- Распиливание и припасовка

Содержание
- 2. Распиливание является разновидностью опиливания. При распиливании выполняется обработка напильником отверстия или проема для обеспечения заданных формы
- 3. Рис. 4.1. Шаблон и вкладыш: а - шаблон; б - выработка; в - вкладыш Припасовка это
- 4. Правила распиливания Рационально определять способ предварительного образования распиливаемых проемов и отверстий: в деталях толщиной до 5
- 5. При обсверливании, рассверливании, вырубании или вырезании перемычек необходимо строго следить за целостностью разметочных рисок, оставляя припуск
- 6. Следует соблюдать рациональную последовательность обработки проемов и отверстий: сначала обрабатывать прямолинейные участки поверхностей, а затем -
- 7. Процесс распиливания проемов и отверстий нужно периодически сочетать с проверкой их контуров по контрольному шаблону, вкладышу
- 8. Углы проемов или отверстий необходимо обрабатывать начисто ребром напильника соответствующего профиля поперечного сечения или надфилями, проверяя
- 9. Работу следует считать завершенной тогда, когда контрольный шаблон или вкладыш полностью, без качки, входит в проем
- 10. Правила припасовки: Припасовка двух деталей (пары) друг к другу должна выполняться в следующем порядке: вначале изготовляется
- 11. Качество припасовки следует проверять по просвету: в зазоре между деталями пары просвет должен быть равномерным.
- 12. Если контур пары деталей - вкладыша и проймы - симметричен, они должны при перекантовке на 180°
- 13. ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ РАСПИЛИВАНИИ И ПРИПАСОВКЕ ДЕТАЛЕЙ
- 15. Скачать презентацию
Распиливание
является разновидностью опиливания. При распиливании выполняется обработка напильником отверстия или
Распиливание
является разновидностью опиливания. При распиливании выполняется обработка напильником отверстия или
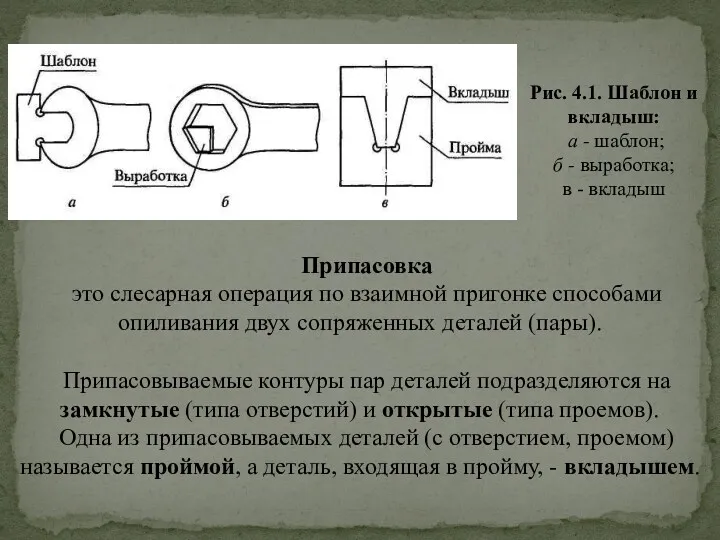
Рис. 4.1. Шаблон и вкладыш:
а - шаблон;
б - выработка;
в -
Рис. 4.1. Шаблон и вкладыш:
а - шаблон;
б - выработка;
в -
Правила распиливания
Рационально определять способ предварительного образования распиливаемых проемов и отверстий:
Правила распиливания
Рационально определять способ предварительного образования распиливаемых проемов и отверстий:
При обсверливании, рассверливании, вырубании или вырезании перемычек необходимо строго следить за
При обсверливании, рассверливании, вырубании или вырезании перемычек необходимо строго следить за
Следует соблюдать рациональную последовательность обработки проемов и отверстий: сначала обрабатывать прямолинейные
Следует соблюдать рациональную последовательность обработки проемов и отверстий: сначала обрабатывать прямолинейные
Процесс распиливания проемов и отверстий нужно периодически сочетать с проверкой
Процесс распиливания проемов и отверстий нужно периодически сочетать с проверкой
Углы проемов или отверстий необходимо обрабатывать начисто ребром напильника соответствующего профиля
Углы проемов или отверстий необходимо обрабатывать начисто ребром напильника соответствующего профиля
Работу следует считать завершенной тогда, когда контрольный шаблон или вкладыш
Работу следует считать завершенной тогда, когда контрольный шаблон или вкладыш
Правила припасовки:
Припасовка двух деталей (пары) друг к другу должна выполняться в
Правила припасовки:
Припасовка двух деталей (пары) друг к другу должна выполняться в
Качество припасовки следует проверять по просвету: в зазоре между деталями пары
Качество припасовки следует проверять по просвету: в зазоре между деталями пары
Если контур пары деталей - вкладыша и проймы - симметричен, они
Если контур пары деталей - вкладыша и проймы - симметричен, они

ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ РАСПИЛИВАНИИ И ПРИПАСОВКЕ ДЕТАЛЕЙ
ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ РАСПИЛИВАНИИ И ПРИПАСОВКЕ ДЕТАЛЕЙ
 Диапазон частот. Радиодиапазон
Диапазон частот. Радиодиапазон Презентация к уроку Агрегатные состояния вещества для 7 класса
Презентация к уроку Агрегатные состояния вещества для 7 класса Будова атомного ядра
Будова атомного ядра Прохождение частицы через потенциальный барьер. Уравнение Шредингера для водородоподобного атома. Квантовые числа
Прохождение частицы через потенциальный барьер. Уравнение Шредингера для водородоподобного атома. Квантовые числа Критерии совершенства конструкций. Лекция 3
Критерии совершенства конструкций. Лекция 3 Характеристика работы в умеренной и большой зонах мощности
Характеристика работы в умеренной и большой зонах мощности Accumulation of electricity. Leadacid batteries
Accumulation of electricity. Leadacid batteries Кинематика материальной точки и твердого тела
Кинематика материальной точки и твердого тела Стискання газів. Рівняння Менделєєва-Клапейрона
Стискання газів. Рівняння Менделєєва-Клапейрона Эксплуатация и техническое обслуживание двигателя 8ЧСПН18/22
Эксплуатация и техническое обслуживание двигателя 8ЧСПН18/22 Презентация Электрический ток в различных средах.Действия электрического тока. Диск
Презентация Электрический ток в различных средах.Действия электрического тока. Диск Цепи постоянного тока
Цепи постоянного тока Инструкции по технике безопасности в кабинете физики.
Инструкции по технике безопасности в кабинете физики.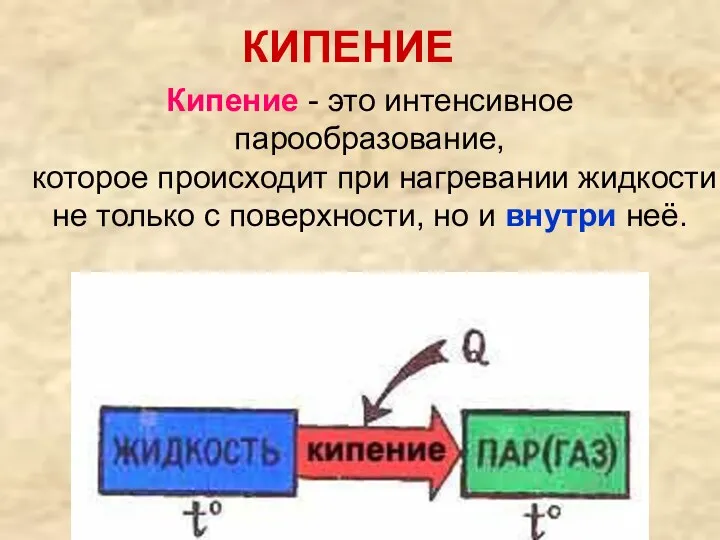 Кипение
Кипение Урок контроля знаний по физике
Урок контроля знаний по физике Пожарная опасность статического и атмосферного электричества
Пожарная опасность статического и атмосферного электричества Урок Лист Успеха Работа и мощность 7 класс
Урок Лист Успеха Работа и мощность 7 класс История о швейной машинки
История о швейной машинки Support and connection types
Support and connection types Свободные и вынужденные электромагнитные колебания. Колебательный контур
Свободные и вынужденные электромагнитные колебания. Колебательный контур Получение переменного электрического тока
Получение переменного электрического тока Волновая оптика (11 класс)
Волновая оптика (11 класс) Решите задачи
Решите задачи Разработка модели сборки Пневмоцилиндра
Разработка модели сборки Пневмоцилиндра Знакомство с энциклопедией атомной отрасли
Знакомство с энциклопедией атомной отрасли Магнитное поле
Магнитное поле Тепловозные дизели
Тепловозные дизели Квантовая оптика. Тепловое излучение, его характеристики, законы излучения абсолютно черного тела
Квантовая оптика. Тепловое излучение, его характеристики, законы излучения абсолютно черного тела