- Новые технологические процессы

Содержание
- 2. Электроэрозионная обработка (аббр. ЭЭО) — контролируемое разрушение электропроводного материала под действием электрических разрядов между двумя электродами,
- 3. История В 1938 году советский инженер Л. А. Юткин показал, что серия электроискровых разрядов порождает формообразующие
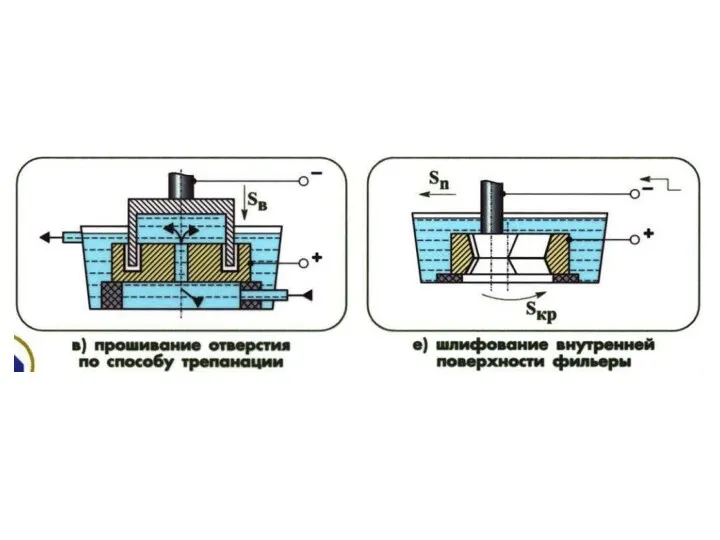
- 4. Электроимпульсный съем металла осуществляется кратковременными импульсами дугового разряда (вольтовой дуги) между обрабатываемым металлом (катодом) и инструментом
- 5. Электроискровая обработка аналогична электроимпульсной, только с другой полярностью — заготовка – анод, инструмент – катод.
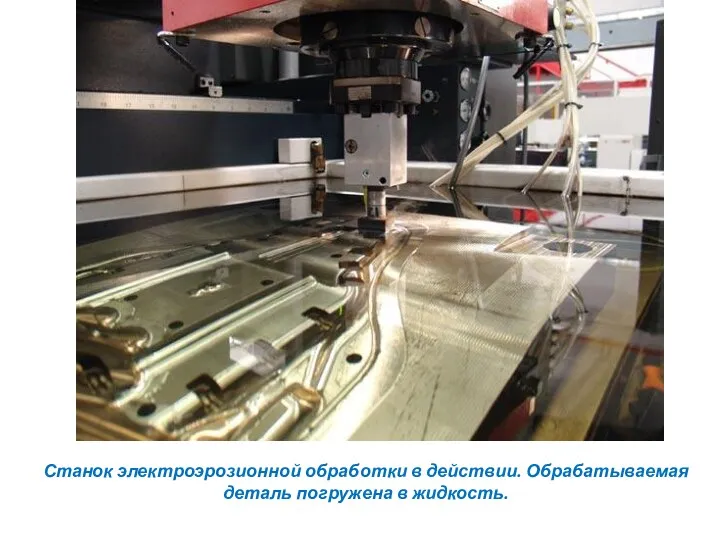
- 7. Станок электроэрозионной обработки в действии. Обрабатываемая деталь погружена в жидкость.
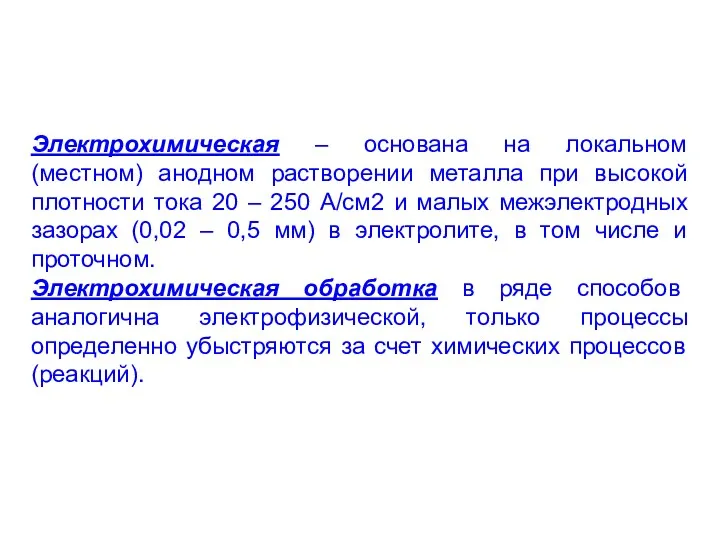
- 8. Электрохимическая – основана на локальном (местном) анодном растворении металла при высокой плотности тока 20 – 250
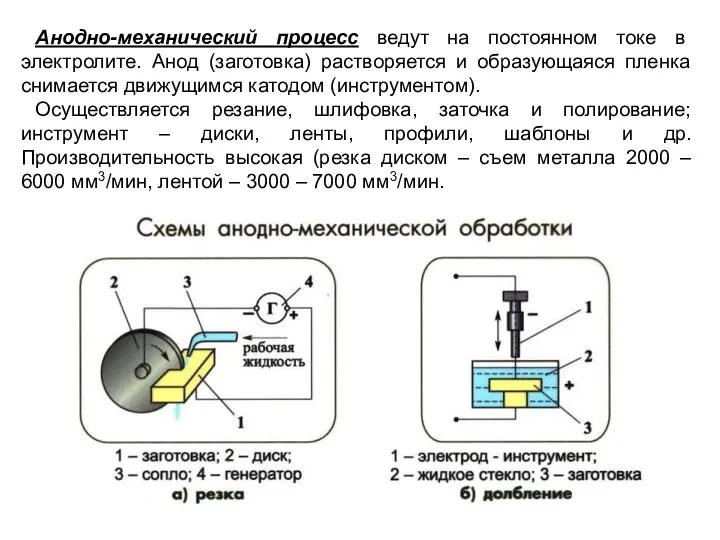
- 9. Анодно-механический процесс ведут на постоянном токе в электролите. Анод (заготовка) растворяется и образующаяся пленка снимается движущимся
- 12. Скачать презентацию
Электроэрозионная обработка (аббр. ЭЭО) — контролируемое разрушение электропроводного материала под действием
Электроэрозионная обработка (аббр. ЭЭО) — контролируемое разрушение электропроводного материала под действием
История
В 1938 году советский инженер Л. А. Юткин показал, что серия электроискровых разрядов порождает
История
В 1938 году советский инженер Л. А. Юткин показал, что серия электроискровых разрядов порождает
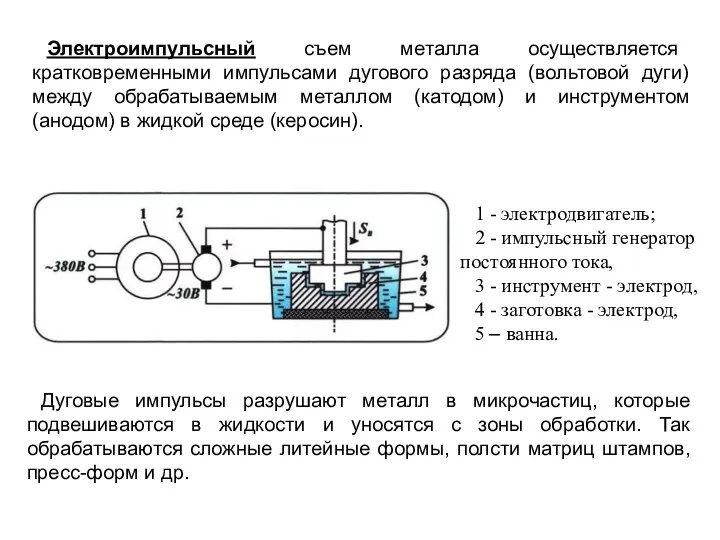
Электроимпульсный съем металла осуществляется кратковременными импульсами дугового разряда (вольтовой дуги) между
Электроимпульсный съем металла осуществляется кратковременными импульсами дугового разряда (вольтовой дуги) между
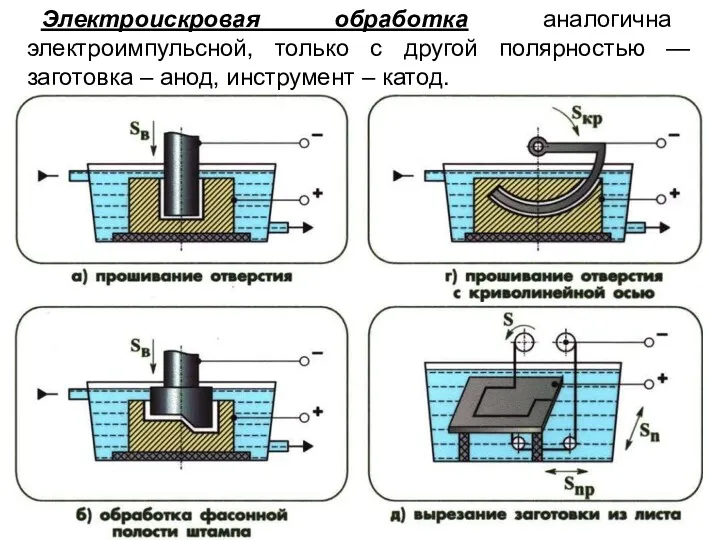
Электроискровая обработка аналогична электроимпульсной, только с другой полярностью — заготовка –
Электроискровая обработка аналогична электроимпульсной, только с другой полярностью — заготовка –
Станок электроэрозионной обработки в действии. Обрабатываемая деталь погружена в жидкость.
Станок электроэрозионной обработки в действии. Обрабатываемая деталь погружена в жидкость.
Электрохимическая – основана на локальном (местном) анодном растворении металла при высокой
Электрохимическая – основана на локальном (местном) анодном растворении металла при высокой
Анодно-механический процесс ведут на постоянном токе в электролите. Анод (заготовка) растворяется
Анодно-механический процесс ведут на постоянном токе в электролите. Анод (заготовка) растворяется

 Трансформаторы. Виды трансформаторов
Трансформаторы. Виды трансформаторов Контактные явления. Контакт металл - полупроводник
Контактные явления. Контакт металл - полупроводник Гидродинамика. Закон Бернулли. Гидравлические сопротивления и гидравлические потери
Гидродинамика. Закон Бернулли. Гидравлические сопротивления и гидравлические потери Фізичні та хімічні властивості води
Фізичні та хімічні властивості води Вихретоковый неразрушающий контроль
Вихретоковый неразрушающий контроль Портфолио учителя физики Бушмакиной Е. С.
Портфолио учителя физики Бушмакиной Е. С. Задачи на смеси, сплавы и растворы
Задачи на смеси, сплавы и растворы Уравнение Шредингера
Уравнение Шредингера Электрический ток. Источники тока
Электрический ток. Источники тока Движение под действием силы тяжести. Решение задач
Движение под действием силы тяжести. Решение задач Получение чистого золота
Получение чистого золота Интегрированный урок физики и поэзии
Интегрированный урок физики и поэзии Механическое движение. Задача на расчет средней скорости
Механическое движение. Задача на расчет средней скорости Биполярные транзисторы
Биполярные транзисторы Модели атома. Атом Резерфорда - Бора
Модели атома. Атом Резерфорда - Бора Физические основы механики. Динамика
Физические основы механики. Динамика Математические модели установившегося режима и методы решения. Общие сведения о схемах замещения
Математические модели установившегося режима и методы решения. Общие сведения о схемах замещения Презентация к уроку Диффузия. Движение молекул. (7 класс)
Презентация к уроку Диффузия. Движение молекул. (7 класс) Ця важка робота
Ця важка робота Металлографические исследования поверхности материалов
Металлографические исследования поверхности материалов Механічна робота. Потужність
Механічна робота. Потужність Интеллектуальное соревнование Гауссы и Ньютоны
Интеллектуальное соревнование Гауссы и Ньютоны Атмосферний тиск. 7 клас
Атмосферний тиск. 7 клас Эхо. Световое эхо
Эхо. Световое эхо Формирование навыков смыслового чтения и работы с текстом на уроках физики (Часть2)
Формирование навыков смыслового чтения и работы с текстом на уроках физики (Часть2) Сила Ампера
Сила Ампера Датчик числа оборотов G28
Датчик числа оборотов G28 Технічні дані тепловозів
Технічні дані тепловозів