- Основы взаимозаменяемости

Содержание
- 2. обеспечение взаимозаменяемости Выполнение требований к точности деталей и сборочных единиц изделий является важнейшим исходным условием обеспечения
- 3. полная взаимозаменяемость: упрощается процесс сборки — он сводится к простому соединению деталей рабочими преимущественно невысокой квалификации;
- 4. ФУНКЦИОНАЛЬНАЯ ВЗАИМОЗАМЕНЯЕМОСТЬ – обеспечивается работоспособность изделий с оптимальными и стабильными во времени эксплуатационными показателями или с
- 5. ФУНКЦИОНАЛЬНЫМИ являются геометрические, электрические, механические и другие ПАРАМЕТРЫ, влияющие на эксплуатационные показатели машин и других изделий
- 6. ЕСДП - единая система допусков и посадок Распространяется на допуски размеров гладких элементов деталей и на
- 7. При конструировании определяются линейные и угловые размеры детали, характеризующие ее величину и форму. Они назначаются на
- 8. Точность изготовления - важнейший фактор работоспособности детали Абсолютной точности в природе не существует! Для каждой детали,
- 9. Геометрические параметры. Размер Размер — это числовое значение линейной величины (диаметра, длины и т. д.) в
- 10. Действительный размер Номинальный размер Нижнее отклонение ei Верхнее отклонение es Минимальный допустимый размер di ДОПУСК it
- 11. Допуск зависит от квалитета и размера IТ = а⋅i , где а - число единиц допуска,
- 12. КВАЛИТЕТЫ ТОЧНОСТИ Квалитеты точности определяют размер допуска, точнее из скольких единиц допуска состоит интервал допустимых отклонений.
- 13. ЧИСЛО ЕДИНИЦ ДОПУСКА a ПО КВАЛИТЕТАМ
- 14. ИНТЕРВАЛЫ РАЗМЕРОВ В ММ Допуски в зависимости от квалитетов точности и размера, в мкм
- 15. «ВАЛ» - термин для обозначения наружных (охватываемых) элементов деталей, «ОТВЕРСТИЕ» — термин для обозначения внутренних (охватывающих)
- 16. Dmax – Наибольший предельный размер отверстия Dmin – Наименьший предельный размер отверстия D – Номинальный размер
- 17. dmin dmax Dном Dmin Dmax Поля допусков отверстия и вала при посадке с зазором отклонения отверстия
- 18. Положитель-ное отклонение Отрицательное отклонение Положительное отклонение Отрицательное отклонение ZC ZB ZA Z Y X V U
- 19. ПОЛЕ ДОПУСКА it Поле допуска указывается Буквой латинского шрифта, обозначающего положение поля относительно номинального размера (нулевой
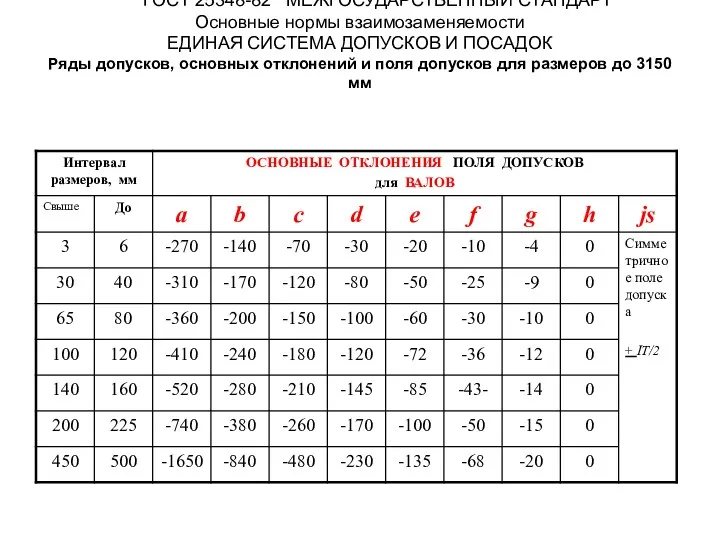
- 20. ГОСТ 25348-82 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ Основные нормы взаимозаменяемости ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК Ряды допусков, основных отклонений
- 21. H11 H10 H9 H8 H7 H5 H6 Интервалы допусков Номинальный размер Допуск H (прилегающий)
- 22. Допуск jS (симметричный) jS11 jS10 jS9 jS8 jS7 jS5 jS6 Интервалы допусков Номинальный размер
- 23. ПОСАДКА Сопрягаемые детали в зависимости от функционального назначения должны находиться в определенных условиях контакта - посадке
- 24. Расчет посадок с зазором Рассчитываются зазоры с оптимальными показателями для каждого конкретного случая Сила трения Толщина
- 25. Расчета посадок с натягом нет! Эмпирически (путем экспериментальных испытаний узла в условиях, приближенных к реальным условиям
- 26. ГОСТ 25346 - 89 Проходной предел - один из двух предельных размеров, который соответствует максимальному количеству
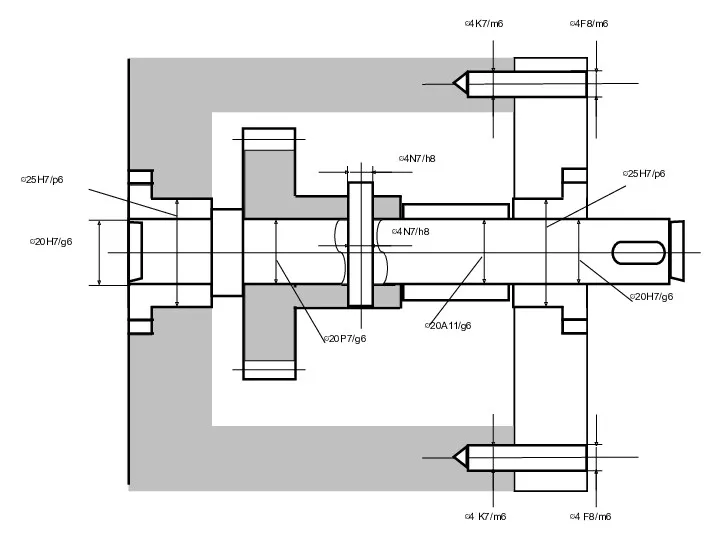
- 27. Примеры посадок а – в системе отверстия; б - в системе вала
- 28. Рекомендации по применению некоторых посадок с натягом Посадки Н/р; Р/h – "легкопрессовые" - характеризуются минимальным гарантированным
- 30. ПРЕДПОЧТИТЕЛЬНЫЕ ПОСАДКИ При номинальных размерах от 1 до 500 мм в системе отверстия: Н7/е8; Н7/f7; Н7/g6;
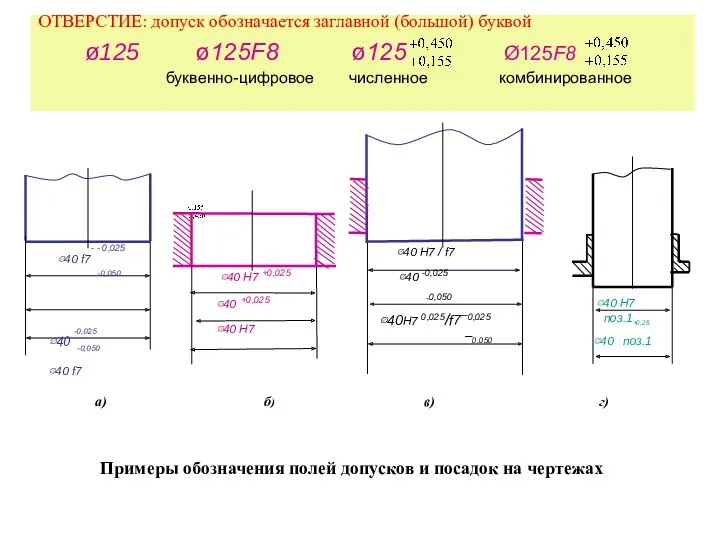
- 31. Примеры обозначения полей допусков и посадок на чертежах в) г) ОТВЕРСТИЕ: допуск обозначается заглавной (большой) буквой
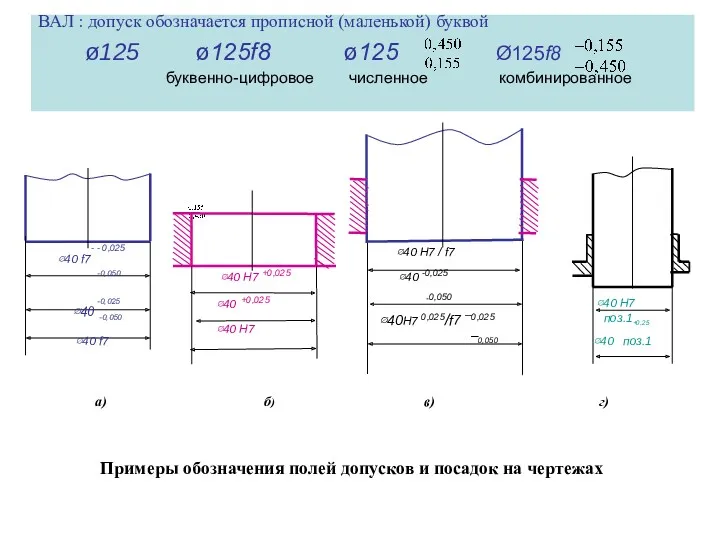
- 32. Примеры обозначения полей допусков и посадок на чертежах в) г) ВАЛ : допуск обозначается прописной (маленькой)
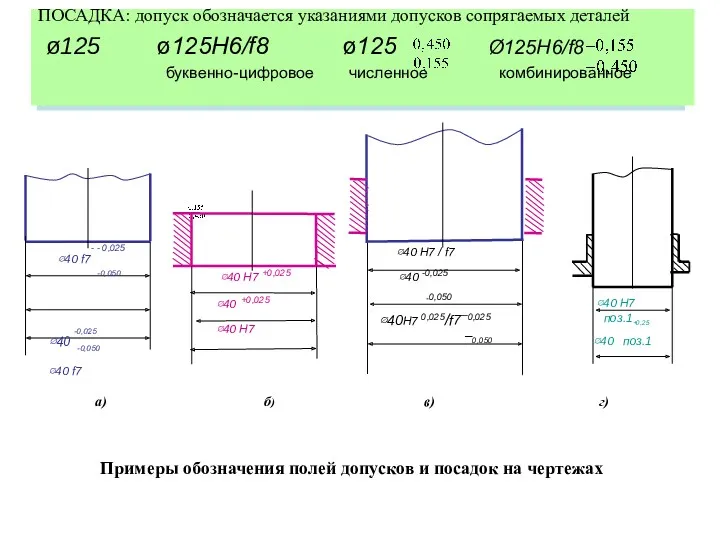
- 33. Примеры обозначения полей допусков и посадок на чертежах в) г) ПОСАДКА: допуск обозначается указаниями допусков сопрягаемых
- 34. Точность формы и расположения ГОСТ 24642 – 81 Δ Прилегающая прямая Реальный профиль Прилегающая окружность Реальный
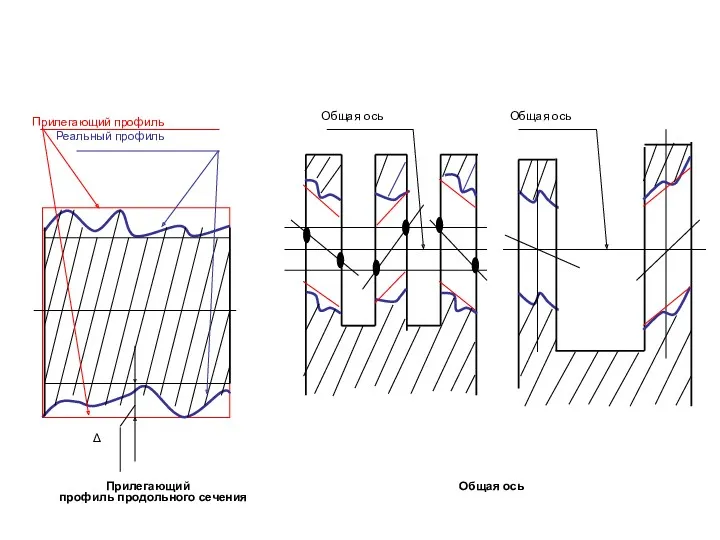
- 35. Δ Прилегающий профиль Реальный профиль Общая ось Общая ось Прилегающий Общая ось профиль продольного сечения
- 36. Отклонение формы плоских поверхностей Δ Прилегающая поверхность L1 L2
- 37. Допуски формы и расположения
- 38. Суммарные допуски формы и расположения
- 39. А Б В Г Д 0,06 0,01/100 0,1/ 300х200 ∅0,1 Р Р 60 Правила простановки допусков
- 40. 0,2 А А
- 41. Качество обработки поверхности До 1983 г. качество обработки поверхности регламентировалось ОСТ Понятие «класс чистоты поверхности» 14
- 42. Шероховатость поверхности ГОСТ 25142 – 82: совокупность микронеровностей поверхности с относительно малыми шагами, выделенная с помощью
- 43. Профилограмма поверхности h1min H1min H1max h1max Si h2min H2min H2max h2max bi Средняя линия m y1
- 44. Параметры шероховатости ГОСТ 2789 – 73 Высота неровностей профиля по десяти точкам Rz Среднее арифметическое отклонение
- 45. Параметры шероховатости ГОСТ 2789 – 73 Средний шаг неровностей профиля по вершинам S — среднее арифметическое
- 47. обозначение шероховатости поверхности по ОСТ до 1983 г
- 48. Направления неровностей поверхности ГОСТ 2789 – 73* M C R Радиальное Кругообразное Произвольное Перекрещивающееся Перпендикулярное Параллельное
- 49. Влияние шероховатости на силу трения нагрузка Fтр Ra R1 R2 R3
- 50. Изменения шероховатости у пары трения в процессе эксплуатации Ra
- 52. Скачать презентацию
обеспечение взаимозаменяемости
Выполнение требований к точности деталей и сборочных единиц изделий
обеспечение взаимозаменяемости
Выполнение требований к точности деталей и сборочных единиц изделий
полная взаимозаменяемость:
упрощается процесс сборки — он сводится к простому соединению деталей
полная взаимозаменяемость:
упрощается процесс сборки — он сводится к простому соединению деталей
ФУНКЦИОНАЛЬНАЯ ВЗАИМОЗАМЕНЯЕМОСТЬ – обеспечивается работоспособность изделий с оптимальными и стабильными во
ФУНКЦИОНАЛЬНАЯ ВЗАИМОЗАМЕНЯЕМОСТЬ – обеспечивается работоспособность изделий с оптимальными и стабильными во
ФУНКЦИОНАЛЬНЫМИ являются геометрические, электрические, механические и другие ПАРАМЕТРЫ, влияющие на эксплуатационные
ФУНКЦИОНАЛЬНЫМИ являются геометрические, электрические, механические и другие ПАРАМЕТРЫ, влияющие на эксплуатационные
ЕСДП - единая система допусков и посадок Распространяется на допуски размеров
ЕСДП - единая система допусков и посадок Распространяется на допуски размеров
При конструировании определяются линейные и угловые размеры детали, характеризующие ее величину
При конструировании определяются линейные и угловые размеры детали, характеризующие ее величину
Точность изготовления
- важнейший фактор работоспособности детали
Абсолютной точности в природе
не
Точность изготовления
- важнейший фактор работоспособности детали
Абсолютной точности в природе
не
Геометрические параметры. Размер
Размер — это числовое значение линейной величины (диаметра,
Геометрические параметры. Размер
Размер — это числовое значение линейной величины (диаметра,
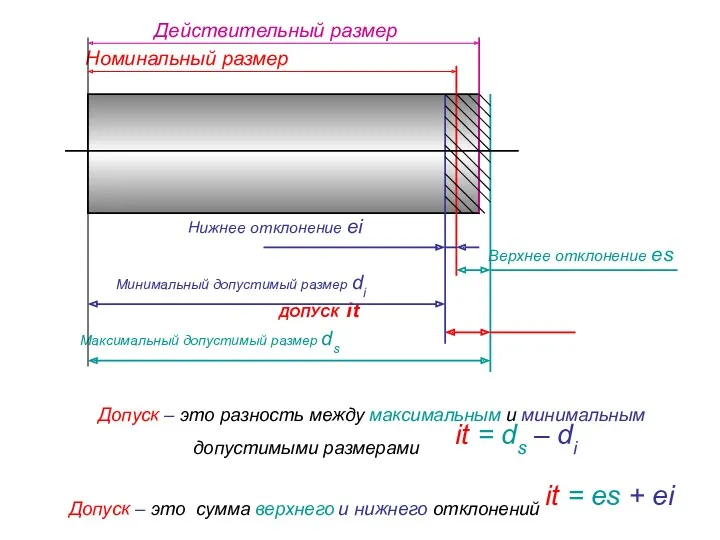
Действительный размер
Номинальный размер
Нижнее отклонение ei
Верхнее отклонение es
Минимальный допустимый
Действительный размер
Номинальный размер
Нижнее отклонение ei
Верхнее отклонение es
Минимальный допустимый
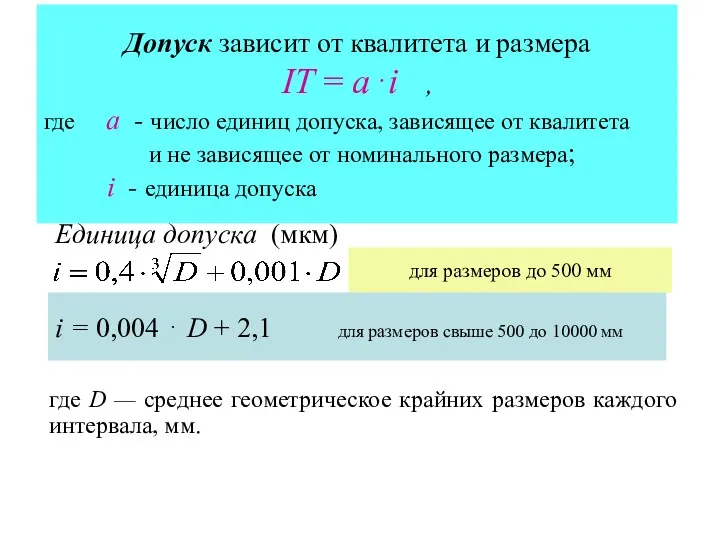
Допуск зависит от квалитета и размера
IТ = а⋅i ,
где а -
Допуск зависит от квалитета и размера
IТ = а⋅i ,
где а -
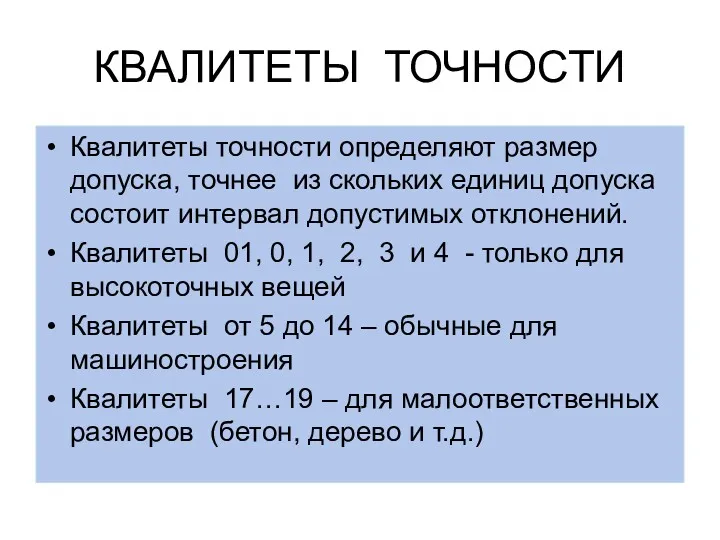
КВАЛИТЕТЫ ТОЧНОСТИ
Квалитеты точности определяют размер допуска, точнее из скольких единиц допуска
КВАЛИТЕТЫ ТОЧНОСТИ
Квалитеты точности определяют размер допуска, точнее из скольких единиц допуска

ЧИСЛО ЕДИНИЦ ДОПУСКА a ПО КВАЛИТЕТАМ
ЧИСЛО ЕДИНИЦ ДОПУСКА a ПО КВАЛИТЕТАМ

ИНТЕРВАЛЫ РАЗМЕРОВ В ММ
Допуски в зависимости от квалитетов точности и размера,
ИНТЕРВАЛЫ РАЗМЕРОВ В ММ
Допуски в зависимости от квалитетов точности и размера,
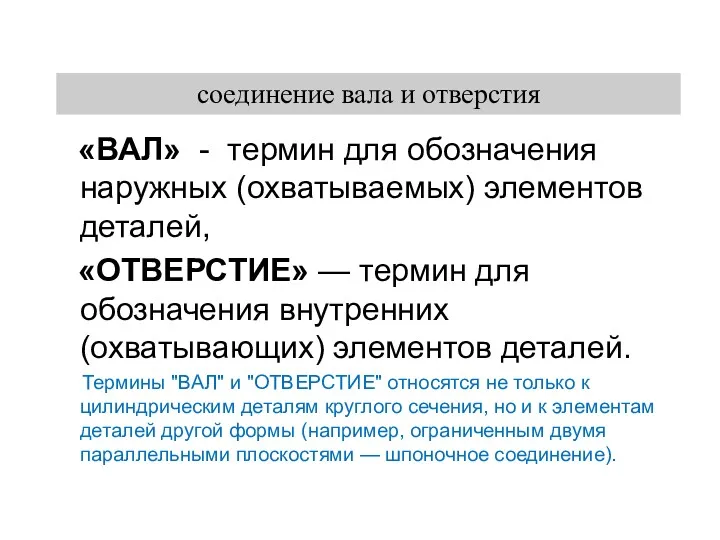
«ВАЛ» - термин для обозначения наружных (охватываемых) элементов деталей,
«ОТВЕРСТИЕ»
«ВАЛ» - термин для обозначения наружных (охватываемых) элементов деталей,
«ОТВЕРСТИЕ»
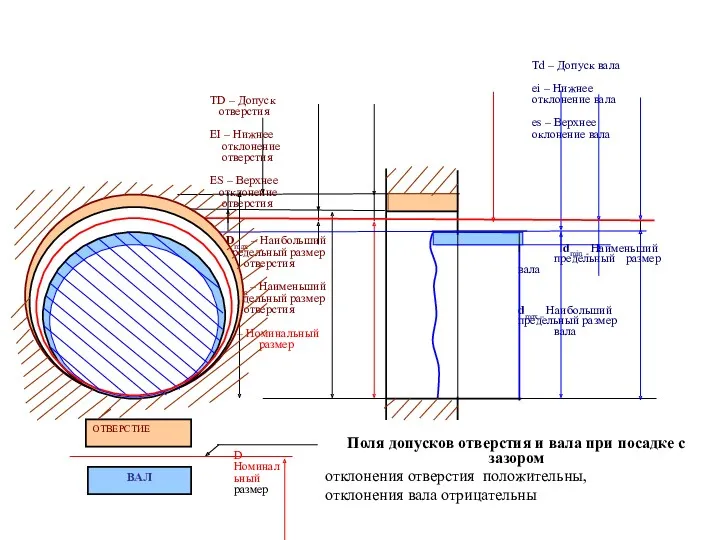
Dmax – Наибольший предельный размер
отверстия
Dmin – Наименьший предельный размер
отверстия
D
Dmax – Наибольший предельный размер
отверстия
Dmin – Наименьший предельный размер
отверстия
D
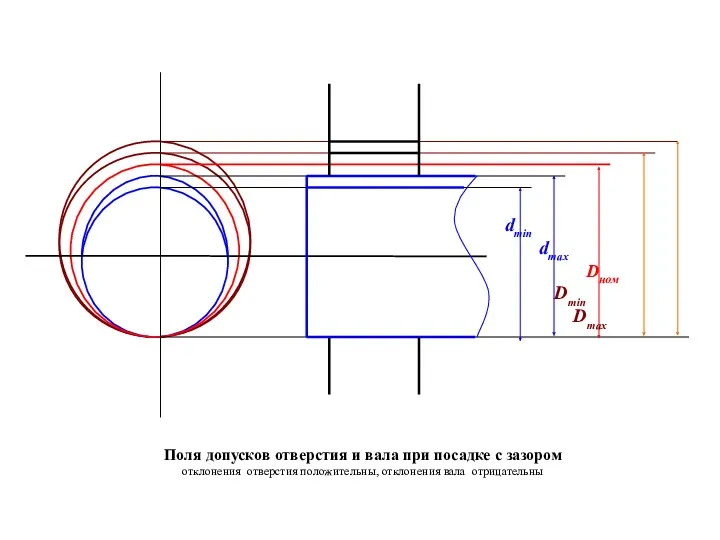
dmin
dmax
Dном Dmin Dmax
Поля допусков отверстия и
dmin
dmax
Dном Dmin Dmax
Поля допусков отверстия и
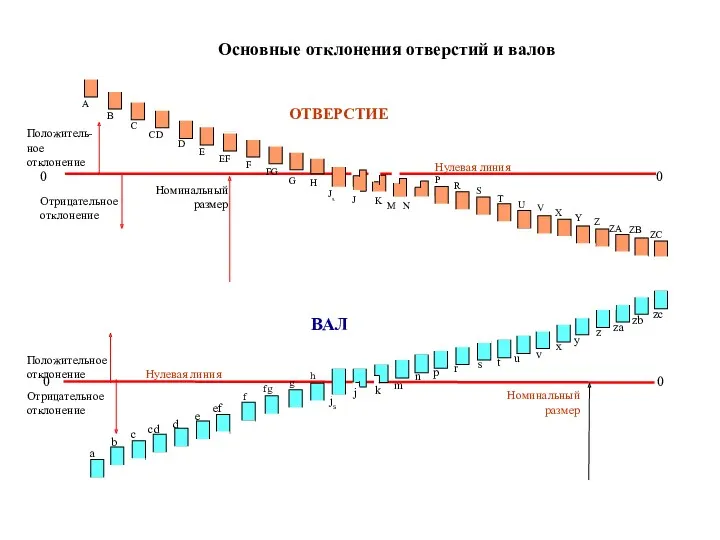
Положитель-ное отклонение
Отрицательное отклонение
Положительное отклонение
Отрицательное отклонение
ZC
ZB
ZA
Z
Y
X
V
U
T
S
R
P
M N
K
J
Js
H
G
FG
F
EF
E
D
CD
C
B
A
h
g
fg
f
ef
e
d
cd
c
b
a
js
j
k
m
n
p
r
s
t
u
v
x
y
z
za
zb
zc
Номинальный размер
ОТВЕРСТИЕ
ВАЛ
Номинальный размер
0
0
0
0
Нулевая линия
Нулевая
Положитель-ное отклонение
Отрицательное отклонение
Положительное отклонение
Отрицательное отклонение
ZC
ZB
ZA
Z
Y
X
V
U
T
S
R
P
M N
K
J
Js
H
G
FG
F
EF
E
D
CD
C
B
A
h
g
fg
f
ef
e
d
cd
c
b
a
js
j
k
m
n
p
r
s
t
u
v
x
y
z
za
zb
zc
Номинальный размер
ОТВЕРСТИЕ
ВАЛ
Номинальный размер
0
0
0
0
Нулевая линия
Нулевая
ПОЛЕ ДОПУСКА it
Поле допуска указывается
Буквой латинского шрифта, обозначающего положение поля
ПОЛЕ ДОПУСКА it
Поле допуска указывается
Буквой латинского шрифта, обозначающего положение поля
ГОСТ 25348-82 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Ряды допусков,
ГОСТ 25348-82 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ Основные нормы взаимозаменяемости ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК Ряды допусков,
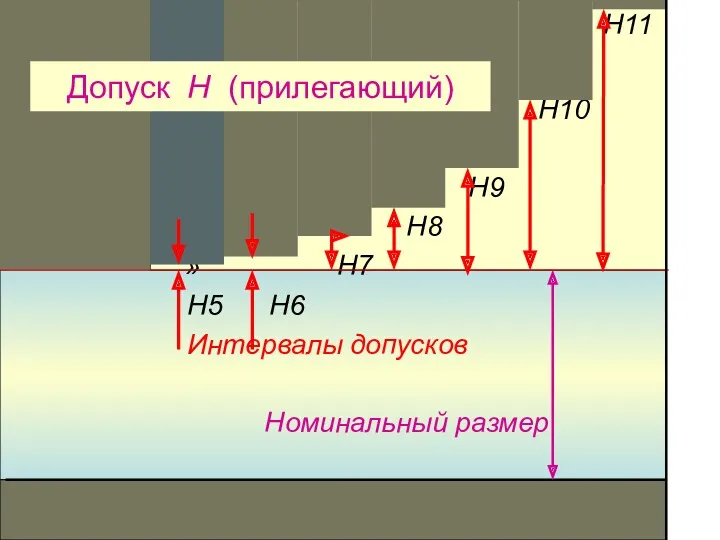
H11
H10
H9
H8
H7
H5 H6
Интервалы допусков
Номинальный размер
Допуск H
H11
H10
H9
H8
H7
H5 H6
Интервалы допусков
Номинальный размер
Допуск H
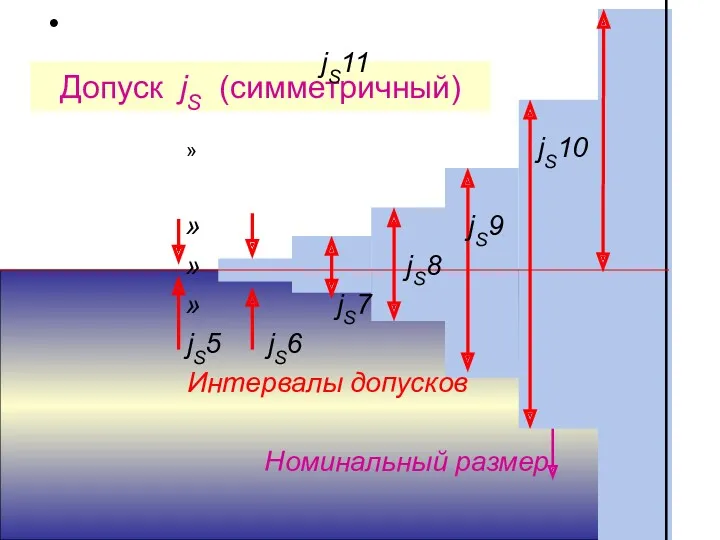
Допуск jS (симметричный)
jS11
jS10
jS9
jS8
jS7
jS5 jS6
Интервалы допусков
Номинальный
Допуск jS (симметричный)
jS11
jS10
jS9
jS8
jS7
jS5 jS6
Интервалы допусков
Номинальный
ПОСАДКА
Сопрягаемые детали в зависимости от функционального назначения должны находиться в определенных
ПОСАДКА
Сопрягаемые детали в зависимости от функционального назначения должны находиться в определенных
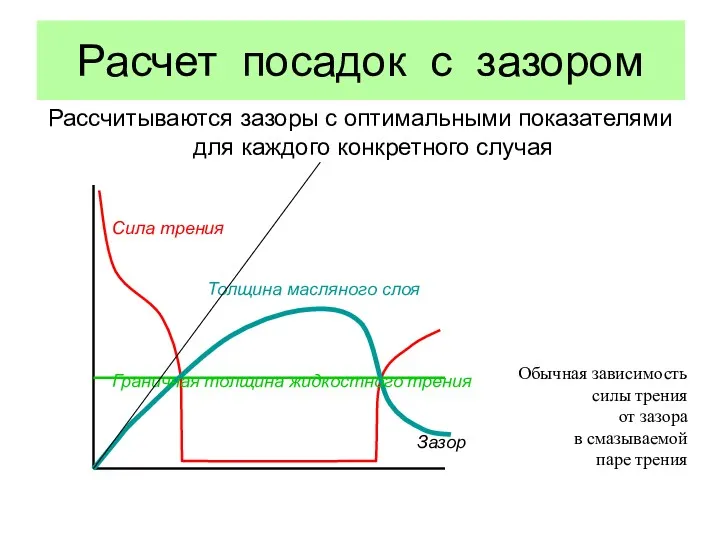
Расчет посадок с зазором
Рассчитываются зазоры с оптимальными показателями для каждого конкретного
Расчет посадок с зазором
Рассчитываются зазоры с оптимальными показателями для каждого конкретного
Расчета посадок с натягом нет!
Эмпирически
(путем экспериментальных испытаний узла в условиях,
Расчета посадок с натягом нет!
Эмпирически
(путем экспериментальных испытаний узла в условиях,
ГОСТ 25346 - 89
Проходной предел - один из двух
ГОСТ 25346 - 89
Проходной предел - один из двух
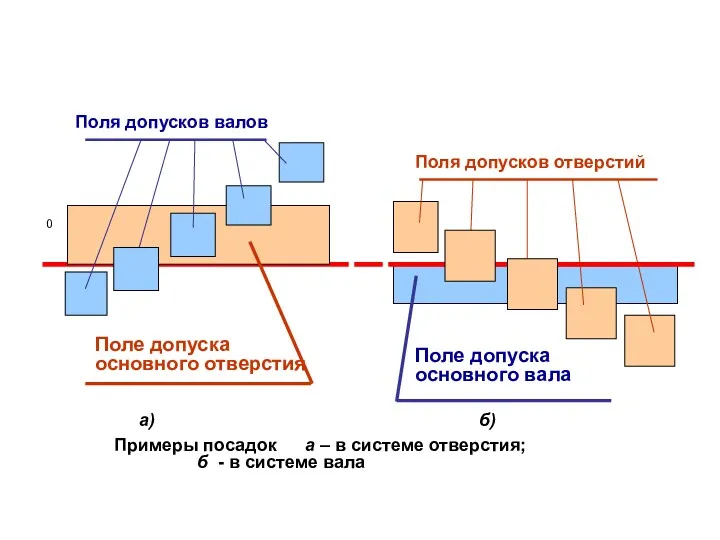
Примеры посадок а – в системе отверстия;
б - в
Примеры посадок а – в системе отверстия;
б - в
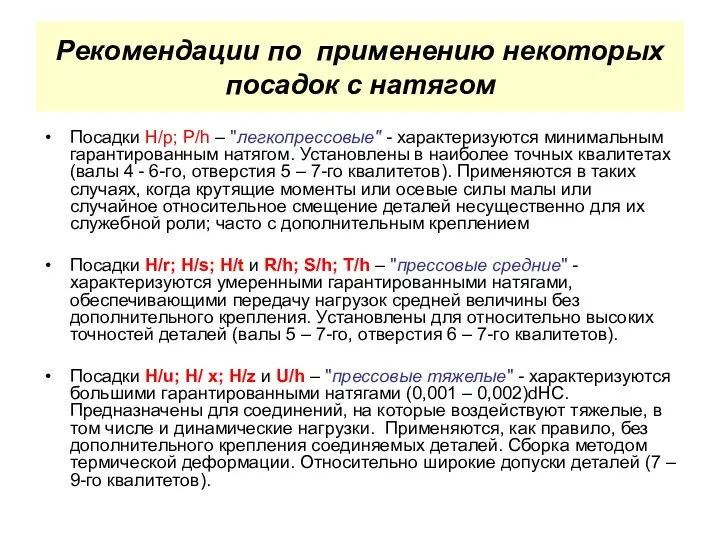
Рекомендации по применению некоторых посадок с натягом
Посадки Н/р; Р/h – "легкопрессовые"
Рекомендации по применению некоторых посадок с натягом
Посадки Н/р; Р/h – "легкопрессовые"
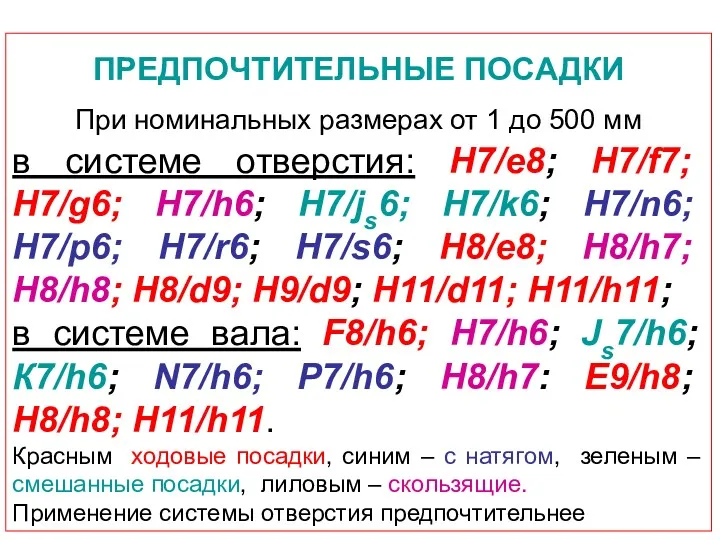
ПРЕДПОЧТИТЕЛЬНЫЕ ПОСАДКИ
При номинальных размерах от 1 до 500 мм
в
ПРЕДПОЧТИТЕЛЬНЫЕ ПОСАДКИ
При номинальных размерах от 1 до 500 мм
в
Примеры обозначения полей допусков и посадок на чертежах
в) г)
ОТВЕРСТИЕ: допуск обозначается
Примеры обозначения полей допусков и посадок на чертежах
в) г)
ОТВЕРСТИЕ: допуск обозначается
Примеры обозначения полей допусков и посадок на чертежах
в) г)
ВАЛ : допуск
Примеры обозначения полей допусков и посадок на чертежах
в) г)
ВАЛ : допуск
Примеры обозначения полей допусков и посадок на чертежах
в) г)
ПОСАДКА: допуск обозначается
Примеры обозначения полей допусков и посадок на чертежах
в) г)
ПОСАДКА: допуск обозначается
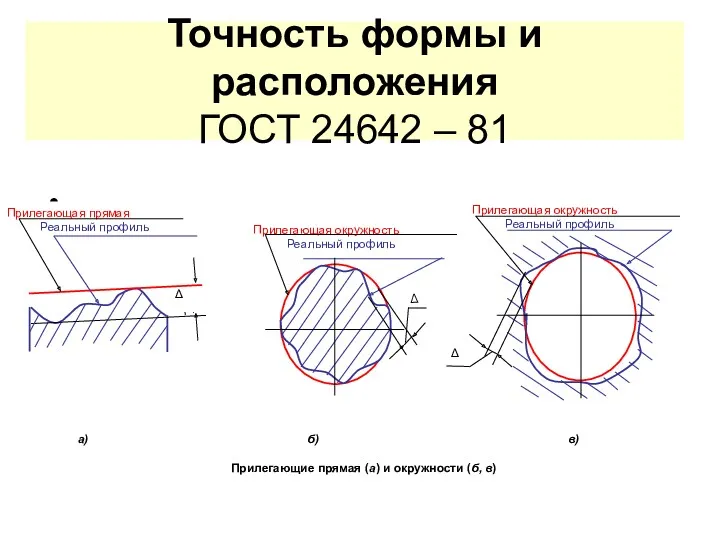
Точность формы и расположения
ГОСТ 24642 – 81
Δ
Прилегающая прямая
Реальный профиль
Прилегающая
Точность формы и расположения
ГОСТ 24642 – 81
Δ
Прилегающая прямая
Реальный профиль
Прилегающая
Δ
Прилегающий профиль
Реальный профиль
Общая ось
Общая ось
Прилегающий Общая ось
профиль продольного
Δ
Прилегающий профиль
Реальный профиль
Общая ось
Общая ось
Прилегающий Общая ось
профиль продольного
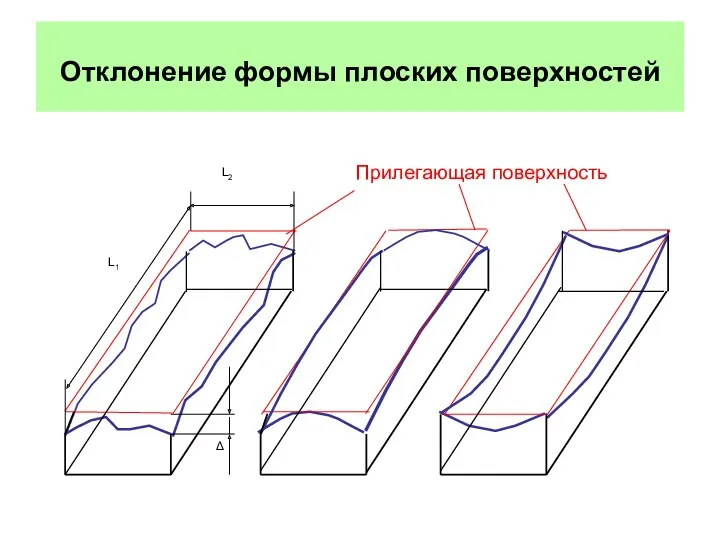
Отклонение формы плоских поверхностей
Δ
Прилегающая поверхность
L1
L2
Отклонение формы плоских поверхностей
Δ
Прилегающая поверхность
L1
L2
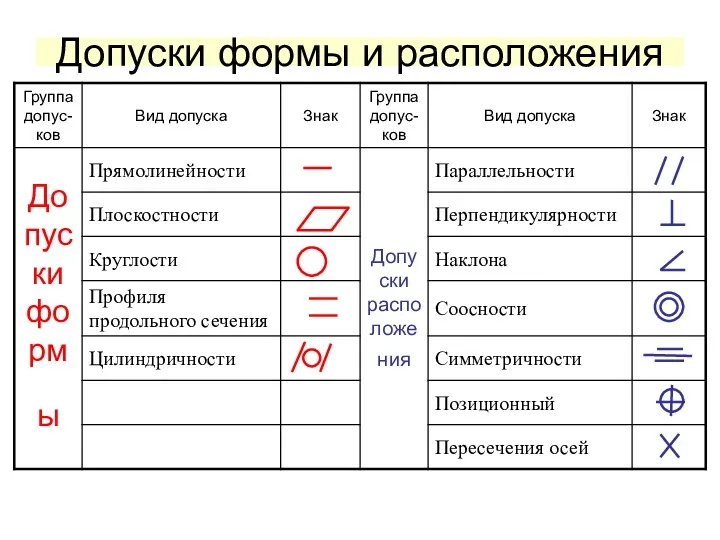
Допуски формы и расположения
Допуски формы и расположения
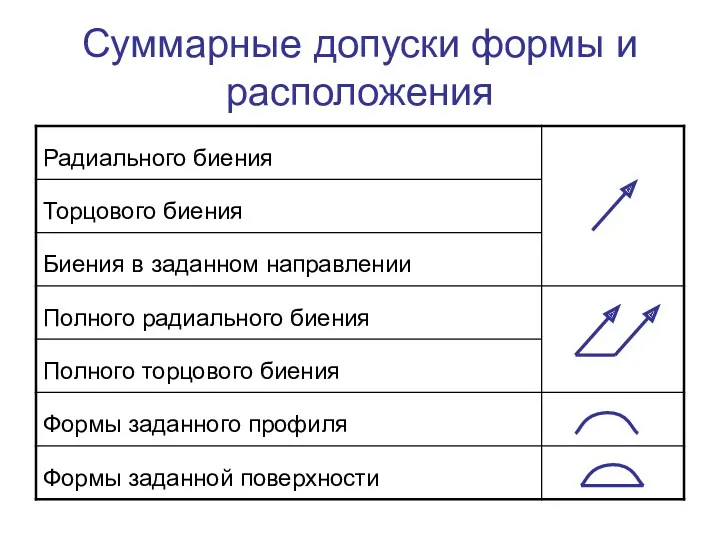
Суммарные допуски формы и расположения
Суммарные допуски формы и расположения
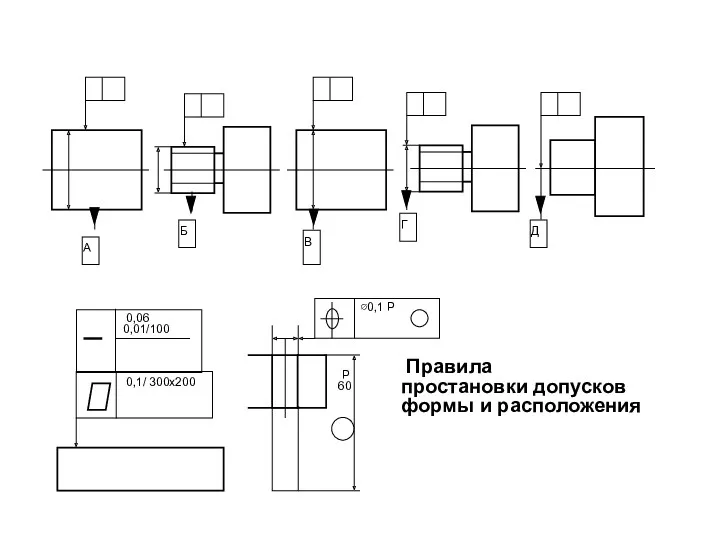
А
Б
В
Г
Д
0,06
0,01/100
0,1/ 300х200
∅0,1 Р
Р 60
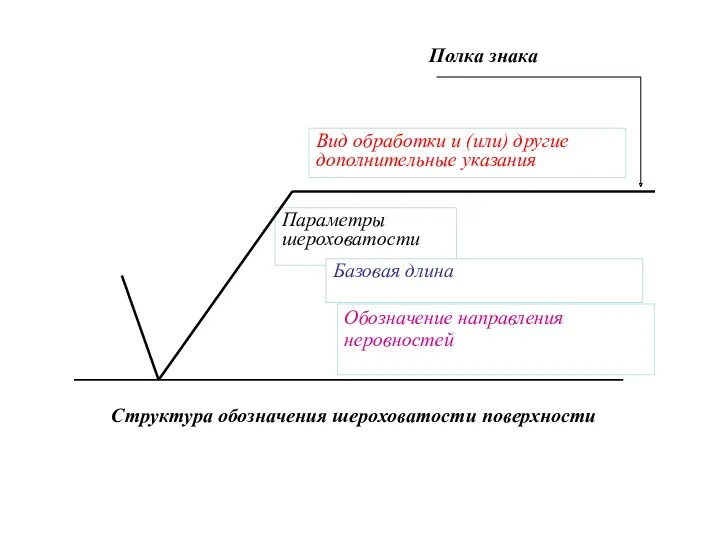
Правила
простановки
А
Б
В
Г
Д
0,06
0,01/100
0,1/ 300х200
∅0,1 Р
Р 60
Правила
простановки
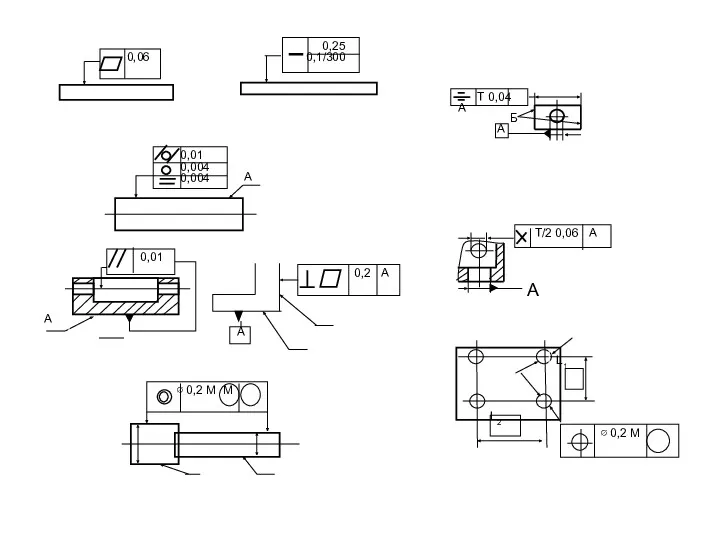
0,2 А
А
0,2 А
А
Качество обработки поверхности
До 1983 г. качество обработки поверхности регламентировалось ОСТ
Понятие «класс
Качество обработки поверхности
До 1983 г. качество обработки поверхности регламентировалось ОСТ
Понятие «класс
Шероховатость поверхности
ГОСТ 25142 – 82: совокупность микронеровностей поверхности с относительно малыми
Шероховатость поверхности
ГОСТ 25142 – 82: совокупность микронеровностей поверхности с относительно малыми
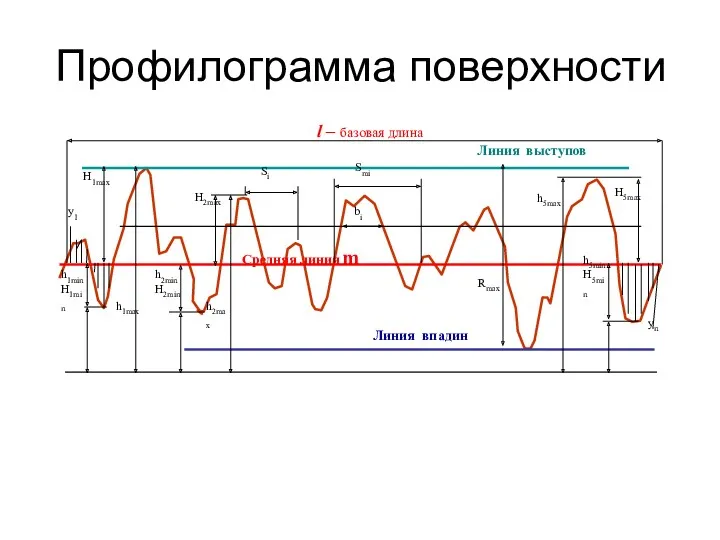
Профилограмма поверхности
h1min H1min
H1max
h1max
Si
h2min H2min
H2max
h2max
bi
Средняя линия m
y1
Smi
Rmax
l – базовая
Профилограмма поверхности
h1min H1min
H1max
h1max
Si
h2min H2min
H2max
h2max
bi
Средняя линия m
y1
Smi
Rmax
l – базовая
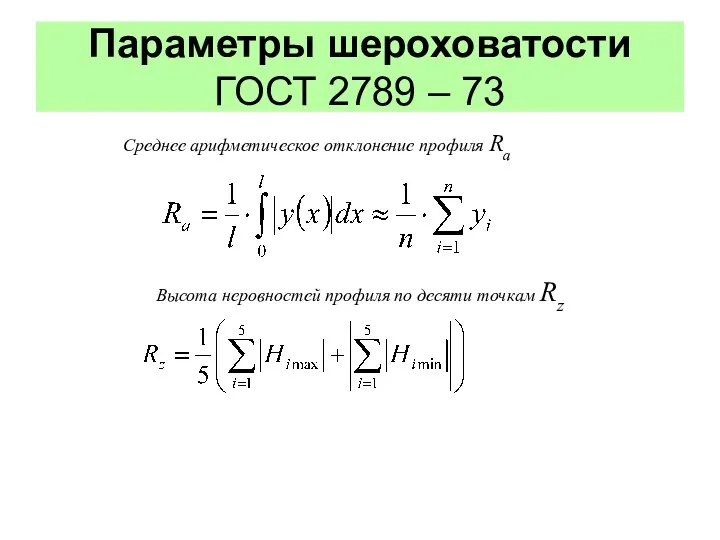
Параметры шероховатости
ГОСТ 2789 – 73
Высота неровностей профиля по десяти точкам
Параметры шероховатости
ГОСТ 2789 – 73
Высота неровностей профиля по десяти точкам
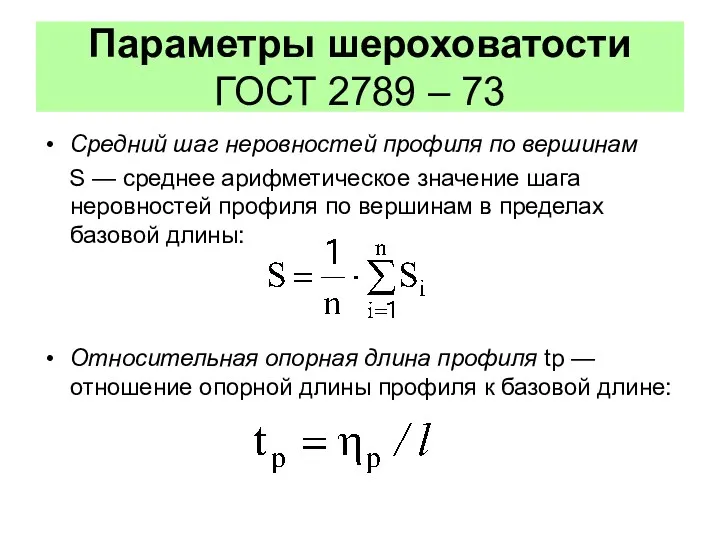
Параметры шероховатости
ГОСТ 2789 – 73
Средний шаг неровностей профиля по вершинам
Параметры шероховатости
ГОСТ 2789 – 73
Средний шаг неровностей профиля по вершинам
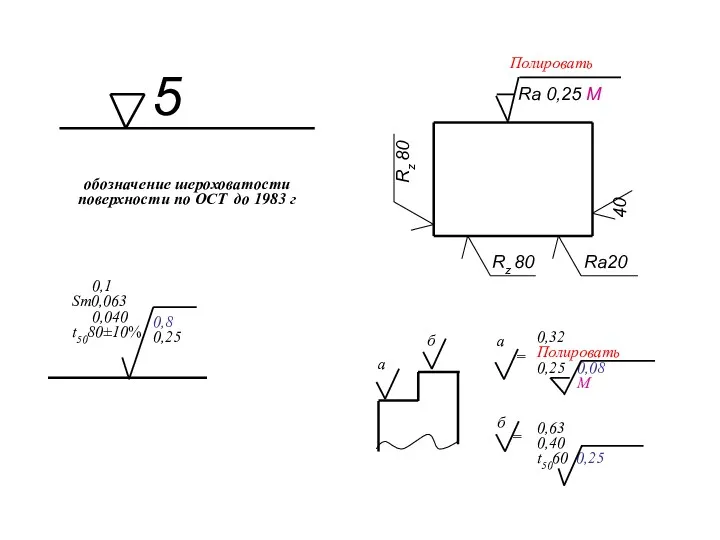
обозначение шероховатости поверхности по ОСТ до 1983 г
обозначение шероховатости поверхности по ОСТ до 1983 г
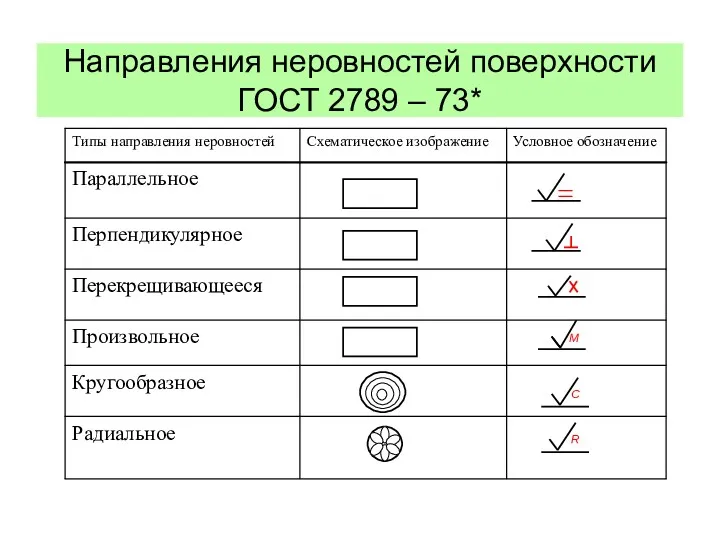
Направления неровностей поверхности ГОСТ 2789 – 73*
M
C
R
Радиальное
Кругообразное
Произвольное
Перекрещивающееся
Перпендикулярное
Параллельное
Условное обозначение
Схематическое изображение
Типы направления неровностей
Направления неровностей поверхности ГОСТ 2789 – 73*
M
C
R
Радиальное
Кругообразное
Произвольное
Перекрещивающееся
Перпендикулярное
Параллельное
Условное обозначение
Схематическое изображение
Типы направления неровностей
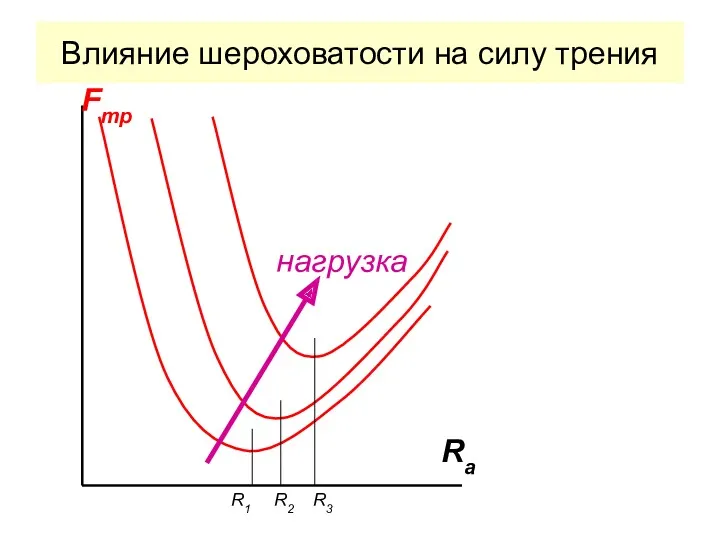
Влияние шероховатости на силу трения
нагрузка
Fтр
Ra
R1 R2 R3
Влияние шероховатости на силу трения
нагрузка
Fтр
Ra
R1 R2 R3
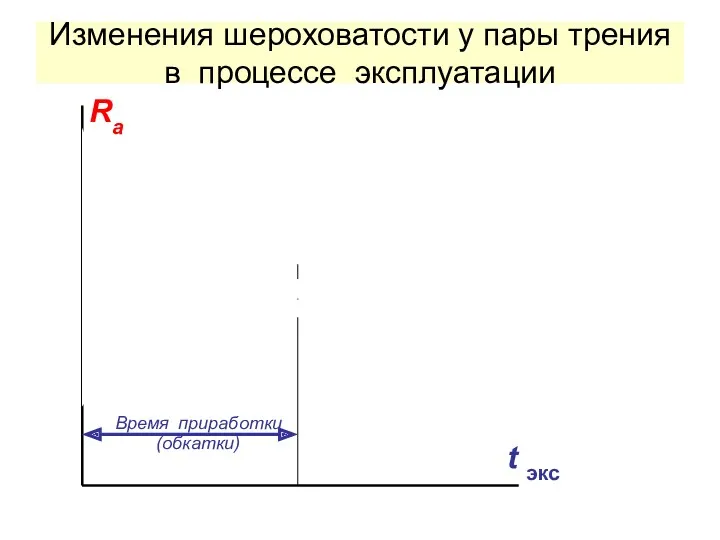
Изменения шероховатости у пары трения в процессе эксплуатации
Ra
Изменения шероховатости у пары трения в процессе эксплуатации
Ra
 Газовые законы. Урок физики в 10 классе
Газовые законы. Урок физики в 10 классе Презентации к учебному материалу по физике для учащихся 8 класса
Презентации к учебному материалу по физике для учащихся 8 класса Developing new effective methods for separation of trace elements and nano/microparticles
Developing new effective methods for separation of trace elements and nano/microparticles Электросинтез. (Тема 7)
Электросинтез. (Тема 7) педагогический проект
педагогический проект Отличительные особенности конструкции базовой машины КУР 31
Отличительные особенности конструкции базовой машины КУР 31 Урок Преломление света – 8 класс
Урок Преломление света – 8 класс Диоды средней мощности
Диоды средней мощности Электрические цепи постоянного тока. Практическое занятие №1
Электрические цепи постоянного тока. Практическое занятие №1 Механическое оборудование электровоза ВЛ-80с
Механическое оборудование электровоза ВЛ-80с Аэрогазодинамика. Тела вращения в сверхзвуковом потоке (лекции 22, 23)
Аэрогазодинамика. Тела вращения в сверхзвуковом потоке (лекции 22, 23) Світло і кольори
Світло і кольори Эвольвентное зацепление
Эвольвентное зацепление презентация к уроку физики Законы сохранения в механике
презентация к уроку физики Законы сохранения в механике Закон Паскаля
Закон Паскаля Жерсерік байланысын ұйымдастыру қағидасын түсіндіру
Жерсерік байланысын ұйымдастыру қағидасын түсіндіру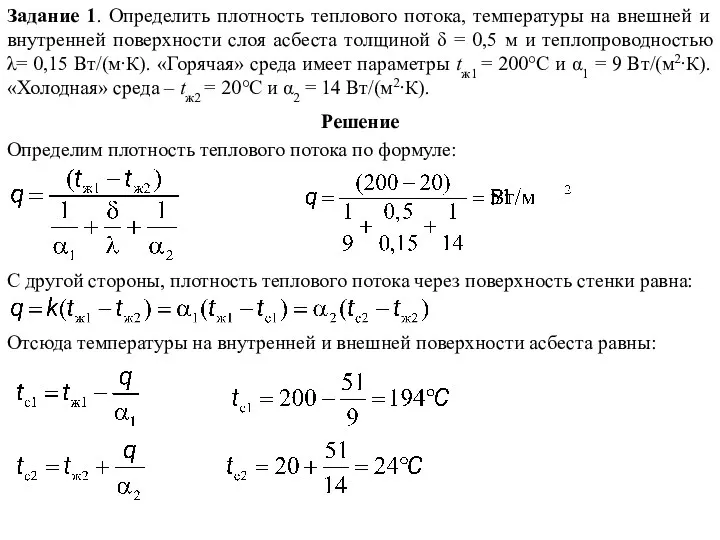 Теплопередача. Задачи
Теплопередача. Задачи Исследование влияния мешающих сигналов на радиосистемы с QAM
Исследование влияния мешающих сигналов на радиосистемы с QAM Қаныққан және қанықпаған бу. Ауа ылғалдылығы
Қаныққан және қанықпаған бу. Ауа ылғалдылығы Игра Занимательная физика
Игра Занимательная физика Основные положения молекулярно-кинетической теории (МКТ)
Основные положения молекулярно-кинетической теории (МКТ) Механическое движение
Механическое движение Подсистема движение. Движители
Подсистема движение. Движители Гальванический элемент
Гальванический элемент Презентация к уроку Расчет массы и объема тела по его плотности 7 класс.
Презентация к уроку Расчет массы и объема тела по его плотности 7 класс. Статика. Равновесие тел. Рычаг
Статика. Равновесие тел. Рычаг Презентация к внеклассному занятию-игра по физике для 8 класса Физический бой.
Презентация к внеклассному занятию-игра по физике для 8 класса Физический бой. Закон Архимеда
Закон Архимеда