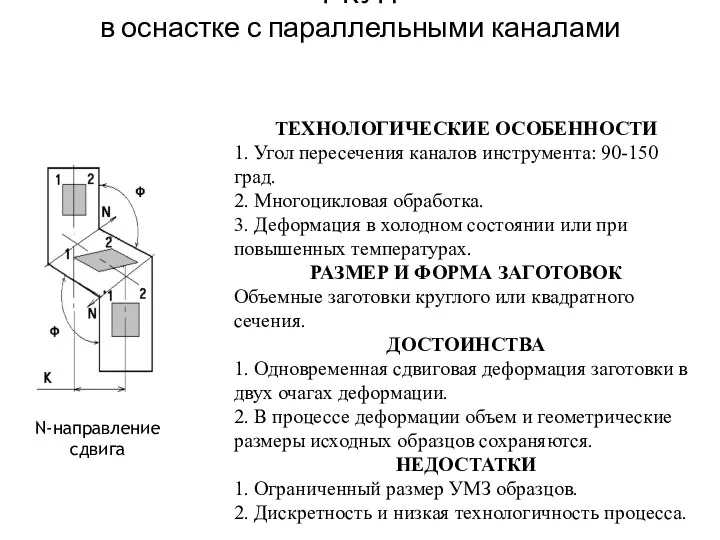
- 42. РКУП в оснастке с параллельными каналами N-направление сдвига ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ 1. Угол пересечения каналов инструмента: 90-150
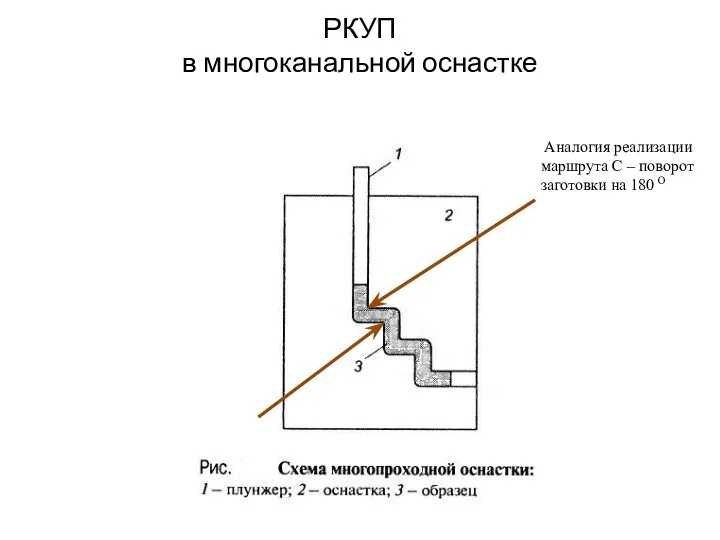
- 43. РКУП в многоканальной оснастке Аналогия реализации маршрута С – поворот заготовки на 180 О
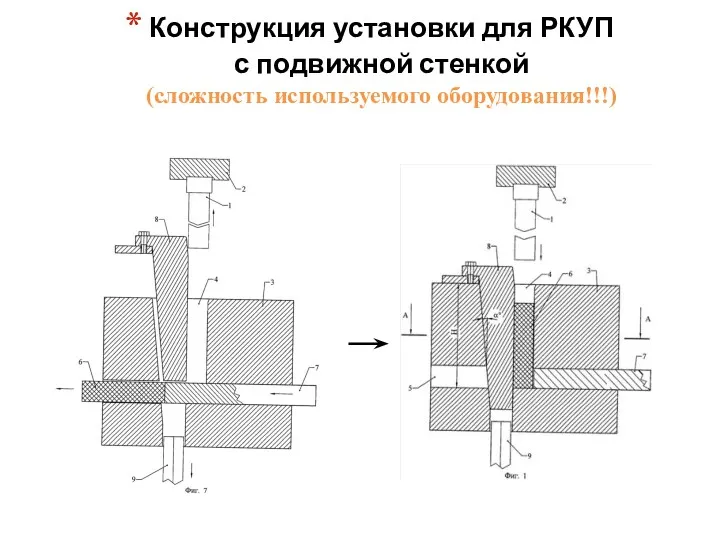
- 44. Конструкция установки для РКУП с подвижной стенкой (cложность используемого оборудования!!!) подвижная стенка
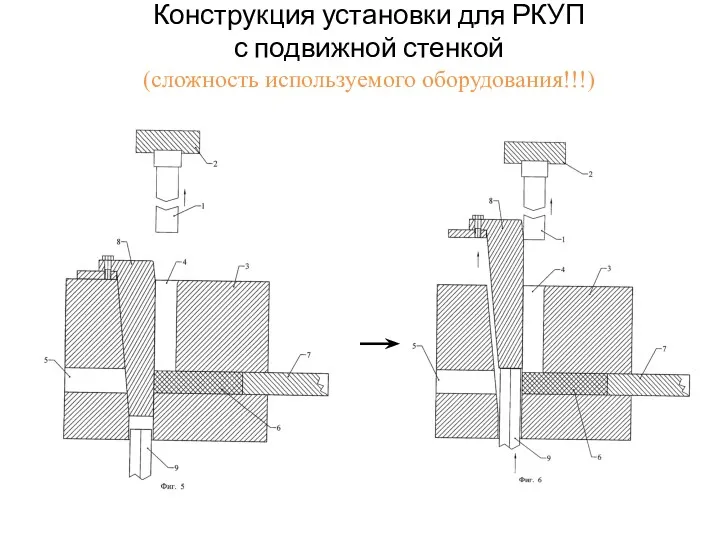
- 45. Конструкция установки для РКУП с подвижной стенкой (cложность используемого оборудования!!!)
- 46. Конструкция установки для РКУП с подвижной стенкой (cложность используемого оборудования!!!)
- 47. Компактирование порошков методом РКУП (возможность получения сплава со 100 % плотностью без трещинообразования) Пример: РКУП Al
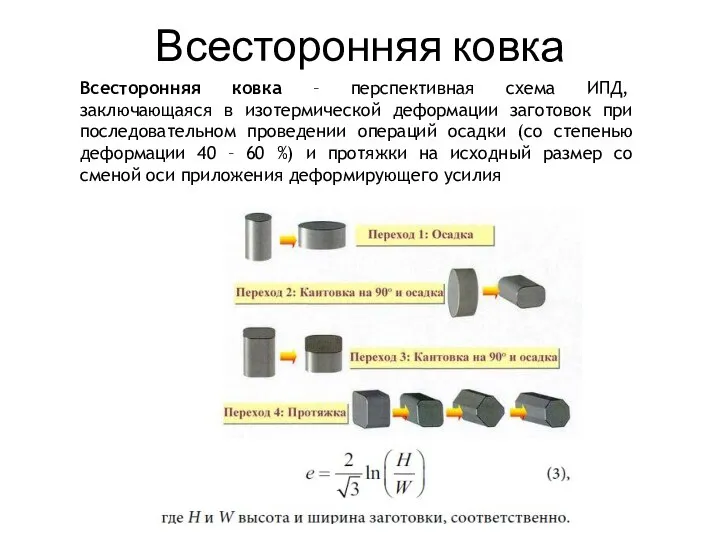
- 48. Всесторонняя ковка Всесторонняя ковка – перспективная схема ИПД, заключающаяся в изотермической деформации заготовок при последовательном проведении
- 49. Закрытая ковка (аналог всесторонней ковки)
- 50. ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ Изотермический процесс . Высокие степени суммарной деформации (порядка 1000 %); 3. Широкий диапазон рабочих
- 51. Рисунок - Объемные титановые наноструктурные полуфабрикаты: а - пруток Ø=200 мм, L=300 мм; б - пруток
- 52. Многократное одноосное прессование
- 53. ВИНТОВАЯ ЭКСТРУЗИЯ ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ 1.Совмещение процесса экструзии и схемы ИПДК. 2. Многоцикловая обработка. РАЗМЕР И ФОРМА
- 54. Свойства титана после винтовой экструзии
- 55. Процесс накапливаемого соединения прокаткой Dкон = 50% Dнач
- 56. Перспективы инновационного применения проволоки из УМЗ низкоуглеродистой и среднеуглеродистой стали ПЕРСПЕКТИВНЫЕ ОБЛАСТИ ПРИМЕНЕНИЯ УМЗ СТАЛЬНОЙ ПРОВОЛОКИ
- 57. РАЗВИТИЕ СПОСОБОВ ДЕФОРМАЦИОННОГО НАНОСТРУКТУРИРОВАНИЯ
- 58. РКУ - «конформ» прессование
- 59. РКУ- «конформ» прессование
- 61. Комбинированная схема РКУП и прокатки 1- тонкая полоска; 2- направляющий валок; 3 – зазор; 4 -
- 62. Совмещенный способ продольной прокатки с последующей поперечно-винтовой прокаткой длинномерных изделий 1 - заготовка, 2 - валки
- 63. Способ ИПД включающий продольную прокатку, кручение и формообразование заготовки в формообразующих валках Заготовка 1 прокатывается подающими
- 64. ИПД длинномерных заготовок, осуществляемый за счет вращения инструмента Верхний и нижний контейнеры, а также профилирующий инструмент
- 65. ИПД волочением со сдвигом Деформация металла осуществляется за счет приложения тянущей силы через две последовательно расположенные
- 66. Способ многократного изгиба и выпрямления полосы Существенное измельчение структуры (медь: размер зерен до обработки 760 мкм,
- 67. Принципиальная схема реализации сonshearing-процесса 1 - стальная полоса; 2 - вращающийся центральный валок; 3 – вращающиеся
- 68. Электропластическая деформация. Электропластическая прокатка (ЭПП) б, в – микроструктура сплавов ВТ6 и TiNi после ЭПП Принципиальная
- 69. Ультразвуковая поверхностная обработка Установка УЗВУ: 1.Ультразвуковой излучатель (УЗИ); 2.Индентор для выглаживания - шар диаметром 5 –10
- 71. Принципиальная схема процесса Общий вид инструмент для деформационного наноструктурирования стальной проволоки среднего диаметра Общий вид вкладышей
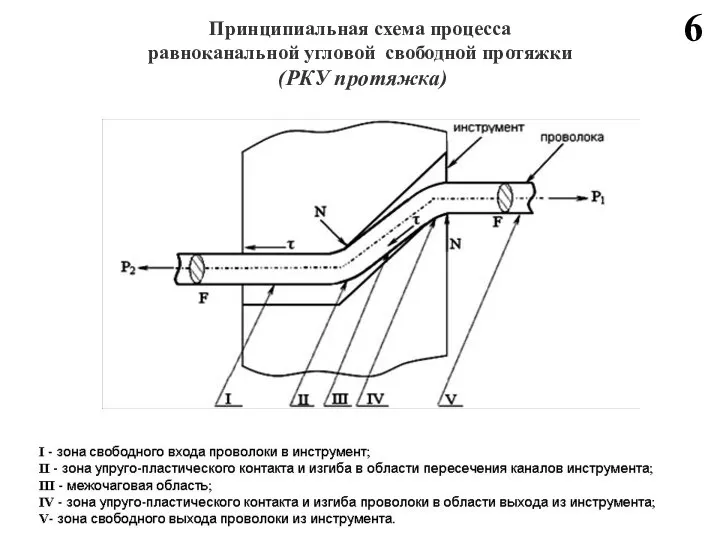
- 72. 6 Принципиальная схема процесса равноканальной угловой свободной протяжки (РКУ протяжка)
- 73. Дифракционный электронно-микроскопический анализ центральной области проволоки (сталь марки 10; 10 циклов РКУ протяжки; х 30 000)
- 74. Возможная технологическая схема производства проволоки ПБ-0,20 а - общий вид вкладышей; б – общий вид горизонтального
- 75. Конструкции технологического инструмента, предназначенного для РКУ протяжки проволоки
- 77. Скачать презентацию

Терминологические подходы к понятию наноматериалов
Наноматериалы - материалы, содержащие структурные элементы,
Терминологические подходы к понятию наноматериалов
Наноматериалы - материалы, содержащие структурные элементы,
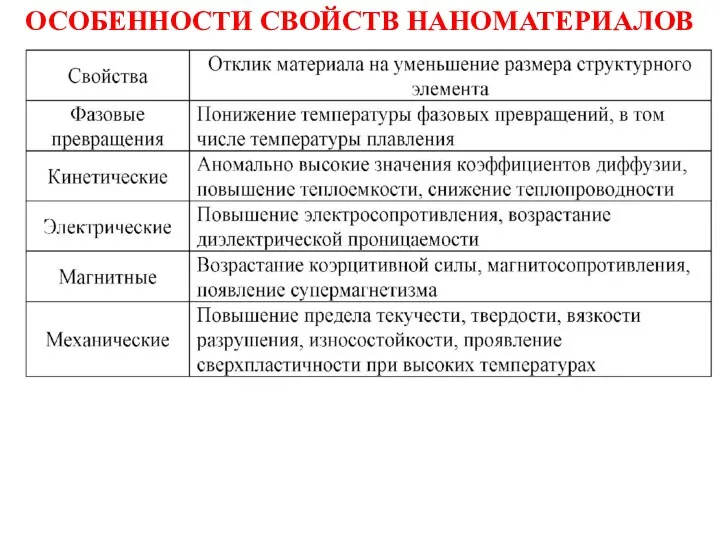
ОСОБЕННОСТИ СВОЙСТВ НАНОМАТЕРИАЛОВ
ОСОБЕННОСТИ СВОЙСТВ НАНОМАТЕРИАЛОВ
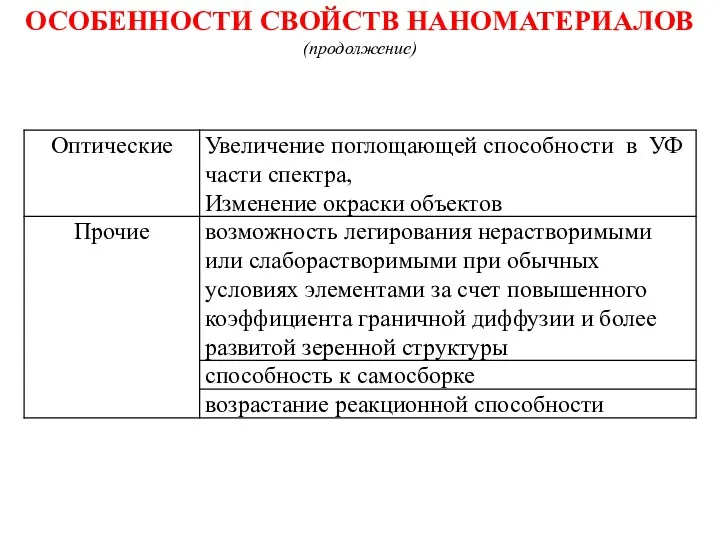
ОСОБЕННОСТИ СВОЙСТВ НАНОМАТЕРИАЛОВ
(продолжение)
ОСОБЕННОСТИ СВОЙСТВ НАНОМАТЕРИАЛОВ
(продолжение)
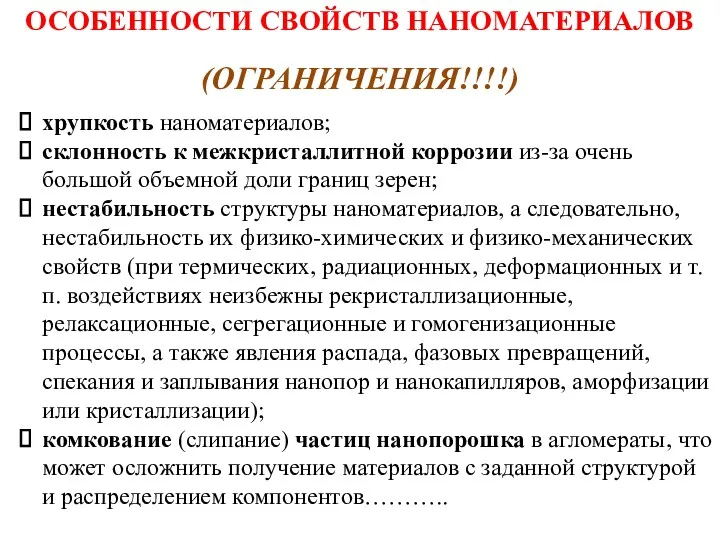
ОСОБЕННОСТИ СВОЙСТВ НАНОМАТЕРИАЛОВ
(ОГРАНИЧЕНИЯ!!!!)
хрупкость наноматериалов;
склонность к межкристаллитной коррозии из-за очень большой
ОСОБЕННОСТИ СВОЙСТВ НАНОМАТЕРИАЛОВ
(ОГРАНИЧЕНИЯ!!!!)
хрупкость наноматериалов;
склонность к межкристаллитной коррозии из-за очень большой
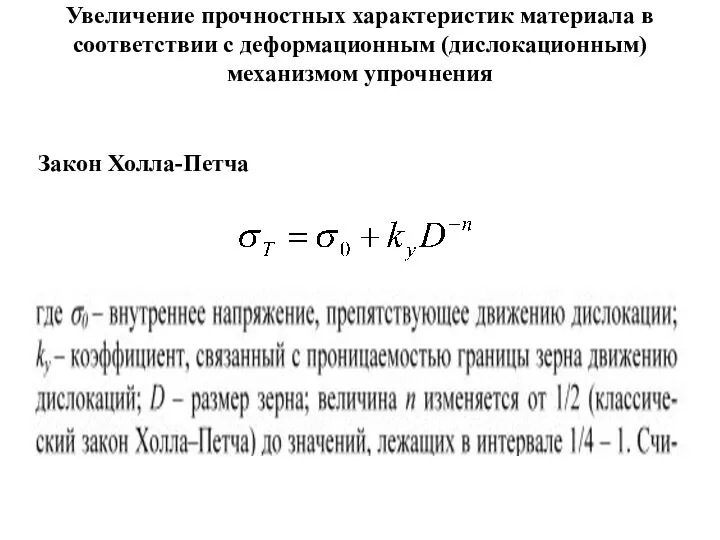
Увеличение прочностных характеристик материала в соответствии с деформационным (дислокационным) механизмом упрочнения
Закон
Увеличение прочностных характеристик материала в соответствии с деформационным (дислокационным) механизмом упрочнения
Закон
Увеличение прочностных характеристик материала в соответствии с деформационным (дислокационным) механизмом упрочнения
σ0
Увеличение прочностных характеристик материала в соответствии с деформационным (дислокационным) механизмом упрочнения
σ0
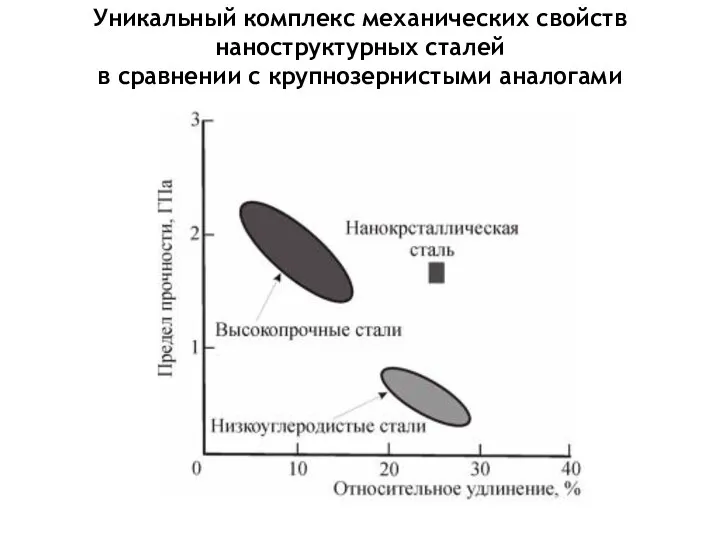
Уникальный комплекс механических свойств наноструктурных сталей
в сравнении с крупнозернистыми аналогами
Уникальный комплекс механических свойств наноструктурных сталей
в сравнении с крупнозернистыми аналогами
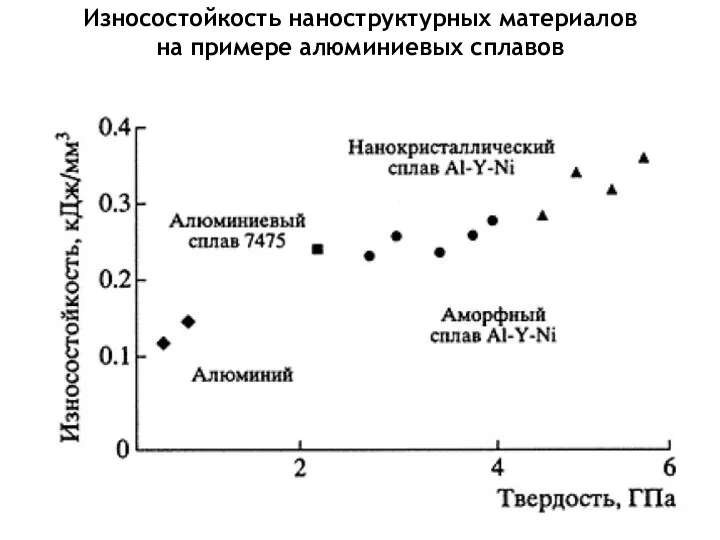
Износостойкость наноструктурных материалов
на примере алюминиевых сплавов
Износостойкость наноструктурных материалов
на примере алюминиевых сплавов
Интенсивная пластическая деформация (ИПД) – методы обработки, связанные с достижением чрезвычайно
Интенсивная пластическая деформация (ИПД) – методы обработки, связанные с достижением чрезвычайно

Влияние методов и условий деформации
на тип и размер структурных составляющих
Влияние методов и условий деформации
на тип и размер структурных составляющих
Правила обработки заготовок методами ИПД
Низкие температуры обработки
(как правило, меньше 0,4Tпл,
Правила обработки заготовок методами ИПД
Низкие температуры обработки
(как правило, меньше 0,4Tпл,
Основные правила формирования УМЗ структуры материалов методами ИПД
Проведение деформирования при
Основные правила формирования УМЗ структуры материалов методами ИПД
Проведение деформирования при
Основные правила формирования УМЗ структуры материалов методами ИПД
2. Высокая интенсивность деформации,
Основные правила формирования УМЗ структуры материалов методами ИПД
2. Высокая интенсивность деформации,
Основные правила формирования УМЗ структуры материалов методами ИПД
3. Высокие (> 1
Основные правила формирования УМЗ структуры материалов методами ИПД
3. Высокие (> 1
Основные правила формирования УМЗ структуры материалов методами ИПД
4. Формирование равноосных ультрамелких
Основные правила формирования УМЗ структуры материалов методами ИПД
4. Формирование равноосных ультрамелких
Основные правила формирования УМЗ структуры материалов методами ИПД
5. Измельчение зерен также
Основные правила формирования УМЗ структуры материалов методами ИПД
5. Измельчение зерен также
НДС материала в процессах ИПД
При простом сдвиге одно из кристаллографических направлений
НДС материала в процессах ИПД
При простом сдвиге одно из кристаллографических направлений
Особенности схемы пластического структурообразования
«простой сдвиг»
Схема простого сдвига обеспечивает возможность
Особенности схемы пластического структурообразования
«простой сдвиг»
Схема простого сдвига обеспечивает возможность
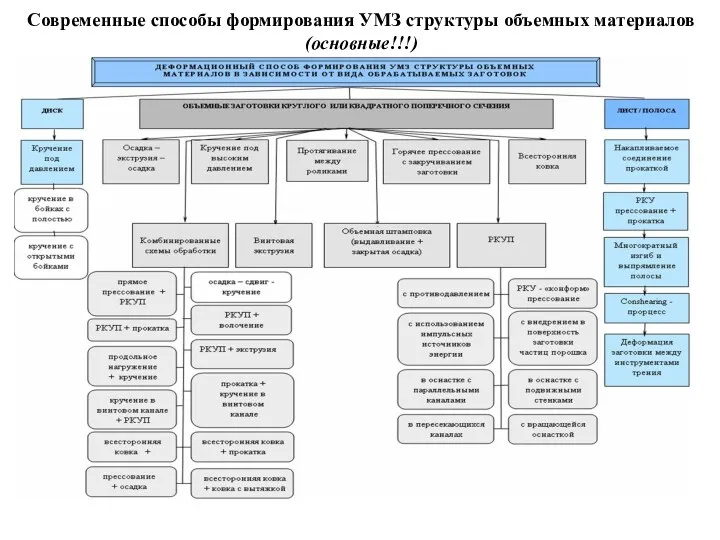
Современные способы формирования УМЗ структуры объемных материалов
(основные!!!)
Современные способы формирования УМЗ структуры объемных материалов
(основные!!!)
СПОСОБЫ
ДЕФОРМАЦИОННОГО НАНОСТРУКТУРИРОВАНИЯ ОБЪЕМНЫХ МАТЕРИАЛОВ
СПОСОБЫ
ДЕФОРМАЦИОННОГО НАНОСТРУКТУРИРОВАНИЯ ОБЪЕМНЫХ МАТЕРИАЛОВ
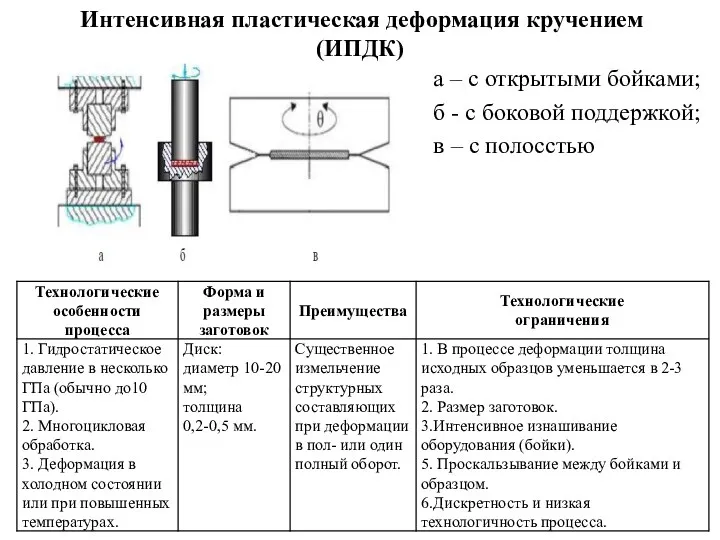
Интенсивная пластическая деформация кручением
(ИПДК)
а – с открытыми бойками;
б - с
Интенсивная пластическая деформация кручением
(ИПДК)
а – с открытыми бойками;
б - с
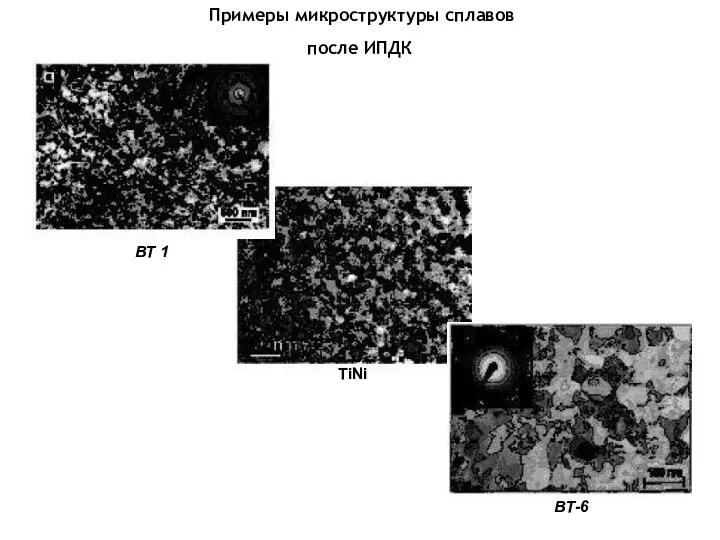
Примеры микроструктуры сплавов
после ИПДК
ВТ-6
ВТ 1
TiNi
Примеры микроструктуры сплавов
после ИПДК
ВТ-6
ВТ 1
TiNi
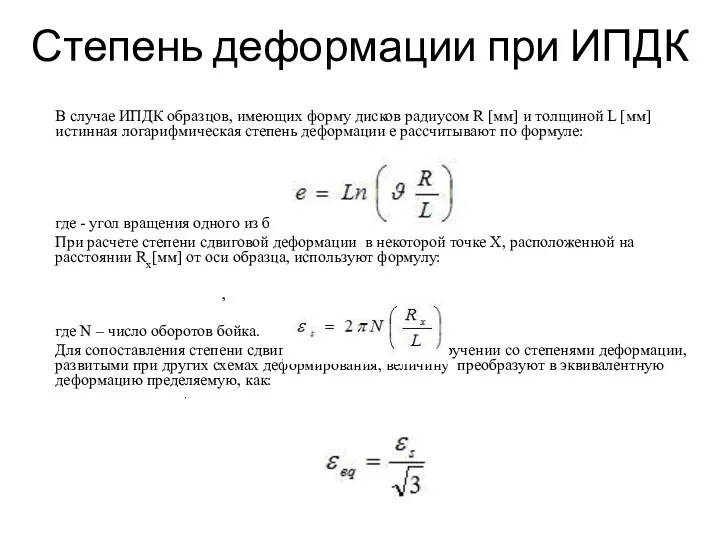
Степень деформации при ИПДК
В случае ИПДК образцов, имеющих форму дисков радиусом
Степень деформации при ИПДК
В случае ИПДК образцов, имеющих форму дисков радиусом
Замечения
Замечения
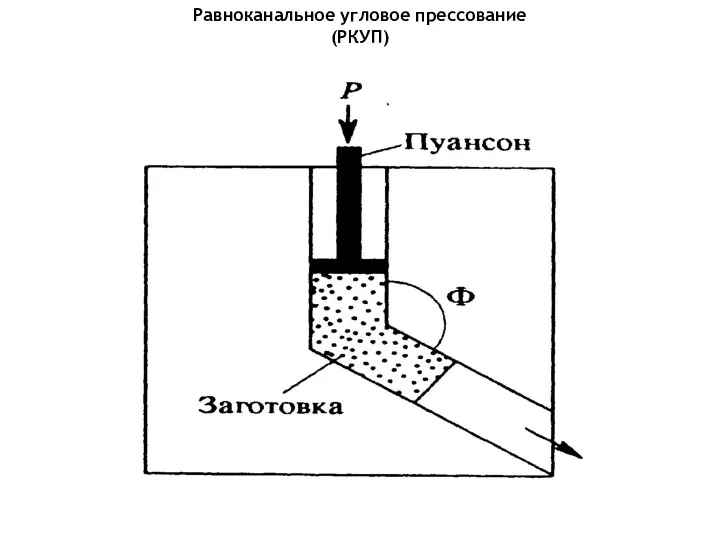
Равноканальное угловое прессование
(РКУП)
Равноканальное угловое прессование
(РКУП)
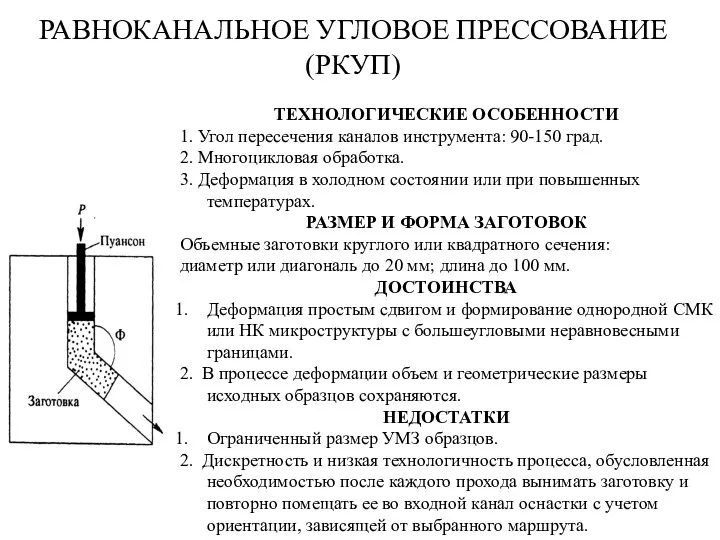
РАВНОКАНАЛЬНОЕ УГЛОВОЕ ПРЕССОВАНИЕ (РКУП)
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ
1. Угол пересечения каналов инструмента: 90-150
РАВНОКАНАЛЬНОЕ УГЛОВОЕ ПРЕССОВАНИЕ (РКУП)
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ
1. Угол пересечения каналов инструмента: 90-150

Установки для реализации процесса РКУП
Установки для реализации процесса РКУП

Длина 70 – 150 мм;
Форма поперечного сечения: круг, квадрат;
Диаметр образцов (или
Длина 70 – 150 мм;
Форма поперечного сечения: круг, квадрат;
Диаметр образцов (или
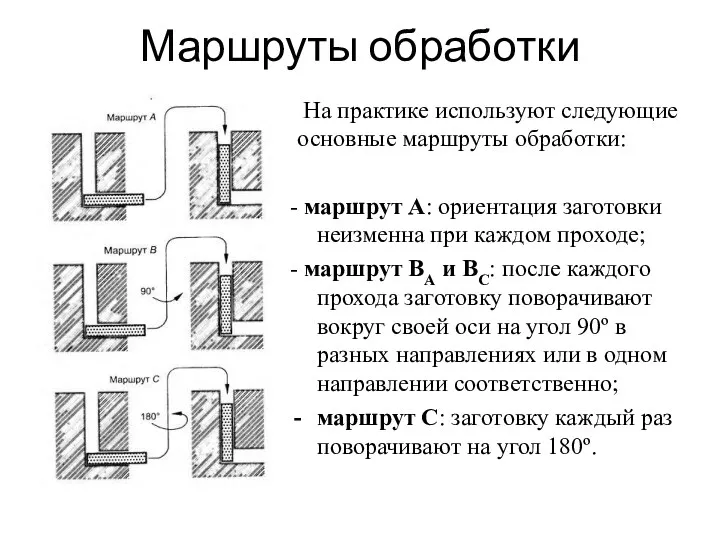
Маршруты обработки
На практике используют следующие основные маршруты обработки:
- маршрут
Маршруты обработки
На практике используют следующие основные маршруты обработки:
- маршрут
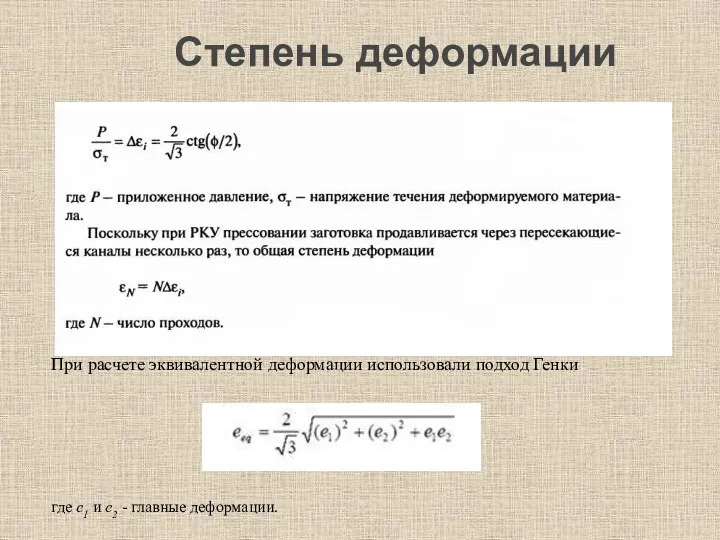
При расчете эквивалентной деформации использовали подход Генки
где е1 и е2 -
При расчете эквивалентной деформации использовали подход Генки
где е1 и е2 -
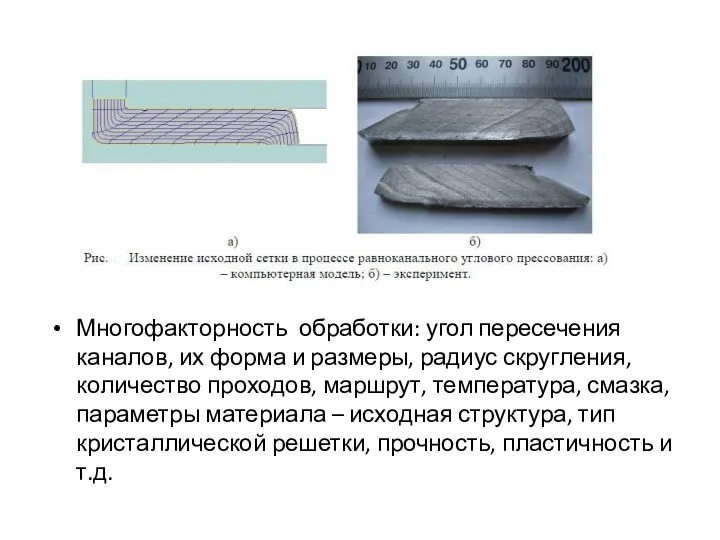
Многофакторность обработки: угол пересечения каналов, их форма и размеры, радиус скругления,
Многофакторность обработки: угол пересечения каналов, их форма и размеры, радиус скругления,
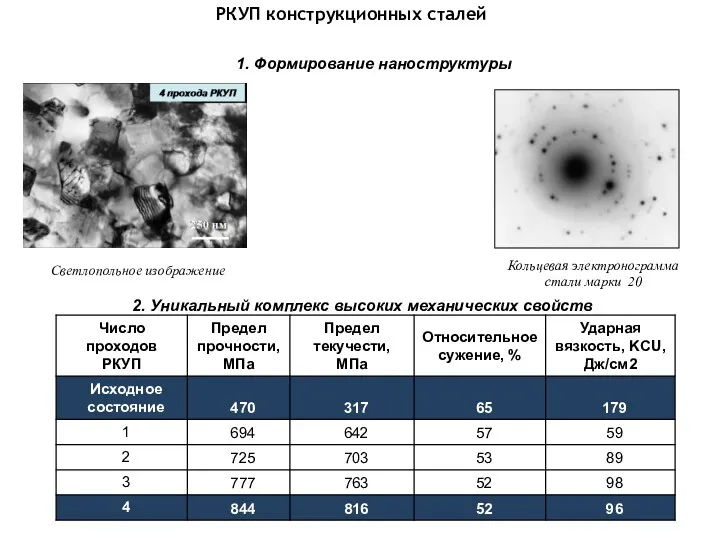
РКУП конструкционных сталей
1. Формирование наноструктуры
2. Уникальный комплекс высоких механических свойств
Кольцевая электронограмма
стали
РКУП конструкционных сталей
1. Формирование наноструктуры
2. Уникальный комплекс высоких механических свойств
Кольцевая электронограмма
стали

Первые зубные имплантаты из нанотитана
(более 900 успешных операций в Чехии)
Уникальные особенности:
-высокая
Первые зубные имплантаты из нанотитана
(более 900 успешных операций в Чехии)
Уникальные особенности:
-высокая

Равноканальное угловое прессование с противодавлением
(обеспечиваемым вязкопластической средой или
воздействием жестким пуансоном)
ДОСТОИНСТВА
(по
Равноканальное угловое прессование с противодавлением
(обеспечиваемым вязкопластической средой или
воздействием жестким пуансоном)
ДОСТОИНСТВА
(по

Установка для реализации процесса РКУП
с противодавлением
Установка для реализации процесса РКУП
с противодавлением
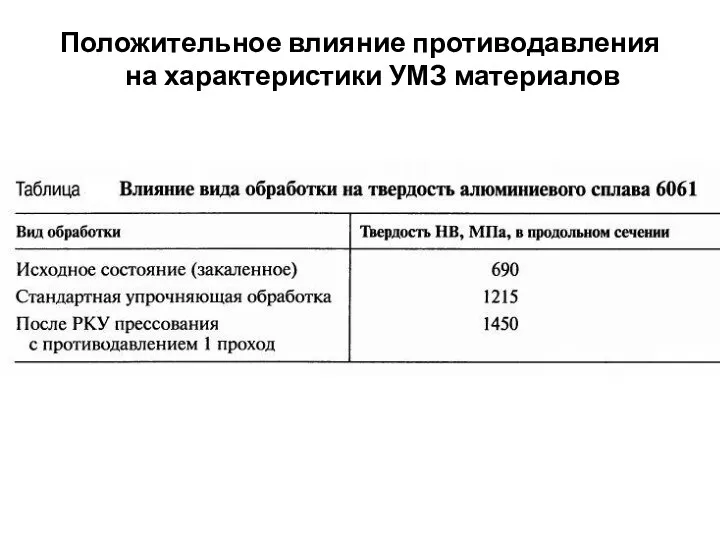
Положительное влияние противодавления на характеристики УМЗ материалов
Положительное влияние противодавления на характеристики УМЗ материалов
Совмещенный способ
РКУП и деформации кручением
2 полуматрицы(верхняя полуматрица 2 и нижняя полуматрица
Совмещенный способ
РКУП и деформации кручением
2 полуматрицы(верхняя полуматрица 2 и нижняя полуматрица
РКУП
С ВРАЩАЮЩЕЙСЯ ОСНАСТКОЙ
РКУП
С ВРАЩАЮЩЕЙСЯ ОСНАСТКОЙ
Преимущества
(в сравнении с традиционным РКУП)
существенно упрощается процесс прессования;
исчезает необходимость вынимать
Преимущества
(в сравнении с традиционным РКУП)
существенно упрощается процесс прессования;
исчезает необходимость вынимать

РКУП
ПУТЕМ БОКОВОЙ ЭКСТРУЗИИ
РКУП
ПУТЕМ БОКОВОЙ ЭКСТРУЗИИ
РКУП
в оснастке с параллельными каналами
N-направление сдвига
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ
1. Угол пересечения каналов
РКУП
в оснастке с параллельными каналами
N-направление сдвига
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ
1. Угол пересечения каналов
РКУП
в многоканальной оснастке
Аналогия реализации маршрута С – поворот заготовки на 180
РКУП
в многоканальной оснастке
Аналогия реализации маршрута С – поворот заготовки на 180
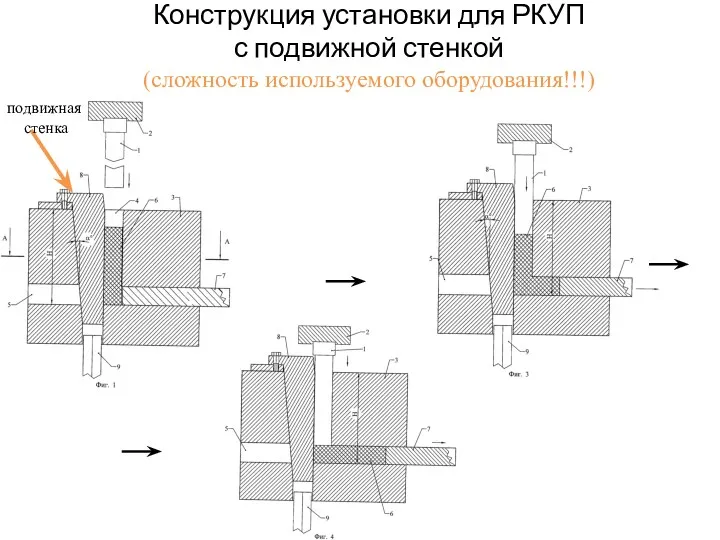
Конструкция установки для РКУП
с подвижной стенкой
(cложность используемого оборудования!!!)
подвижная
стенка
Конструкция установки для РКУП
с подвижной стенкой
(cложность используемого оборудования!!!)
подвижная
стенка
Конструкция установки для РКУП
с подвижной стенкой
(cложность используемого оборудования!!!)
Конструкция установки для РКУП
с подвижной стенкой
(cложность используемого оборудования!!!)
Конструкция установки для РКУП
с подвижной стенкой
(cложность используемого оборудования!!!)
Конструкция установки для РКУП
с подвижной стенкой
(cложность используемого оборудования!!!)

Компактирование порошков методом РКУП
(возможность получения сплава со 100 % плотностью
без трещинообразования)
Пример:
Компактирование порошков методом РКУП
(возможность получения сплава со 100 % плотностью
без трещинообразования)
Пример:
Всесторонняя ковка
Всесторонняя ковка – перспективная схема ИПД, заключающаяся в изотермической деформации
Всесторонняя ковка
Всесторонняя ковка – перспективная схема ИПД, заключающаяся в изотермической деформации

Закрытая ковка
(аналог всесторонней ковки)
Закрытая ковка
(аналог всесторонней ковки)
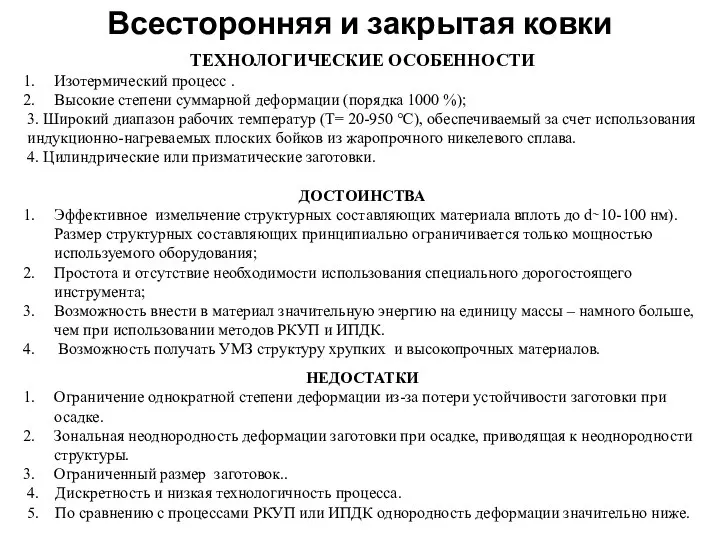
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ
Изотермический процесс .
Высокие степени суммарной деформации (порядка 1000 %);
3. Широкий
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ
Изотермический процесс .
Высокие степени суммарной деформации (порядка 1000 %);
3. Широкий

Рисунок - Объемные титановые наноструктурные полуфабрикаты: а - пруток Ø=200 мм,
Рисунок - Объемные титановые наноструктурные полуфабрикаты: а - пруток Ø=200 мм,
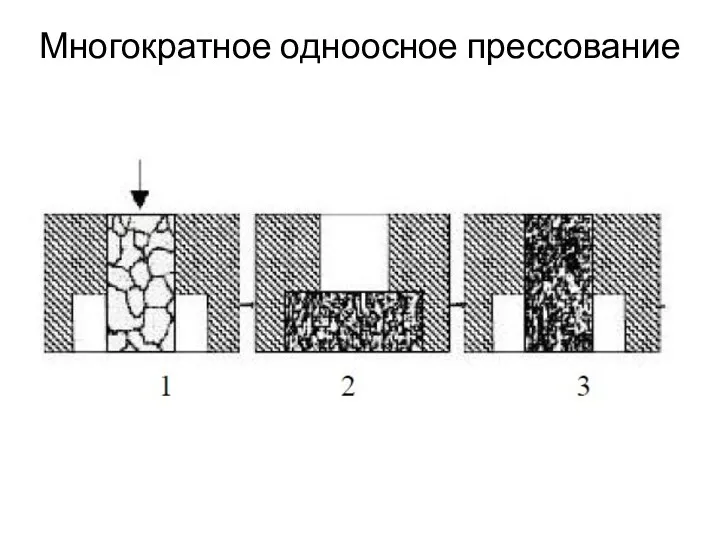
Многократное одноосное прессование
Многократное одноосное прессование
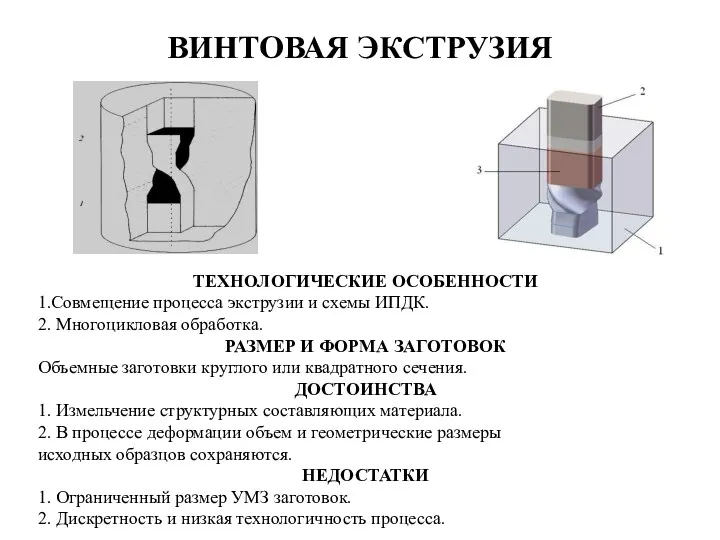
ВИНТОВАЯ ЭКСТРУЗИЯ
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ
1.Совмещение процесса экструзии и схемы ИПДК.
2. Многоцикловая обработка.
РАЗМЕР И
ВИНТОВАЯ ЭКСТРУЗИЯ
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ
1.Совмещение процесса экструзии и схемы ИПДК.
2. Многоцикловая обработка.
РАЗМЕР И
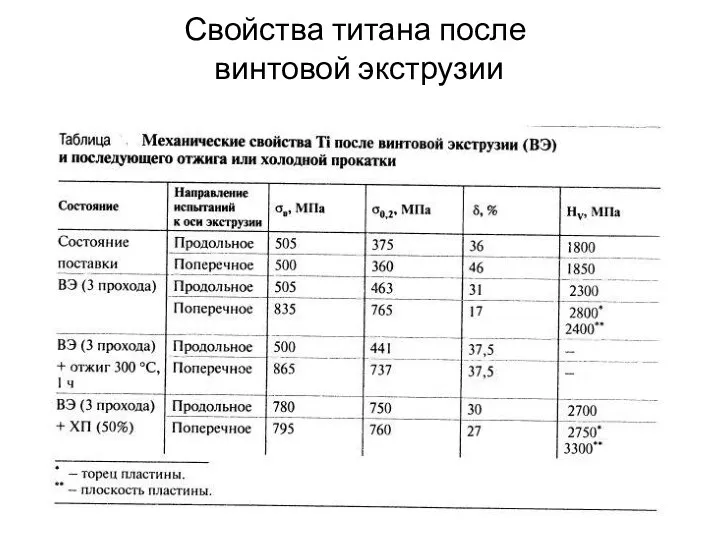
Свойства титана после
винтовой экструзии
Свойства титана после
винтовой экструзии

Процесс накапливаемого соединения прокаткой
Dкон = 50% Dнач
Процесс накапливаемого соединения прокаткой
Dкон = 50% Dнач

Перспективы инновационного применения проволоки из УМЗ низкоуглеродистой и среднеуглеродистой
стали
ПЕРСПЕКТИВНЫЕ ОБЛАСТИ ПРИМЕНЕНИЯ
Перспективы инновационного применения проволоки из УМЗ низкоуглеродистой и среднеуглеродистой
стали
ПЕРСПЕКТИВНЫЕ ОБЛАСТИ ПРИМЕНЕНИЯ
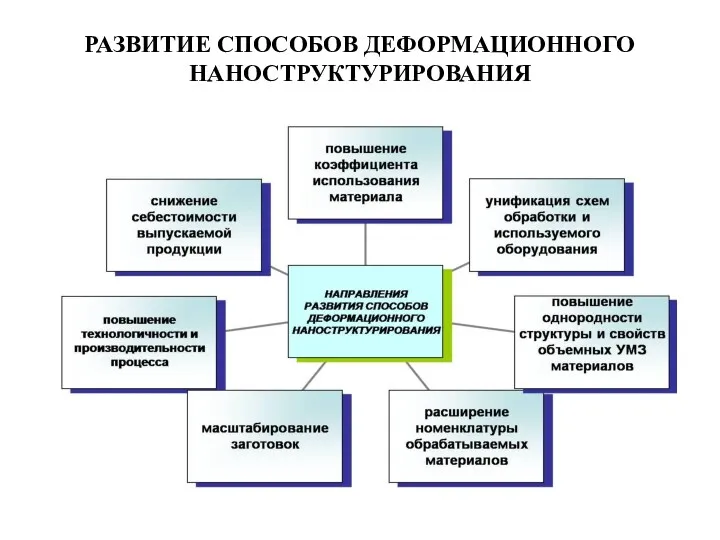
РАЗВИТИЕ СПОСОБОВ ДЕФОРМАЦИОННОГО НАНОСТРУКТУРИРОВАНИЯ
РАЗВИТИЕ СПОСОБОВ ДЕФОРМАЦИОННОГО НАНОСТРУКТУРИРОВАНИЯ

РКУ - «конформ» прессование
РКУ - «конформ» прессование

РКУ- «конформ» прессование
РКУ- «конформ» прессование
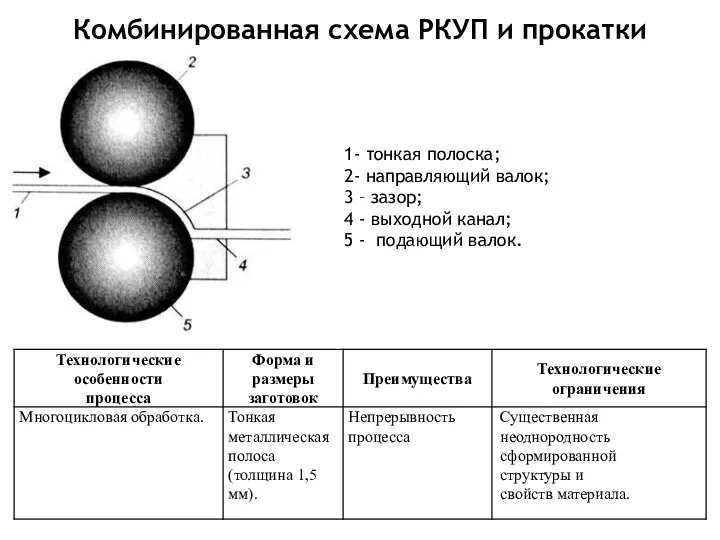
Комбинированная схема РКУП и прокатки
1- тонкая полоска;
2- направляющий валок;
3 – зазор;
4
Комбинированная схема РКУП и прокатки
1- тонкая полоска;
2- направляющий валок;
3 – зазор;
4
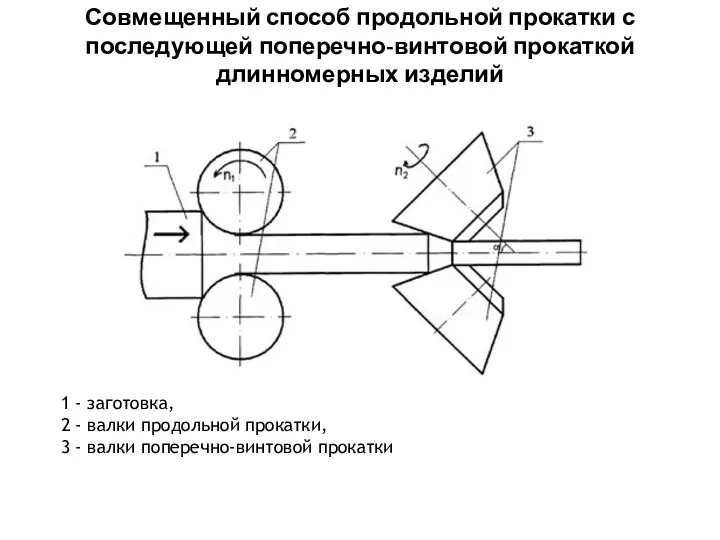
Совмещенный способ продольной прокатки с последующей поперечно-винтовой прокаткой длинномерных изделий
1 -
Совмещенный способ продольной прокатки с последующей поперечно-винтовой прокаткой длинномерных изделий
1 -

Способ ИПД включающий продольную прокатку, кручение и формообразование заготовки в формообразующих
Способ ИПД включающий продольную прокатку, кручение и формообразование заготовки в формообразующих
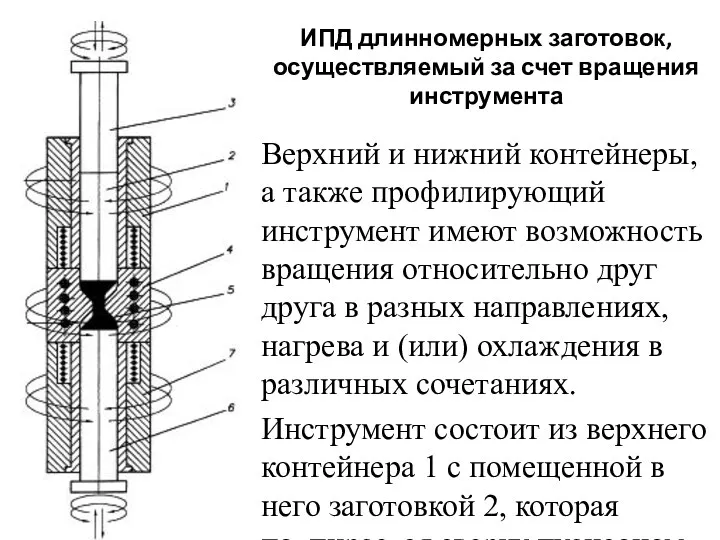
ИПД длинномерных заготовок, осуществляемый за счет вращения инструмента
Верхний и нижний контейнеры,
ИПД длинномерных заготовок, осуществляемый за счет вращения инструмента
Верхний и нижний контейнеры,
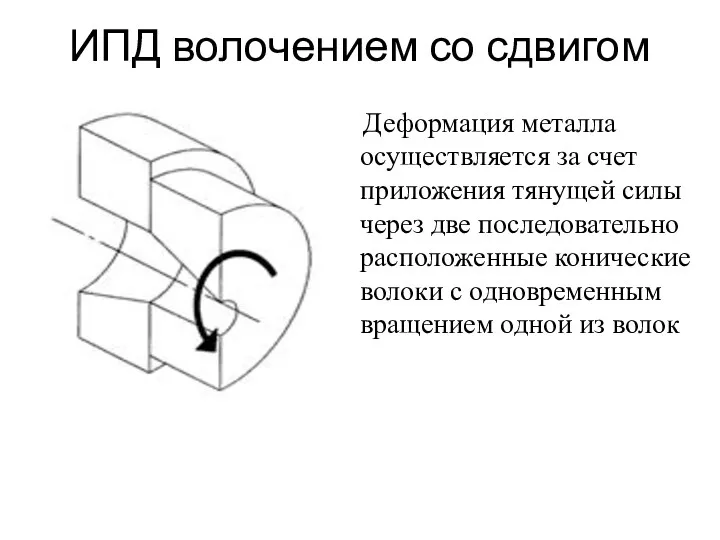
ИПД волочением со сдвигом
Деформация металла осуществляется за счет приложения тянущей силы
ИПД волочением со сдвигом
Деформация металла осуществляется за счет приложения тянущей силы

Способ многократного изгиба и выпрямления полосы
Существенное измельчение структуры
(медь: размер
Способ многократного изгиба и выпрямления полосы
Существенное измельчение структуры
(медь: размер
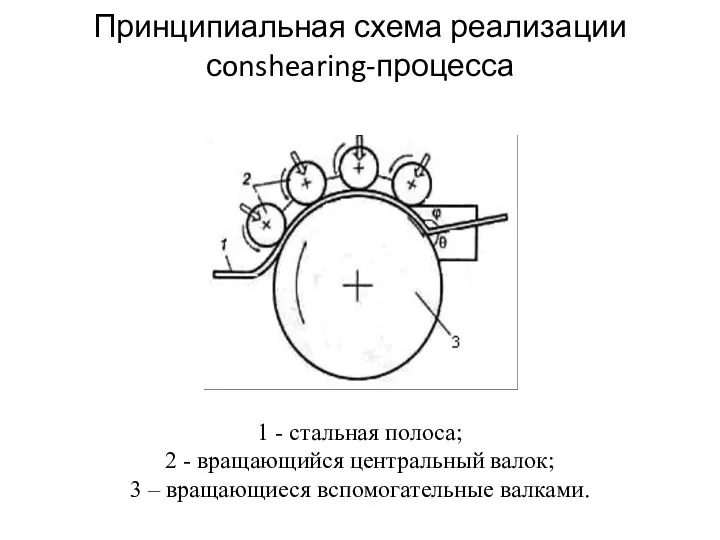
Принципиальная схема реализации сonshearing-процесса
1 - стальная полоса;
2 - вращающийся центральный валок;
3
Принципиальная схема реализации сonshearing-процесса
1 - стальная полоса;
2 - вращающийся центральный валок;
3
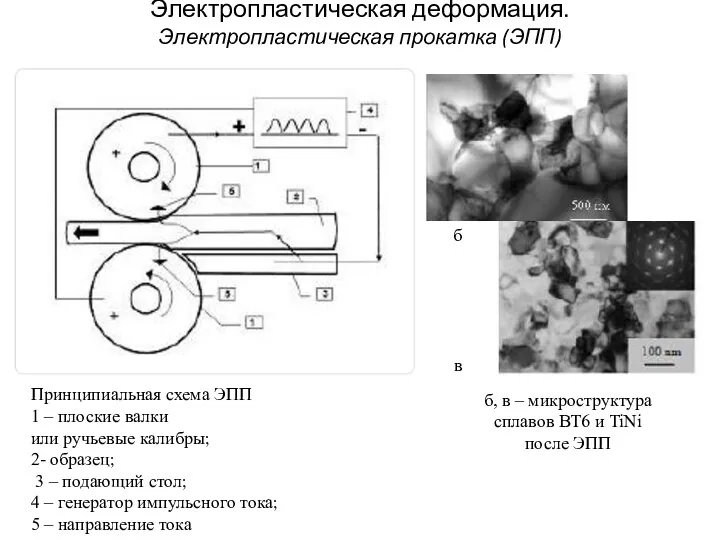
Электропластическая деформация.
Электропластическая прокатка (ЭПП)
б, в – микроструктура
сплавов ВТ6 и TiNi
Электропластическая деформация.
Электропластическая прокатка (ЭПП)
б, в – микроструктура
сплавов ВТ6 и TiNi

Ультразвуковая поверхностная обработка
Установка УЗВУ:
1.Ультразвуковой излучатель (УЗИ);
2.Индентор для выглаживания -
Ультразвуковая поверхностная обработка
Установка УЗВУ:
1.Ультразвуковой излучатель (УЗИ);
2.Индентор для выглаживания -

Принципиальная схема процесса
Общий вид
инструмент для деформационного наноструктурирования
стальной проволоки среднего
Принципиальная схема процесса
Общий вид
инструмент для деформационного наноструктурирования
стальной проволоки среднего
6
Принципиальная схема процесса
равноканальной угловой свободной протяжки
(РКУ протяжка)
6
Принципиальная схема процесса
равноканальной угловой свободной протяжки
(РКУ протяжка)
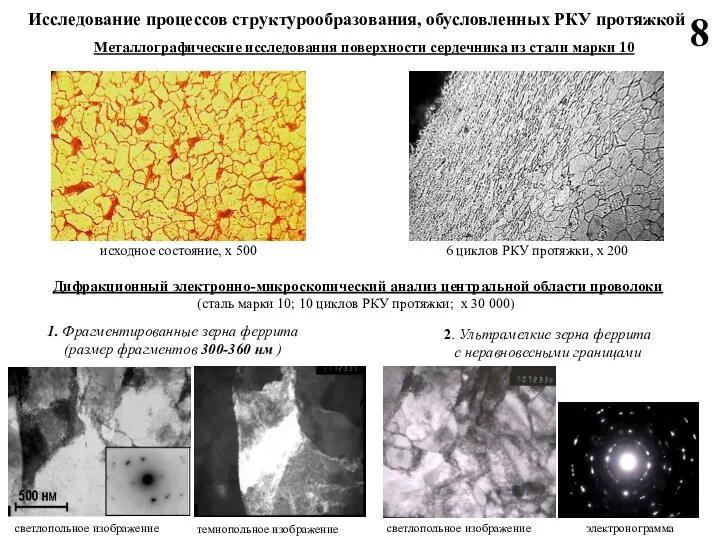
Дифракционный электронно-микроскопический анализ центральной области проволоки
(сталь марки 10; 10 циклов
Дифракционный электронно-микроскопический анализ центральной области проволоки
(сталь марки 10; 10 циклов
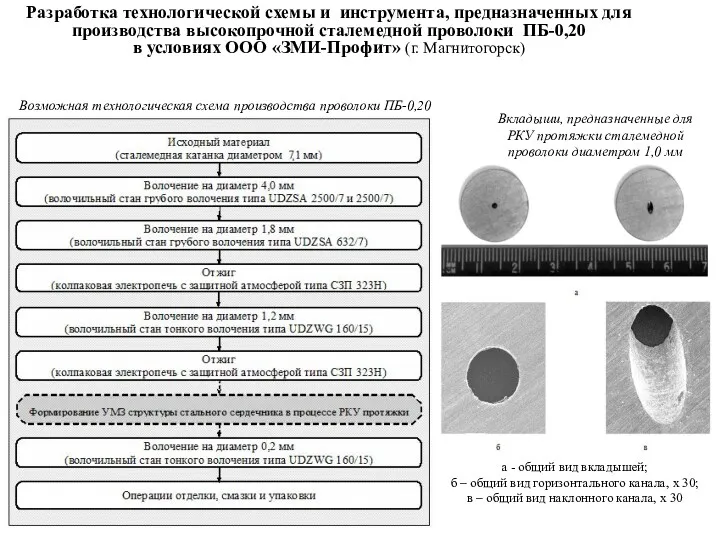
Возможная технологическая схема производства проволоки ПБ-0,20
а - общий вид вкладышей;
б –
Возможная технологическая схема производства проволоки ПБ-0,20
а - общий вид вкладышей;
б –
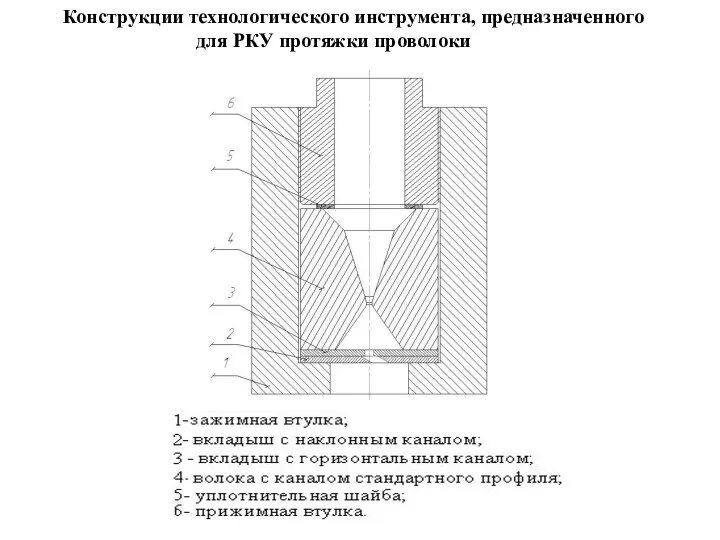
Конструкции технологического инструмента, предназначенного для РКУ протяжки проволоки
Конструкции технологического инструмента, предназначенного для РКУ протяжки проволоки
 Плоская система произвольно расположенных сил. Статика
Плоская система произвольно расположенных сил. Статика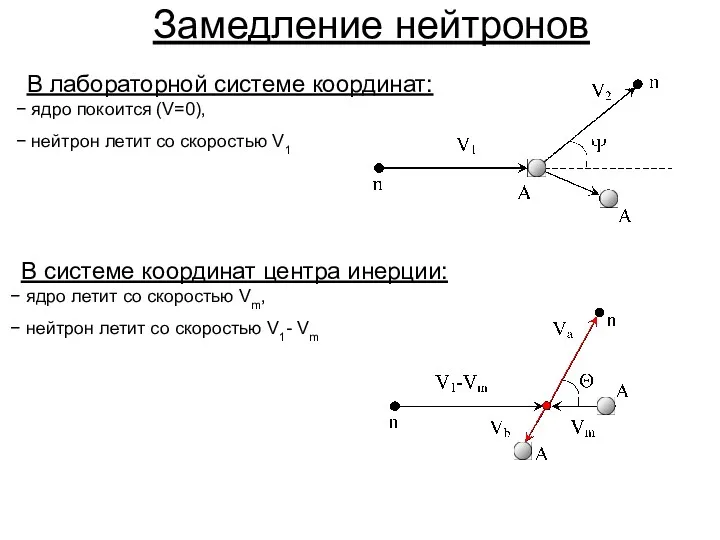 Замедление нейтронов
Замедление нейтронов Измерение атмосферного давления. Опыт Торричелли
Измерение атмосферного давления. Опыт Торричелли Сообщающиеся сосуды
Сообщающиеся сосуды Сила трения
Сила трения Основные положения МКТ
Основные положения МКТ Подшипники качения
Подшипники качения Ядерные реакции
Ядерные реакции Физика для любознательных
Физика для любознательных Применение ядерной энергии в различных отраслях. Доза радиоактивного излучения
Применение ядерной энергии в различных отраслях. Доза радиоактивного излучения Транспортная энергетика. Теплопередача. (Лекция 9)
Транспортная энергетика. Теплопередача. (Лекция 9) Выпарные аппараты с тепловым насосом
Выпарные аппараты с тепловым насосом Техническое обслуживание и ремонт автосцепки локомотива
Техническое обслуживание и ремонт автосцепки локомотива Механическая работа
Механическая работа Трансформаторлардың қолданылуы
Трансформаторлардың қолданылуы Свет как электромагнитная волна
Свет как электромагнитная волна Виды спектров
Виды спектров Датчики. Датчики крутящего момента. Датчики уровня
Датчики. Датчики крутящего момента. Датчики уровня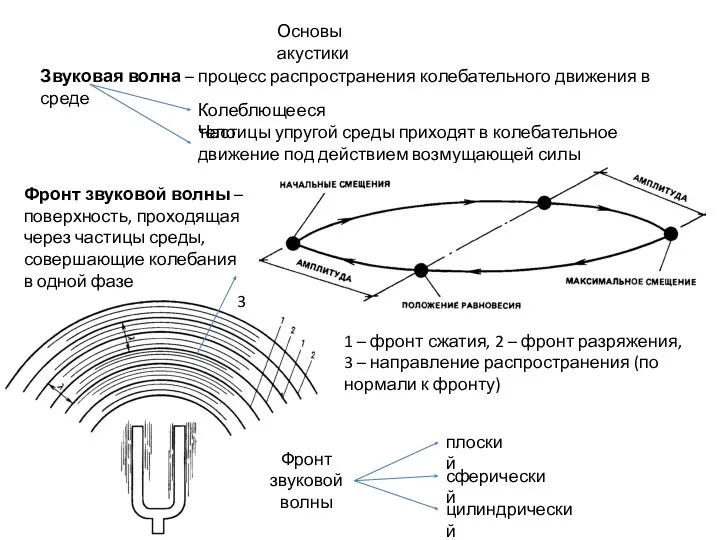 Основы акустики
Основы акустики Презентация к уроку на тему:Фотоэффект
Презентация к уроку на тему:Фотоэффект Волны в упругих средах. (Лекция 2)
Волны в упругих средах. (Лекция 2) Основы статики и термодинамики атмосферы
Основы статики и термодинамики атмосферы Презентация Основные положения МКТ (10 класс)
Презентация Основные положения МКТ (10 класс) Реактивное движение
Реактивное движение Влияния состава и размера зерна аустенита на температуру фазового превращения и физико-механические свойства сплавов
Влияния состава и размера зерна аустенита на температуру фазового превращения и физико-механические свойства сплавов Колебательные цепи при гармонических воздействиях. Лекция 5
Колебательные цепи при гармонических воздействиях. Лекция 5 Конструкция и технология изготовления каркаса руля высоты самолета АН-148
Конструкция и технология изготовления каркаса руля высоты самолета АН-148 Давление твердых тел. Способы увеличения и уменьшения давления. (7 класс)
Давление твердых тел. Способы увеличения и уменьшения давления. (7 класс)