- Проектирование деревообрабатывающего оборудования и инструмента

Содержание
- 2. Проектирование деревообрабатывающего оборудования и инструмента Литература Глебов, И.Т. Проектирование деревообрабатывающего оборудования [Текст]/ И.Т. Глебов //: Учеб.
- 3. Введение Потребности современных людей требуют производства большого количества разнообразных и высокоэффективных машин. Процесс создания таких машин
- 4. Глава 1. Методология проектирования 1. Техническая система 1.1. Генезис теории проектирования К 1970 г. в мировой
- 5. Понятие технической системы Техническим объектом называют созданные человеком реально существующие устройство, способ, материал, предназначенные для удовлетворения
- 6. Типы технических систем Элементы, образующие техническую систему, только относительно неделимые части целого. Например, деревообрабатывающий станок включает
- 7. Правила, характеризующие систему Реализацию системного подхода при проектировании оборудования можно свести к выполнению следующих правил. 1.
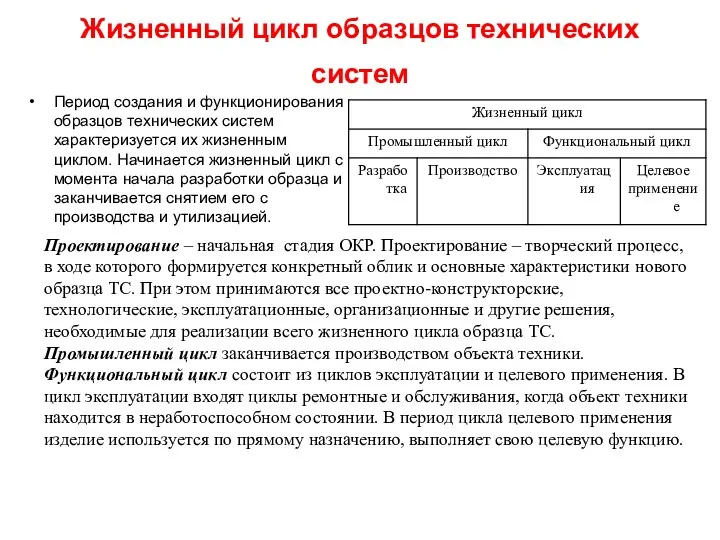
- 8. Жизненный цикл образцов технических систем Период создания и функционирования образцов технических систем характеризуется их жизненным циклом.
- 9. Продолжение В общем виде жизненный цикл технической системы включает следующие этапы. 1. Изучение спроса и потребности
- 10. Эволюция технических систем Эволюцию технических систем рассмотрим на примере развития круглопильных дереворежущих станков. Под эволюцией станков
- 11. Продолжение Под эволюцией технических систем понимается история развития того или иного технического объекта. Знание этой истории
- 12. История развития Первый круглопильный станок для пиления древесины появился в Европе в 1777 г. Этапы изменения
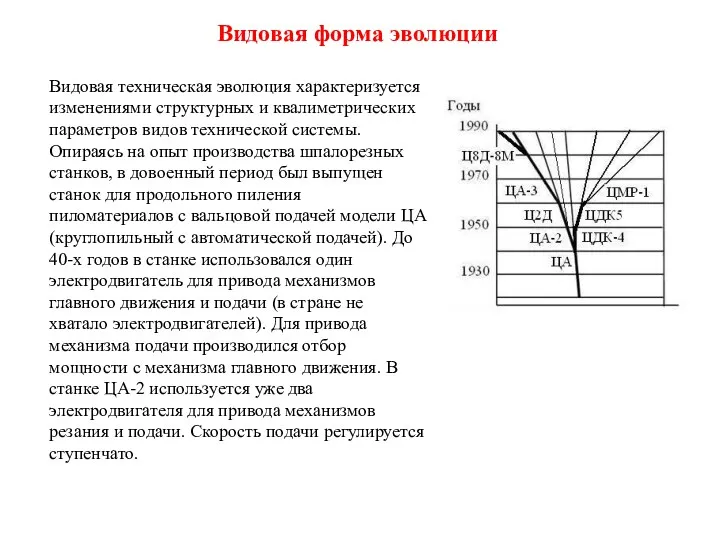
- 13. Продолжение В 30-х годах прошлого столетия страна остро нуждалась в шпалорезных станках. Тюменскому станкозаводу была поставлена
- 14. Видовая форма эволюции Видовая техническая эволюция характеризуется изменениями структурных и квалиметрических параметров видов технической системы. Опираясь
- 15. Видовая форма эволюции Один из первых 4-х сторонних станков Weinig
- 16. Продолжение Цикловая техническая эволюция характеризуется изменениями структурных и квалиметрических параметров за время жизненного цикла технической системы.
- 17. Порядок выполнения проектных работ Приемы проектирования Процесс проектирования технических объектов, их подсистем и элементов можно разделить
- 18. Продолжение Начальный этап. В начальном этапе проводится всесторонний анализ исходного ряда вариантов структур. Отмечаются их слабые
- 19. Продолжение Основной этап. На основном этапе многократно проводится анализ и синтез образцов ТС и подсистем с
- 20. Продолжение
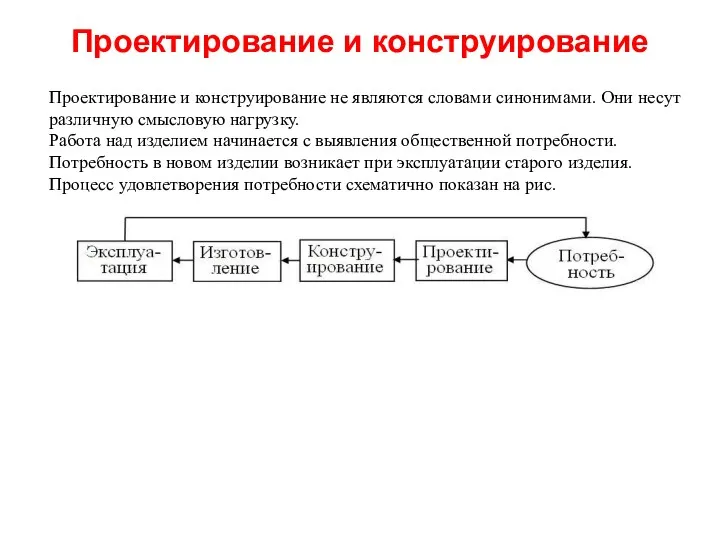
- 21. Проектирование и конструирование Проектирование и конструирование не являются словами синонимами. Они несут различную смысловую нагрузку. Работа
- 22. Проектирование Проектирование – первый операционный элемент процесса удовлетворения общественной потребности. Начинается проектирование с осмысления действий, необходимых
- 23. Конструирование Конструирование – второй операционный элемент процесса удовлетворения общественной потребности. При конструировании создается конкретная, однозначная конструкция
- 24. Стадии проектирования Разработка конструкторской документации выполняется в строгом порядке, установленном ГОСТ 2.103-68. Исходным материалом для работы
- 25. Продолжение Эскизный проект (ГОСТ 2.119-73) разрабатывается после утверждения технического предложения. Он позволяет убедиться в возможности технического
- 26. Продолжение Пояснительная записка включает описание назначения и области применения изделия, обоснование и описание конструктивных решений, техники
- 27. Методы конструирования . . Стандартизация. Стандартизация – процесс нахождения и применения решений для повторяющихся задач в
- 28. Продолжение . Если в машине невозможно применить целиком существующий узел, то целесообразно сохранить хотя бы его
- 29. Подготовка вариантов проектных решений Современные методы технического творчества позволяют получать большое количество разнообразных и сильных вариантов
- 30. Неформальный подбор вариантов Неформальный подбор альтернативных вариантов проектных решений осуществляется путем решения технической задачи одним из
- 31. Продолжение Количество узлов обычно выбирается из условия обозримости и реальности анализа получаемых впоследствии вариантов: при ручной
- 32. Продолжение Пример. Требуется подобрать варианты проектных решений линии, обеспечивающей склеивание отрезков пиломатериалов немерной длины на зубчатые
- 33. Факторы, учитываемые при анализе и синтезе Общие требования к изделию При конструировании любого технического объекта надо
- 34. Выбор прогрессивного технологического процесса Технологический процесс – законченная часть основного производства, в результате выполнения которой достигается
- 35. Продолжение Переход, в свою очередь, может состоять из одного или нескольких проходов. Проход (рабочий ход) представляет
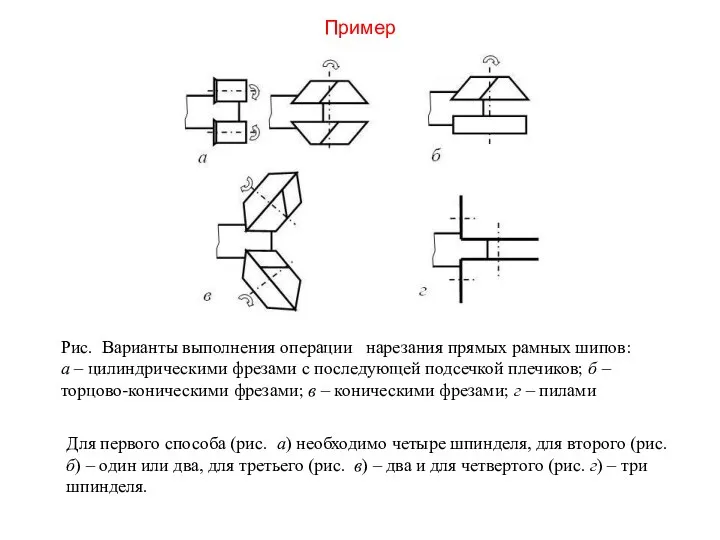
- 36. Пример Рис. Варианты выполнения операции нарезания прямых рамных шипов: а – цилиндрическими фрезами с последующей подсечкой
- 37. Кратность заготовок Заготовки и даже сборочные единицы могут быть кратными по длине, ширине и толщине. Это
- 38. Дифференциация и концентрация операций При создании современных производительных машин широко используются принципы дифференциации и концентрации операций.
- 39. Выбор структурной схемы станка Технологический процесс обработки деталей может быть реализован на различных станках: проходных, позиционных,
- 40. Выбор способа базирования Базирование – это процесс ориентирования заготовки в пространстве относительно режущего инструмента. Базирование всегда
- 41. Примеры решения творческих задач Потребность и противоречие «Нет худа без добра и добра без худа». В
- 42. Выявление технического противоречия Анализ ситуации выполняется в следующем порядке. 1. Описать ТС – название, назначение, состав.
- 43. Задача 1. Направляющие ножи лесопильной рамы
- 44. Ситуация Станок "Лесопильная рама" (рис. 11) снабжен направляющим ножевым устройством, предназначенным для базирования бревна при его
- 45. Продолжение Варианты 1. Ножи передвигаются пневмоцилиндром 2. Ножи передвигаются грузом, подвешенным на тросе через блок 3.
- 46. Задача 2. Защитное устройство круглопильного станка для продольного пиления древесины
- 47. Задача 3. Анализ работы круглопильного станка с вальцовым механизмом подачи
- 48. Проектирование конструкции круглопильного станка с конвейерной подачей
- 49. Варианты решений
- 50. Варианты решений
- 51. Варианты решений
- 52. Варианты решений
- 53. Задача 5. Проектирование конструкции фуговального станка
- 54. Выбор решения. Критерии развития Критерии развития – это те параметры технического объекта, которые на протяжении длительного
- 55. Продолжение – снижение материалоемкости (металлоемкости) станка; – достижение оптимального расчленения станка на части; – снижение энергопотребления;
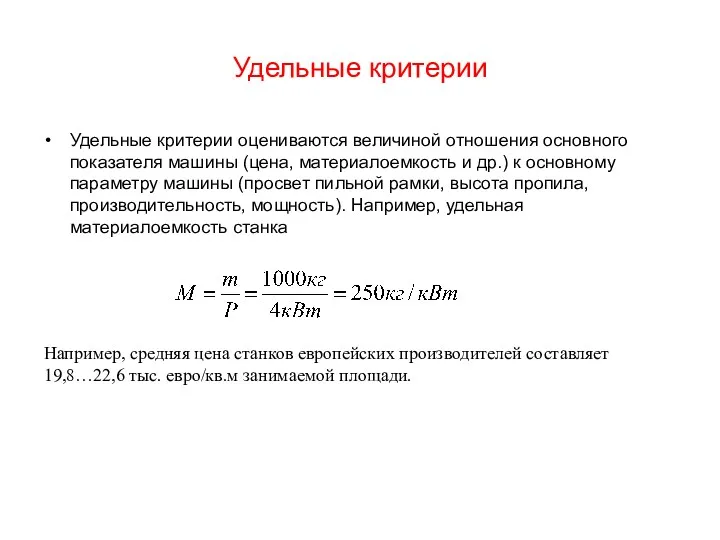
- 56. Удельные критерии Удельные критерии оцениваются величиной отношения основного показателя машины (цена, материалоемкость и др.) к основному
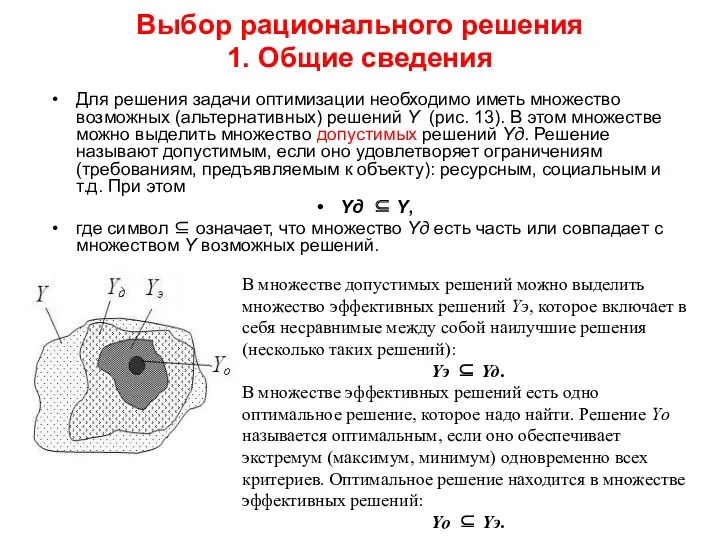
- 57. Выбор рационального решения 1. Общие сведения Для решения задачи оптимизации необходимо иметь множество возможных (альтернативных) решений
- 58. Продолжение Таким образом, задача оптимизации направлена на определение наилучшего (рационального) решения, путем последовательного сужения множеств Y,
- 59. Ранжирование Для выбора, варианты оцениваются количественно и качественно. Количественное измерение важности и предпочтительности вариантов решений выполняется
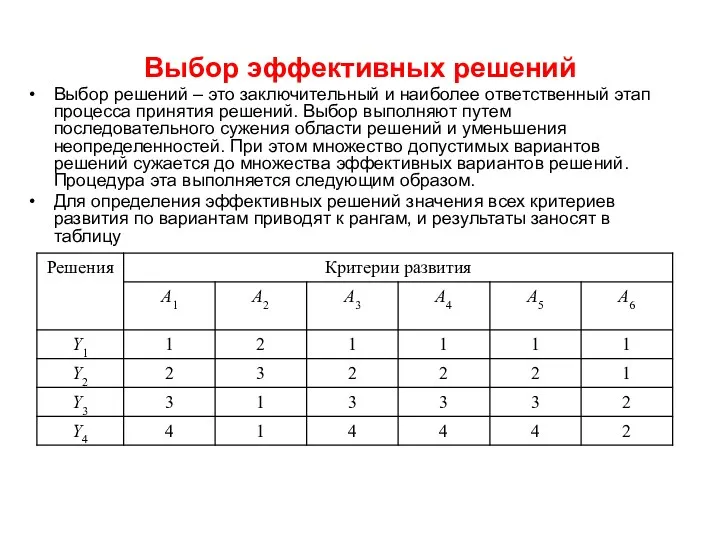
- 60. Выбор эффективных решений Выбор решений – это заключительный и наиболее ответственный этап процесса принятия решений. Выбор
- 61. Продолжение Определение области эффективных решений делается путем попарного сравнения вариантов решений. Сравнение выполняются по принципу Парето,
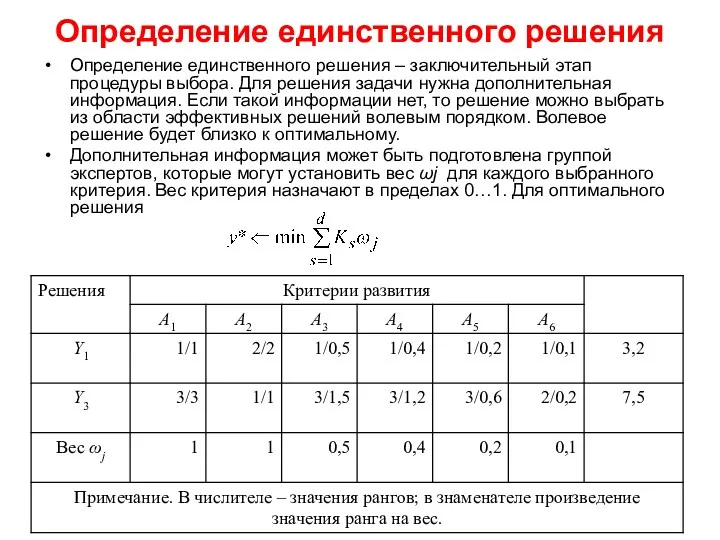
- 62. Определение единственного решения Определение единственного решения – заключительный этап процедуры выбора. Для решения задачи нужна дополнительная
- 63. Пример выбора оптимального решения Дано: на начальной стадии проектирования лесопильной установки для распиловки бревен на пиломатериалы
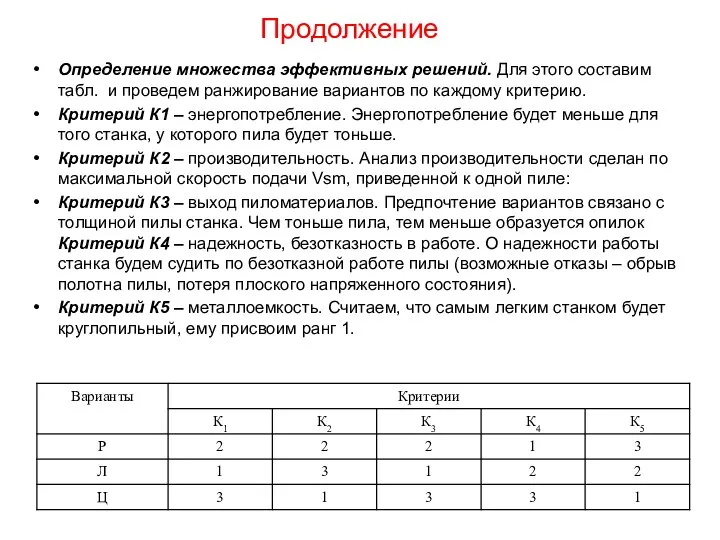
- 64. Продолжение Определение множества эффективных решений. Для этого составим табл. и проведем ранжирование вариантов по каждому критерию.
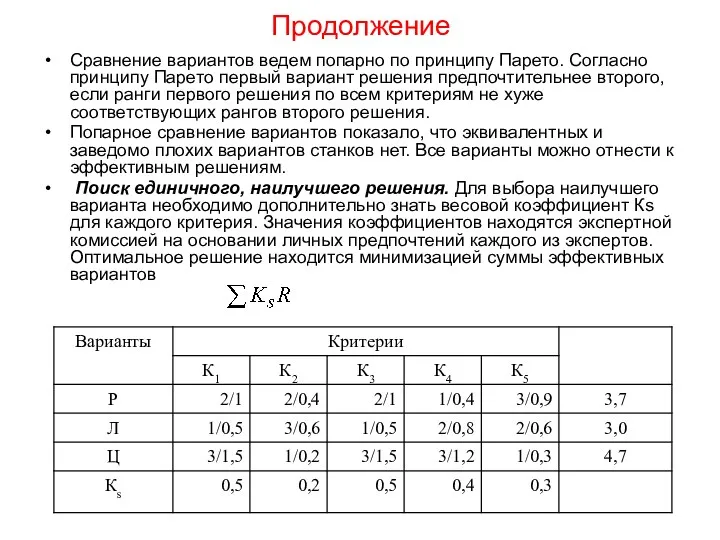
- 65. Продолжение Сравнение вариантов ведем попарно по принципу Парето. Согласно принципу Парето первый вариант решения предпочтительнее второго,
- 67. Скачать презентацию
Проектирование деревообрабатывающего оборудования и инструмента
Литература
Глебов, И.Т. Проектирование деревообрабатывающего оборудования
Проектирование деревообрабатывающего оборудования и инструмента
Литература
Глебов, И.Т. Проектирование деревообрабатывающего оборудования
Введение
Потребности современных людей требуют производства большого количества разнообразных и
Введение
Потребности современных людей требуют производства большого количества разнообразных и
Глава 1. Методология проектирования
1. Техническая система
1.1. Генезис теории проектирования
К 1970 г.
Глава 1. Методология проектирования
1. Техническая система
1.1. Генезис теории проектирования
К 1970 г.
Понятие технической системы
Техническим объектом называют созданные человеком реально существующие устройство, способ,
Понятие технической системы
Техническим объектом называют созданные человеком реально существующие устройство, способ,
Типы технических систем
Элементы, образующие техническую систему, только относительно неделимые части
Типы технических систем
Элементы, образующие техническую систему, только относительно неделимые части
Правила, характеризующие систему
Реализацию системного подхода при проектировании оборудования можно свести к
Правила, характеризующие систему
Реализацию системного подхода при проектировании оборудования можно свести к
Жизненный цикл образцов технических систем
Период создания и функционирования образцов технических
Жизненный цикл образцов технических систем
Период создания и функционирования образцов технических
Продолжение
В общем виде жизненный цикл технической системы включает следующие этапы.
1. Изучение
Продолжение
В общем виде жизненный цикл технической системы включает следующие этапы.
1. Изучение
Эволюция технических систем
Эволюцию технических систем рассмотрим на примере развития круглопильных
Эволюция технических систем
Эволюцию технических систем рассмотрим на примере развития круглопильных
Продолжение
Под эволюцией технических систем понимается история
развития того или иного технического
Продолжение
Под эволюцией технических систем понимается история развития того или иного технического
История развития
Первый круглопильный станок для пиления древесины появился в
История развития
Первый круглопильный станок для пиления древесины появился в
Продолжение
В 30-х годах прошлого столетия страна остро нуждалась в шпалорезных
Продолжение
В 30-х годах прошлого столетия страна остро нуждалась в шпалорезных
Видовая форма эволюции
Видовая техническая эволюция характеризуется изменениями структурных и квалиметрических
Видовая форма эволюции
Видовая техническая эволюция характеризуется изменениями структурных и квалиметрических

Видовая форма эволюции
Один из первых 4-х сторонних станков Weinig
Видовая форма эволюции
Один из первых 4-х сторонних станков Weinig
Продолжение
Цикловая техническая эволюция характеризуется изменениями структурных и квалиметрических параметров за время
Продолжение
Цикловая техническая эволюция характеризуется изменениями структурных и квалиметрических параметров за время
Порядок выполнения проектных работ
Приемы проектирования
Процесс проектирования технических объектов, их подсистем
Порядок выполнения проектных работ
Приемы проектирования
Процесс проектирования технических объектов, их подсистем
Продолжение
Начальный этап. В начальном этапе проводится всесторонний анализ исходного ряда
Продолжение
Начальный этап. В начальном этапе проводится всесторонний анализ исходного ряда
Продолжение
Основной этап. На основном этапе многократно проводится анализ и синтез
Продолжение
Основной этап. На основном этапе многократно проводится анализ и синтез

Продолжение
Продолжение
Проектирование и конструирование
Проектирование и конструирование не являются словами синонимами. Они несут
Проектирование и конструирование
Проектирование и конструирование не являются словами синонимами. Они несут
Проектирование
Проектирование – первый операционный элемент процесса удовлетворения общественной потребности. Начинается проектирование
Проектирование
Проектирование – первый операционный элемент процесса удовлетворения общественной потребности. Начинается проектирование
Конструирование
Конструирование – второй операционный элемент процесса удовлетворения общественной потребности. При конструировании
Конструирование
Конструирование – второй операционный элемент процесса удовлетворения общественной потребности. При конструировании
Стадии проектирования
Разработка конструкторской документации выполняется в строгом порядке, установленном ГОСТ 2.103-68.
Стадии проектирования
Разработка конструкторской документации выполняется в строгом порядке, установленном ГОСТ 2.103-68.
Продолжение
Эскизный проект (ГОСТ 2.119-73) разрабатывается после утверждения технического предложения. Он позволяет
Продолжение
Эскизный проект (ГОСТ 2.119-73) разрабатывается после утверждения технического предложения. Он позволяет
Продолжение
Пояснительная записка включает описание назначения и области применения изделия, обоснование и
Продолжение
Пояснительная записка включает описание назначения и области применения изделия, обоснование и
Методы конструирования
.
.
Стандартизация. Стандартизация – процесс нахождения и
Методы конструирования
.
.
Стандартизация. Стандартизация – процесс нахождения и
Продолжение
.
Если в машине невозможно применить целиком существующий узел, то целесообразно
Продолжение
.
Если в машине невозможно применить целиком существующий узел, то целесообразно
Подготовка вариантов проектных решений
Современные методы технического творчества позволяют получать большое
Подготовка вариантов проектных решений
Современные методы технического творчества позволяют получать большое
Неформальный подбор вариантов
Неформальный подбор альтернативных вариантов проектных решений осуществляется путем
Неформальный подбор вариантов
Неформальный подбор альтернативных вариантов проектных решений осуществляется путем
Продолжение
Количество узлов обычно выбирается из условия обозримости и реальности анализа получаемых
Продолжение
Количество узлов обычно выбирается из условия обозримости и реальности анализа получаемых
Продолжение
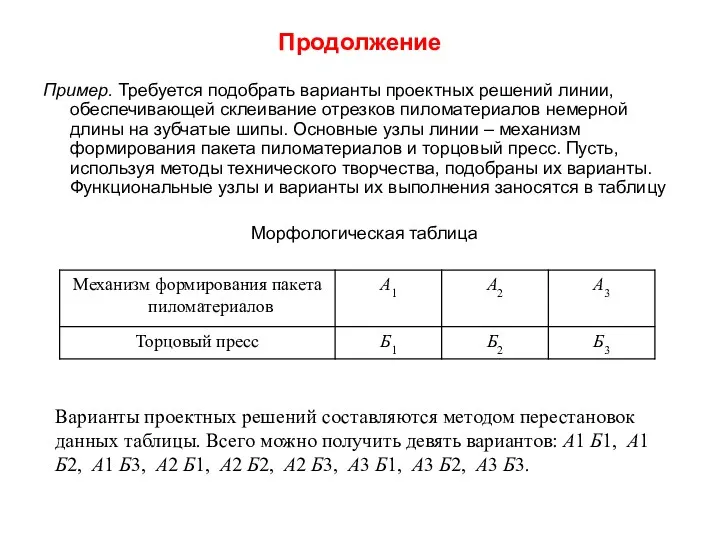
Пример. Требуется подобрать варианты проектных решений линии, обеспечивающей склеивание отрезков пиломатериалов
Продолжение
Пример. Требуется подобрать варианты проектных решений линии, обеспечивающей склеивание отрезков пиломатериалов
Факторы, учитываемые при анализе и синтезе
Общие требования к изделию
При конструировании любого
Факторы, учитываемые при анализе и синтезе
Общие требования к изделию
При конструировании любого
Выбор прогрессивного технологического процесса
Технологический процесс – законченная часть основного производства, в
Выбор прогрессивного технологического процесса
Технологический процесс – законченная часть основного производства, в
Продолжение
Переход, в свою очередь, может состоять из одного или нескольких проходов.
Продолжение
Переход, в свою очередь, может состоять из одного или нескольких проходов.
Пример
Рис. Варианты выполнения операции нарезания прямых рамных шипов:
а – цилиндрическими
Пример
Рис. Варианты выполнения операции нарезания прямых рамных шипов:
а – цилиндрическими
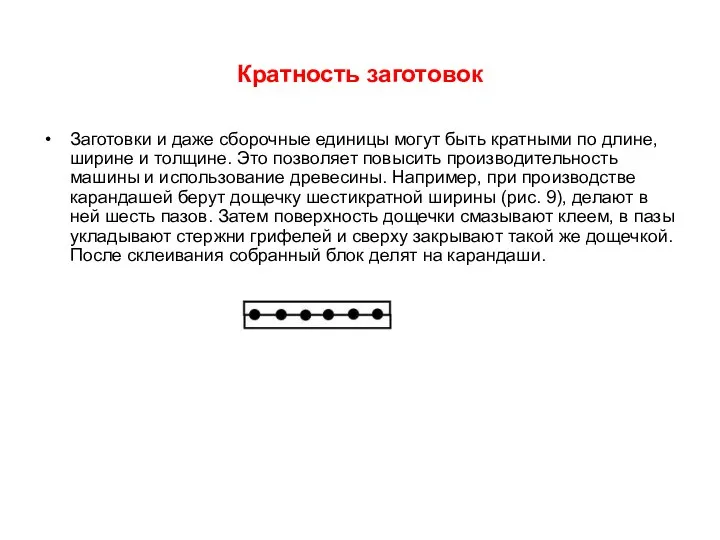
Кратность заготовок
Заготовки и даже сборочные единицы могут быть кратными по
Кратность заготовок
Заготовки и даже сборочные единицы могут быть кратными по
Дифференциация и концентрация операций
При создании современных производительных машин широко используются принципы
Дифференциация и концентрация операций
При создании современных производительных машин широко используются принципы
Выбор структурной схемы станка
Технологический процесс обработки деталей может быть реализован на
Выбор структурной схемы станка
Технологический процесс обработки деталей может быть реализован на
Выбор способа базирования
Базирование – это процесс ориентирования заготовки в пространстве
Выбор способа базирования
Базирование – это процесс ориентирования заготовки в пространстве
Примеры решения творческих задач
Потребность и противоречие
«Нет худа без добра и
Примеры решения творческих задач
Потребность и противоречие
«Нет худа без добра и
Выявление технического противоречия
Анализ ситуации выполняется в следующем порядке.
1. Описать
Выявление технического противоречия
Анализ ситуации выполняется в следующем порядке.
1. Описать

Задача 1. Направляющие ножи лесопильной рамы
Задача 1. Направляющие ножи лесопильной рамы
Ситуация
Станок "Лесопильная рама" (рис. 11) снабжен направляющим ножевым устройством, предназначенным для
Ситуация
Станок "Лесопильная рама" (рис. 11) снабжен направляющим ножевым устройством, предназначенным для
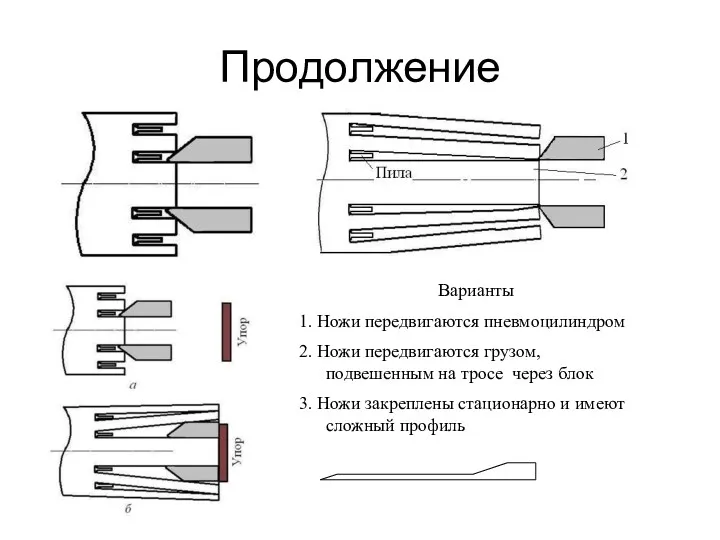
Продолжение
Варианты
1. Ножи передвигаются пневмоцилиндром
2. Ножи передвигаются грузом, подвешенным на тросе через
Продолжение
Варианты
1. Ножи передвигаются пневмоцилиндром
2. Ножи передвигаются грузом, подвешенным на тросе через

Задача 2. Защитное устройство круглопильного станка для продольного пиления древесины
Задача 2. Защитное устройство круглопильного станка для продольного пиления древесины

Задача 3. Анализ работы круглопильного станка с вальцовым механизмом подачи
Задача 3. Анализ работы круглопильного станка с вальцовым механизмом подачи

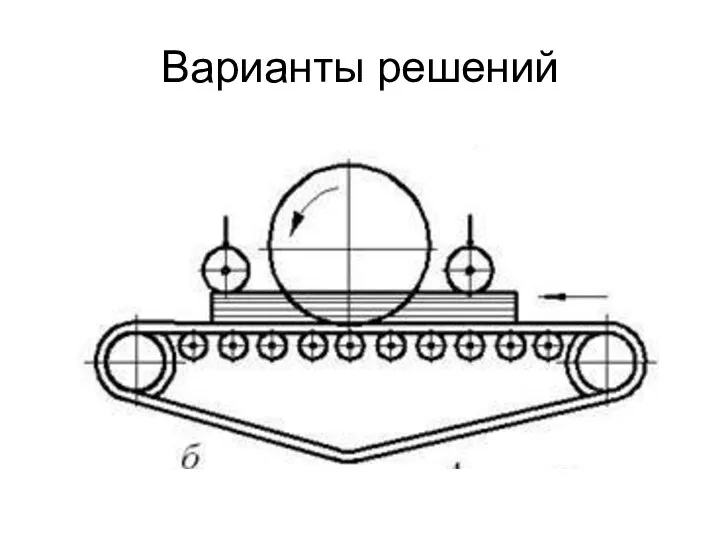
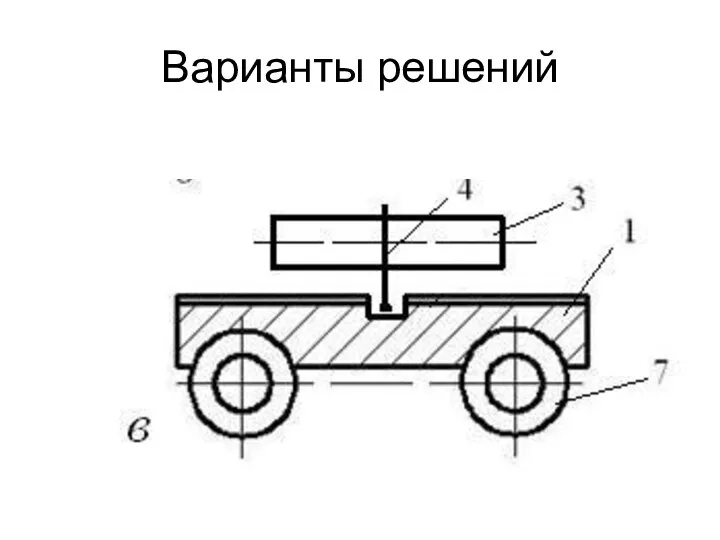
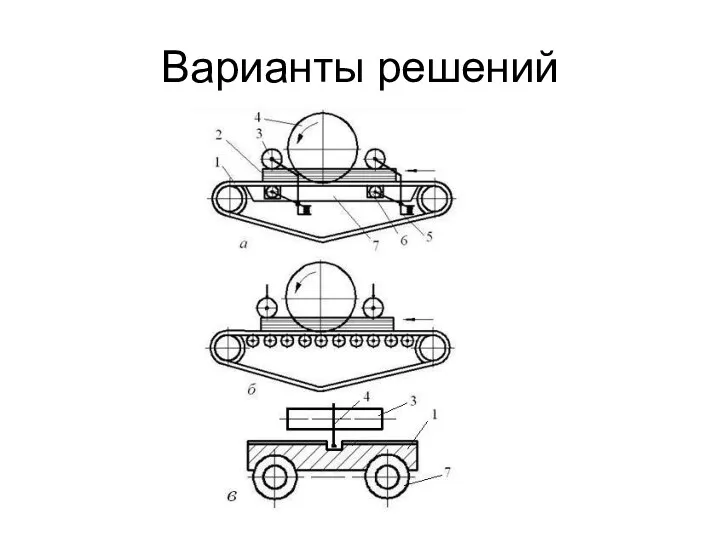
Проектирование конструкции круглопильного станка с конвейерной подачей
Проектирование конструкции круглопильного станка с конвейерной подачей

Варианты решений
Варианты решений
Варианты решений
Варианты решений
Варианты решений
Варианты решений
Варианты решений
Варианты решений

Задача 5. Проектирование конструкции фуговального станка
Задача 5. Проектирование конструкции фуговального станка
Выбор решения. Критерии развития
Критерии развития – это те параметры технического объекта,
Выбор решения. Критерии развития
Критерии развития – это те параметры технического объекта,
Продолжение
– снижение материалоемкости (металлоемкости) станка;
– достижение оптимального расчленения станка на части;
–
Продолжение
– снижение материалоемкости (металлоемкости) станка;
– достижение оптимального расчленения станка на части;
–
Удельные критерии
Удельные критерии оцениваются величиной отношения основного показателя машины (цена, материалоемкость
Удельные критерии
Удельные критерии оцениваются величиной отношения основного показателя машины (цена, материалоемкость
Выбор рационального решения
1. Общие сведения
Для решения задачи оптимизации необходимо иметь
Выбор рационального решения
1. Общие сведения
Для решения задачи оптимизации необходимо иметь
Продолжение
Таким образом, задача оптимизации направлена на определение наилучшего (рационального) решения, путем
Продолжение
Таким образом, задача оптимизации направлена на определение наилучшего (рационального) решения, путем
Ранжирование
Для выбора, варианты оцениваются количественно и качественно. Количественное измерение важности и
Ранжирование
Для выбора, варианты оцениваются количественно и качественно. Количественное измерение важности и
Выбор эффективных решений
Выбор решений – это заключительный и наиболее ответственный этап
Выбор эффективных решений
Выбор решений – это заключительный и наиболее ответственный этап
Продолжение
Определение области эффективных решений делается путем попарного сравнения вариантов решений. Сравнение
Продолжение
Определение области эффективных решений делается путем попарного сравнения вариантов решений. Сравнение
Определение единственного решения
Определение единственного решения – заключительный этап процедуры выбора.
Определение единственного решения
Определение единственного решения – заключительный этап процедуры выбора.
Пример выбора оптимального решения
Дано: на начальной стадии проектирования лесопильной установки для
Пример выбора оптимального решения
Дано: на начальной стадии проектирования лесопильной установки для
Продолжение
Определение множества эффективных решений. Для этого составим табл. и проведем ранжирование
Продолжение
Определение множества эффективных решений. Для этого составим табл. и проведем ранжирование
Продолжение
Сравнение вариантов ведем попарно по принципу Парето. Согласно принципу Парето первый
Продолжение
Сравнение вариантов ведем попарно по принципу Парето. Согласно принципу Парето первый
 Работа и энергия. Механическая работа. Мощность
Работа и энергия. Механическая работа. Мощность Открытие и применение закона всемирного тяготения
Открытие и применение закона всемирного тяготения Основы светотехники. Природа и свойства излучений. Источники излучения и их классификация. Приемники излучения
Основы светотехники. Природа и свойства излучений. Источники излучения и их классификация. Приемники излучения Производство и применение технических жидкостей и специальных продуктов масляного производства
Производство и применение технических жидкостей и специальных продуктов масляного производства Ионизация газа
Ионизация газа Активные и пассивные двухполюсники. Метод эквивалентного генератора
Активные и пассивные двухполюсники. Метод эквивалентного генератора Оптические телескопы
Оптические телескопы Газовые законы
Газовые законы Вес воздуха. Атмосферное давление
Вес воздуха. Атмосферное давление Процесс обслуживания и ремонта распределительного вала двигателя, автомобиля Lada Kalina 1118 на СТО
Процесс обслуживания и ремонта распределительного вала двигателя, автомобиля Lada Kalina 1118 на СТО Схема цепей запуска дизеля тепловоза ЧМЭ3
Схема цепей запуска дизеля тепловоза ЧМЭ3 Основы МКТ. 10 класс
Основы МКТ. 10 класс Силы в механике: сила упругости, сила сухого и вязкого трения
Силы в механике: сила упругости, сила сухого и вязкого трения Технологічні процеси та обладнання для технічного обслуговування та поточного ремонту. Лекція №7
Технологічні процеси та обладнання для технічного обслуговування та поточного ремонту. Лекція №7 Законы Ньютона. Повторение (9 класс)
Законы Ньютона. Повторение (9 класс) Механические и технологические испытания. Испытания на сжатие и на изгиб
Механические и технологические испытания. Испытания на сжатие и на изгиб Прямолинейное равноускоренное движение
Прямолинейное равноускоренное движение Aльтернативна энергетика. Геотермальні електростанції
Aльтернативна энергетика. Геотермальні електростанції Механизация измельчения корнеклубнеплодов
Механизация измельчения корнеклубнеплодов Подвеска колес автомобиля
Подвеска колес автомобиля Электромагнитные метаматериалы
Электромагнитные метаматериалы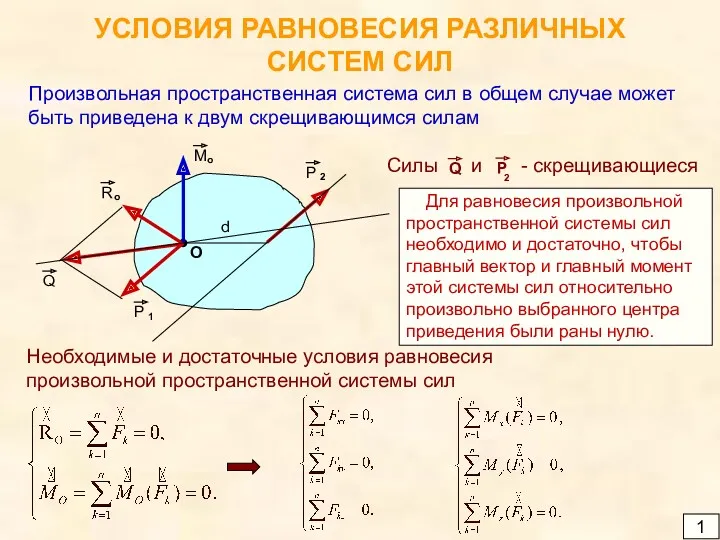 Условия равновесия различных систем сил
Условия равновесия различных систем сил Вопреки законам Ньютона
Вопреки законам Ньютона Устройство рулевого управления
Устройство рулевого управления Постоянный ток
Постоянный ток Ядерная физика. Тема 3. Ядерные реакции
Ядерная физика. Тема 3. Ядерные реакции Диэлектриктердегі электр өрісі үшін
Диэлектриктердегі электр өрісі үшін Основы термической обработки металлов и сплавов
Основы термической обработки металлов и сплавов