- Самолёт Ан-124 Руслан. Взаимозаменяемость деталей самолетов. (Лекция 11)

Содержание
- 2. Самолёт Ан-124 «Руслан» создавался в первую очередь для воздушной транспортировки мобильных пусковых установок межконтинентальных баллистических ракет,
- 4. Тема 6. Взаимозаменяемость Лекция 11 (2 часа) Изучаемые вопросы: 11.1.Единая система допусков и посадок (ЕСДП). 11.2.
- 5. Взаимозаменяемость. Общие сведения Взаимозаменяемостью называется свойство одних и тех же деталей, узлов или агрегатов машин, позволяющее
- 6. Основные понятия и определения
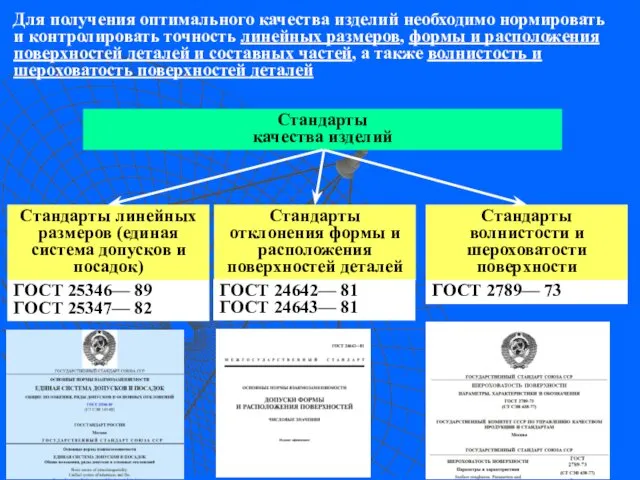
- 7. Для получения оптимального качества изделий необходимо нормировать и контролировать точность линейных размеров, формы и расположения поверхностей
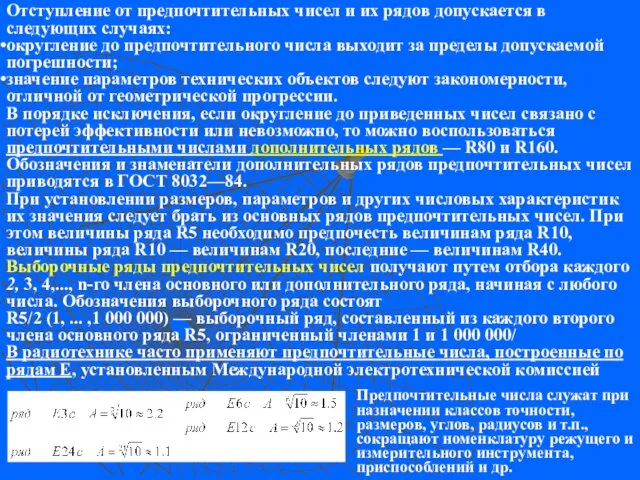
- 8. Ряды значений геометрических параметров
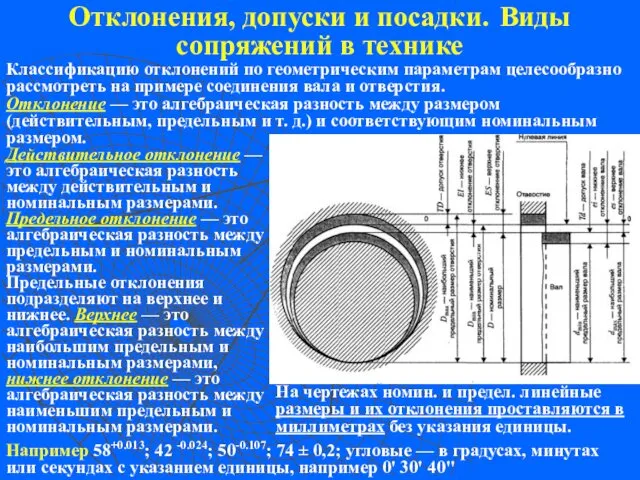
- 10. Отклонения, допуски и посадки. Виды сопряжений в технике
- 11. Допуск — это разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между
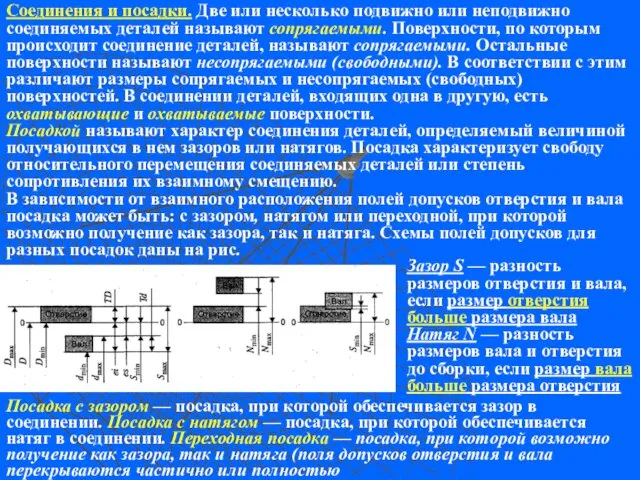
- 12. Соединения и посадки. Две или несколько подвижно или неподвижно соединяемых деталей называют сопрягаемыми. Поверхности, по которым
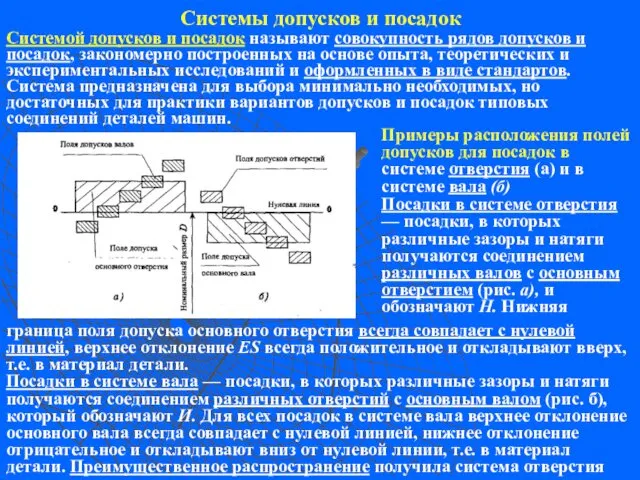
- 13. Системы допусков и посадок
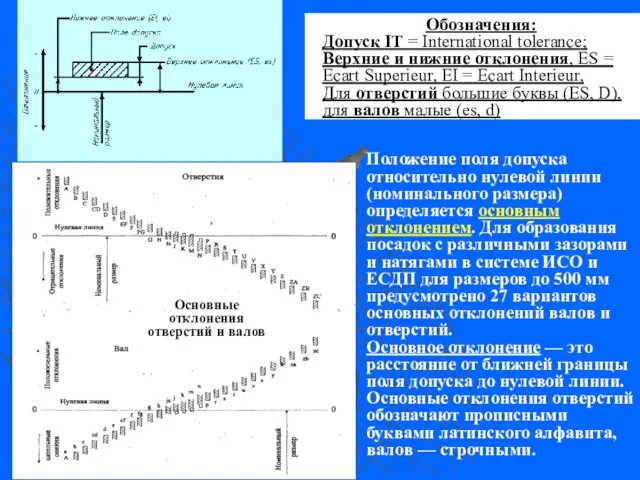
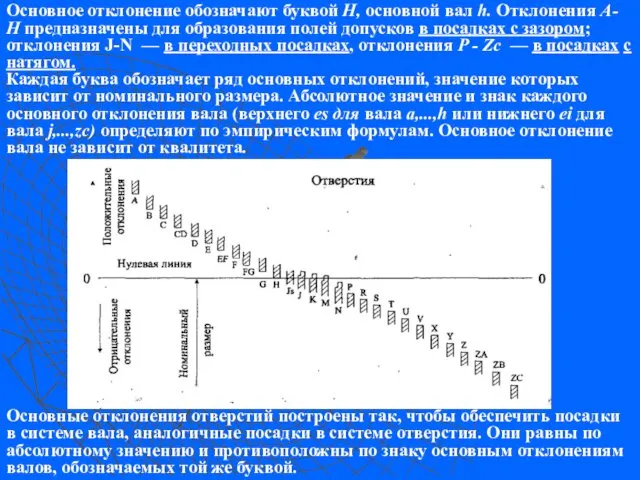
- 14. Положение поля допуска относительно нулевой линии (номинального размера) определяется основным отклонением. Для образования посадок с различными
- 16. Квалитет (степень точности) — совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров (в ЕСДП
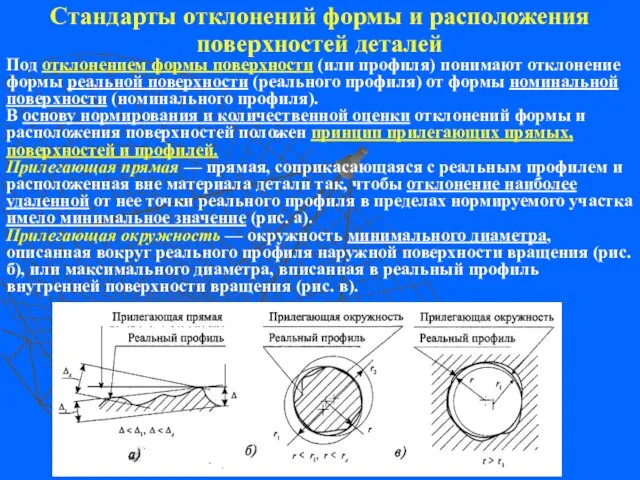
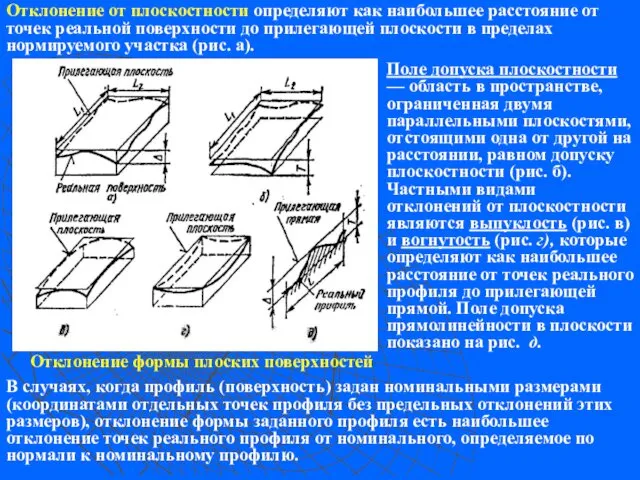
- 18. Стандарты отклонений формы и расположения поверхностей деталей Под отклонением формы поверхности (или профиля) понимают отклонение формы
- 19. Прилегающая плоскость — плоскость, соприкасающаяся с реальной поверхностью и расположенная вне материала детали так, чтобы отклонение
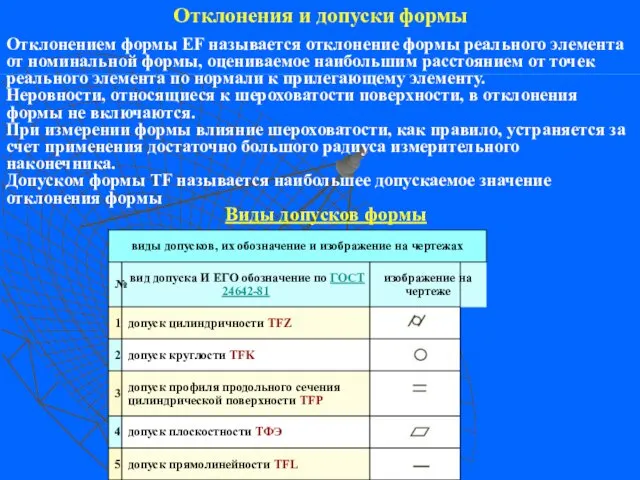
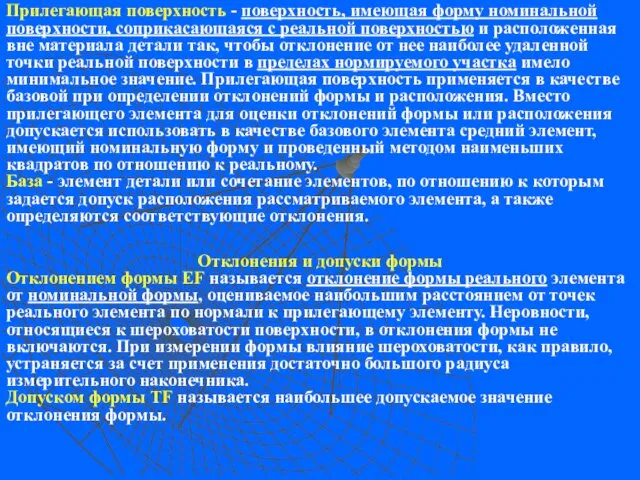
- 22. Отклонения и допуски формы Отклонением формы EF называется отклонение формы реального элемента от номинальной формы, оцениваемое
- 25. Шероховатость поверхностей Шероховатость поверхности (ГОСТ 2789-73) — совокупность неровностей поверхности с относительно малыми шагами на базовой
- 26. Типы направлений неровностей поверхности Требования к шероховатости поверхности должны устанавливаться, исходя из функционального назначения поверхности для
- 27. Обозначение шероховатости поверхности (ГОСТ2.309-73) Структура обозначения шероховатости поверхности Обозначение шероховатости поверхности без указания способа обработки Обозначение
- 28. При указании наибольшего значения параметра шероховатости в обозначении приводят параметр шероховатости без предельных отклонений, например: При
- 29. Вид обработки поверхности указывают в обозначении шероховатости только в случаях, когда он является единственным, применимым для
- 30. Правила нанесения шероховатости поверхностей на чертежах Обозначения шероховатости поверхностей на изображении изделия располагают на линиях контура,
- 31. При обозначении изделия с разрывом обозначение шероховатости наносят только на одной части изображения, по возможности ближе
- 32. Если шероховатость одной и той же поверхности различна на отдельных участках, то эти участки разграничивают сплошной
- 33. Обозначение шероховатости поверхности профиля резьбы наносят по общим правилам при изображении профиля или условно на выносной
- 34. Обозначение одинаковой шероховатости поверхности сложной конфигурации допускается приводить в технических требованиях чертежа со ссылкой на буквенное
- 35. Значение параметров шероховатости для эксплуатационных свойств Требования к шероховатости поверхности одним или несколькими параметрами, когда это
- 36. Ориентировочная взаимосвязь допуска и параметров шероховатости поверхности http://www.propro.ru/graphbook/eskd/eskd/GOST/2_309/004.htm
- 37. Параметры шероховатости типовых поверхностей деталей Для назначение параметров шероховатости в зависимости от назначения обрабатываемой поверхности детали
- 38. Соотношение шероховатости поверхности с используемыми ранее классами шероховатости В тех случаях, когда требования к шероховатости поверхности
- 39. Точность геометрических параметров деталей характеризуется не только точностью размеров ее элементов, но и точностью формы и
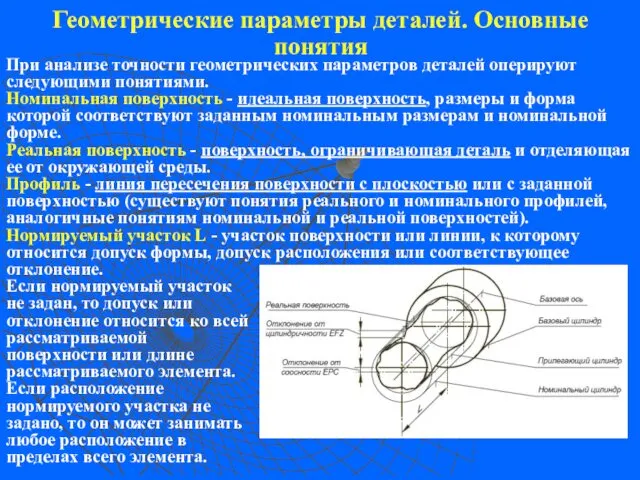
- 40. Геометрические параметры деталей. Основные понятия При анализе точности геометрических параметров деталей оперируют следующими понятиями. Номинальная поверхность
- 41. Прилегающая поверхность - поверхность, имеющая форму номинальной поверхности, соприкасающаяся с реальной поверхностью и расположенная вне материала
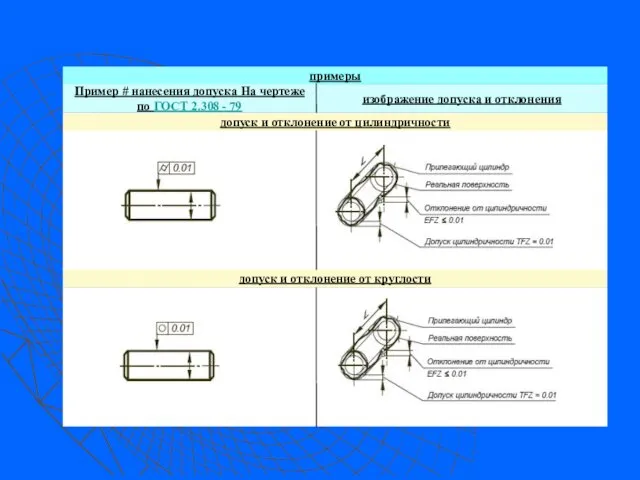
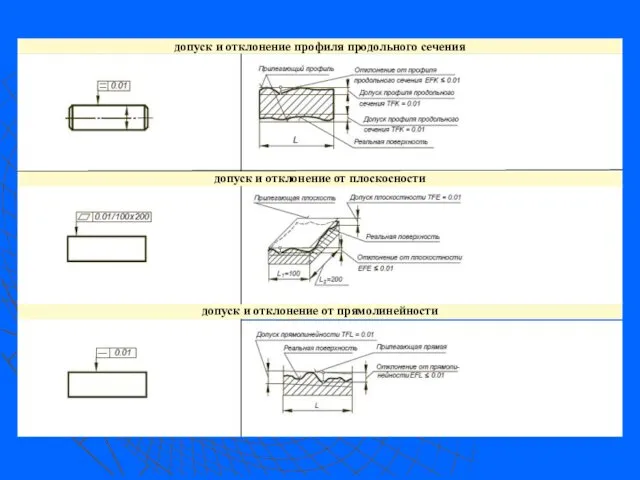
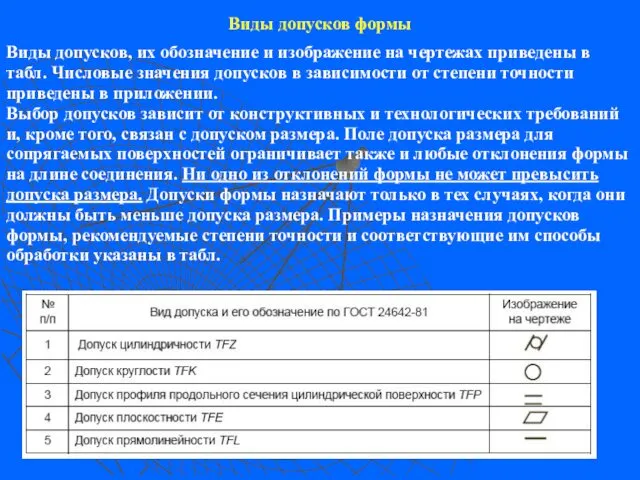
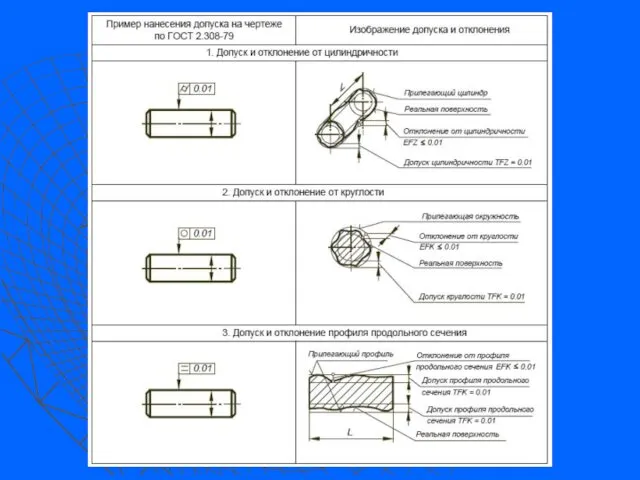
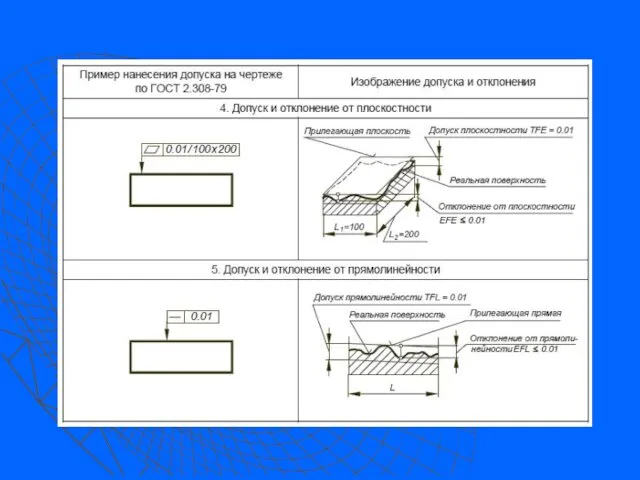
- 42. Виды допусков формы Виды допусков, их обозначение и изображение на чертежах приведены в табл. Числовые значения
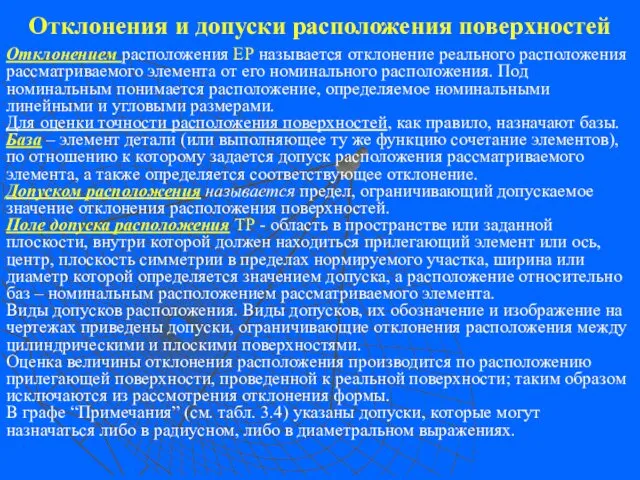
- 45. Отклонения и допуски расположения поверхностей Отклонением расположения EP называется отклонение реального расположения рассматриваемого элемента от его
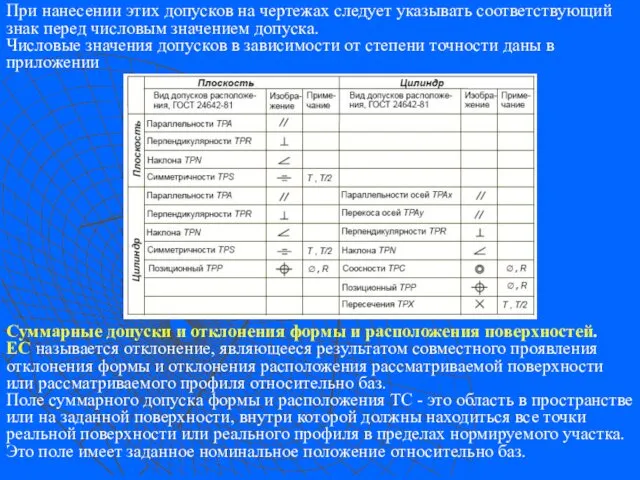
- 46. При нанесении этих допусков на чертежах следует указывать соответствующий знак перед числовым значением допуска. Числовые значения
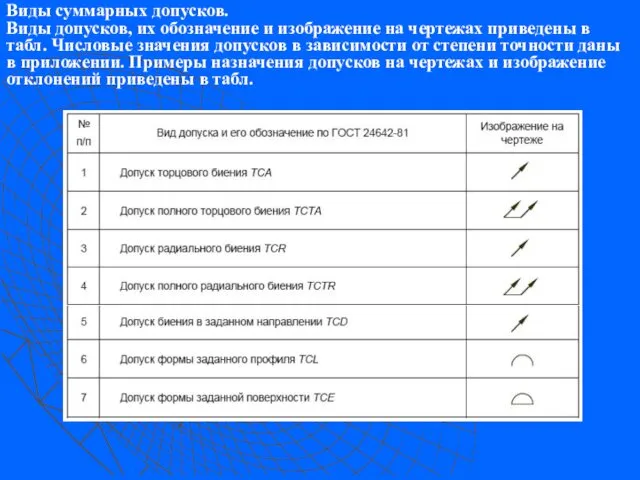
- 47. Виды суммарных допусков. Виды допусков, их обозначение и изображение на чертежах приведены в табл. Числовые значения
- 48. Зависимые и независимые допуски. Допуски расположения или формы могут быть зависимыми или независимыми. Зависимый допуск —
- 49. Из рисунка видно, что при выполнении отверстий с минимальными размерами предельное отклонение от соосности может быть
- 50. Указание допусков формы и расположения поверхностей на чертежах 1. Допуски формы и расположения поверхностей указывают на
- 51. 4. Рамку рекомендуется выполнять в горизонтальном положении. Пересекать рамку допуска какими-либо линиями не допускается. 5. Если
- 52. 9. Базы обозначают зачерненным треугольником, который соединяют при помощи соединительной линии с рамкой допуска или рамкой,
- 53. Допуски формы и расположения поверхностей деталей под подшипники качения Взаимный перекос внутреннего и наружного колец подшипников
- 55. Скачать презентацию

Самолёт Ан-124 «Руслан» создавался в первую очередь для воздушной транспортировки мобильных
Самолёт Ан-124 «Руслан» создавался в первую очередь для воздушной транспортировки мобильных

Тема 6. Взаимозаменяемость
Лекция 11 (2 часа)
Изучаемые вопросы:
11.1.Единая система допусков и посадок
Тема 6. Взаимозаменяемость
Лекция 11 (2 часа)
Изучаемые вопросы:
11.1.Единая система допусков и посадок
Взаимозаменяемость. Общие сведения
Взаимозаменяемостью называется свойство одних и тех же деталей, узлов
Взаимозаменяемость. Общие сведения
Взаимозаменяемостью называется свойство одних и тех же деталей, узлов
Основные понятия и определения
Основные понятия и определения
Для получения оптимального качества изделий необходимо нормировать и контролировать точность линейных
Для получения оптимального качества изделий необходимо нормировать и контролировать точность линейных
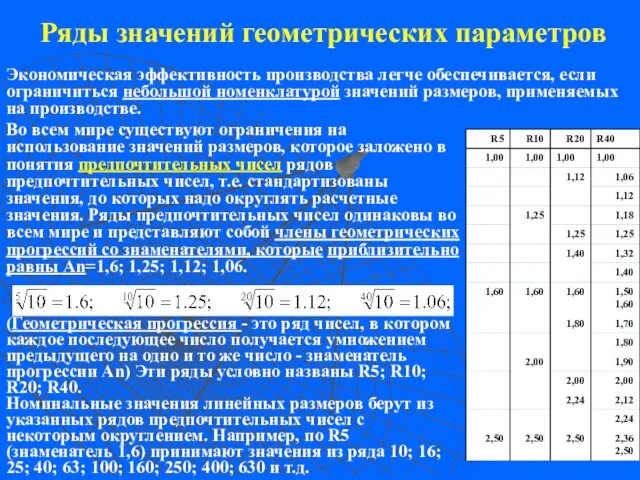
Ряды значений геометрических параметров
Ряды значений геометрических параметров
Отклонения, допуски и посадки. Виды сопряжений в технике
Отклонения, допуски и посадки. Виды сопряжений в технике
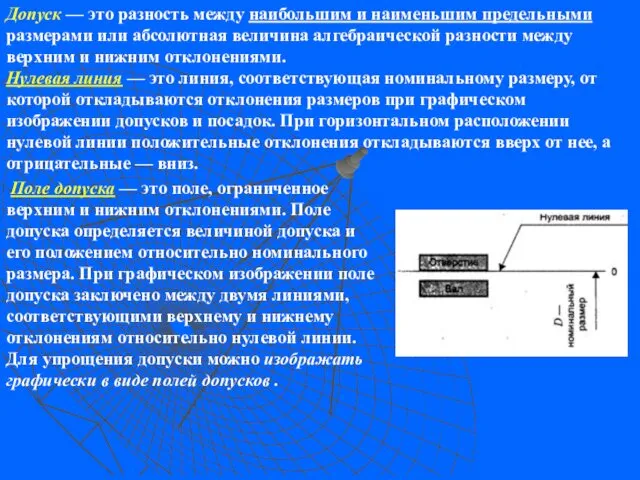
Допуск — это разность между наибольшим и наименьшим предельными размерами или
Допуск — это разность между наибольшим и наименьшим предельными размерами или
Соединения и посадки. Две или несколько подвижно или неподвижно соединяемых деталей
Соединения и посадки. Две или несколько подвижно или неподвижно соединяемых деталей
Системы допусков и посадок
Системы допусков и посадок
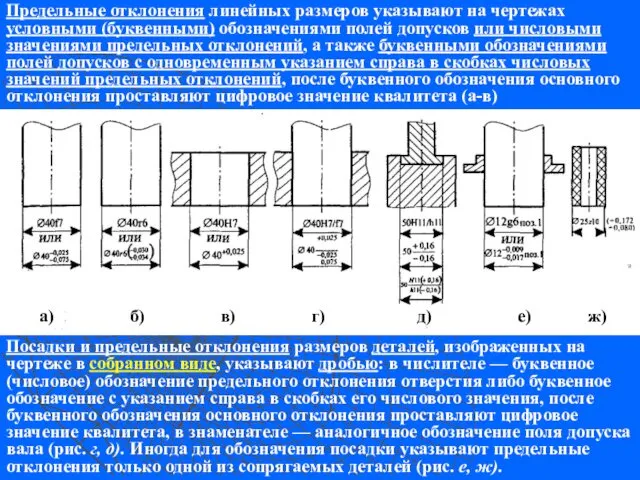
Положение поля допуска относительно нулевой линии (номинального размера) определяется основным отклонением.
Положение поля допуска относительно нулевой линии (номинального размера) определяется основным отклонением.
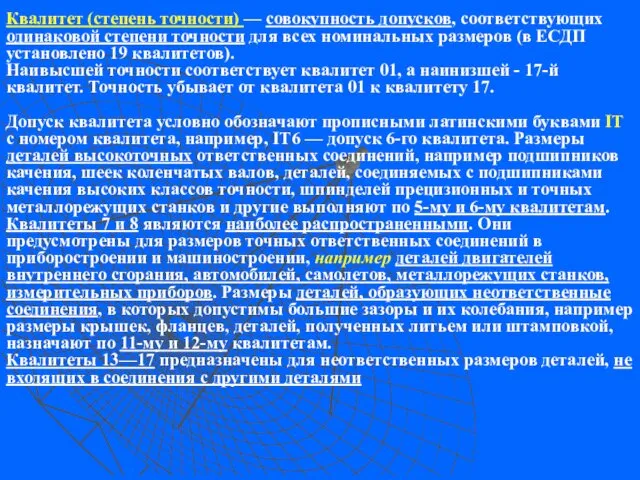
Квалитет (степень точности) — совокупность допусков, соответствующих одинаковой степени точности для
Квалитет (степень точности) — совокупность допусков, соответствующих одинаковой степени точности для
Стандарты отклонений формы и расположения поверхностей деталей
Под отклонением формы поверхности
Стандарты отклонений формы и расположения поверхностей деталей
Под отклонением формы поверхности
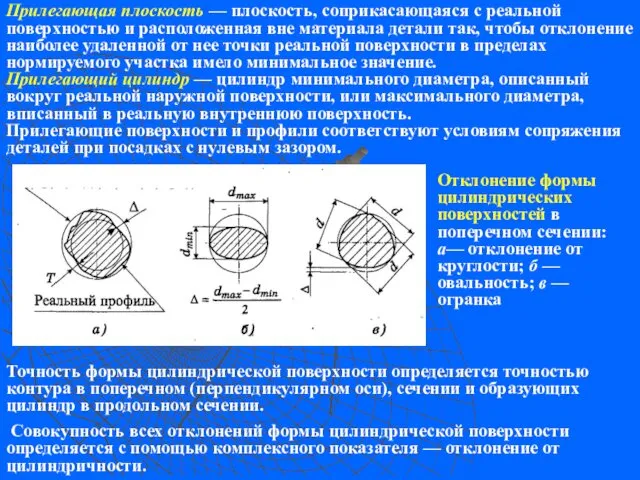
Прилегающая плоскость — плоскость, соприкасающаяся с реальной поверхностью и расположенная вне
Прилегающая плоскость — плоскость, соприкасающаяся с реальной поверхностью и расположенная вне

Отклонения и допуски формы
Отклонением формы EF называется отклонение формы реального элемента от
Отклонения и допуски формы
Отклонением формы EF называется отклонение формы реального элемента от

Шероховатость поверхностей
Шероховатость поверхности (ГОСТ 2789-73) — совокупность неровностей поверхности с относительно малыми
Шероховатость поверхностей
Шероховатость поверхности (ГОСТ 2789-73) — совокупность неровностей поверхности с относительно малыми
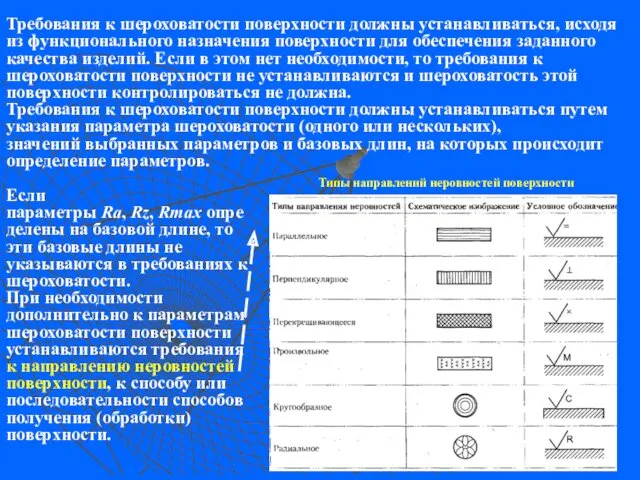
Типы направлений неровностей поверхности
Требования к шероховатости поверхности должны устанавливаться, исходя из функционального
Типы направлений неровностей поверхности
Требования к шероховатости поверхности должны устанавливаться, исходя из функционального
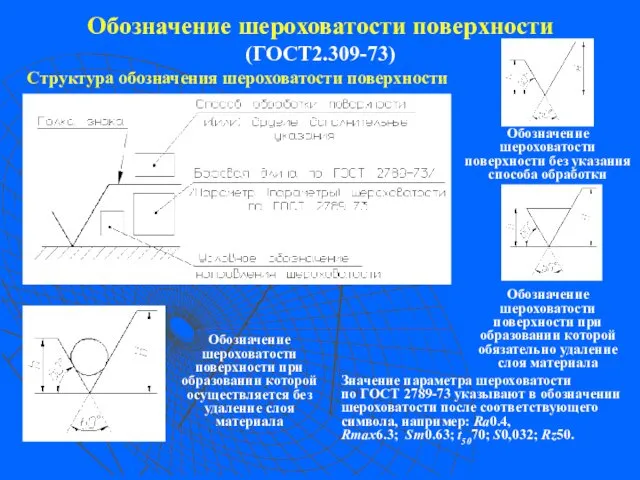
Обозначение шероховатости поверхности
(ГОСТ2.309-73)
Структура обозначения шероховатости поверхности
Обозначение шероховатости поверхности без указания способа обработки
Обозначение шероховатости поверхности
(ГОСТ2.309-73)
Структура обозначения шероховатости поверхности
Обозначение шероховатости поверхности без указания способа обработки
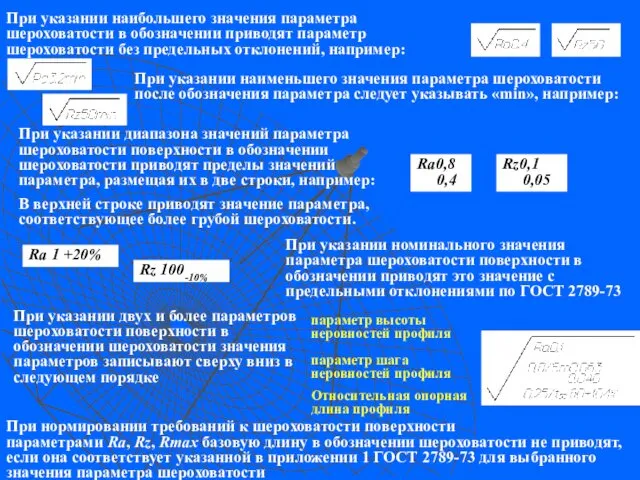
При указании наибольшего значения параметра шероховатости в обозначении приводят параметр шероховатости без
При указании наибольшего значения параметра шероховатости в обозначении приводят параметр шероховатости без
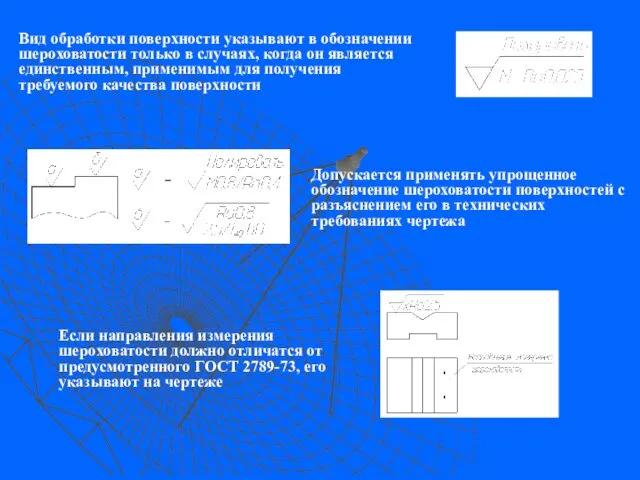
Вид обработки поверхности указывают в обозначении шероховатости только в случаях, когда
Вид обработки поверхности указывают в обозначении шероховатости только в случаях, когда

Правила нанесения шероховатости поверхностей на чертежах
Обозначения шероховатости поверхностей на изображении изделия располагают на
Правила нанесения шероховатости поверхностей на чертежах
Обозначения шероховатости поверхностей на изображении изделия располагают на

При обозначении изделия с разрывом обозначение шероховатости наносят только на одной части
При обозначении изделия с разрывом обозначение шероховатости наносят только на одной части
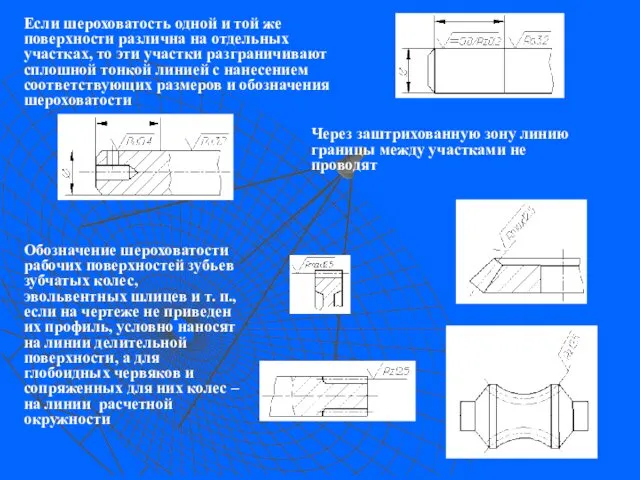
Если шероховатость одной и той же поверхности различна на отдельных участках, то
Если шероховатость одной и той же поверхности различна на отдельных участках, то
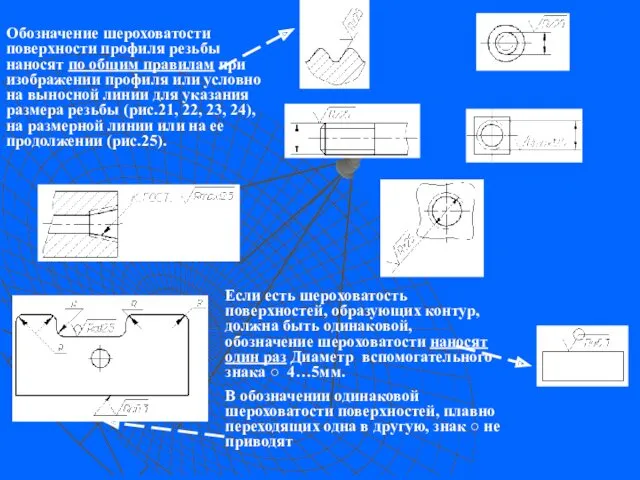
Обозначение шероховатости поверхности профиля резьбы наносят по общим правилам при изображении профиля
Обозначение шероховатости поверхности профиля резьбы наносят по общим правилам при изображении профиля
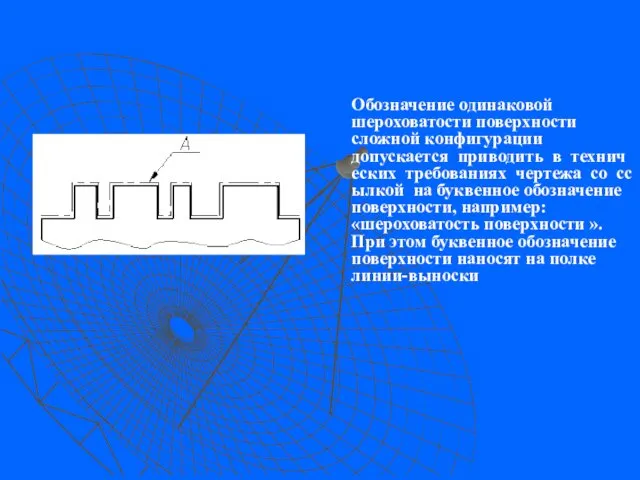
Обозначение одинаковой шероховатости поверхности сложной конфигурации допускается приводить в технических требованиях
Обозначение одинаковой шероховатости поверхности сложной конфигурации допускается приводить в технических требованиях

Значение параметров шероховатости для эксплуатационных свойств
Требования к шероховатости поверхности одним или несколькими
Значение параметров шероховатости для эксплуатационных свойств
Требования к шероховатости поверхности одним или несколькими
Ориентировочная взаимосвязь допуска и параметров шероховатости поверхности
http://www.propro.ru/graphbook/eskd/eskd/GOST/2_309/004.htm
Ориентировочная взаимосвязь допуска и параметров шероховатости поверхности
http://www.propro.ru/graphbook/eskd/eskd/GOST/2_309/004.htm
Параметры шероховатости типовых поверхностей деталей
Для назначение параметров шероховатости в зависимости от
Параметры шероховатости типовых поверхностей деталей
Для назначение параметров шероховатости в зависимости от
Соотношение шероховатости поверхности с используемыми ранее классами шероховатости
В тех случаях, когда требования
Соотношение шероховатости поверхности с используемыми ранее классами шероховатости
В тех случаях, когда требования
Точность геометрических параметров деталей характеризуется не только точностью размеров ее элементов,
Точность геометрических параметров деталей характеризуется не только точностью размеров ее элементов,
Геометрические параметры деталей. Основные понятия
При анализе точности геометрических параметров деталей
Геометрические параметры деталей. Основные понятия
При анализе точности геометрических параметров деталей
Прилегающая поверхность - поверхность, имеющая форму номинальной поверхности, соприкасающаяся с реальной
Прилегающая поверхность - поверхность, имеющая форму номинальной поверхности, соприкасающаяся с реальной
Виды допусков формы
Виды допусков, их обозначение и изображение на чертежах приведены
Виды допусков формы
Виды допусков, их обозначение и изображение на чертежах приведены
Отклонения и допуски расположения поверхностей
Отклонением расположения EP называется отклонение реального расположения
Отклонения и допуски расположения поверхностей
Отклонением расположения EP называется отклонение реального расположения
При нанесении этих допусков на чертежах следует указывать соответствующий знак перед
При нанесении этих допусков на чертежах следует указывать соответствующий знак перед
Виды суммарных допусков.
Виды допусков, их обозначение и изображение на чертежах приведены
Виды суммарных допусков. Виды допусков, их обозначение и изображение на чертежах приведены
Зависимые и независимые допуски.
Допуски расположения или формы могут быть зависимыми или
Зависимые и независимые допуски. Допуски расположения или формы могут быть зависимыми или

Из рисунка видно, что при выполнении отверстий с минимальными размерами предельное
Из рисунка видно, что при выполнении отверстий с минимальными размерами предельное
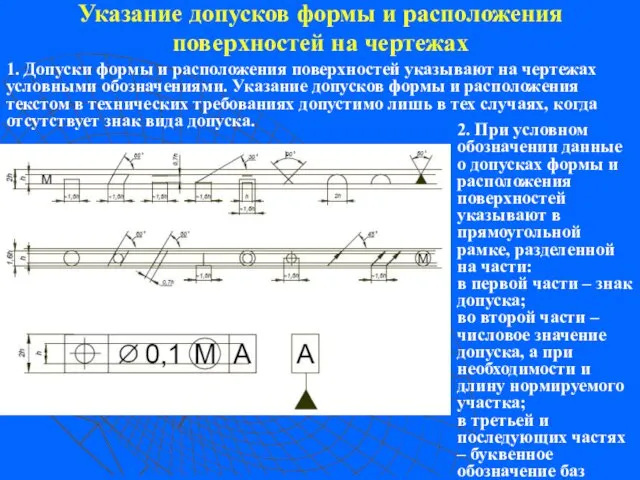
Указание допусков формы и расположения поверхностей на чертежах
1. Допуски формы
Указание допусков формы и расположения поверхностей на чертежах
1. Допуски формы
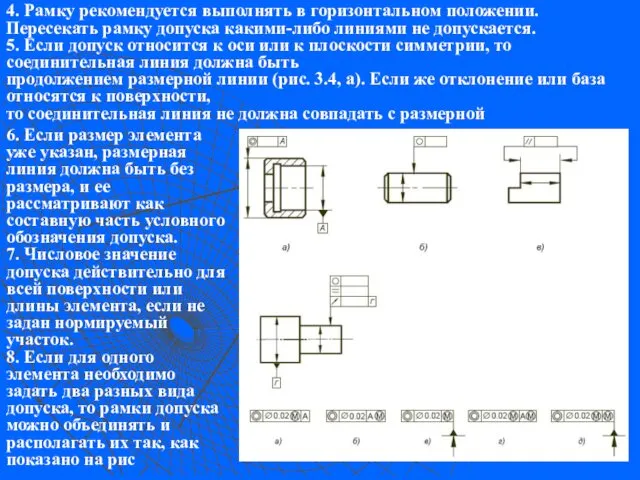
4. Рамку рекомендуется выполнять в горизонтальном положении. Пересекать рамку допуска какими-либо
4. Рамку рекомендуется выполнять в горизонтальном положении. Пересекать рамку допуска какими-либо
9. Базы обозначают зачерненным треугольником, который соединяют при помощи соединительной линии
9. Базы обозначают зачерненным треугольником, который соединяют при помощи соединительной линии

Допуски формы и расположения поверхностей деталей под подшипники качения
Взаимный перекос
Допуски формы и расположения поверхностей деталей под подшипники качения
Взаимный перекос
 Линейные антенные решетки
Линейные антенные решетки Энергия электрического поля. Тема 6
Энергия электрического поля. Тема 6 Элементы гемодинамики
Элементы гемодинамики Метрология. Допуски и посадки шпоночных и шлицевых соединений
Метрология. Допуски и посадки шпоночных и шлицевых соединений Динамика механической системы
Динамика механической системы тепловые явления в юрте
тепловые явления в юрте Силовий трансформатор ЧС-4
Силовий трансформатор ЧС-4 Особливості будови систем та механізмів автомобіля ГАЗ-66
Особливості будови систем та механізмів автомобіля ГАЗ-66 Введение. Общие сведения о машинах и механизмах
Введение. Общие сведения о машинах и механизмах Зубчатые передачи
Зубчатые передачи Теоретическая механика. Статика абсолютно твердого тела
Теоретическая механика. Статика абсолютно твердого тела Diesel and petrol power
Diesel and petrol power Буксирное устройство судна и его техническая эксплуатация
Буксирное устройство судна и его техническая эксплуатация Пневмотранспорт, виды и применение. Достоинства и недостатки. Тема 14
Пневмотранспорт, виды и применение. Достоинства и недостатки. Тема 14 Методическая разработка для урока по теме Поперечность световых волн.
Методическая разработка для урока по теме Поперечность световых волн. Разборка и сборка тормозных колодок автобуса ЛИАЗ-5256
Разборка и сборка тормозных колодок автобуса ЛИАЗ-5256 Блок - разновидность простого механизма
Блок - разновидность простого механизма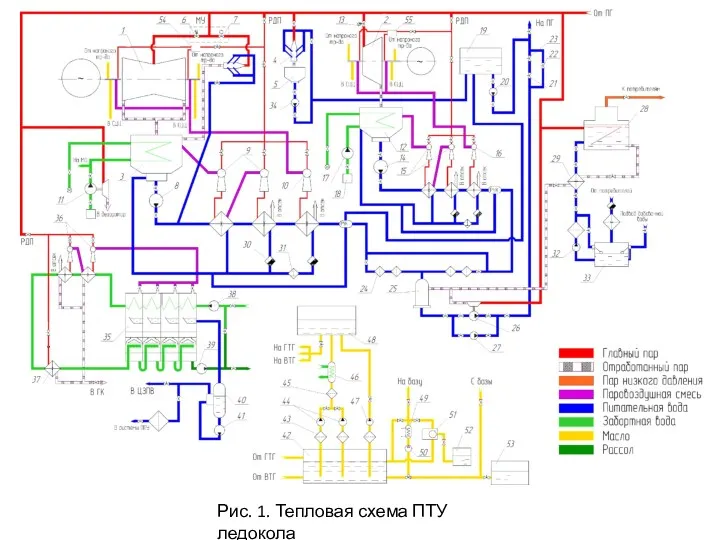 Системы ПТУ 2
Системы ПТУ 2 Гидродинамика. Поток жидкости и его основные понятия
Гидродинамика. Поток жидкости и его основные понятия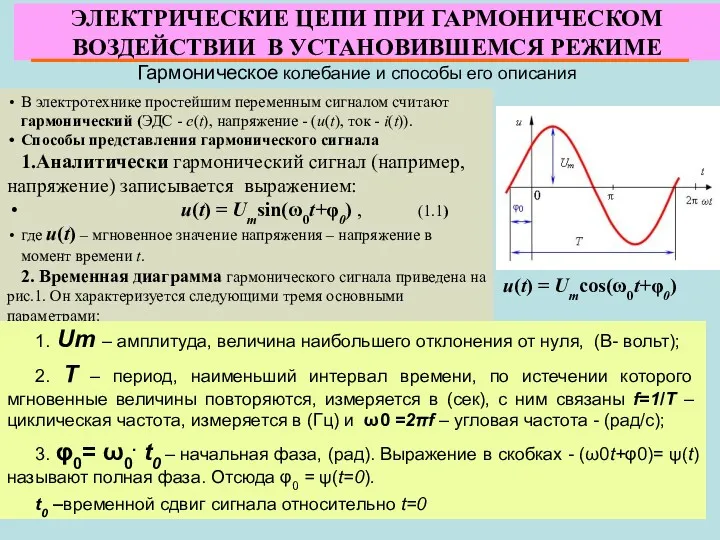 Электрические цепи при гармоническом воздействии в установившемся режиме
Электрические цепи при гармоническом воздействии в установившемся режиме Уравнение Менделеева - Клапейрона
Уравнение Менделеева - Клапейрона Урок по физике в 7классе на тему Плотность вещества. Решение задач
Урок по физике в 7классе на тему Плотность вещества. Решение задач Tiristor GTO
Tiristor GTO Электротехника. Резонанс в электрических цепях. (Лекция 9)
Электротехника. Резонанс в электрических цепях. (Лекция 9) Измерение параметров инфракрасного и терагерцового излучения ч.2 Схемы измерения параметров
Измерение параметров инфракрасного и терагерцового излучения ч.2 Схемы измерения параметров Спектры. Виды спектров
Спектры. Виды спектров Инструментальные методы анализа
Инструментальные методы анализа Реализация проблемного метода обучения на уроках физики с помощью интерактивных компьютерных моделей
Реализация проблемного метода обучения на уроках физики с помощью интерактивных компьютерных моделей