- Роз'ємні та нероз'ємні з'єднання

Содержание
- 2. ПРИЗНАЧЕННЯ, ЗАГАЛЬНІ ВИМОГИ ДО З’ЄДНАНЬ Деталі, що складають конструкцію технічного засобу, пов’язуються між собою відповідними способами,
- 3. Нерухомі зв’язки мають назву з’єднання. З’єднання є важливими елементами машинобудівних конструкцій. Досвід експлуатації технічних засобів виявив,
- 4. РОЗ’ЄМНІ ТА НЕРОЗ’ЄМНІ З’ЄДНАННЯ За ознакою роз’ємності всі види з’єднань можна розділити на роз’ємні і нероз’ємні.
- 5. ЗАГАЛЬНІ ВІДОМОСТІ ПРО РІЗЬБОВІ З’ЄДНАННЯ Різьба – це виступи, утворені на основній поверхні гвинтів або гайок
- 6. ПЕРЕВАГИ ТА НЕДОЛІКИ РІЗЬБОВИХ З’ЄДНАНЬ
- 7. За формою основної поверхні роздрізняють циліндричні та конічні різьби. У машинобудуванні найбільш поширені циліндричні різьби. Конічну
- 8. Багатозахідні різьби застосовуються в гвинтових механізмах. Усі геометричні параметри різьб і допуски на їх розміри регламентуються
- 10. Метрична різьба
- 11. Дюймова різьба Трубна різьба
- 12. Упорна різьба Кругла різьба
- 13. Різьбові з’єднання здійснюються з застосуванням кріпильних деталей, до яких належать болти та шпильки з гайками, гвинти.
- 14. ТЕОРІЯ ГВИНТОВОЇ ПАРИ Гвінтову лінію складає гіпотенуза прямокутного трекутника при навертиванії на прямий круговий цилиндр.
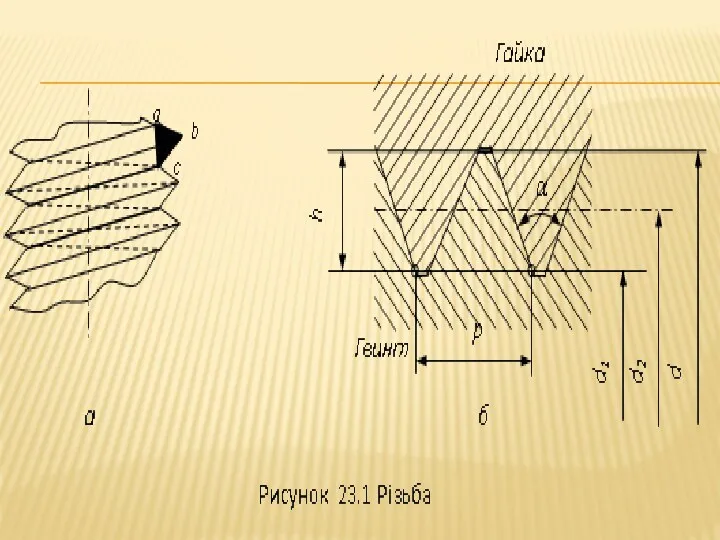
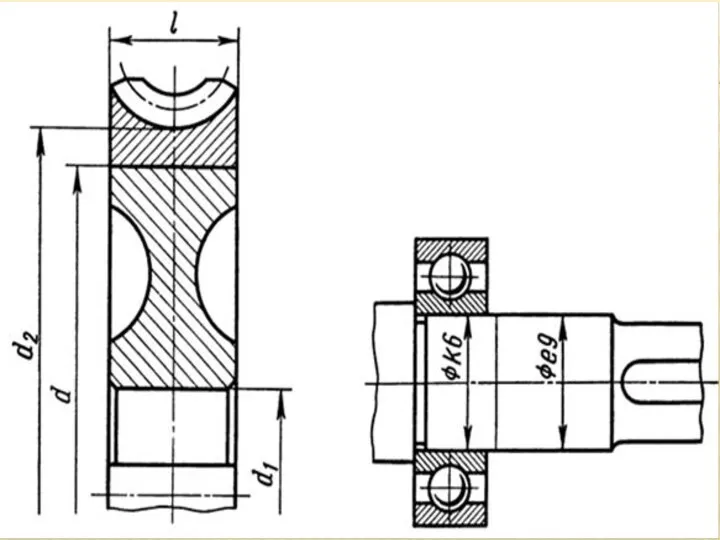
- 15. До основних геометричних параметрів різьби належать d – зовнішній діаметр; d1 – внутрішній діаметр; d2 –
- 16. РОЗРАХУНОК НА МІЦНІСТЬ Механічні властивості кріпильних деталей нормуються. Відповідно до ГОСТ 1759-70 на болти, гвинти і
- 17. Під дією сил тертя між витками різьби та на опорній поверхні гвинта або гайки, зовнішніх осьових
- 18. При статичному навантаженні характерними є два типи руйнування різьбових з’єднань – обрив стержня гвинта (частіше) та
- 19. де n – коефіцієнт запасу міцності (для гвинтів середніх діаметрів n = 1,5...3, для гвинтів малих
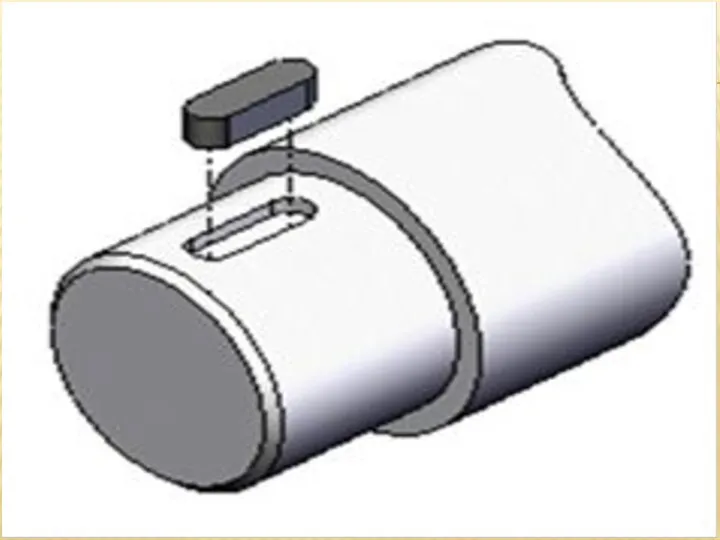
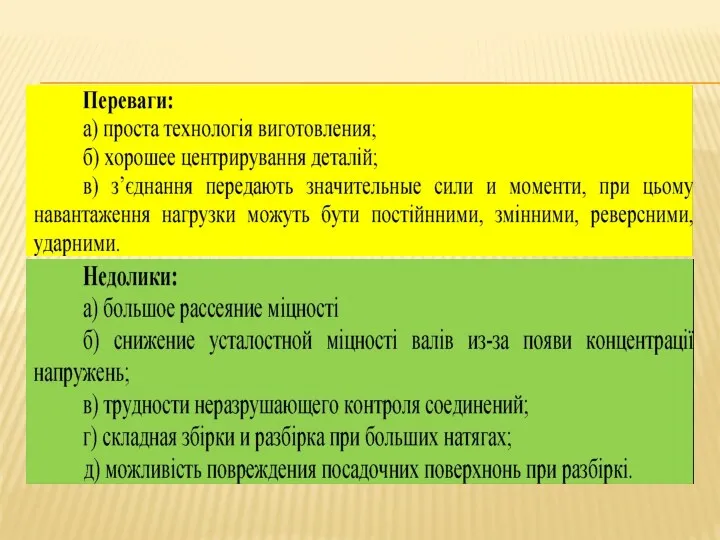
- 20. ШПОНКОВІ ТА ШЛІЦЬОВІ З’ЄДНАННЯ Призначення, достоїнства і недоліки: Шпонкове з’єднання здійснюється за допомогою спеціальної деталі –
- 22. До переваг шпонкових з’єднань слід віднести простоту і надійність конструкції, зручність складання і розбирання, невисоку вартість.
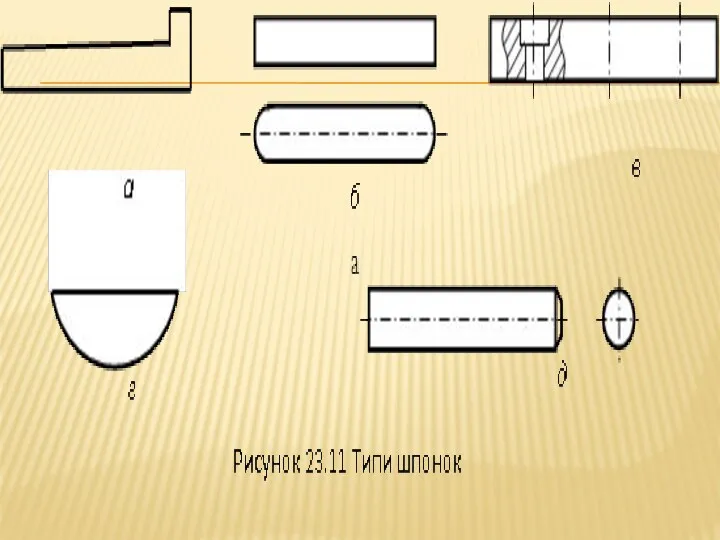
- 23. ОСНОВНІ ТИПИ СТАНДАРТНИХ ШПОНОК І ЇХ ПОРІВНЯНА ХАРАКТЕРИСТИКА Найбільш поширені в машинобудівних конструкціях такі типи шпонок
- 24. – призматична напрямна врізна із закріпленням на валу (ГОСТ 8790-68), допускає переміщення маточини вздовж осі валу
- 26. ПЕРЕВІРНИЙ РОЗРАХУНОК Призматичні звичайні шпонки працюють на зминання бокових граней та зрізання. При заданому крутному моменті
- 27. - за умови попередження зминання, - за умови попередження зрізання,
- 28. З двох значень довжини шпонки потрібно задати більше. Якщо. розміри поперечного перерізу шпонки (b * h)
- 29. МАТЕРІАЛ ТА ДОПУСТИМА НАПРУГА
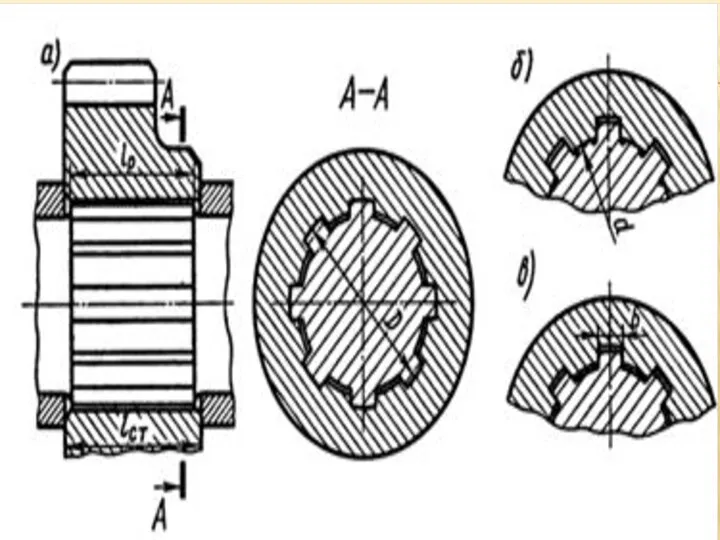
- 30. ШЛІЦЬОВІ З’ЄДНАННЯ Шліцьове з’єднання можна умовно уявити як багатошпонкове, у якого шпонки виготовлені безпосередньо на валу.
- 33. Класифікація шліцьових з’єднань: а) по характеру з’єднання б) нерухомі в) рухомі г) по формі зуба −
- 35. По способу центрирувания ступици відносно вала: а) центрирование по наружному диаметру; б) центрирование по внутрешнему диаметру;
- 36. З’ЄДНАННЯ З НАТЯГОМ З’єднання цього типу забезпечує нерухоме скріплення деталей за рахунок сил тертя, що виникають
- 39. Засоби отримання з’єднань з натягом а) запрессовка б) нагрев охоплюющей деталі в) охолодженя охвативаемой деталі г)
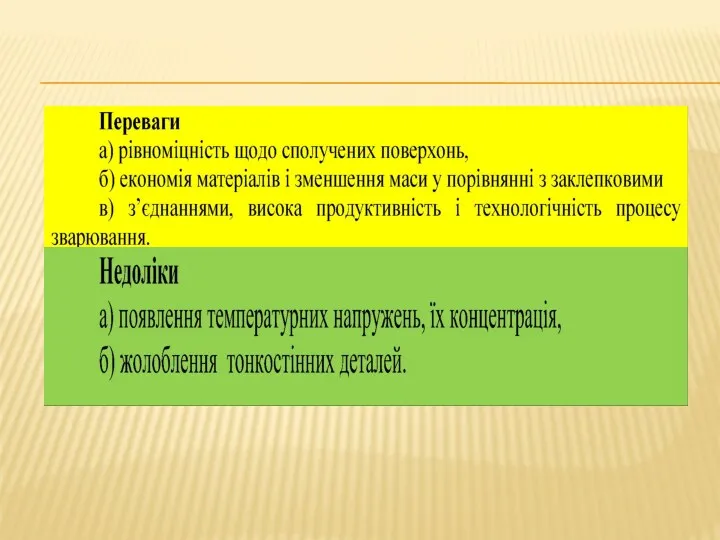
- 40. ЗВАРНІ З’ЄДНАННЯ З’єднання деталей при зварюванні супроводжується місцевим нагріванням поверхонь, що з’єднуються, до розплавленого або пластичного
- 42. Найбільш поширеними способами зварювання є електродугове, електроконтактне та газове (хімічне). Також застосовують нові способи зварювання –
- 43. Таким способом зварюються конструкційні сталі будь-яких марок. Електродугове зварювання високолегованих сталей, а також сплавів на основі
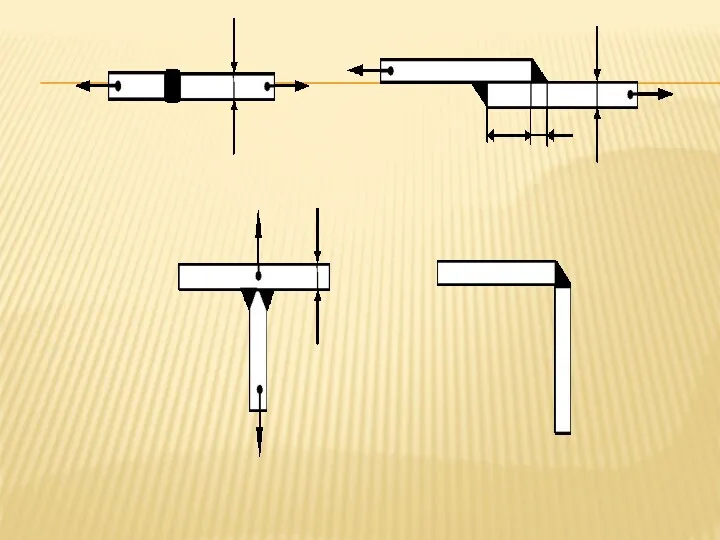
- 44. При електродуговому зварюванні залежно від взаємного розташування деталей відрізняються з’єднання встик , внапустку , таврові та
- 46. При розрахунках для з’єднань встик, які навантажуються стискаючою (розтягуючою силою Р, контролюється умова міцності При розрахунках
- 48. КЛЕЄВІ З’ЄДНАННЯ З’єднання конструкційних матеріалів склеюванням широко викорис-товується в різних галузях машинобудування. Це є нероз’ємні з’єднання
- 50. Вибір клею здійснюється залежно від виду матеріалів, що склеюються, і робочих температур. Так, клеї марок БФ-2
- 52. Скачать презентацию
ПРИЗНАЧЕННЯ, ЗАГАЛЬНІ ВИМОГИ ДО З’ЄДНАНЬ
Деталі, що складають конструкцію технічного засобу, пов’язуються
ПРИЗНАЧЕННЯ, ЗАГАЛЬНІ ВИМОГИ ДО З’ЄДНАНЬ
Деталі, що складають конструкцію технічного засобу, пов’язуються
Нерухомі зв’язки мають назву з’єднання.
З’єднання є важливими елементами машинобудівних конструкцій. Досвід
Нерухомі зв’язки мають назву з’єднання.
З’єднання є важливими елементами машинобудівних конструкцій. Досвід
РОЗ’ЄМНІ ТА НЕРОЗ’ЄМНІ З’ЄДНАННЯ
За ознакою роз’ємності всі види з’єднань можна розділити
РОЗ’ЄМНІ ТА НЕРОЗ’ЄМНІ З’ЄДНАННЯ
За ознакою роз’ємності всі види з’єднань можна розділити
ЗАГАЛЬНІ ВІДОМОСТІ ПРО РІЗЬБОВІ З’ЄДНАННЯ
Різьба – це виступи, утворені на
ЗАГАЛЬНІ ВІДОМОСТІ ПРО РІЗЬБОВІ З’ЄДНАННЯ
Різьба – це виступи, утворені на
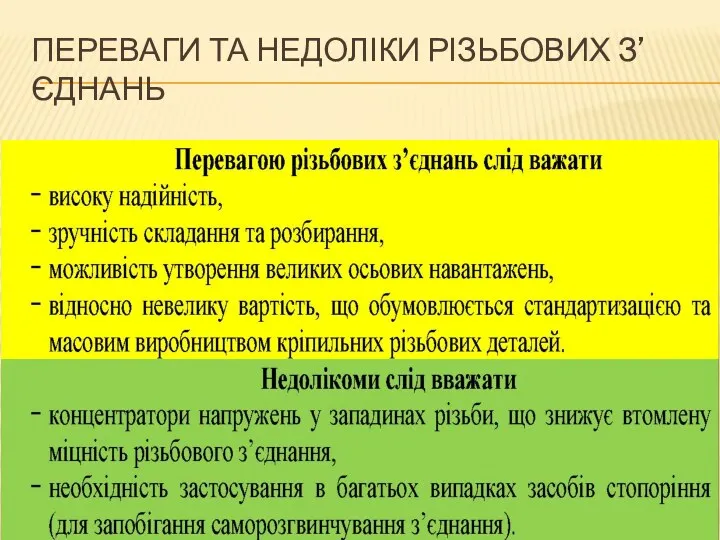
ПЕРЕВАГИ ТА НЕДОЛІКИ РІЗЬБОВИХ З’ЄДНАНЬ
ПЕРЕВАГИ ТА НЕДОЛІКИ РІЗЬБОВИХ З’ЄДНАНЬ
За формою основної поверхні роздрізняють циліндричні та конічні різьби. У машинобудуванні
За формою основної поверхні роздрізняють циліндричні та конічні різьби. У машинобудуванні
Багатозахідні різьби застосовуються в гвинтових механізмах.
Усі геометричні параметри різьб і
Багатозахідні різьби застосовуються в гвинтових механізмах.
Усі геометричні параметри різьб і
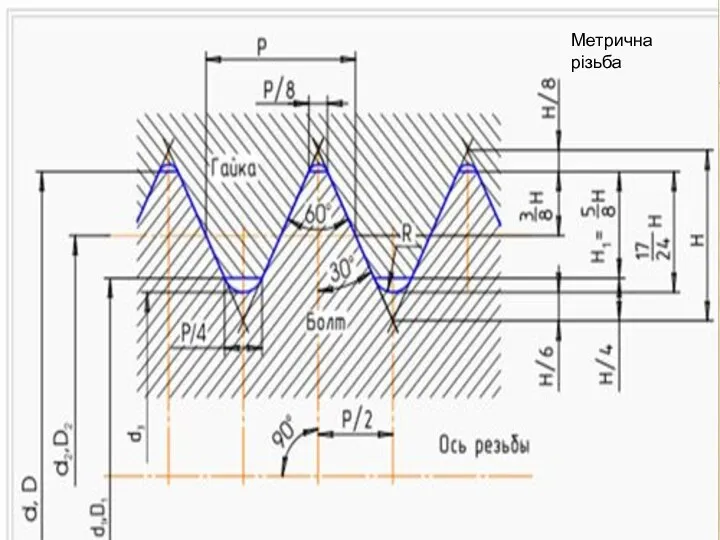
Метрична різьба
Метрична різьба
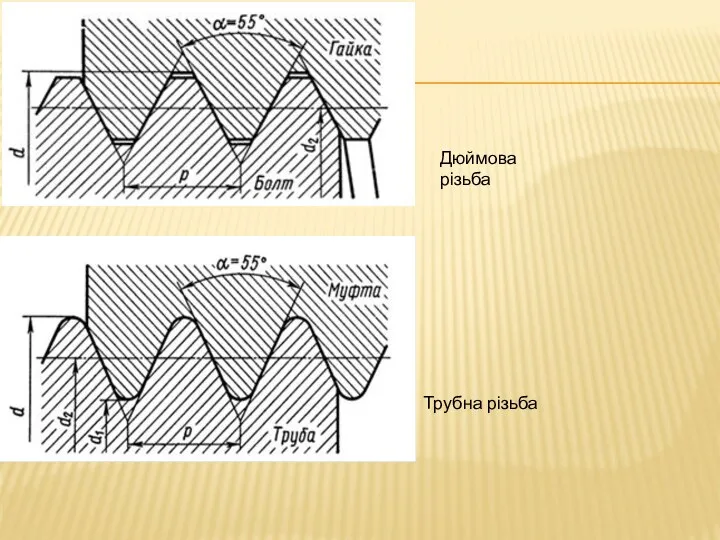
Дюймова різьба
Трубна різьба
Дюймова різьба
Трубна різьба
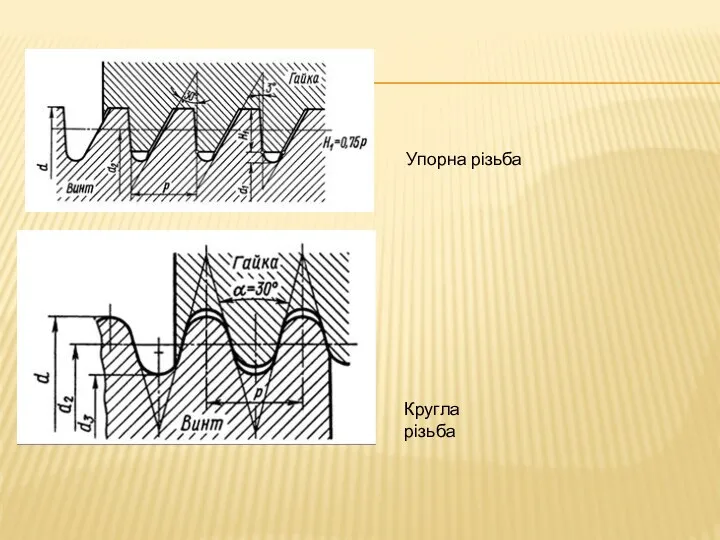
Упорна різьба
Кругла різьба
Упорна різьба
Кругла різьба
Різьбові з’єднання здійснюються з застосуванням кріпильних деталей, до яких належать болти
Різьбові з’єднання здійснюються з застосуванням кріпильних деталей, до яких належать болти
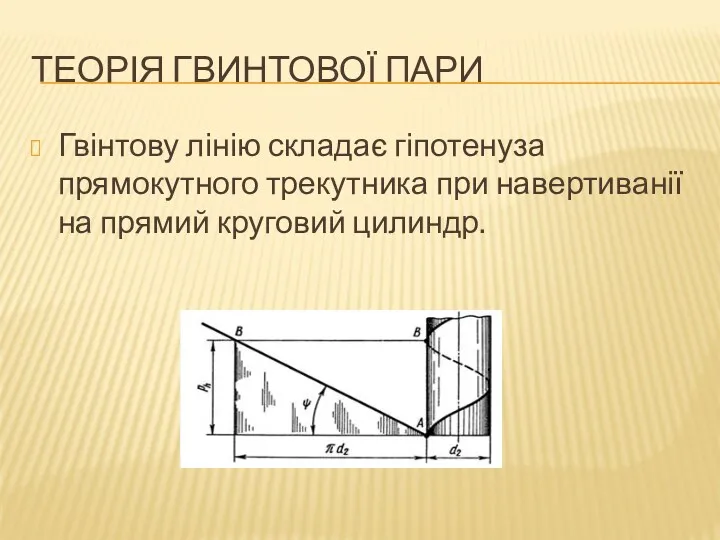
ТЕОРІЯ ГВИНТОВОЇ ПАРИ
Гвінтову лінію складає гіпотенуза прямокутного трекутника при навертиванії
ТЕОРІЯ ГВИНТОВОЇ ПАРИ
Гвінтову лінію складає гіпотенуза прямокутного трекутника при навертиванії
До основних геометричних параметрів різьби належать d – зовнішній діаметр; d1
До основних геометричних параметрів різьби належать d – зовнішній діаметр; d1
РОЗРАХУНОК НА МІЦНІСТЬ
Механічні властивості кріпильних деталей нормуються. Відповідно до ГОСТ 1759-70
РОЗРАХУНОК НА МІЦНІСТЬ
Механічні властивості кріпильних деталей нормуються. Відповідно до ГОСТ 1759-70
Під дією сил тертя між витками різьби та на опорній поверхні
Під дією сил тертя між витками різьби та на опорній поверхні
При статичному навантаженні характерними є два типи руйнування різьбових з’єднань
При статичному навантаженні характерними є два типи руйнування різьбових з’єднань
де n – коефіцієнт запасу міцності (для гвинтів середніх діаметрів n
де n – коефіцієнт запасу міцності (для гвинтів середніх діаметрів n
ШПОНКОВІ ТА ШЛІЦЬОВІ З’ЄДНАННЯ
Призначення, достоїнства і недоліки:
Шпонкове з’єднання здійснюється за допомогою
ШПОНКОВІ ТА ШЛІЦЬОВІ З’ЄДНАННЯ
Призначення, достоїнства і недоліки:
Шпонкове з’єднання здійснюється за допомогою
До переваг шпонкових з’єднань слід віднести простоту і надійність конструкції, зручність
ОСНОВНІ ТИПИ СТАНДАРТНИХ ШПОНОК І ЇХ ПОРІВНЯНА ХАРАКТЕРИСТИКА
Найбільш поширені в машинобудівних
ОСНОВНІ ТИПИ СТАНДАРТНИХ ШПОНОК І ЇХ ПОРІВНЯНА ХАРАКТЕРИСТИКА
Найбільш поширені в машинобудівних
– призматична напрямна врізна із закріпленням на валу (ГОСТ 8790-68), допускає
– призматична напрямна врізна із закріпленням на валу (ГОСТ 8790-68), допускає
ПЕРЕВІРНИЙ РОЗРАХУНОК
Призматичні звичайні шпонки працюють на зминання бокових граней та зрізання.
ПЕРЕВІРНИЙ РОЗРАХУНОК
Призматичні звичайні шпонки працюють на зминання бокових граней та зрізання.
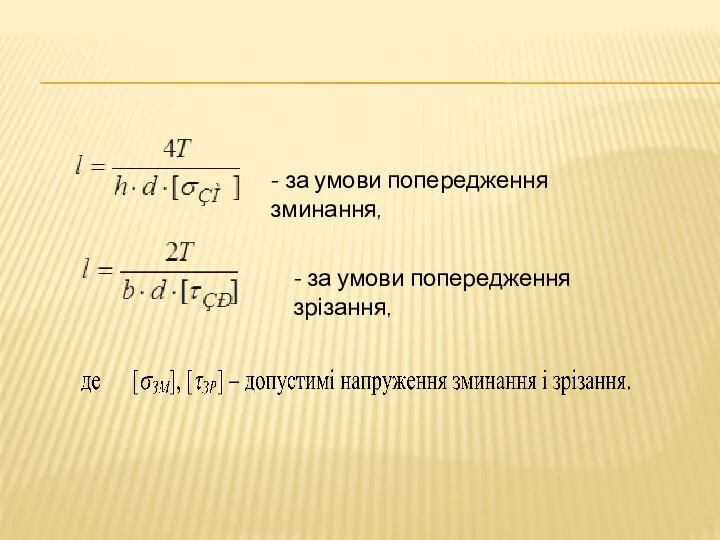
- за умови попередження зминання,
- за умови попередження зрізання,
- за умови попередження зминання,
- за умови попередження зрізання,
З двох значень довжини шпонки потрібно задати більше. Якщо. розміри поперечного
З двох значень довжини шпонки потрібно задати більше. Якщо. розміри поперечного
МАТЕРІАЛ ТА ДОПУСТИМА НАПРУГА
МАТЕРІАЛ ТА ДОПУСТИМА НАПРУГА
ШЛІЦЬОВІ З’ЄДНАННЯ
Шліцьове з’єднання можна умовно уявити як багатошпонкове, у якого шпонки
ШЛІЦЬОВІ З’ЄДНАННЯ
Шліцьове з’єднання можна умовно уявити як багатошпонкове, у якого шпонки
Класифікація шліцьових з’єднань:
а) по характеру з’єднання
б) нерухомі
в) рухомі
г) по формі зуба
− прямобічні
а) по характеру з’єднання
б) нерухомі
в) рухомі
г) по формі зуба
− прямобічні
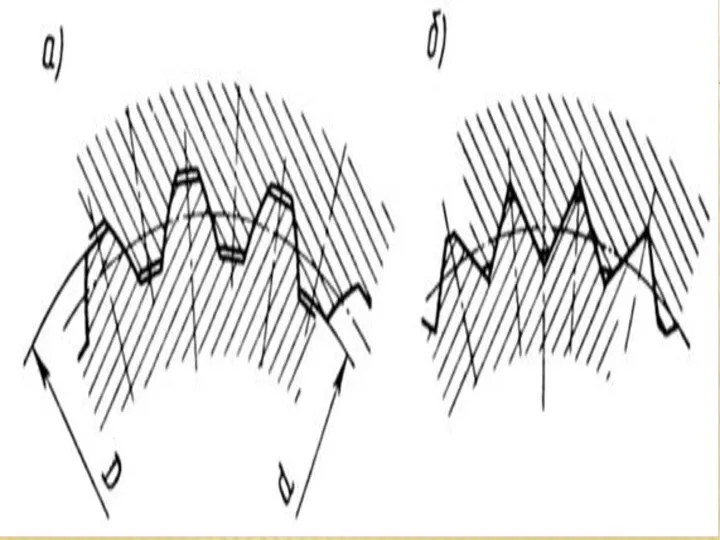
По способу центрирувания ступици відносно вала:
а) центрирование по наружному диаметру;
б) центрирование
По способу центрирувания ступици відносно вала:
а) центрирование по наружному диаметру;
б) центрирование
З’ЄДНАННЯ З НАТЯГОМ
З’єднання цього типу забезпечує нерухоме скріплення деталей за рахунок
З’ЄДНАННЯ З НАТЯГОМ
З’єднання цього типу забезпечує нерухоме скріплення деталей за рахунок
Засоби отримання з’єднань з натягом
а) запрессовка
б) нагрев охоплюющей деталі
в) охолодженя
Засоби отримання з’єднань з натягом
а) запрессовка
б) нагрев охоплюющей деталі
в) охолодженя
ЗВАРНІ З’ЄДНАННЯ
З’єднання деталей при зварюванні супроводжується місцевим нагріванням поверхонь, що з’єднуються,
ЗВАРНІ З’ЄДНАННЯ
З’єднання деталей при зварюванні супроводжується місцевим нагріванням поверхонь, що з’єднуються,
Найбільш поширеними способами зварювання є електродугове, електроконтактне та газове (хімічне). Також
Найбільш поширеними способами зварювання є електродугове, електроконтактне та газове (хімічне). Також
Таким способом зварюються конструкційні сталі будь-яких марок. Електродугове зварювання високолегованих сталей,
Таким способом зварюються конструкційні сталі будь-яких марок. Електродугове зварювання високолегованих сталей,
При електродуговому зварюванні залежно від взаємного розташування деталей відрізняються з’єднання встик
При електродуговому зварюванні залежно від взаємного розташування деталей відрізняються з’єднання встик
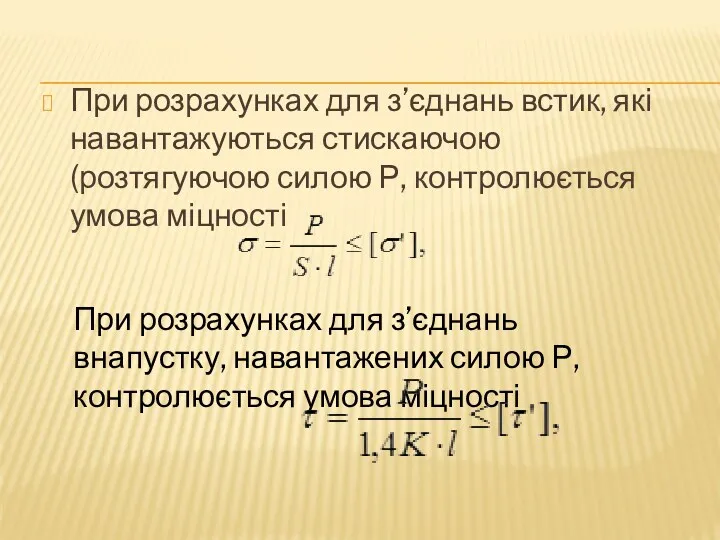
При розрахунках для з’єднань встик, які навантажуються стискаючою (розтягуючою силою Р,
При розрахунках для з’єднань встик, які навантажуються стискаючою (розтягуючою силою Р,

КЛЕЄВІ З’ЄДНАННЯ
З’єднання конструкційних матеріалів склеюванням широко викорис-товується в різних галузях машинобудування.
КЛЕЄВІ З’ЄДНАННЯ
З’єднання конструкційних матеріалів склеюванням широко викорис-товується в різних галузях машинобудування.
Вибір клею здійснюється залежно від виду матеріалів, що склеюються, і робочих
Вибір клею здійснюється залежно від виду матеріалів, що склеюються, і робочих
 Распределители с закрытым центром. Описание функционирования
Распределители с закрытым центром. Описание функционирования Углеродные волокна
Углеродные волокна Силы в природе
Силы в природе Inertial Measurement Unit (IMU) Блок инерциальных измерений. IMU, KECS, KCMF, KQS
Inertial Measurement Unit (IMU) Блок инерциальных измерений. IMU, KECS, KCMF, KQS Своя игра по физике
Своя игра по физике Обобщающий урок в 8 классе по теме Электрические явления
Обобщающий урок в 8 классе по теме Электрические явления Рекуррентные оптимальные алгоритмы фильтрации случайных процессов. Фильтр Калмана-Бьюси
Рекуррентные оптимальные алгоритмы фильтрации случайных процессов. Фильтр Калмана-Бьюси Fibrous proteins and their functions. Membrane proteins and their functions
Fibrous proteins and their functions. Membrane proteins and their functions Трёхфазные электрические цепи синусоидального тока. (Лекция 3)
Трёхфазные электрические цепи синусоидального тока. (Лекция 3) Формирование и первичная обработка видеосигналов
Формирование и первичная обработка видеосигналов Адсорбция на твердых телах
Адсорбция на твердых телах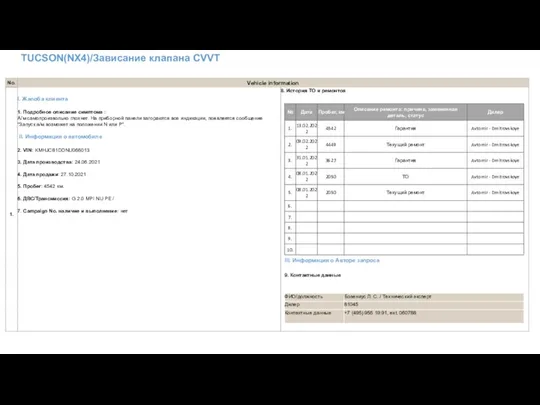 Tucson (NX 4). Зависание клапана CVVT
Tucson (NX 4). Зависание клапана CVVT Спектральные приборы и измерения в лазерной физике. Лекция 4
Спектральные приборы и измерения в лазерной физике. Лекция 4 Meranie elektromagnetického poľa v okolí počítačových monitorov
Meranie elektromagnetického poľa v okolí počítačových monitorov Дефектоскопия. Основные виды дефектоскопий
Дефектоскопия. Основные виды дефектоскопий Робота і потужність електричного струму
Робота і потужність електричного струму Презентация соблюдение техники безопасности в кабинете физики.
Презентация соблюдение техники безопасности в кабинете физики. Электромагнитные волны
Электромагнитные волны Главные схемы электрических соединений электроустановок. (Лекция 11)
Главные схемы электрических соединений электроустановок. (Лекция 11) Хроника космической эры
Хроника космической эры Молекулярная физика
Молекулярная физика Законы фотоэффекта. Квантовые свойства вещества и света
Законы фотоэффекта. Квантовые свойства вещества и света Урок - викторина Что? Где? Когда? для 11 класса по теме Оптические явления
Урок - викторина Что? Где? Когда? для 11 класса по теме Оптические явления Техническое обслуживание и ремонт тормозной системы трактора
Техническое обслуживание и ремонт тормозной системы трактора Магнитное поле, свойства поля
Магнитное поле, свойства поля Рентгеновские лучи
Рентгеновские лучи Физико–химические свойства нефти, нефтепродуктов. Качество нефти и нефтепродуктов. Методы их анализа
Физико–химические свойства нефти, нефтепродуктов. Качество нефти и нефтепродуктов. Методы их анализа Виды электрических схем и их компонентов
Виды электрических схем и их компонентов