- Системы крепления концевого инструмента на станках с ЧПУ. Редимные средства

Содержание
- 2. Зажимные средства Зажимные средства
- 3. Преимущества и выгода от высокоточных зажимных средств: Зажимные системы для станков с ЧПУ
- 4. Назначение зажимной системы Зажимная система – это больше чем просто элемент соединения ! Точность станка Точность
- 5. Высокий класс балансировки Быстрая и простая смена инструмента Возможность изменения зажимаемого диаметра Надежность и безопасность соединения
- 6. Эксцентричность в системе в общем Эксцентричности (возможные биения): esp : биения вала (шпинделя) esp-wza : биения
- 7. Хвостовик инструмента Мин.длина зажатия Хвостовик должен быть всегда либо как можно дальше вставлен в зажимной патрон,
- 8. Минимальная длина зажатия Концевой инструмент должен быть всегда как можно дальше вставлен в зажимной патрон, а
- 9. LEUCO Akademie / FB / 25.02.2011 Richtiger Umgang mit Werkzeugen Увеличенный зазор при неполной длине зажима
- 10. следы/полосы на обр.заготовке увеличенная нагрузка на инструмент? из-за его смещения Зажимные системы для станков с ЧПУ
- 11. ? Продольный фуговальный рез с подачей vf = 12 м / мин, материал :ель Та же
- 12. Цанговый патрон Характеристики Макс. допуски на радиальное биение до 0,02 (при новой цанге) изменяемый диаметр зажатия
- 13. зажимной гидро-патрон PS-System Характеристики высокая равномерность вращения/радиальная жесткость Макс. допуски на радиальное биение до 0,006 мм
- 14. Принцип действия зажимного гидро-патрона LEUCO PS-System Зажимные системы для станков с ЧПУ
- 15. TRIBOS Характеристики n max. = 40.000 об/мин *) ? Внимание: не превышать мах. число оборотов !!
- 16. Внутренняя поверхность зажима представляет собой сферический треугольник (Polygon). При давлении на углы этого треугольника при помощи
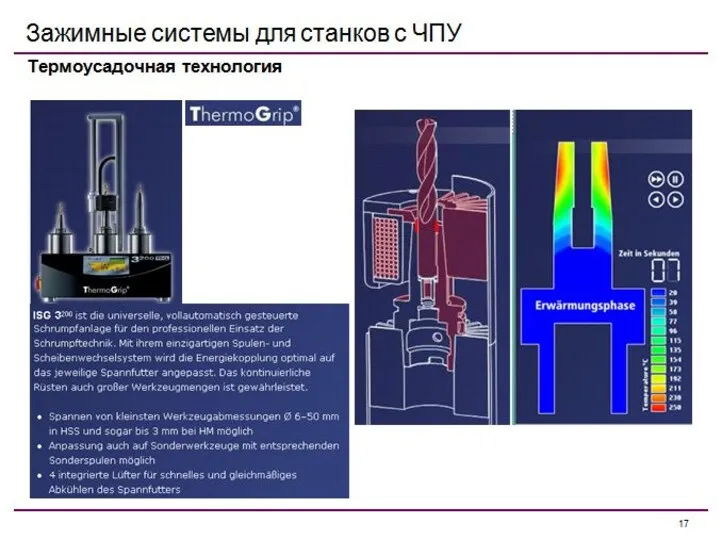
- 17. Зажимные системы для станков с ЧПУ Термоусадочная технология
- 18. Термоусадочная технология Характеристики n max. = 30.000 об/мин *) ? Внимание: не превышать мах. число оборотов
- 19. TRIBOS PS-System цанг.патр.(нов.цанга) цанг.патр. (стар.цанга) DIAMAX- концевая фреза вес 250 гр 250 гр 250 гр 250
- 21. Скачать презентацию

Зажимные средства
Зажимные средства
Зажимные средства
Зажимные средства
Преимущества и выгода от высокоточных зажимных средств:
Зажимные системы для станков с
Преимущества и выгода от высокоточных зажимных средств:
Зажимные системы для станков с
Назначение зажимной системы
Зажимная система – это больше чем просто элемент соединения
Назначение зажимной системы
Зажимная система – это больше чем просто элемент соединения
Высокий класс балансировки
Быстрая и простая смена инструмента
Возможность изменения зажимаемого диаметра
Надежность и
Высокий класс балансировки
Быстрая и простая смена инструмента
Возможность изменения зажимаемого диаметра
Надежность и
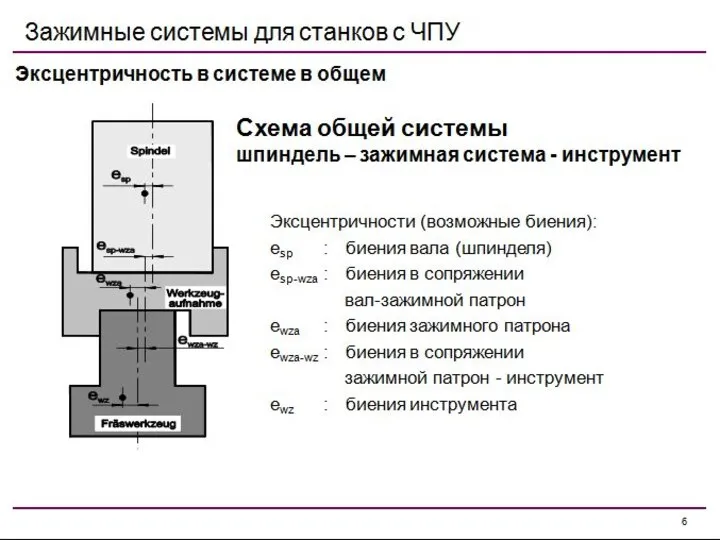
Эксцентричность в системе в общем
Эксцентричности (возможные биения):
esp : биения вала (шпинделя)
esp-wza : биения в сопряжении
Эксцентричность в системе в общем
Эксцентричности (возможные биения):
esp : биения вала (шпинделя)
esp-wza : биения в сопряжении
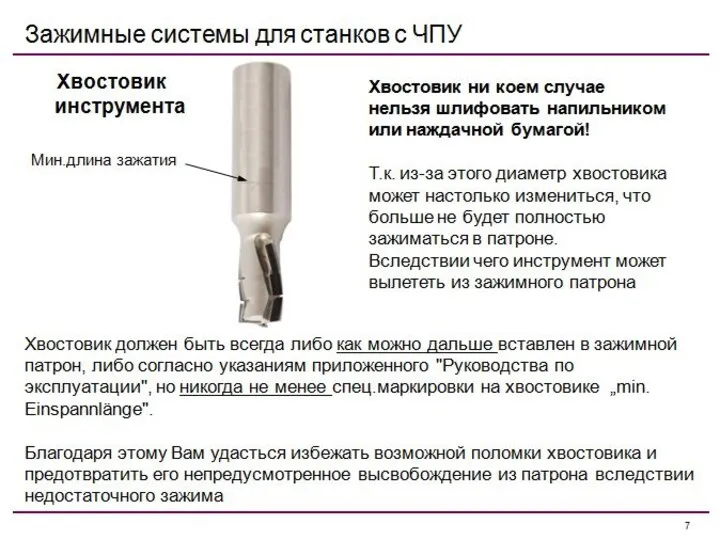
Хвостовик
инструмента
Мин.длина зажатия
Хвостовик должен быть всегда либо как можно дальше
Хвостовик
инструмента
Мин.длина зажатия
Хвостовик должен быть всегда либо как можно дальше

Минимальная длина зажатия
Концевой инструмент должен быть всегда как можно дальше вставлен
Минимальная длина зажатия
Концевой инструмент должен быть всегда как можно дальше вставлен
LEUCO Akademie / FB / 25.02.2011 Richtiger Umgang mit Werkzeugen
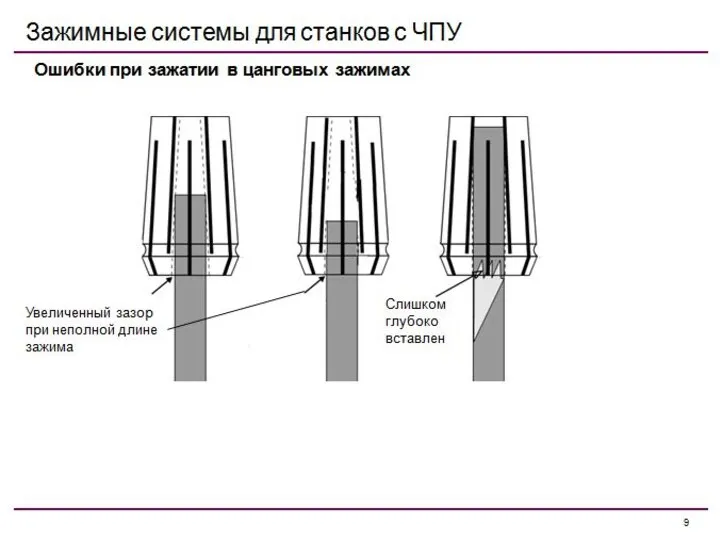
Увеличенный зазор
при
LEUCO Akademie / FB / 25.02.2011 Richtiger Umgang mit Werkzeugen
Увеличенный зазор
при
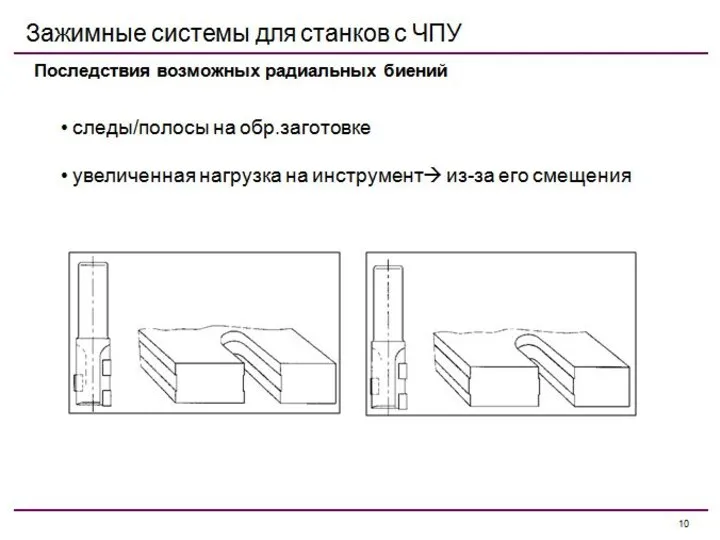
следы/полосы на обр.заготовке
увеличенная нагрузка на инструмент? из-за его смещения
Зажимные системы
увеличенная нагрузка на инструмент? из-за его смещения
Зажимные системы
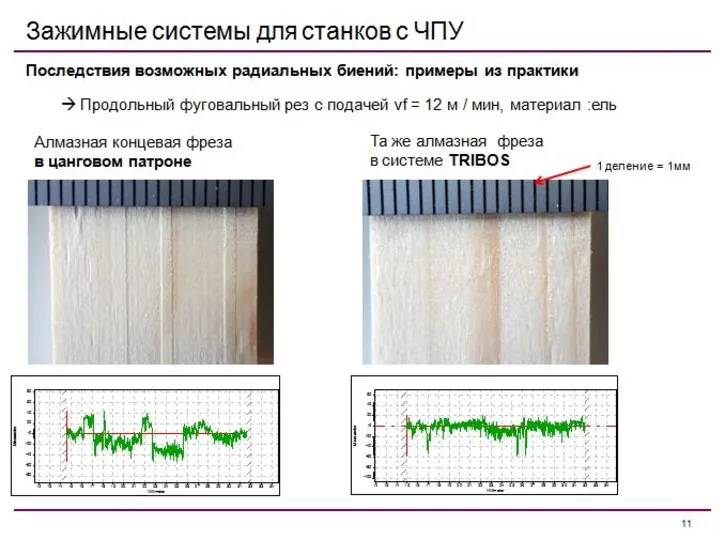
? Продольный фуговальный рез с подачей vf = 12 м /
? Продольный фуговальный рез с подачей vf = 12 м /

Цанговый патрон
Характеристики
Макс. допуски на радиальное биение до 0,02 (при новой цанге)
Цанговый патрон
Характеристики
Макс. допуски на радиальное биение до 0,02 (при новой цанге)

зажимной гидро-патрон PS-System
Характеристики
высокая равномерность вращения/радиальная жесткость
Макс. допуски на радиальное биение до
зажимной гидро-патрон PS-System
Характеристики
высокая равномерность вращения/радиальная жесткость
Макс. допуски на радиальное биение до

Принцип действия зажимного гидро-патрона LEUCO PS-System
Зажимные системы для станков с ЧПУ
Принцип действия зажимного гидро-патрона LEUCO PS-System
Зажимные системы для станков с ЧПУ

TRIBOS
Характеристики
n max. = 40.000 об/мин *)
? Внимание: не превышать мах.
TRIBOS
Характеристики
n max. = 40.000 об/мин *)
? Внимание: не превышать мах.

Внутренняя поверхность
зажима представляет собой сферический треугольник (Polygon).
При давлении на
Внутренняя поверхность
зажима представляет собой сферический треугольник (Polygon).
При давлении на
Зажимные системы для станков с ЧПУ
Термоусадочная технология
Зажимные системы для станков с ЧПУ
Термоусадочная технология

Термоусадочная технология
Характеристики
n max. = 30.000 об/мин *)
? Внимание: не превышать
Термоусадочная технология
Характеристики
n max. = 30.000 об/мин *)
? Внимание: не превышать
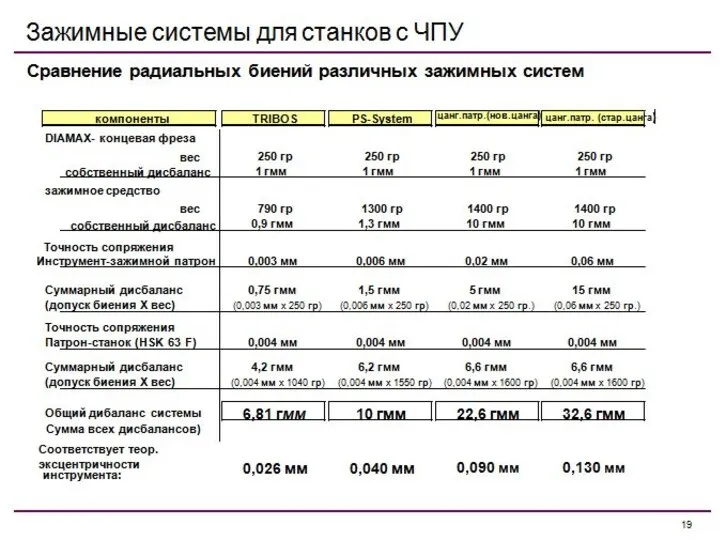
TRIBOS
PS-System
цанг.патр.(нов.цанга)
цанг.патр. (стар.цанга)
DIAMAX- концевая фреза
вес
250 гр
250 гр
250 гр
250 гр
собственный дисбаланс
1 гмм
1
TRIBOS
PS-System
цанг.патр.(нов.цанга)
цанг.патр. (стар.цанга)
DIAMAX- концевая фреза
вес
250 гр
250 гр
250 гр
250 гр
собственный дисбаланс
1 гмм
1
 Грузоподъёмные машины
Грузоподъёмные машины Применение фотоэффекта. Давление света. Химическое действие света. Фотография
Применение фотоэффекта. Давление света. Химическое действие света. Фотография Строение атома, энергия связи атомных ядер, радиоактивность. Применение радиоактивных изотопов
Строение атома, энергия связи атомных ядер, радиоактивность. Применение радиоактивных изотопов Динамика. Инерциальные системы отсчета. Законы Ньютона. Масса и импульс материальной точки. Сила
Динамика. Инерциальные системы отсчета. Законы Ньютона. Масса и импульс материальной точки. Сила Презентация. Давление. 7 класс
Презентация. Давление. 7 класс Разработка урока по теме Деление ядер урана. Цепная реакция
Разработка урока по теме Деление ядер урана. Цепная реакция Водород - топливо будущего
Водород - топливо будущего Эмиссионный микроспектральный анализ с лазерным отбором пробы
Эмиссионный микроспектральный анализ с лазерным отбором пробы Явление тяготения. Сила тяжести
Явление тяготения. Сила тяжести Обобщающий урок в 8 классе Оптические явления
Обобщающий урок в 8 классе Оптические явления Звуковые волны
Звуковые волны Мектептегі механиканы оқыту үдерісіндегі тапсырмалардың рөлі
Мектептегі механиканы оқыту үдерісіндегі тапсырмалардың рөлі Тест для подготовки к ГИА по физике
Тест для подготовки к ГИА по физике Источники света
Источники света Линзы. Урок 62. Изображения, даваемые линзой
Линзы. Урок 62. Изображения, даваемые линзой ГАЗ 31029 и топливозаправочные колонки
ГАЗ 31029 и топливозаправочные колонки “Перемещение”
“Перемещение” Взаємодія тіл. Імпульс. Закон збереження імпульсу
Взаємодія тіл. Імпульс. Закон збереження імпульсу Преломление света
Преломление света Универсальные учебные действия на уроках физики
Универсальные учебные действия на уроках физики Бытовая швейная машина. Практическая работа
Бытовая швейная машина. Практическая работа Ядерные реакии
Ядерные реакии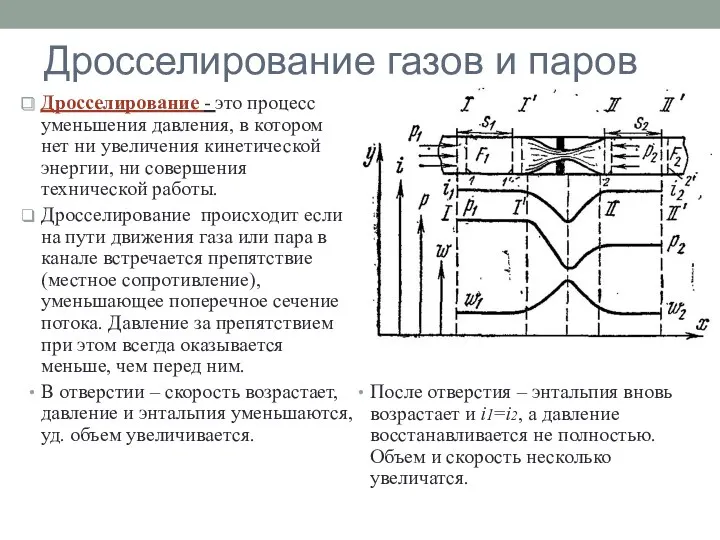 Дросселирование газов и паров
Дросселирование газов и паров Разработка урока физики в 10 классе по теме Тепловые двигатели
Разработка урока физики в 10 классе по теме Тепловые двигатели Строительная механика стержней. Метод сил. Метод перемещений
Строительная механика стержней. Метод сил. Метод перемещений Закон радиоактивного распада. Период полураспада
Закон радиоактивного распада. Период полураспада Магистральный двухсекционный тепловоз 2ТЭ116
Магистральный двухсекционный тепловоз 2ТЭ116 Электричество и магнетизм
Электричество и магнетизм