- Применение ПКМ при ремонте машин

Содержание
- 2. Методы ремонта деталей машин Применение ПКМ позволяет не только расширить номенклатуру восстанавливаемых деталей, но и снизить
- 3. Классификация дефектов элементов транспортно-технологических машин Дефекты, образованные в результате длительного воздействия внешней или (и) внутренней среды
- 4. Факторы вызывающие процессы разрушения деталей машин Факторы, вызывающие процессы разрушения Статические нагрузки Динамические нагрузки Старение Износ
- 5. Области применения ПКМ при ремонте деталей машин
- 6. Детали транспортно-технологических машин, которые могут быть восстановлены с использованием ПКМ Элементы ходовой части Элементы кабин Сиденье
- 7. Последовательность действий при ремонте машин с использованием ПКМ
- 8. Выбор термореактивных связующих для ремонта машин с использованием ПКМ Связующие, отверждаемые при комнатной температуре Связующие, отверждаемые
- 9. Выбор наполнителей для ремонта машин с использованием ПКМ Тканные наполнители Непрерывные волокна Ремонт цилиндрических деталей Ремонт
- 10. Технология ремонта деталей машин с использованием ПКМ, содержащих тканные наполнители 2. Подготовка поверхности (химическая, физическая) 1.
- 11. Технология ремонта деталей машин с использованием ПКМ, содержащих непрерывные волокна или ленты 2. Подготовка поверхности (химическая,
- 12. Технология ремонта деталей машин с использованием ПКМ, содержащих непрерывные волокна Когда в силу конструктивных особенностей необходима
- 13. Технология ремонта деталей машин с использованием ПКМ, содержащих дисперсные наполнители 2. Подготовка поверхности (химическая, физическая) 1.
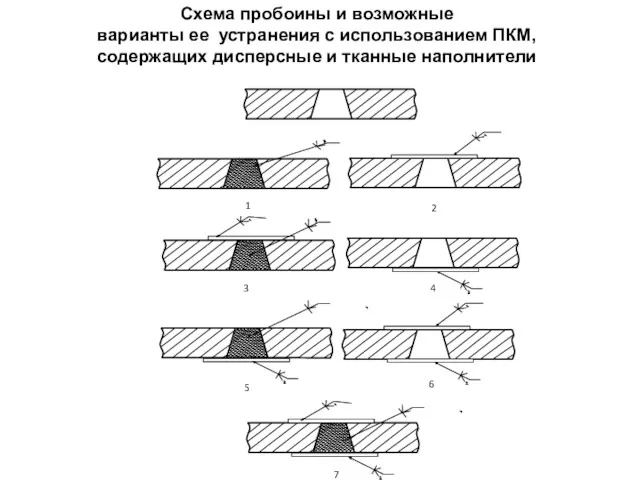
- 14. Технология ремонта деталей машин с использованием ПКМ, содержащих дисперсные и тканные наполнители 2. Подготовка поверхности (химическая,
- 16. Методы контроля качества соединений восстановленных с использованием полимерных композиционных материалов
- 17. а – когезионный по материалу детали; б – когезионный по ПКМ; в – адгезионный г –
- 18. Типовые ошибки при ремонте с использованием ПКМ При выборе связующего необходимо учитывать ряд параметров: диапазон рабочих
- 19. Критерием механической обработки поверхности принято считать показатель шероховатости поверхности. В зависимости от применяемого связующего существуют рекомендации
- 20. После механической обработки поверхность металла достаточно активна, что положительно сказывается на прочностных характеристиках клеевого соединения, а
- 21. При незначительной передозировке отвердителя ПКМ приобретает хрупкость. А при его недостатке, наоборот, становится слишком эластичным. Помимо
- 22. Готовить связующее следует непосредственно перед применением. Все клеевые материалы подразделяют по срокам жизнеспособности готового состава. Если
- 23. Избыточная толщина связующего при пропитке тканного наполнителя существенно ухудшает прочностные свойства ремонтного материала. При недостатке связующего,
- 24. Типовые ошибки при ремонте с использованием ПКМ Преждевременная эксплуатация восстановленного соединения Нарушение режимов отверждения Продолжительность и
- 26. Скачать презентацию

Методы ремонта деталей машин
Применение ПКМ позволяет не только расширить номенклатуру восстанавливаемых
Методы ремонта деталей машин
Применение ПКМ позволяет не только расширить номенклатуру восстанавливаемых
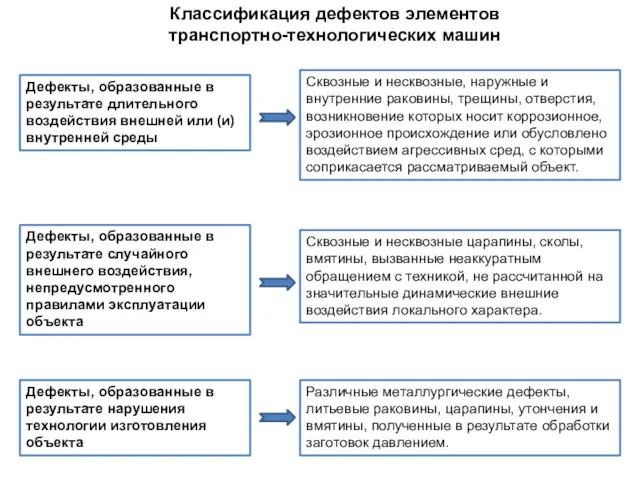
Классификация дефектов элементов транспортно-технологических машин
Дефекты, образованные в результате длительного воздействия внешней
Классификация дефектов элементов транспортно-технологических машин
Дефекты, образованные в результате длительного воздействия внешней

Факторы вызывающие процессы разрушения деталей машин
Факторы,
вызывающие процессы разрушения
Статические
нагрузки
Динамические нагрузки
Старение
Износ
Факторы вызывающие процессы разрушения деталей машин
Факторы,
вызывающие процессы разрушения
Статические
нагрузки
Динамические нагрузки
Старение
Износ

Области применения ПКМ при ремонте деталей машин
Области применения ПКМ при ремонте деталей машин

Детали транспортно-технологических машин,
которые могут быть восстановлены с использованием ПКМ
Элементы ходовой
Детали транспортно-технологических машин,
которые могут быть восстановлены с использованием ПКМ
Элементы ходовой
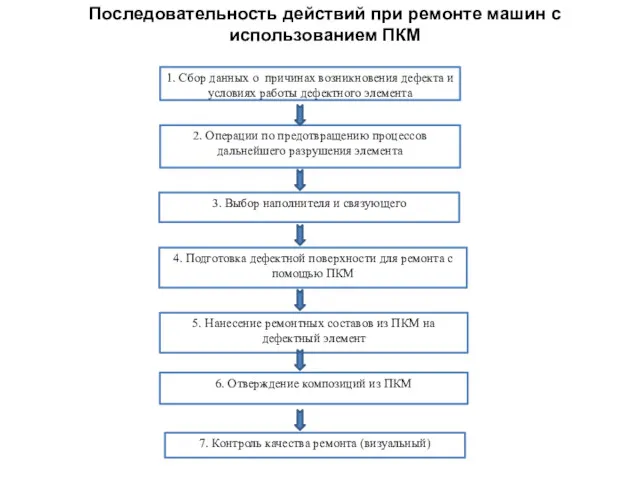
Последовательность действий при ремонте машин с использованием ПКМ
Последовательность действий при ремонте машин с использованием ПКМ
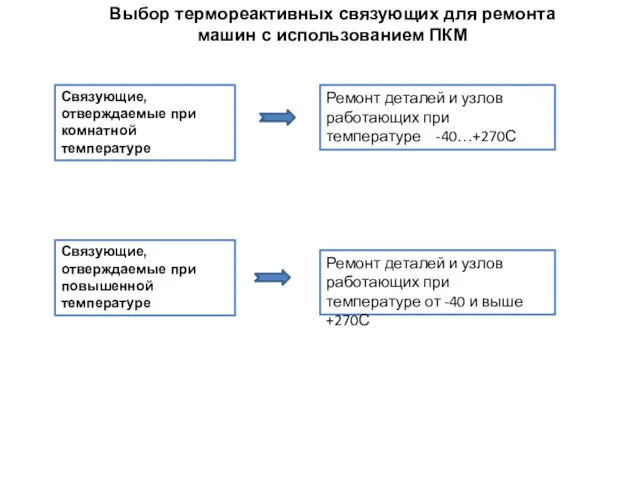
Выбор термореактивных связующих для ремонта машин с использованием ПКМ
Связующие, отверждаемые при
Выбор термореактивных связующих для ремонта машин с использованием ПКМ
Связующие, отверждаемые при
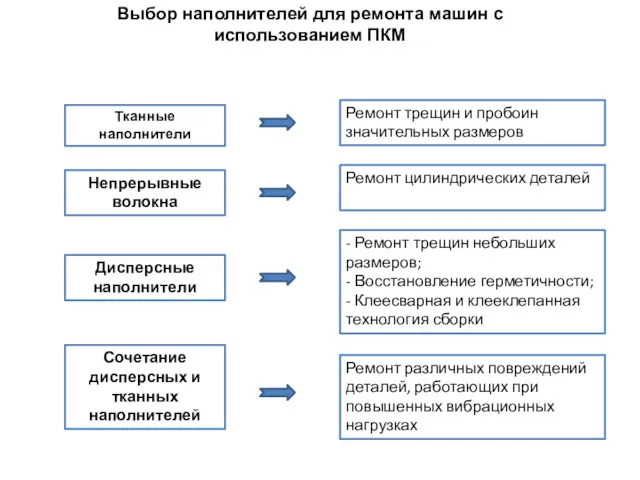
Выбор наполнителей для ремонта машин с использованием ПКМ
Тканные
наполнители
Непрерывные волокна
Ремонт цилиндрических
Выбор наполнителей для ремонта машин с использованием ПКМ
Тканные
наполнители
Непрерывные волокна
Ремонт цилиндрических
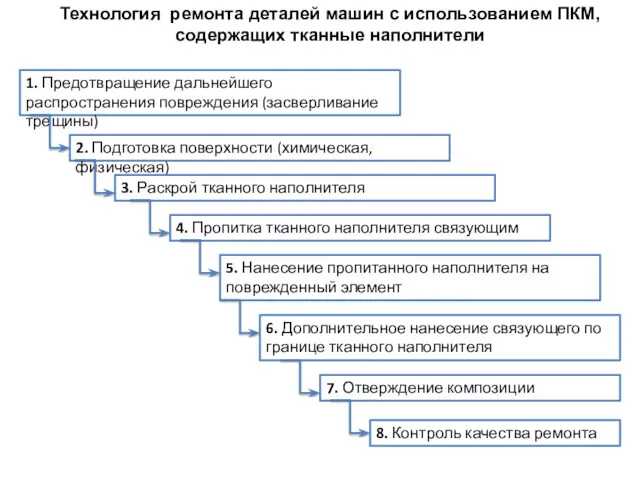
Технология ремонта деталей машин с использованием ПКМ, содержащих тканные наполнители
2. Подготовка
Технология ремонта деталей машин с использованием ПКМ, содержащих тканные наполнители
2. Подготовка
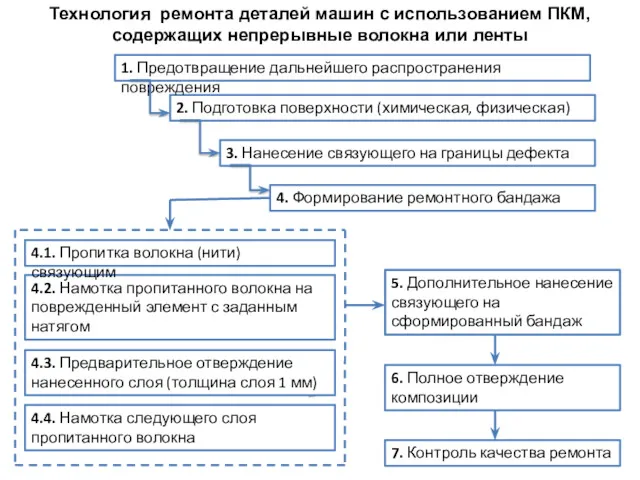
Технология ремонта деталей машин с использованием ПКМ, содержащих непрерывные волокна или
Технология ремонта деталей машин с использованием ПКМ, содержащих непрерывные волокна или

Технология ремонта деталей машин с использованием ПКМ, содержащих непрерывные волокна
Когда в
Технология ремонта деталей машин с использованием ПКМ, содержащих непрерывные волокна
Когда в
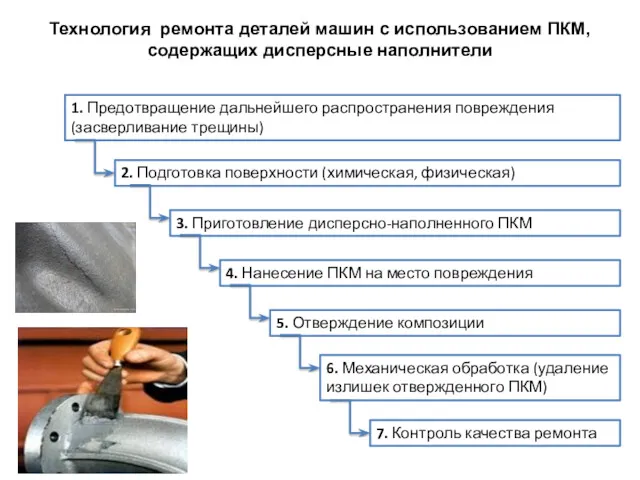
Технология ремонта деталей машин с использованием ПКМ, содержащих дисперсные наполнители
2. Подготовка
Технология ремонта деталей машин с использованием ПКМ, содержащих дисперсные наполнители
2. Подготовка
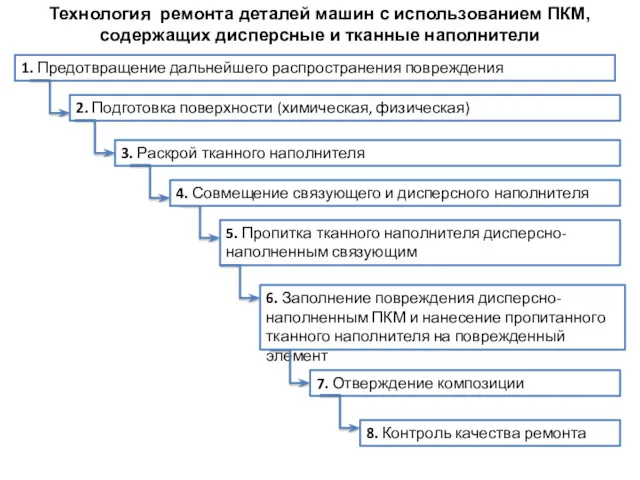
Технология ремонта деталей машин с использованием ПКМ, содержащих дисперсные и тканные
Технология ремонта деталей машин с использованием ПКМ, содержащих дисперсные и тканные
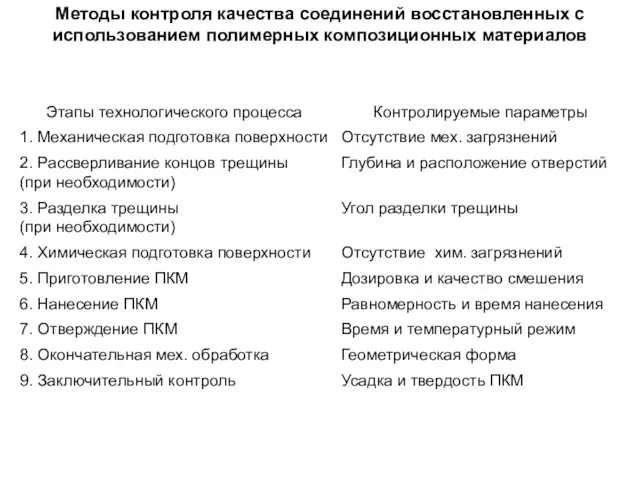
Методы контроля качества соединений восстановленных с использованием полимерных композиционных материалов
Методы контроля качества соединений восстановленных с использованием полимерных композиционных материалов
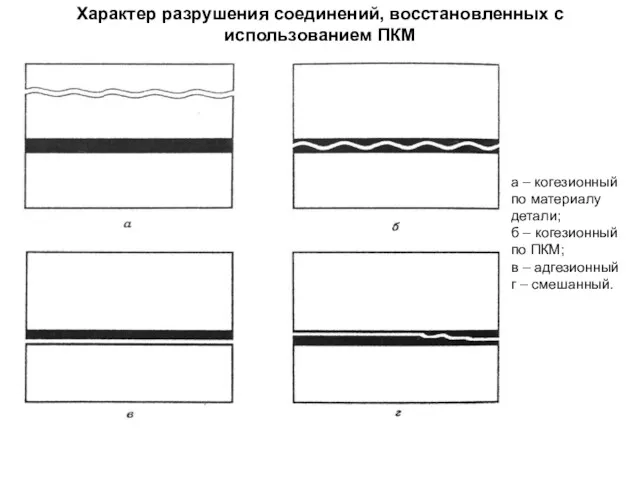
а – когезионный по материалу детали;
б – когезионный по ПКМ;
в –
а – когезионный по материалу детали;
б – когезионный по ПКМ;
в –
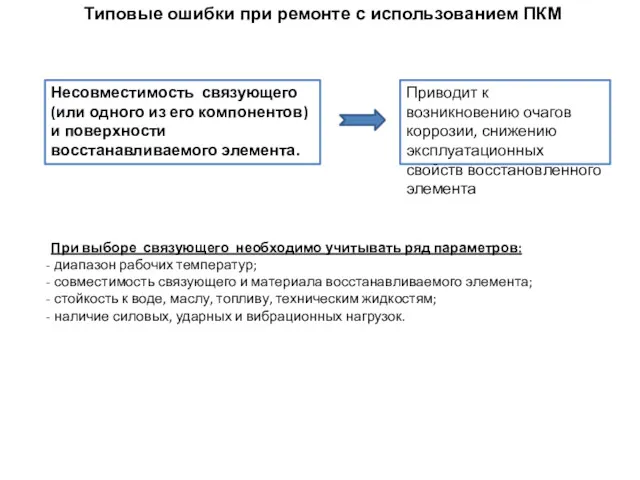
Типовые ошибки при ремонте с использованием ПКМ
При выборе связующего необходимо учитывать
Типовые ошибки при ремонте с использованием ПКМ
При выборе связующего необходимо учитывать
Критерием механической обработки поверхности принято считать показатель шероховатости поверхности. В зависимости
Критерием механической обработки поверхности принято считать показатель шероховатости поверхности. В зависимости
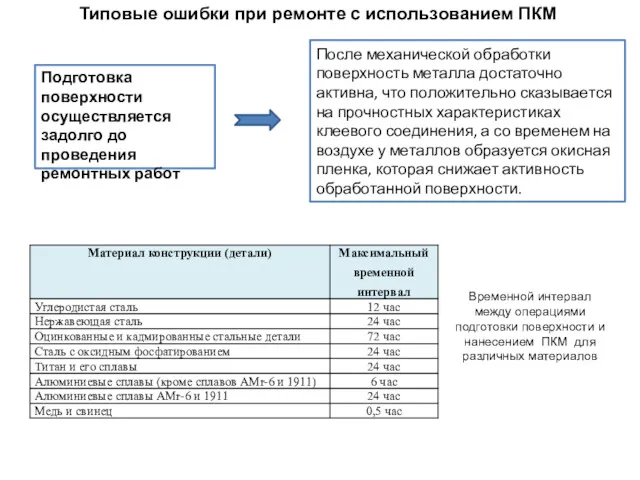
После механической обработки поверхность металла достаточно активна, что положительно сказывается на
После механической обработки поверхность металла достаточно активна, что положительно сказывается на
При незначительной передозировке отвердителя ПКМ приобретает хрупкость. А при его недостатке,
При незначительной передозировке отвердителя ПКМ приобретает хрупкость. А при его недостатке,
Готовить связующее следует непосредственно перед применением. Все клеевые материалы подразделяют по
Готовить связующее следует непосредственно перед применением. Все клеевые материалы подразделяют по
Избыточная толщина связующего при пропитке тканного наполнителя существенно ухудшает прочностные свойства
Избыточная толщина связующего при пропитке тканного наполнителя существенно ухудшает прочностные свойства

Типовые ошибки при ремонте с использованием ПКМ
Преждевременная эксплуатация восстановленного соединения
Нарушение режимов
Типовые ошибки при ремонте с использованием ПКМ
Преждевременная эксплуатация восстановленного соединения
Нарушение режимов
 Альтернативные источники энергии
Альтернативные источники энергии Технология ремонта боковой рамы тележки
Технология ремонта боковой рамы тележки Система питания дизельного двигателя
Система питания дизельного двигателя Статическое электричество
Статическое электричество Простые механизмы. Рычаг. Условие равновесия рычага
Простые механизмы. Рычаг. Условие равновесия рычага Явление электромагнитной индукции
Явление электромагнитной индукции Термоядерная реакция
Термоядерная реакция Закон сохранения энергии. Принцип относительности в механике
Закон сохранения энергии. Принцип относительности в механике Искусственные спутники Земли
Искусственные спутники Земли Основные положения МКТ
Основные положения МКТ Теплотехника. Термодинамика открытых систем
Теплотехника. Термодинамика открытых систем Дослідження електростатичного поля
Дослідження електростатичного поля Центральное растяжение-сжатие. Расчет статически определимой стержневой системы
Центральное растяжение-сжатие. Расчет статически определимой стержневой системы Виды и характеристика ионизирующих излучений
Виды и характеристика ионизирующих излучений Електричний струм у металах
Електричний струм у металах Введение в курс ГГД. Основные понятия и предмет изучения курса ГГД
Введение в курс ГГД. Основные понятия и предмет изучения курса ГГД Равномерное прямолинейное движение
Равномерное прямолинейное движение Роботизированная коробка передач
Роботизированная коробка передач Основы молекулярно-кинетической теории
Основы молекулярно-кинетической теории Вывод уравнения состояния идеального газа. Решение задач
Вывод уравнения состояния идеального газа. Решение задач Карданная передача
Карданная передача Приборы для измерения давления
Приборы для измерения давления Перспективные материалы и технологии. Экскурсия в наномир
Перспективные материалы и технологии. Экскурсия в наномир Классификации методов получения наночастиц и наноматериалов
Классификации методов получения наночастиц и наноматериалов Урок Атмосфера и атмосферное давление
Урок Атмосфера и атмосферное давление Құрылыс материалдарының физикалық қасиеттері
Құрылыс материалдарының физикалық қасиеттері Презентация Свет и зрение
Презентация Свет и зрение Давление газа и твердых тел
Давление газа и твердых тел