- Справочник автослесаря

Содержание
- 2. Назначение Технология разборки Неисправности узлов и деталей Технология ремонта Устройство Охрана труда Организация рабочего места
- 3. Назначение На главную Технология разборки Неисправности узлов и деталей Технология ремонта Устройство Охрана труда Организация рабочего
- 4. Устройство На главную Технология разборки Неисправности узлов и деталей Технология ремонта Назначение Охрана труда Организация рабочего
- 5. Неисправности узлов и деталей На главную Технология разборки Назначение Технология ремонта Устройство Охрана труда Организация рабочего
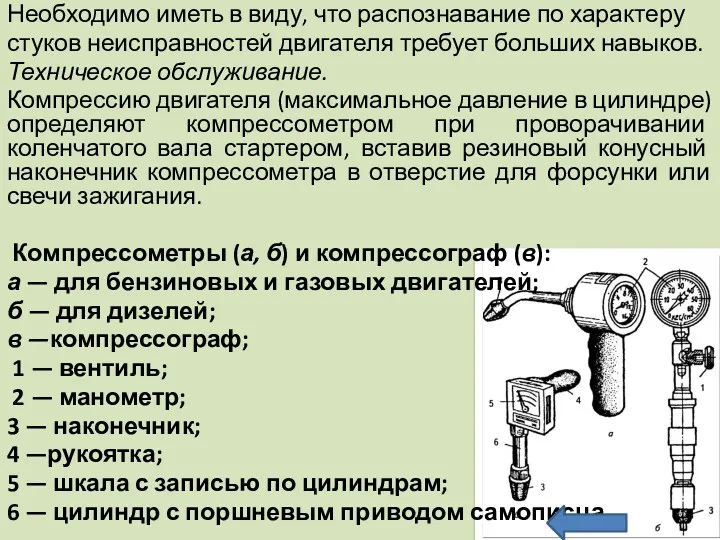
- 6. Стетоскопы (а, б), зоны прослушивания стуков в двигателе (в): 1 — стержень; 2 — мембрана; 3
- 7. Необходимо иметь в виду, что распознавание по характеру стуков неисправностей двигателя требует больших навыков. Техническое обслуживание.
- 8. Технология разборки узлов и деталей На главную Неисправности узлов и деталей Устройство Технология ремонта Назначение Охрана
- 9. Снятие и установка головки цилиндров производятся при необходимости ее замены или ремонта, замене прокладки головки из-за
- 10. Для удаления нагара поочередно устанавливают поршни в ВМТ, размягчают нагар ветошью, смоченной керосином, и удаляют его
- 11. На двигателе ЗАЗ-1102 затяжка болтов осуществляется в четыре приема: вначале моментом 20 Н·м (2,04 кгс·м), затем
- 12. Технология ремонта На главную Неисправности узлов и деталей Устройство Технология разборки Назначение Охрана труда Организация рабочего
- 13. Организация рабочего места На главную Неисправности узлов и деталей Устройство Технология разборки Назначение Охрана труда Технология
- 14. Охрана труда На главную Неисправности узлов и деталей Устройство Технология разборки Назначение Организация рабочего места Технология
- 15. Блок цилиндра с картером
- 16. Блок цилиндра с картером
- 17. Блок цилиндров
- 18. Блок цилиндров вид снизу
- 19. Головка цилиндров
- 20. Поршня с шатунами, пальцами и кольцами
- 21. Поршень с шатуном, пальцем и кольцами
- 22. Коленчатый вал
- 23. Маховик
- 24. Поддон картера вид сверху
- 25. Поддон картера вид сбоку
- 26. Поддон картера вид снизу
- 27. Двигатель МЕМЗ - 315
- 28. Подъемник на СТО
- 29. Рабочие места на СТО
- 30. СТО Мелитопольского профессионального лицея
- 31. Общий набор инструментов
- 32. Набор рожковых ключей
- 33. Набор рожковых ключей в ключнице
- 34. Поршня с шатунами, пальцами и кольцами
- 36. Скачать презентацию
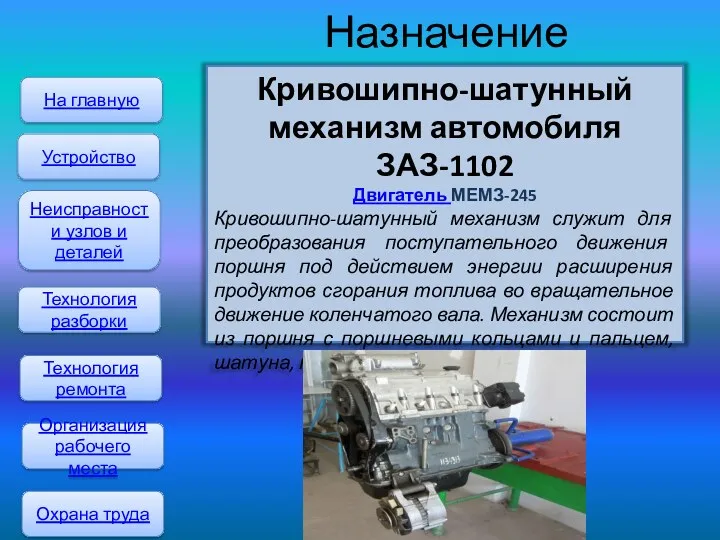
Назначение
Технология разборки
Неисправности узлов и деталей
Технология ремонта
Устройство
Охрана труда
Организация рабочего места
Назначение
Технология разборки
Неисправности узлов и деталей
Технология ремонта
Устройство
Охрана труда
Организация рабочего места
Назначение
На главную
Технология разборки
Неисправности узлов и деталей
Технология ремонта
Устройство
Охрана труда
Организация рабочего места
Назначение
На главную
Технология разборки
Неисправности узлов и деталей
Технология ремонта
Устройство
Охрана труда
Организация рабочего места

Устройство
На главную
Технология разборки
Неисправности узлов и деталей
Технология ремонта
Назначение
Охрана труда
Организация рабочего места
Устройство
На главную
Технология разборки
Неисправности узлов и деталей
Технология ремонта
Назначение
Охрана труда
Организация рабочего места
Неисправности узлов и деталей
На главную
Технология разборки
Назначение
Технология ремонта
Устройство
Охрана труда
Организация рабочего места
Неисправности узлов и деталей
На главную
Технология разборки
Назначение
Технология ремонта
Устройство
Охрана труда
Организация рабочего места

Стетоскопы (а, б), зоны прослушивания стуков в двигателе (в):
1 — стержень;
Стетоскопы (а, б), зоны прослушивания стуков в двигателе (в):
1 — стержень;
Необходимо иметь в виду, что распознавание по характеру
стуков неисправностей двигателя требует
Необходимо иметь в виду, что распознавание по характеру
стуков неисправностей двигателя требует
Технология разборки узлов и деталей
На главную
Неисправности узлов и деталей
Устройство
Технология ремонта
Назначение
Охрана
Технология разборки узлов и деталей
На главную
Неисправности узлов и деталей
Устройство
Технология ремонта
Назначение
Охрана
Снятие и установка головки цилиндров производятся
при необходимости ее замены или ремонта,
Снятие и установка головки цилиндров производятся
при необходимости ее замены или ремонта,
Для удаления нагара поочередно устанавливают поршни в ВМТ, размягчают нагар ветошью,
Для удаления нагара поочередно устанавливают поршни в ВМТ, размягчают нагар ветошью,
На двигателе ЗАЗ-1102 затяжка болтов осуществляется
в четыре приема: вначале моментом 20
На двигателе ЗАЗ-1102 затяжка болтов осуществляется
в четыре приема: вначале моментом 20
Технология ремонта
На главную
Неисправности узлов и деталей
Устройство
Технология разборки
Назначение
Охрана труда
Организация рабочего
Технология ремонта
На главную
Неисправности узлов и деталей
Устройство
Технология разборки
Назначение
Охрана труда
Организация рабочего

Организация рабочего места
На главную
Неисправности узлов и деталей
Устройство
Технология разборки
Назначение
Охрана труда
Технология ремонта
Организация рабочего места
На главную
Неисправности узлов и деталей
Устройство
Технология разборки
Назначение
Охрана труда
Технология ремонта
Охрана труда
На главную
Неисправности узлов и деталей
Устройство
Технология разборки
Назначение
Организация рабочего места
Технология ремонта
Применение
Охрана труда
На главную
Неисправности узлов и деталей
Устройство
Технология разборки
Назначение
Организация рабочего места
Технология ремонта
Применение

Блок цилиндра с картером
Блок цилиндра с картером

Блок цилиндра с картером
Блок цилиндра с картером

Блок цилиндров
Блок цилиндров

Блок цилиндров
вид снизу
Блок цилиндров
вид снизу

Головка цилиндров
Головка цилиндров

Поршня с шатунами, пальцами и кольцами
Поршня с шатунами, пальцами и кольцами

Поршень с шатуном, пальцем и кольцами
Поршень с шатуном, пальцем и кольцами

Коленчатый вал
Коленчатый вал

Маховик
Маховик

Поддон картера
вид сверху
Поддон картера
вид сверху

Поддон картера
вид сбоку
Поддон картера
вид сбоку

Поддон картера
вид снизу
Поддон картера
вид снизу

Двигатель МЕМЗ - 315
Двигатель МЕМЗ - 315

Подъемник на СТО
Подъемник на СТО

Рабочие места на СТО
Рабочие места на СТО

СТО Мелитопольского профессионального лицея
СТО Мелитопольского профессионального лицея
Общий набор инструментов
Общий набор инструментов

Набор рожковых ключей
Набор рожковых ключей

Набор рожковых ключей в ключнице
Набор рожковых ключей в ключнице

Поршня с шатунами, пальцами и кольцами
Поршня с шатунами, пальцами и кольцами
 Фрезерные станки. (Тема 6)
Фрезерные станки. (Тема 6) Средства технологических измерений плотности жидкостей (плотномеры)
Средства технологических измерений плотности жидкостей (плотномеры) Механические колебания. Лекция №12
Механические колебания. Лекция №12 Ионизирующие излучения
Ионизирующие излучения Принцип работы кондиционера
Принцип работы кондиционера Простые механизмы. Рычаг. Условие равновесия рычага
Простые механизмы. Рычаг. Условие равновесия рычага Электромагнитные колебания и волны
Электромагнитные колебания и волны Работа и потенциальная энергия электростатического поля
Работа и потенциальная энергия электростатического поля Вертолет Ми-8МТВ. Масляная система двигателя
Вертолет Ми-8МТВ. Масляная система двигателя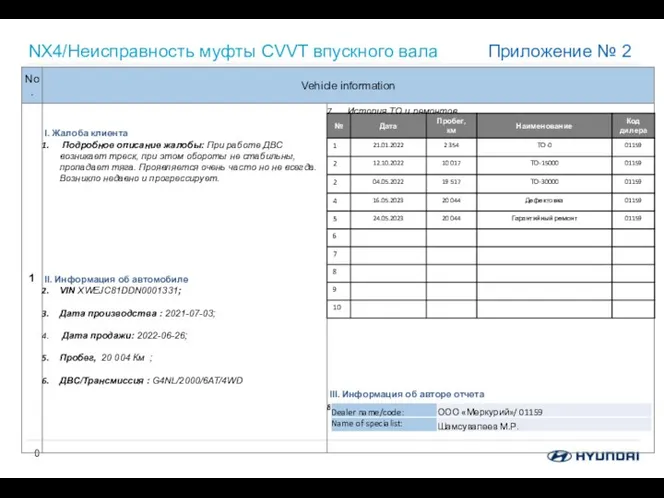 NX4. Неисправность муфты CVVT впускного вала (приложение 2)
NX4. Неисправность муфты CVVT впускного вала (приложение 2) Жылулық сәулелену. Абсолют қара дене. Стефан – Больцман заңы
Жылулық сәулелену. Абсолют қара дене. Стефан – Больцман заңы Здравствуй,физика!
Здравствуй,физика! Объективы фотоаппарата
Объективы фотоаппарата История лампы накаливания
История лампы накаливания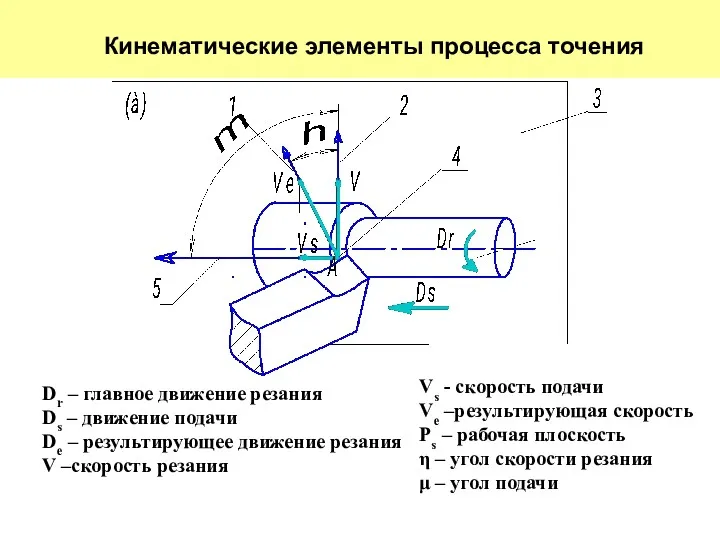 Кинематические элементы процесса точения
Кинематические элементы процесса точения Простые световые схемы
Простые световые схемы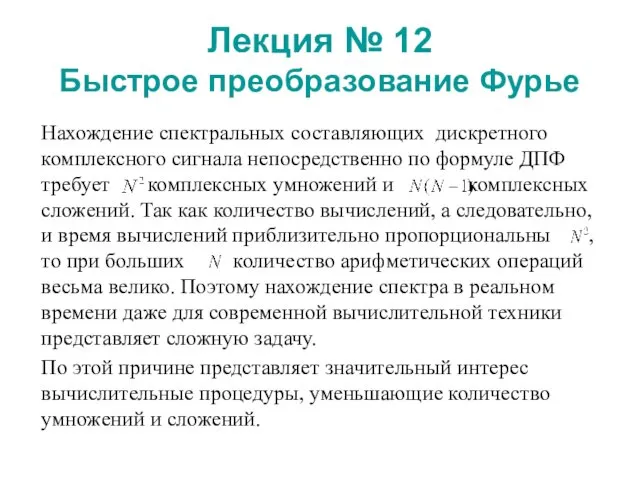 Быстрое преобразование Фурье. (Лекция 12)
Быстрое преобразование Фурье. (Лекция 12) Самоиндукция
Самоиндукция 7 класс. Дидактическая игра №1 по физике Кто хочет стать миллионером?
7 класс. Дидактическая игра №1 по физике Кто хочет стать миллионером? ВКР: Ремонт трансмиссии автомобиля ВАЗ 2192 Калина
ВКР: Ремонт трансмиссии автомобиля ВАЗ 2192 Калина Движения тела, брошенного вертикально вверх. Невесомость. Динамика материальной точки
Движения тела, брошенного вертикально вверх. Невесомость. Динамика материальной точки Изменение агрегатных состояний вещества. 8 класс
Изменение агрегатных состояний вещества. 8 класс Тепловая машина Карно. Второе начало термодинамики
Тепловая машина Карно. Второе начало термодинамики КРАЗ-260 жүк автокөлік қозғалтқышының салқындату жүйесі
КРАЗ-260 жүк автокөлік қозғалтқышының салқындату жүйесі Выступление на ГМО учителей естественно-научного цикла
Выступление на ГМО учителей естественно-научного цикла Направляющие механизмов машин и приборов
Направляющие механизмов машин и приборов Закон Ома для участка цепи, последовательное и параллельное соединение проводников
Закон Ома для участка цепи, последовательное и параллельное соединение проводников Кинематический анализ и синтез механизмов
Кинематический анализ и синтез механизмов