- Ремонт пластинчатых насосов

Содержание
- 2. В промышленном оборудовании различного служебного назначения используют пластинчатые насосы разных моделей: регулируемые и нерегулируемые, одно- и
- 3. Во время перемещения лопастей от точки А до точки В и от точки С до точки
- 4. При правильных условиях эксплуатации пластинчатые насосы работают 5000...6500 ч без значительного ухудшения значения подачи. Однако при
- 5. Поверхности лопастей насоса (рис. 4.5, а) вследствие высокого трения при их перемещении по статорному кольцу и
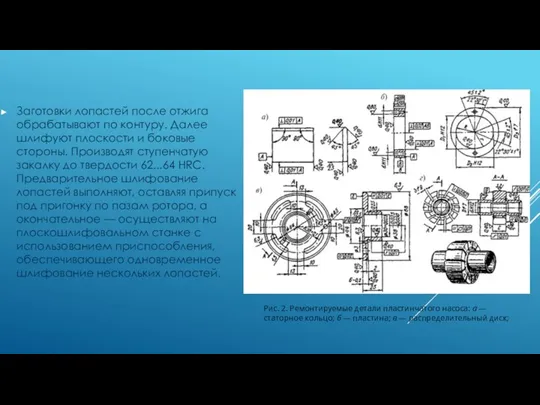
- 6. Заготовки лопастей после отжига обрабатывают по контуру. Далее шлифуют плоскости и боковые стороны. Производят ступенчатую закалку
- 7. У статорных колец наиболее сильно изнашиваются поверхности в местах сопряжения профилей меньшего г и большего R
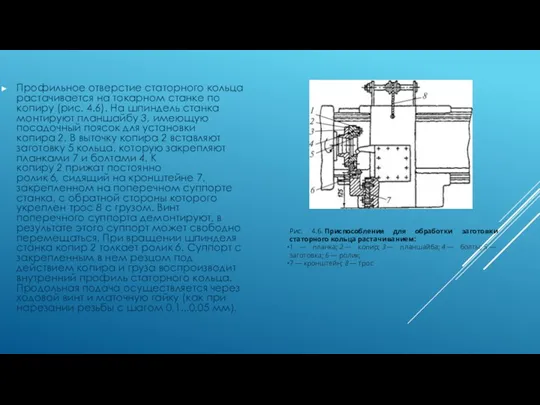
- 8. Профильное отверстие статорного кольца растачивается на токарном станке по копиру (рис. 4.6). На шпиндель станка монтируют
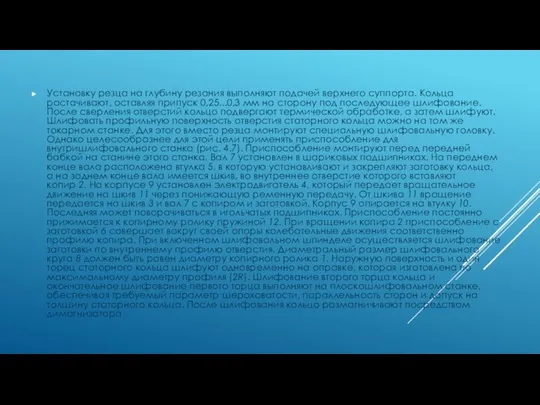
- 9. Установку резца на глубину резания выполняют подачей верхнего суппорта. Кольца растачивают, оставляя припуск 0,25...0,3 мм на
- 10. Распределительные диски пластинчатого насоса (см. рис. 4.5, в) изготавливают из алюминиевой бронзы Бр.АЖ9-4 или Бр.АЖМц- 10-3-1,5
- 11. У роторов, являющихся наиболее ответственной деталью насоса (см. рис. 4.5, г) в основном изнашиваются цапфы, пазы
- 12. Процесс изготовления нового ротора технологически сложен и трудоемок, поэтому целесообразно восстановление изношенного ротора. Риски на торцах
- 13. После замены или восстановления деталей производят сборку пластинчатого насоса. Следует иметь в виду, что большее отверстие
- 14. 6. С левой стороны вала 11 устанавливают подшипниковую опору. 7. Для обеспечения заданного положения распределительные диски
- 16. Скачать презентацию
В промышленном оборудовании различного служебного назначения используют пластинчатые насосы разных моделей:
В промышленном оборудовании различного служебного назначения используют пластинчатые насосы разных моделей:
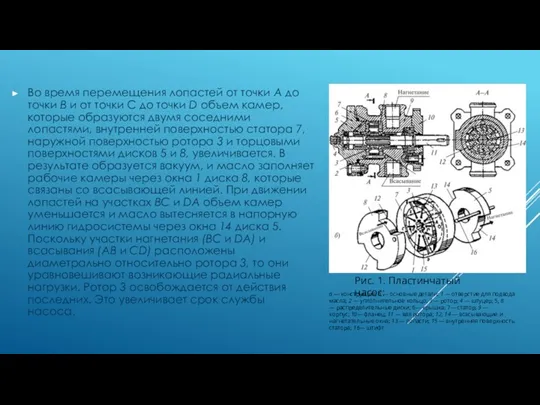
Во время перемещения лопастей от точки А до точки В и от точки С до
Во время перемещения лопастей от точки А до точки В и от точки С до
При правильных условиях эксплуатации пластинчатые насосы работают 5000...6500 ч без значительного
При правильных условиях эксплуатации пластинчатые насосы работают 5000...6500 ч без значительного
Поверхности лопастей насоса (рис. 4.5, а) вследствие высокого трения при их перемещении по
Поверхности лопастей насоса (рис. 4.5, а) вследствие высокого трения при их перемещении по
Заготовки лопастей после отжига обрабатывают по контуру. Далее шлифуют плоскости и
Заготовки лопастей после отжига обрабатывают по контуру. Далее шлифуют плоскости и
У статорных колец наиболее сильно изнашиваются поверхности в местах сопряжения профилей
У статорных колец наиболее сильно изнашиваются поверхности в местах сопряжения профилей
Профильное отверстие статорного кольца растачивается на токарном станке по копиру (рис.
Профильное отверстие статорного кольца растачивается на токарном станке по копиру (рис.
Установку резца на глубину резания выполняют подачей верхнего суппорта. Кольца растачивают,
Установку резца на глубину резания выполняют подачей верхнего суппорта. Кольца растачивают,
Распределительные диски пластинчатого насоса (см. рис. 4.5, в) изготавливают из алюминиевой бронзы Бр.АЖ9-4
Распределительные диски пластинчатого насоса (см. рис. 4.5, в) изготавливают из алюминиевой бронзы Бр.АЖ9-4
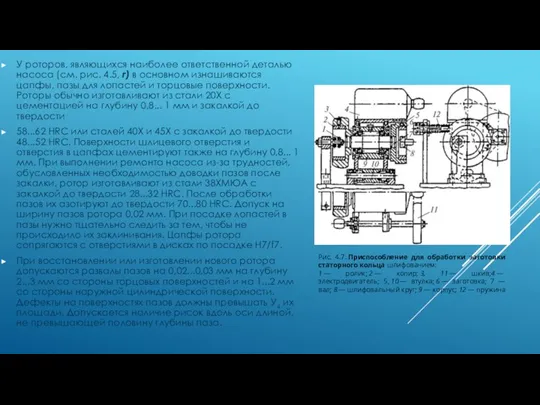
У роторов, являющихся наиболее ответственной деталью насоса (см. рис. 4.5, г) в основном
У роторов, являющихся наиболее ответственной деталью насоса (см. рис. 4.5, г) в основном
Процесс изготовления нового ротора технологически сложен и трудоемок, поэтому целесообразно восстановление
Процесс изготовления нового ротора технологически сложен и трудоемок, поэтому целесообразно восстановление
После замены или восстановления деталей производят сборку пластинчатого насоса. Следует иметь
После замены или восстановления деталей производят сборку пластинчатого насоса. Следует иметь
6. С левой стороны вала 11 устанавливают подшипниковую опору.
7. Для обеспечения заданного положения
6. С левой стороны вала 11 устанавливают подшипниковую опору.
7. Для обеспечения заданного положения
 Свойства радиоволн различных частот
Свойства радиоволн различных частот Технология ТО и ремонта. Ходовая часть
Технология ТО и ремонта. Ходовая часть Aspectele de bază a exploatării tehnicii militare. Exploatarea motoarelor cu ardere internă. (Tema 5.1)
Aspectele de bază a exploatării tehnicii militare. Exploatarea motoarelor cu ardere internă. (Tema 5.1) Основные понятия твердотельной электроники
Основные понятия твердотельной электроники Радиоактивность. Свойства ядерных излучений
Радиоактивность. Свойства ядерных излучений методический семинар на тему Организация деятельностного подхода на уроках физики
методический семинар на тему Организация деятельностного подхода на уроках физики Геометрическая оптика. Законы распространения света
Геометрическая оптика. Законы распространения света Фонтан Герона
Фонтан Герона Реализация требований ФГОС ООО в деятельности учителя физики
Реализация требований ФГОС ООО в деятельности учителя физики Физические свойства природного газа. Фазовое состояние
Физические свойства природного газа. Фазовое состояние Разработка внеклассного мероприятия Физический КВН (8 класс)
Разработка внеклассного мероприятия Физический КВН (8 класс) Движение и взаимодействие тел
Движение и взаимодействие тел Методический материал к уроку Лазеры
Методический материал к уроку Лазеры Давление
Давление Поляризація діелектриків. Провідники в електростатичному полі. (Лекція 9)
Поляризація діелектриків. Провідники в електростатичному полі. (Лекція 9) Устройство сверлильного станка (технология, 5 класс)
Устройство сверлильного станка (технология, 5 класс) Движение космических аппаратов
Движение космических аппаратов Применение ядерной энергии
Применение ядерной энергии Конденсаторы. Тест. 10 класс
Конденсаторы. Тест. 10 класс Организация учебных занятий по физике с элементами системно-деятельностного подхода
Организация учебных занятий по физике с элементами системно-деятельностного подхода Плавание судов. Презентация к уроку физики в 7 классе
Плавание судов. Презентация к уроку физики в 7 классе Устройство рулевого управления
Устройство рулевого управления Электрические явления в природе и технике
Электрические явления в природе и технике Тема урока: Интерференция света в тонких пленках. Лаборатория природы.
Тема урока: Интерференция света в тонких пленках. Лаборатория природы. Ядерный реактор. Ядерная энергетика.
Ядерный реактор. Ядерная энергетика. Тормозная система КамАЗ
Тормозная система КамАЗ Механическое движение. Задача на расчет средней скорости
Механическое движение. Задача на расчет средней скорости Физика элементарных частиц
Физика элементарных частиц