- Средства визуального и измерительного контроля

Содержание
- 2. V. ТРЕБОВАНИЯ К СРЕДСТВАМ ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ1 5.1. При визуальном и измерительном контроле применяют: лупы,
- 3. 5.2. Для измерения формы и размеров кромок, зазоров, собранных под сварку деталей, а также размеров выполненных
- 4. 5.4. Для определения шероховатости и волнистости поверхности следует применять профилографы-профилометры, аттестованные образцы шероховатости (сравнения), а также
- 5. 4. При визуальном и измерительном контроле применяют Используемые инструменты ГОСТ 23479-79 указывает и на применение конкретного
- 6. Инструменты и принадлежности для визуального и измерительного контроля Для полноценного проведения ВИК могут понадобиться следующие приспособления
- 7. Оборудование и инструменты для визуально-измерительного контроля Все оборудование, которое применяется при визуально-измерительном контроле качества, можно разделить
- 8. Инструменты для визуального и измерительного контроля деталей и сварных соединений в обязательном порядке проходят поверку и/или
- 9. Современный измерительный инструмент Кроме контроля горизонтали и вертикали, обмеры требуют определения размеров. Для этого применяют обычный
- 10. Наборы ВИК
- 11. Комплекты для ВИК Комплекты ВИК применяются для визуального и измерительного контроля основного металла и сварных соединений
- 12. Набор ВИК – первое, что используется для контроля и диагностирования объектов Под набором ВИК имеется в
- 13. Требования к комплектам ВИК Перво-наперво, он должен соответствовать требованиям, отражённым в РД 03-606-03. Кроме того, существуют
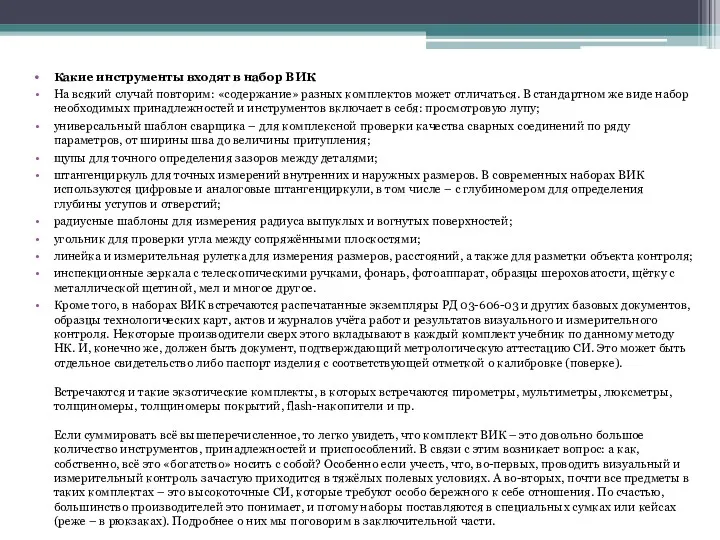
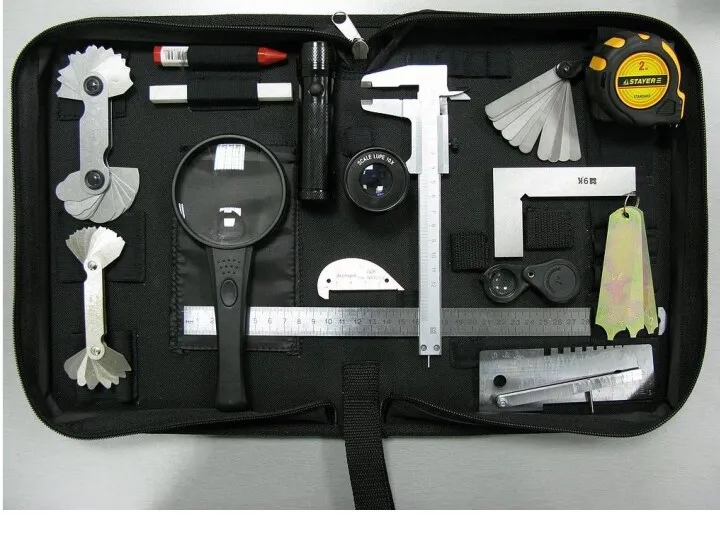
- 14. Какие инструменты входят в набор ВИК На всякий случай повторим: «содержание» разных комплектов может отличаться. В
- 16. Наборы поставляются в фирменной сумке с паспортами заводов изготовителей и образцом технологической карты по визуальному и
- 18. Визуальный и измерительный контроль сварных соединений Регистрация поверхностных дефектов визуально и при помощи специального мерительного инструмента.
- 20. Приборы для обнаружения и контроля мелких близкорасположенных объектов Комплект оборудования для ВИК (рисунок 1) может включать
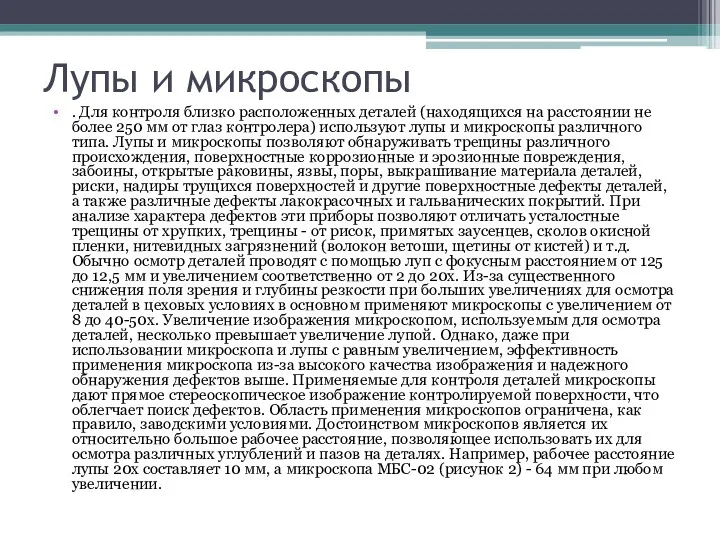
- 21. Лупы и микроскопы . Для контроля близко расположенных деталей (находящихся на расстоянии не более 250 мм
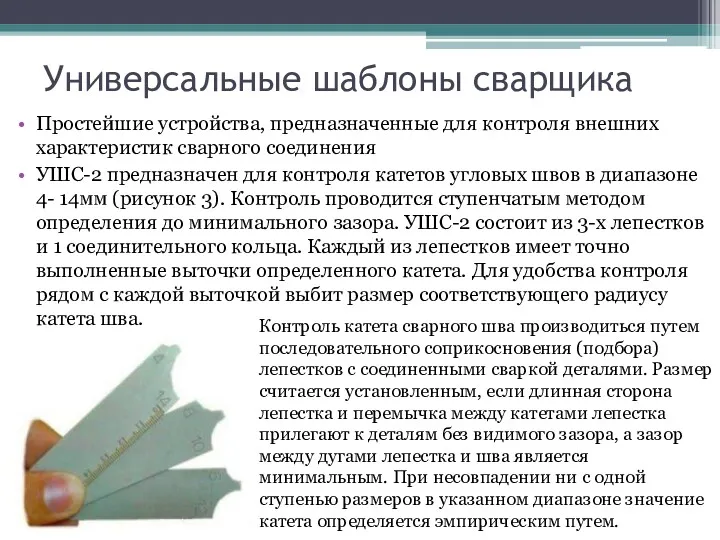
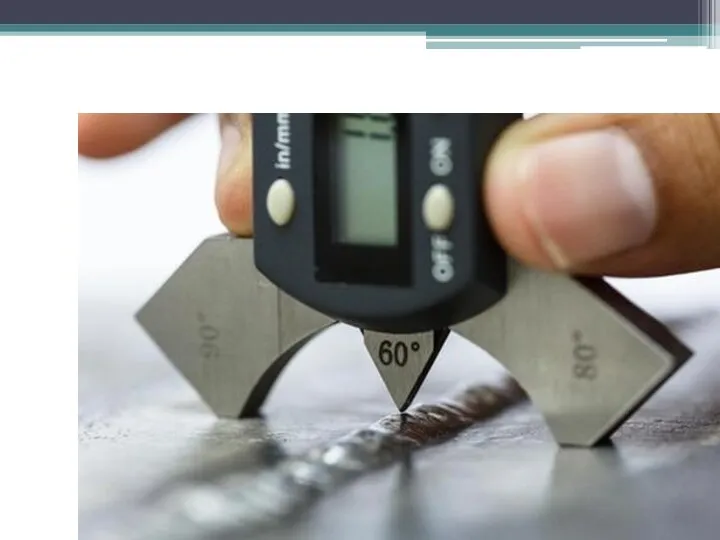
- 22. Универсальные шаблоны сварщика Простейшие устройства, предназначенные для контроля внешних характеристик сварного соединения УШС-2 предназначен для контроля
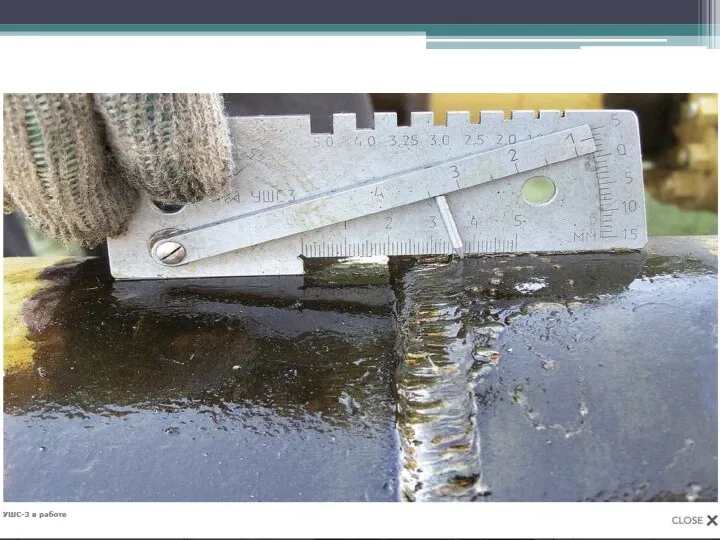
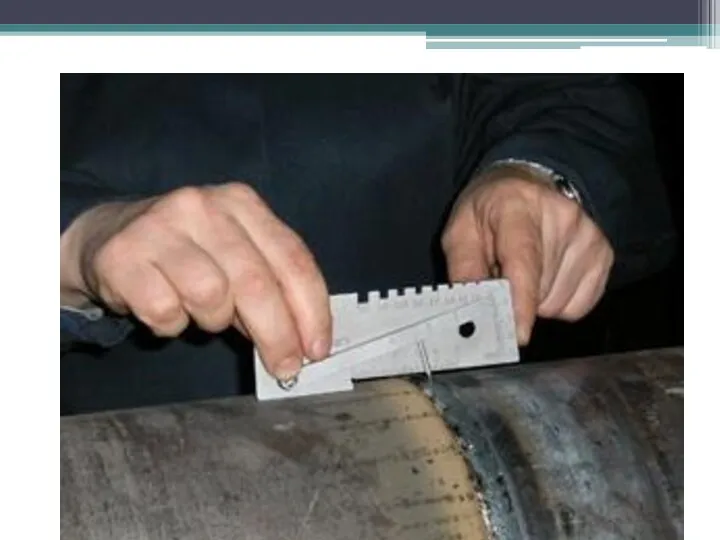
- 23. УШС-3 предназначен для измерения контролируемых параметров труб, контроля качества сборки стыков соединений труб, а также для
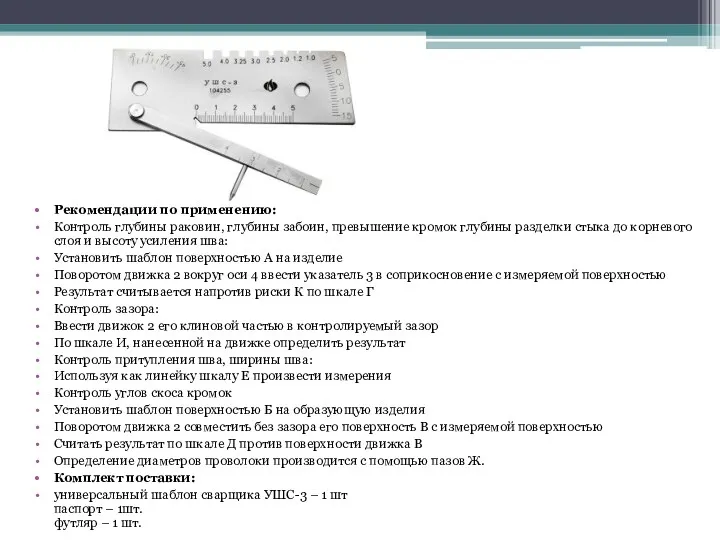
- 24. 2. Контроль зазора производится введением движка 2 его клиновой частью в контролируемый зазор. По шкале И
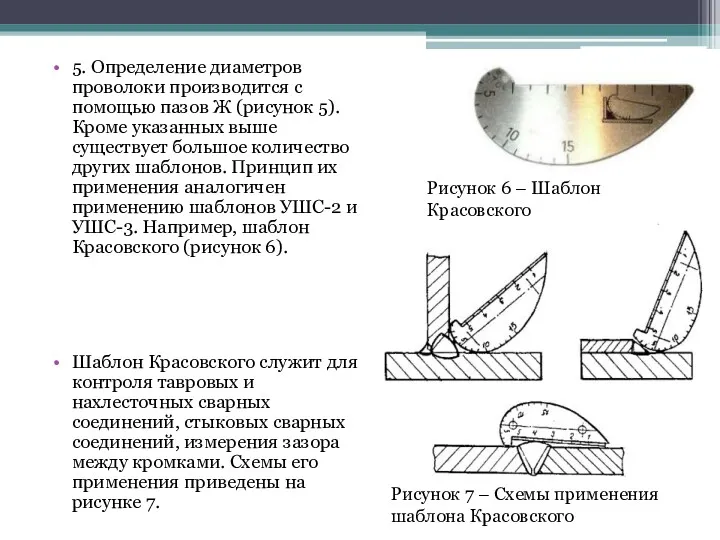
- 25. 5. Определение диаметров проволоки производится с помощью пазов Ж (рисунок 5). Кроме указанных выше существует большое
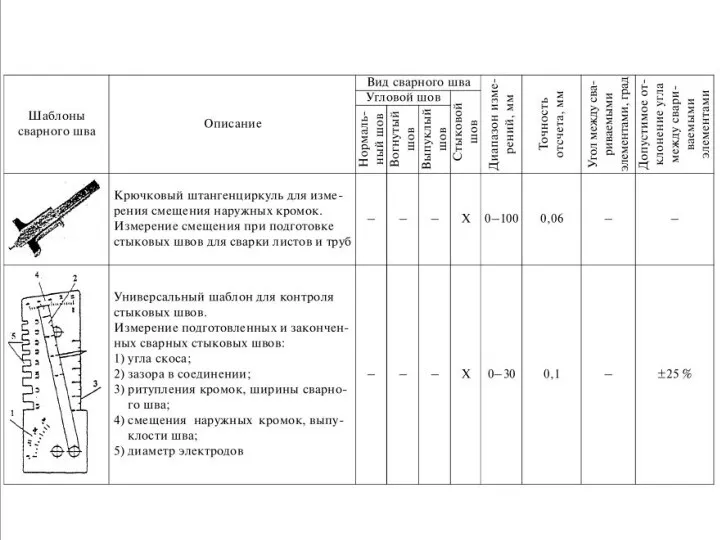
- 26. Инструменты, позволяющие провести измерение отдельных параметров сварного соединения. Устройство штангенциркуля должно быть известно читателям настоящего пособия.
- 27. Рисунок 8 – Виды штангенциркулей 1– с круговым индикатором; 2 – электронный; 3 –механический с нониусом
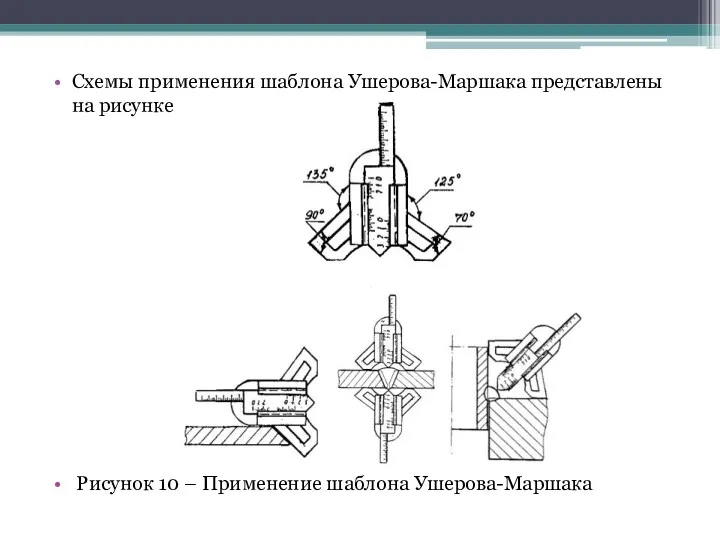
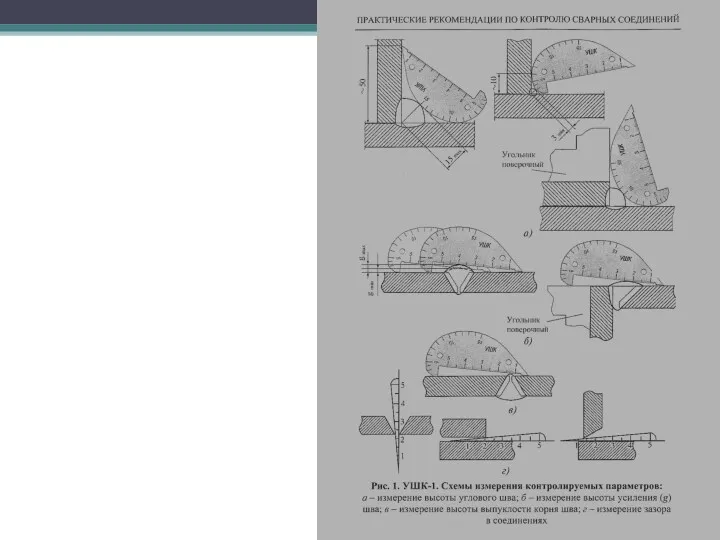
- 28. Схемы применения шаблона Ушерова-Маршака представлены на рисунке 10. Рисунок 10 – Применение шаблона Ушерова-Маршака
- 34. Визуальный контроль сварных швов: суть проведения и поэтапный порядок
- 38. Измерение диаметра штангенциркулем
- 39. Осмотр сварного соединения труб изнутри, при помощи лупы
- 40. Применяемый инструмент контроля На базовом уровне применяются простейшие средства визуального осмотра, среди которых лупы, штангенциркули, линейки
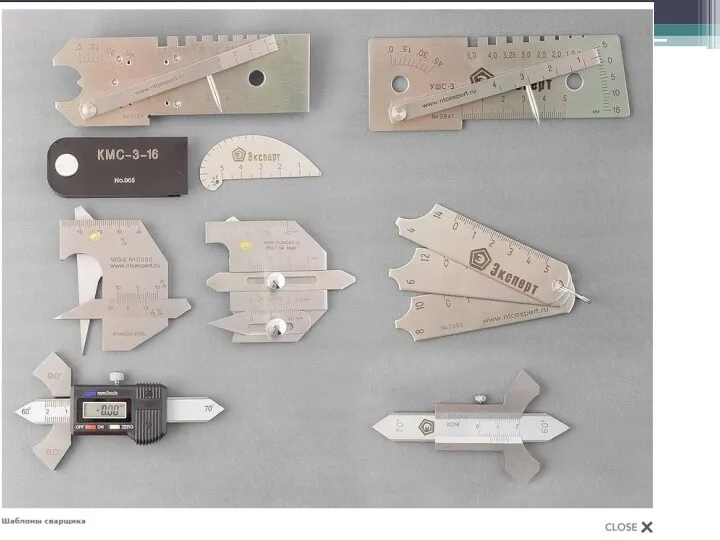
- 41. Шаблоны сварщика Набор шаблонов сварщика Шаблоны сварщика — инструменты, использующиеся для контроля основных параметров сварных швов
- 42. Шаблоны сварщика Шаблон УШС-3 Шаблон УШС-4 Шаблоны WG01, WG1 и WG2+ Шаблон Ушерова-Маршака
- 44. УШС-3 – Универсальный шаблон сварщика Предназначен для контроля элементов разделки под сварной шов, электродов и элементов
- 45. Рекомендации по применению: Контроль глубины раковин, глубины забоин, превышение кромок глубины разделки стыка до корневого слоя
- 46. УШС-3 - Инструменты измерительные
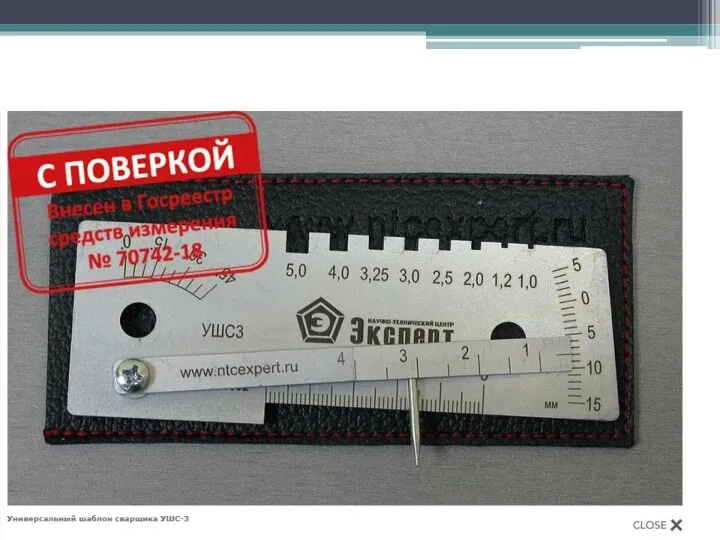
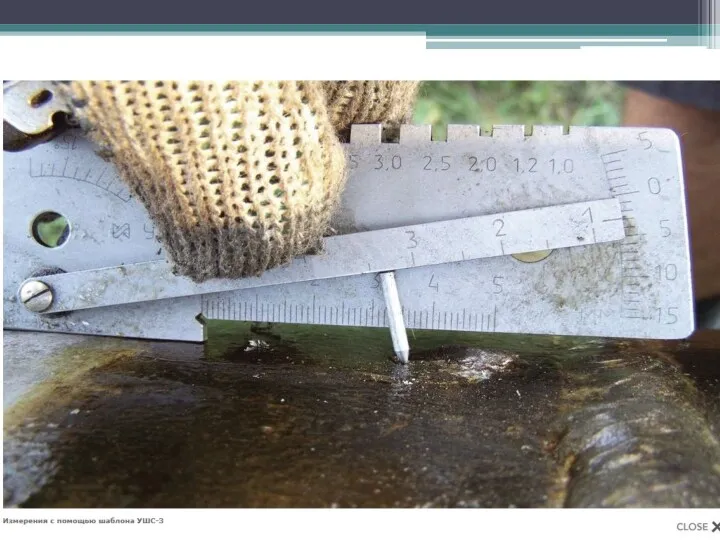
- 47. Универсальный набор сварщика УШС-3 позволяет диагностировать элементы сварного соединения, электроды и элементы разделки под шов. Применение
- 48. Технические характеристики универсального набора УШС-3
- 49. а - общий вид шаблона УШС-3; б - измерение угла скоса разделки ; в - измерение
- 56. Контроль шаблоном конструкции А.И. Красовского а - общий вид шаблона; б, в - контроль тавровых и
- 61. Шаблоны сварщика Катетомер КМС-3-16 Шаблон УШС-2 Измеритель Bridge Cam Шаблон Skew-T
- 63. Шаблоны сварщика Шаблон HI-LO Шаблон ШПС-1 Измеритель зазоров Цифровой шаблон Ушерова-Маршака
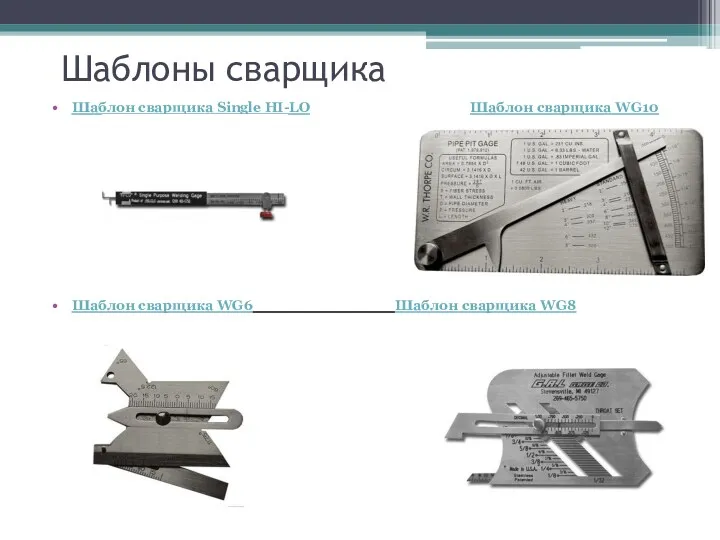
- 64. Шаблоны сварщика Шаблон сварщика Single HI-LO Шаблон сварщика WG10 Шаблон сварщика WG6 Шаблон сварщика WG8
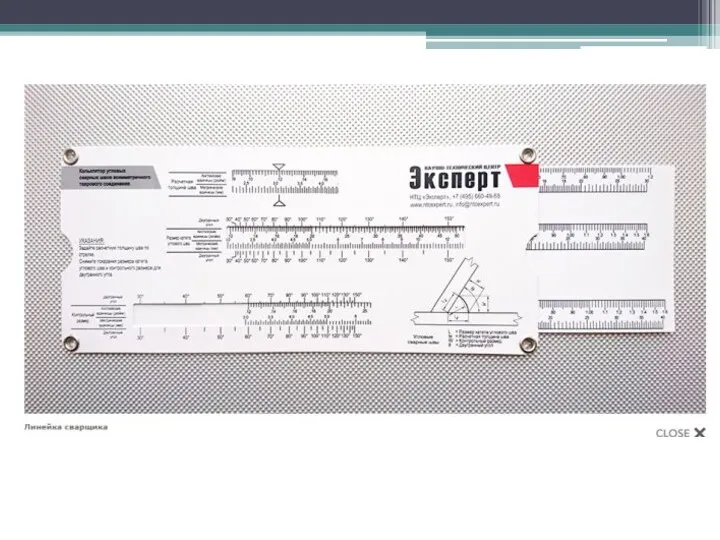
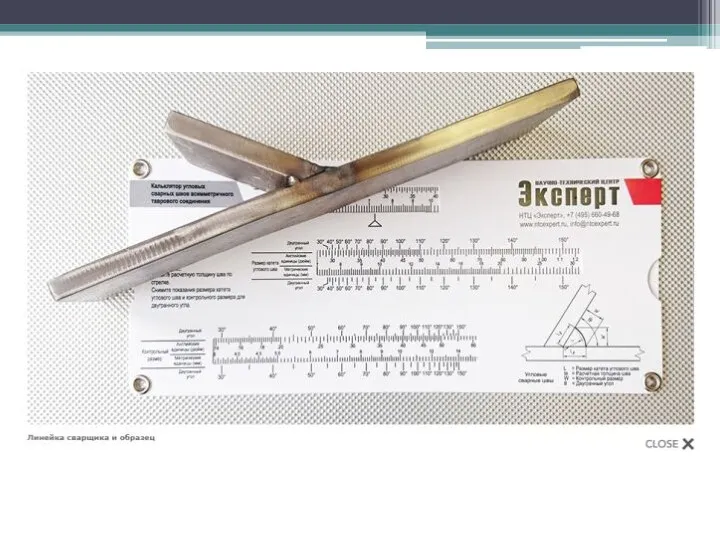
- 65. Линейка для расчета катетов угловых и тавровых швов Линейка сварщика используется при расчете катетов угловых и
- 68. Лупы измерительные Измерительные лупы используются для визуального контроля и измерений на плоскости. Измерение осуществляется с помощью
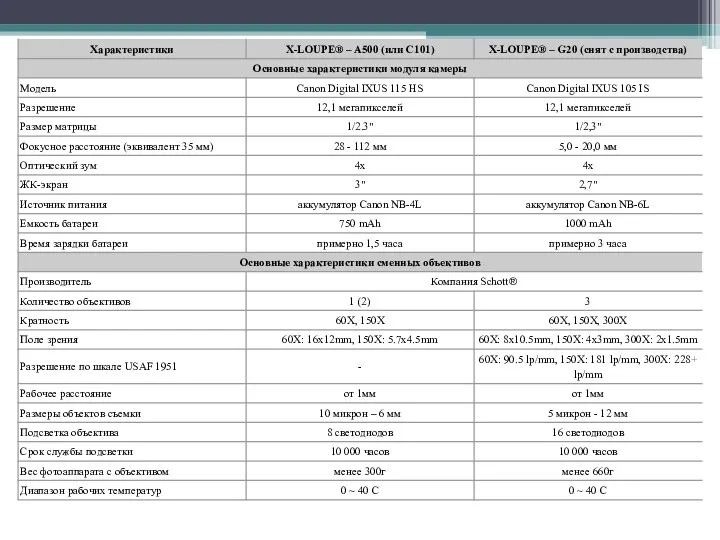
- 70. Фотоаппарат-микроскоп X-Loupe Фотоаппарат-микроскоп X-Loupe предназначен для фотосъемки объектов размером от 5мкр до 12 мм. Приборы X-Loupe
- 73. Профилометры Профилометр - прибор для измерения шероховатости поверхности. Для измерения шероховатости применяются контактные и бесконтактные профилометры.
- 74. Рисунок 11 - Портативный измеритель шероховатости наружней поверхности (профилометр)
- 75. Рисунок 12 - Профилограф-профилометр « СЕЙТРОНИК ПШ8-3 (С.С.) а) первичного преобразователя 1; б) микропроцессорного блока 2;
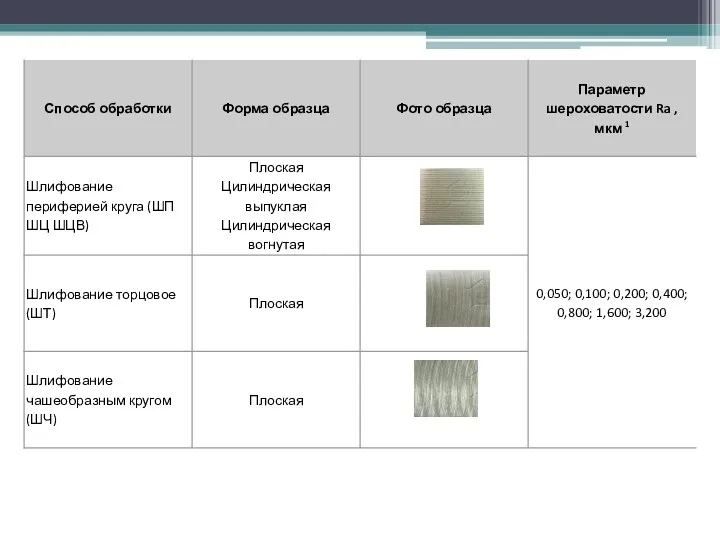
- 76. Образцы шероховатости Образцы шероховатости поверхности (сравнения) – это образцы, имеющие известные параметры шероховатости. Под шероховатостью поверхности
- 77. Образцы шероховатости поверхности (сравнения) – это образцы, имеющие известные параметры шероховатости. Под шероховатостью поверхности понимается совокупность
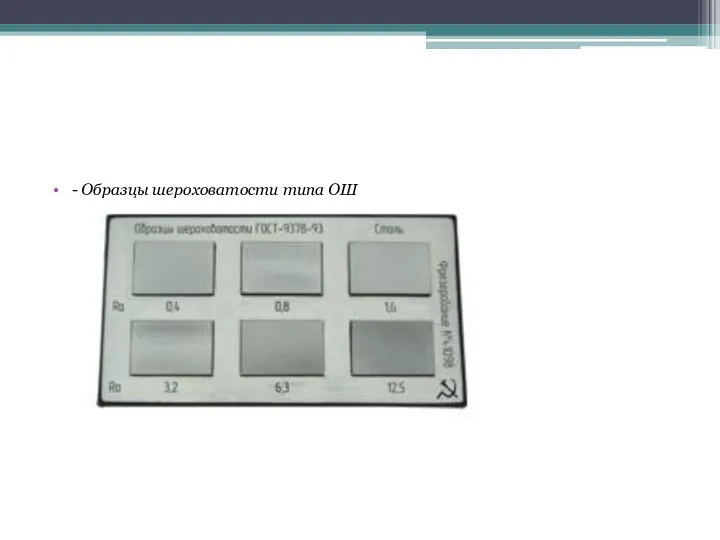
- 78. - Образцы шероховатости типа ОШ
- 80. Условное обозначение эталона шероховатости должно содержать номинальное значение параметра Ra (Rz), условное обозначение способа обработки и
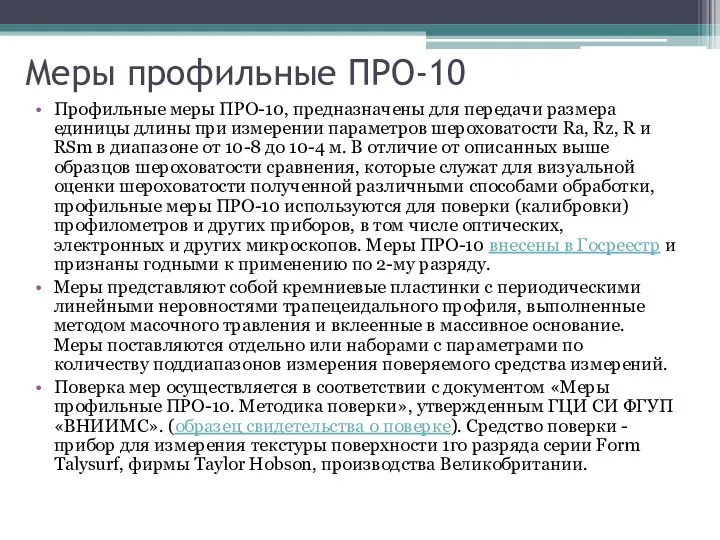
- 85. Меры профильные ПРО-10 Профильные меры ПРО-10, предназначены для передачи размера единицы длины при измерении параметров шероховатости
- 86. ШТАНГЕНИНСТРУМЕНТЫ Штангенциркуль ШЦ-I Штангенциркуль ШЦ-II Штангенциркуль ШЦ-III Штангенглубиномер Штангенрейсмас
- 87. ИНДИКАТОРНЫЕ ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
- 88. МИКРОМЕТРИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
- 89. КОНТРОЛЬ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
- 90. КОНТРОЛЬ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ
- 91. Различают три основных вида размеров: 1. Охватываемые размеры. Вал – термин, условно применяемый для обозначения наружных
- 92. В обозначениях размеров деталей используются буквы латинского алфавита: 1. Для охватываемых размеров применяют строчные буквы (a,b,c,d….).
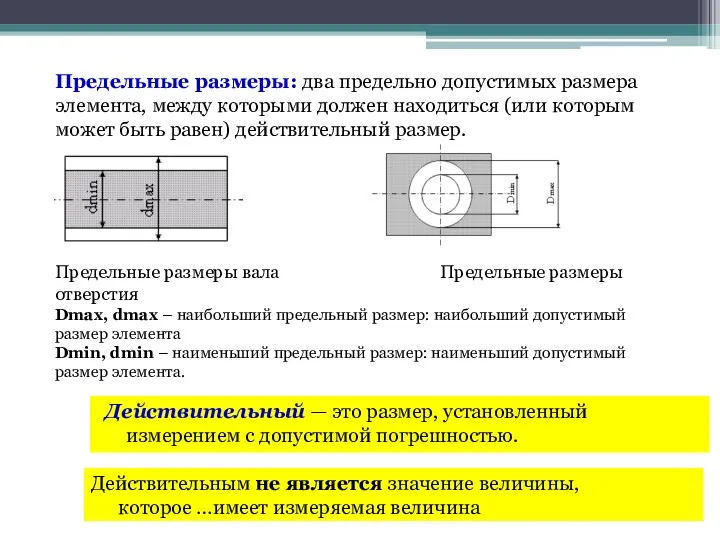
- 93. Понятия о номинальном, действительном и предельных размерах деталей, о предельных отклонениях и допуске Размер — это
- 94. Действительный — это размер, установленный измерением с допустимой погрешностью. Действительным не является значение величины, которое …имеет
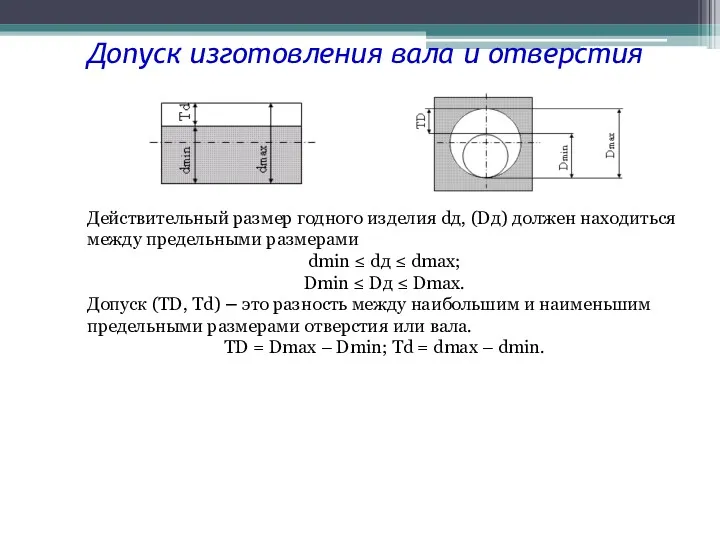
- 95. Допуск изготовления вала и отверстия Действительный размер годного изделия dд, (Dд) должен находиться между предельными размерами
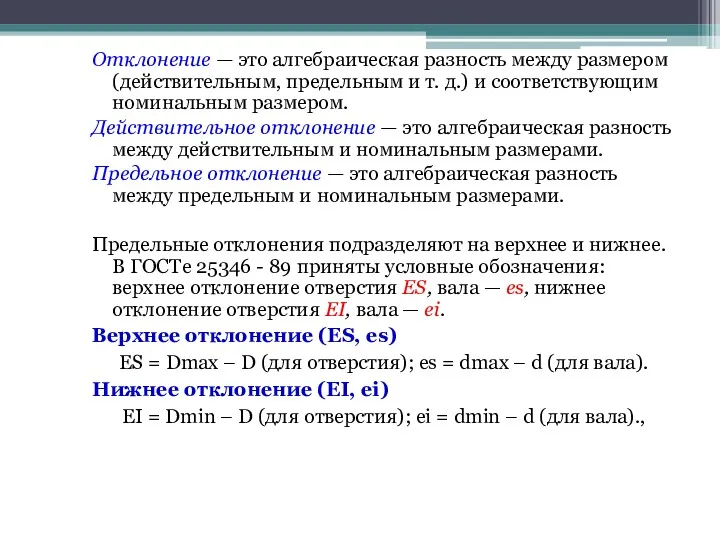
- 96. Отклонение — это алгебраическая разность между размером (действительным, предельным и т. д.) и соответствующим номинальным размером.
- 97. Поля допусков отверстия и вала при посадке с зазором D – Номинальный размер
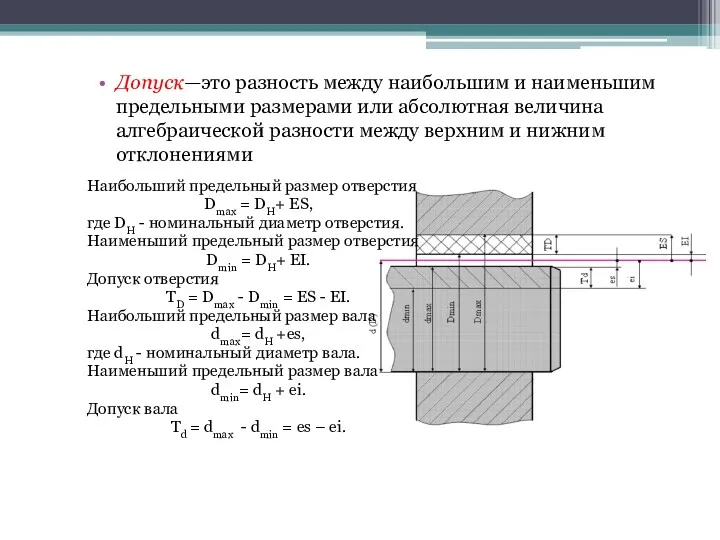
- 98. Допуск—это разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и
- 99. Поле допуска — это поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется величиной допуска и
- 100. Виды посадок сопрягаемых элементов деталей Посадкой называют характер соединения деталей, определяемый величиной получающихся в нем зазоров
- 101. Схемы полей допусков посадок
- 102. С гарантированным зазором Зазор S - разность размеров отверстия и вала, если размер отверстия больше размера
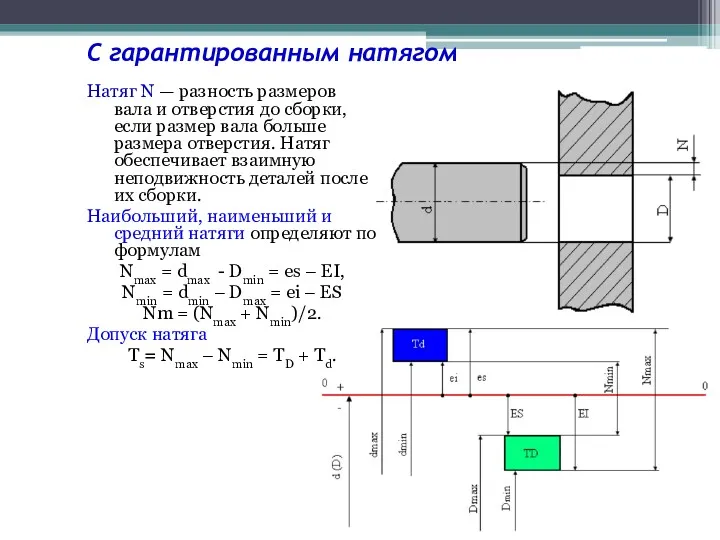
- 103. С гарантированным натягом Натяг N — разность размеров вала и отверстия до сборки, если размер вала
- 104. Палец запрессован в верхнюю головку шатуна с натягом и свободно вращается в бобышках поршня. Поршневой палец
- 105. Напpессовка подшипника на вал пpивода заднего моста
- 106. Переходные Nmax=es - EI – максимальный натяг. Smax=ES - ei – максимальный зазор. TN=TS= Nmax -
- 107. Количественной характеристикой посадки не является …значение действительного зазора или натяга. Количественными характеристиками посадки являются: - допуск
- 108. Пример Для посадки ∅65 H7/n6 выполняем расчеты зазоров (натягов). 1. Отклонения отверстия ∅65Н7 выбираем по таблице
- 109. Схема полей допусков и эскизы сопрягаемых деталей ∅65 Dmax=65,03 Dmin=65 dmax=65,039 dmin=65,02 ei=0,02 ES=0,03 Smax=0,01 Nmax=0,039
- 110. Наибольшие и наименьшие табличные зазоры Smax = Dmax - dmin = 65,03 - 65,02 = 0,01
- 111. На схеме полей допусков, приведенной на рисунке, допуск посадки равен __0,034_ мм. Допуск посадки равен сумме
- 112. Система отверстия и система вала Основное отверстие – отверстие, нижнее отклонение которого равно нулю. Основной вал
- 113. Различают две равноценные системы образования посадок — систему отверстия и систему вала Посадки в системе отверстия
- 114. Посадки в системе вала: посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков
- 115. Пример посадки в системе вала и системе отверстия Система отверстия при назначении посадок применяется в случае,
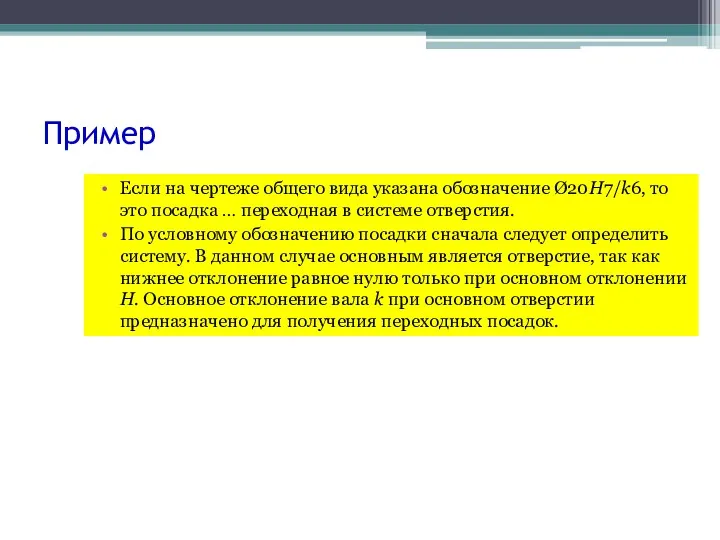
- 116. Пример Если на чертеже общего вида указана обозначение Ø20H7/k6, то это посадка … переходная в системе
- 117. Графическое изображение посадки с зазором в системе отверстия (Ø20 H7/g6) и в системе вала (Ø20 G7/h6)
- 118. Схема определения основных отклонений по специальному правилу
- 119. Примеры посадок в системах
- 120. Схема определения основных отклонений отверстий по специальному правилу
- 121. Специальное правило определения основных отклонений отверстий: две соответствующие друг другу посадки в системе отверстия и в
- 122. Контроль гладких цилиндрических изделий средствами измерений При контроле диаметра вала (что соответствует IT8) предел допускаемой погрешности
- 123. Контроль гладких цилиндрических изделий предельными калибрами Для контроля гладких цилиндрических изделий типа валов и втулок с
- 124. Калибры
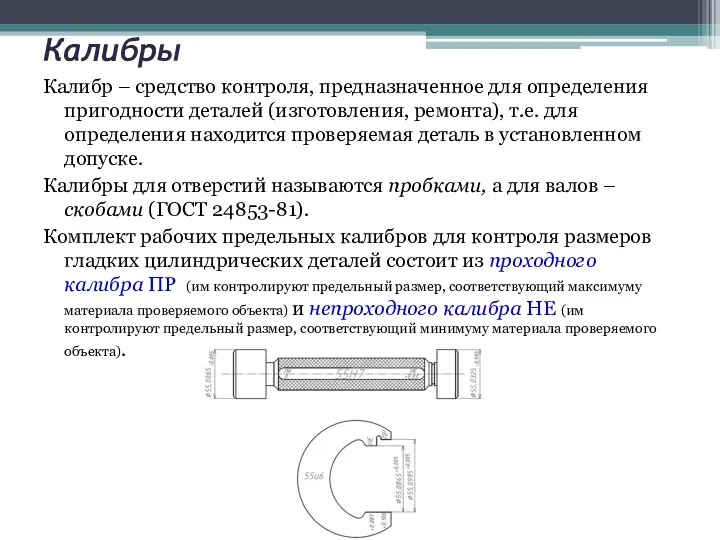
- 125. Калибры Калибр – средство контроля, предназначенное для определения пригодности деталей (изготовления, ремонта), т.е. для определения находится
- 126. Комплект рабочих предельных калибров для контроля размеров гладких цилиндрических деталей состоит из проходного калибра ПР (им
- 127. Контроль диаметра отверстия калибрами-пробками Деталь считают годной, если проходной калибр (проходная сторона калибра) под действием собственного
- 128. Проходной калибр-пробка(Р–ПР) Непроходной калибр-пробка(Р–НЕ) Двухсторонний калибр-пробка
- 129. Контроль диаметра вала калибрами-кольцами и скобами Для контроля валов используют калибры-кольца и скобы. Наиболее распространены односторонние
- 130. Применяют также регулируемые скобы, которые можно настраивать на разные размеры, что позволяет компенсировать износ и использовать
- 131. Контроль вала калибром-скобой и калибрами-кольцами
- 132. Измерение цилиндров нутромером: 1 – нутромер; 2 – установка нутромера на ноль по калибру 67.8125.9502 Схема
- 133. Отклонение от прямолинейности оси ( изогнутость оси ) 3 3 1 А 2 4 ∅ 0,01
- 134. Допуски формы и расположения и их условные знаки
- 135. Допуски формы поверхностей деталей машин и приборов стандартизованы ГОСТом 24642 – 81*.
- 136. 2. Отклонение и допуски расположения (ГОСТ24642-83) Отклонение расположения - отклонение реального расположения рассматриваемого элемента от его
- 137. Суммарные допуски формы и расположения поверхностей (ГОСТ24642-83) Суммарный допуск формы и расположения - предел ограничивающий допускаемое
- 138. Радиальное биение и допуск радиального биения. Торцовое биение и допуск торцового биения. Биение и допуск биения
- 139. Круглость 1 – проверяемая деталь, 2 – измерительная головка кругломера, 3 –стол с точно вращающимся шпинделем.
- 140. Огранка и овальность 2 1 – проверяемая деталь, 2 – измерительная головка, 3 –призма. Способ измерения:
- 141. Плоскостность и прямолинейность 1 – проверяемая деталь, 2 – измерительная головка, 4 – концевые меры, 3
- 142. Цилиндричность 1 – проверяемая деталь, 2 – измерительная головка, 3 –скоба, 4 – центры. Техническое требование:
- 143. Параллельность оси относительно плоскости 4 1 – проверяемая деталь, 2 – измерительная головка, 3 – контрольный
- 144. Параллельность плоскостей 1 – проверяемая деталь, 2 – измерительная головка, 3 – проверочная плита. Техническое требование:
- 145. Радиальное биение относительно общей оси поверхностей 1 – проверяемая деталь, 2 – измерительная головка, 3 –
- 146. Радиальное биение относительно оси поверхности 1 – проверяемая деталь, 2 – измерительная головка, 3 – центры.
- 147. Радиальное биение поверхности относительно оси отверстия Б 4 1 3 4 А 0,01 А 1 –
- 148. Полное радиальное биение 1 – проверяемая деталь, 2 – измерительная головка, 3 – призмы. Технические требования:
- 149. Перпендикулярность осей отверстия и наружной поверхности 1 – проверяемая деталь, 2 – индикаторное приспособление, 3 –
- 150. Перпендикулярность отверстия относительно плоскости 1 – проверяемая деталь, 2 – измерительная головка, 3 – индикаторное приспособление.
- 151. Перпендикулярность плоскостей 1 – проверяемая деталь, 2 – индикаторное приспособление, 3 – измерительная головка. Техническое требование:
- 152. Полное торцевое биение 1 – проверяемая деталь, 2 – измерительная головка, 3 – упор, 4 –
- 153. Торцовое биение 1 – проверяемая деталь, 2 – измерительная головка, 3 – упор, 4 – призма.
- 154. Симметричность паза и наружной поверхности 1 – проверяемая деталь, 2 – индикаторное приспособление, 3 – оправка,
- 155. Соосность двух поверхностей относительно общей оси 1 – проверяемая деталь, 2 – измерительная головка, 3 –
- 156. 1 - основание 2, 3 – кронштейны 4, 5 – плавающий и жесткий центры 6 –
- 157. Отклонение формы цилиндрических поверхностей Реальная поверхность Прилегающая поверхность L Δ T Δ L dmin dmax dmin
- 158. Числовые значения допусков формы, допусков расположения и суммарных допусков формы и расположения поверхностей должны соответствовать указанным
- 159. Мерительный инструмент При измерительном контроле применяют следующие инструменты, которые могут входить в обязательный набор инспектора технического
- 160. видеоэндоскопы
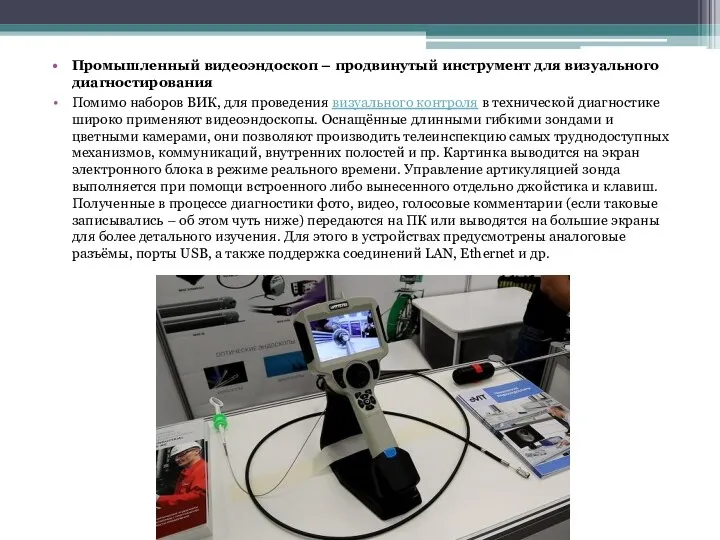
- 161. Промышленный видеоэндоскоп – продвинутый инструмент для визуального диагностирования Помимо наборов ВИК, для проведения визуального контроля в
- 162. В отличие от уже упомянутого набора ВИК, видеоэндоскоп не является средством измерения. Да, во многих продвинутых
- 164. Камеры современных видеоэндоскопов Камеры располагаются в дистальной части зондов. Зонды, помимо своей гибкости, отличаются высокой прочностью.
- 166. Функционал управляемых видеоэндоскопов Набор опций различается в зависимости от стоимости. Наиболее продвинутые в техническом плане и,
- 168. Скачать презентацию
V. ТРЕБОВАНИЯ К СРЕДСТВАМ ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ1
5.1. При визуальном и
V. ТРЕБОВАНИЯ К СРЕДСТВАМ ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ1
5.1. При визуальном и
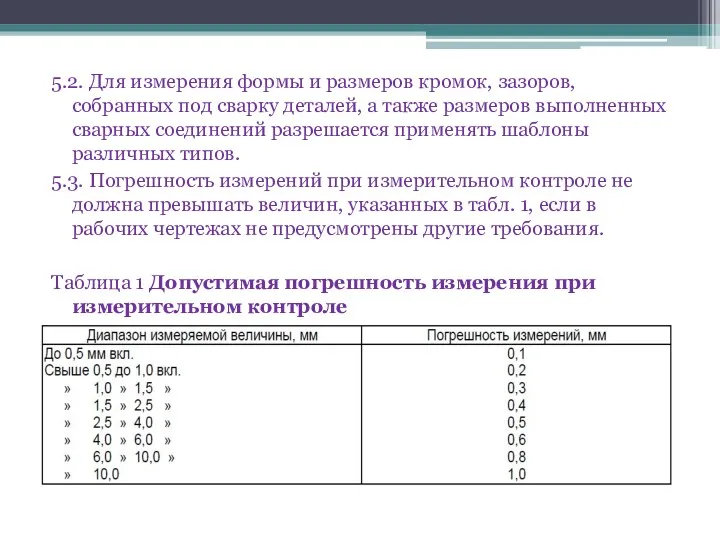
5.2. Для измерения формы и размеров кромок, зазоров, собранных под сварку
5.2. Для измерения формы и размеров кромок, зазоров, собранных под сварку
5.4. Для определения шероховатости и волнистости поверхности следует применять профилографы-профилометры, аттестованные
5.4. Для определения шероховатости и волнистости поверхности следует применять профилографы-профилометры, аттестованные
4. При визуальном и измерительном контроле применяют
Используемые инструменты
ГОСТ 23479-79 указывает и
4. При визуальном и измерительном контроле применяют
Используемые инструменты
ГОСТ 23479-79 указывает и
Инструменты и принадлежности для визуального и измерительного контроля
Для полноценного проведения ВИК
Инструменты и принадлежности для визуального и измерительного контроля
Для полноценного проведения ВИК
Оборудование и инструменты для визуально-измерительного контроля Все оборудование, которое применяется при
Оборудование и инструменты для визуально-измерительного контроля Все оборудование, которое применяется при
Инструменты для визуального и измерительного контроля деталей и сварных соединений в
Инструменты для визуального и измерительного контроля деталей и сварных соединений в
Современный измерительный инструмент
Кроме контроля горизонтали и вертикали, обмеры требуют определения размеров.
Современный измерительный инструмент
Кроме контроля горизонтали и вертикали, обмеры требуют определения размеров.
Наборы ВИК
Наборы ВИК
Комплекты для ВИК
Комплекты ВИК применяются для визуального и измерительного контроля основного металла
Комплекты для ВИК
Комплекты ВИК применяются для визуального и измерительного контроля основного металла
Набор ВИК – первое, что используется для контроля и диагностирования объектов
Под
Набор ВИК – первое, что используется для контроля и диагностирования объектов
Под
Требования к комплектам ВИК
Перво-наперво, он должен соответствовать требованиям, отражённым в РД
Требования к комплектам ВИК
Перво-наперво, он должен соответствовать требованиям, отражённым в РД
Какие инструменты входят в набор ВИК
На всякий случай повторим: «содержание» разных
Какие инструменты входят в набор ВИК
На всякий случай повторим: «содержание» разных

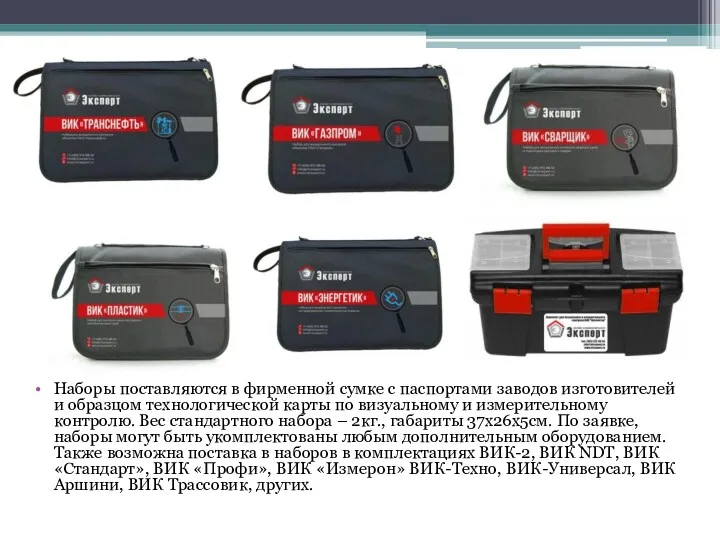
Наборы поставляются в фирменной сумке с паспортами заводов изготовителей и образцом
Наборы поставляются в фирменной сумке с паспортами заводов изготовителей и образцом

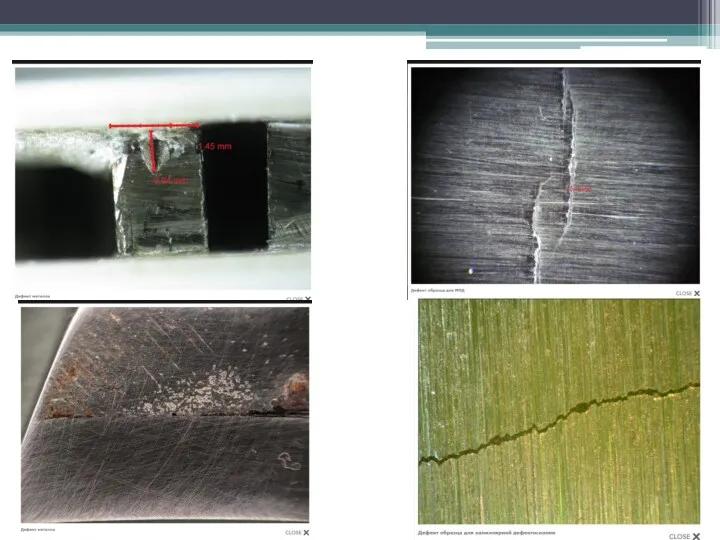
Визуальный и измерительный контроль сварных соединений
Регистрация поверхностных дефектов визуально и при
Визуальный и измерительный контроль сварных соединений
Регистрация поверхностных дефектов визуально и при

Приборы для обнаружения и контроля мелких близкорасположенных объектов
Комплект оборудования для ВИК
Приборы для обнаружения и контроля мелких близкорасположенных объектов
Комплект оборудования для ВИК
Лупы и микроскопы
. Для контроля близко расположенных деталей (находящихся на расстоянии
Лупы и микроскопы
. Для контроля близко расположенных деталей (находящихся на расстоянии
Универсальные шаблоны сварщика
Простейшие устройства, предназначенные для контроля внешних характеристик сварного соединения
УШС-2
Универсальные шаблоны сварщика
Простейшие устройства, предназначенные для контроля внешних характеристик сварного соединения
УШС-2
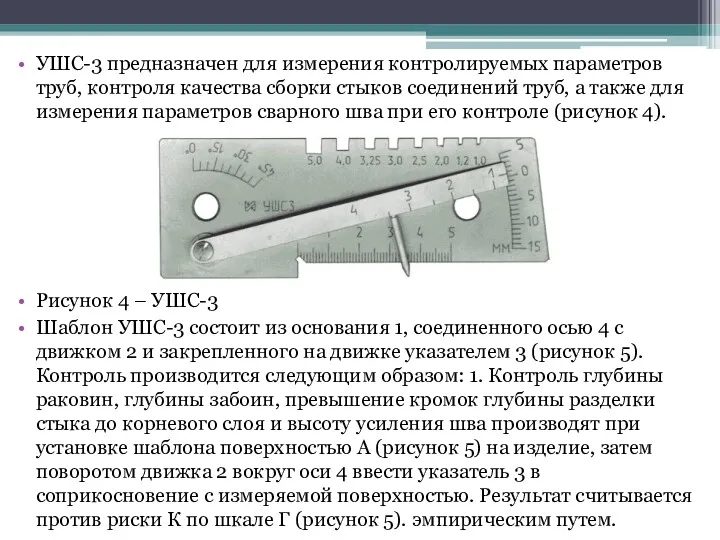
УШС-3 предназначен для измерения контролируемых параметров труб, контроля качества сборки стыков
УШС-3 предназначен для измерения контролируемых параметров труб, контроля качества сборки стыков
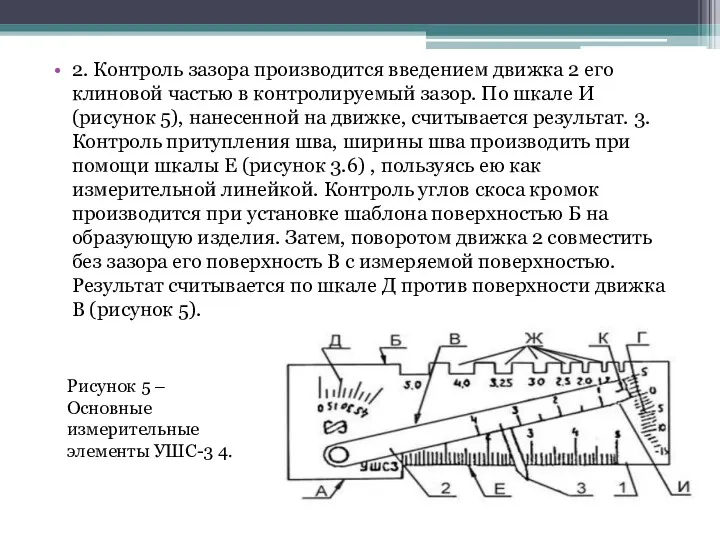
2. Контроль зазора производится введением движка 2 его клиновой частью в
2. Контроль зазора производится введением движка 2 его клиновой частью в
5. Определение диаметров проволоки производится с помощью пазов Ж (рисунок 5).
5. Определение диаметров проволоки производится с помощью пазов Ж (рисунок 5).
Инструменты, позволяющие провести измерение отдельных параметров сварного соединения. Устройство штангенциркуля должно
Инструменты, позволяющие провести измерение отдельных параметров сварного соединения. Устройство штангенциркуля должно
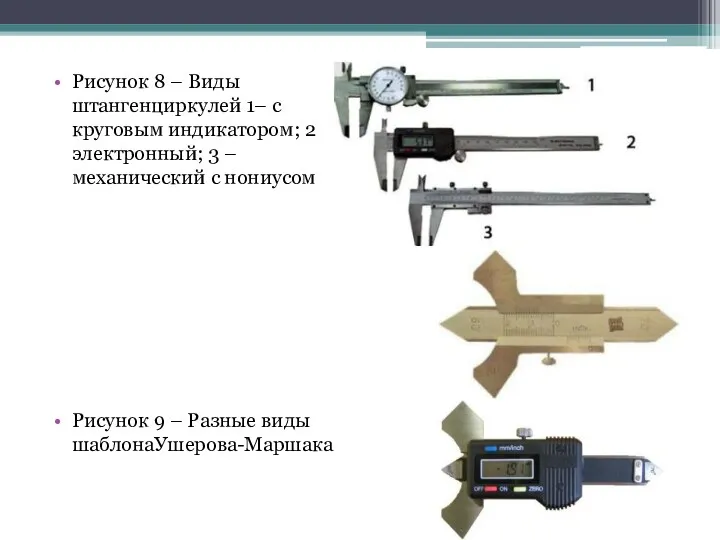
Рисунок 8 – Виды штангенциркулей 1– с круговым индикатором; 2 –
Рисунок 8 – Виды штангенциркулей 1– с круговым индикатором; 2 –
Схемы применения шаблона Ушерова-Маршака представлены на рисунке 10.
Рисунок 10 – Применение
Схемы применения шаблона Ушерова-Маршака представлены на рисунке 10.
Рисунок 10 – Применение




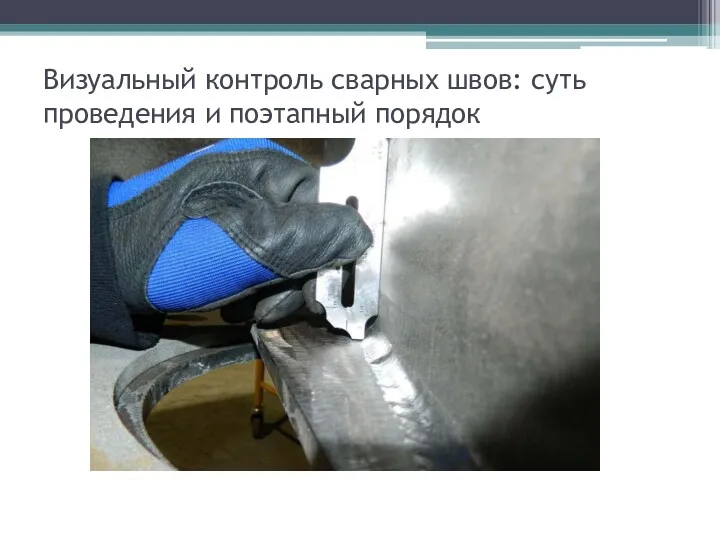
Визуальный контроль сварных швов: суть проведения и поэтапный порядок
Визуальный контроль сварных швов: суть проведения и поэтапный порядок


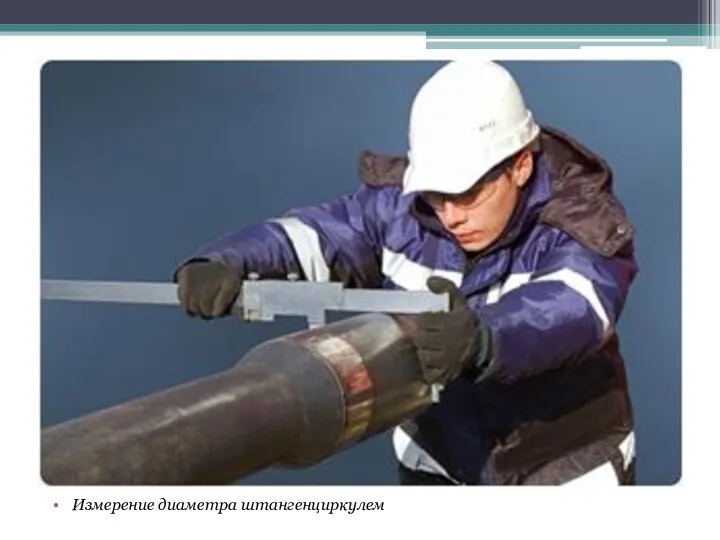
Измерение диаметра штангенциркулем
Измерение диаметра штангенциркулем
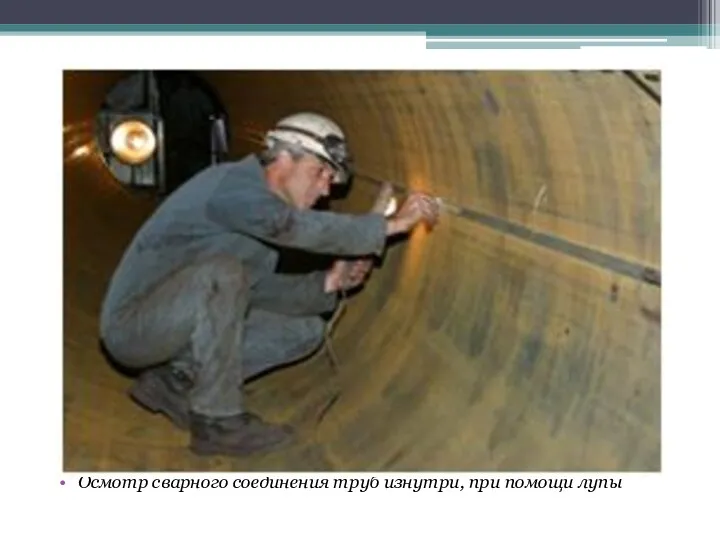
Осмотр сварного соединения труб изнутри, при помощи лупы
Осмотр сварного соединения труб изнутри, при помощи лупы
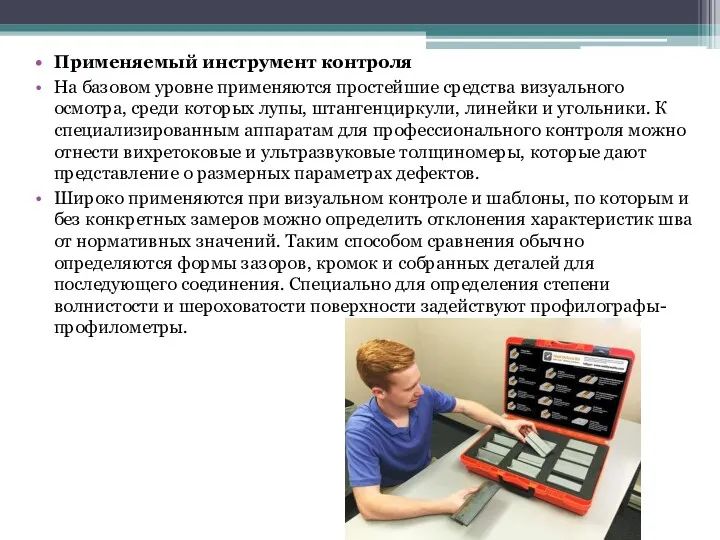
Применяемый инструмент контроля
На базовом уровне применяются простейшие средства визуального осмотра, среди
Применяемый инструмент контроля
На базовом уровне применяются простейшие средства визуального осмотра, среди
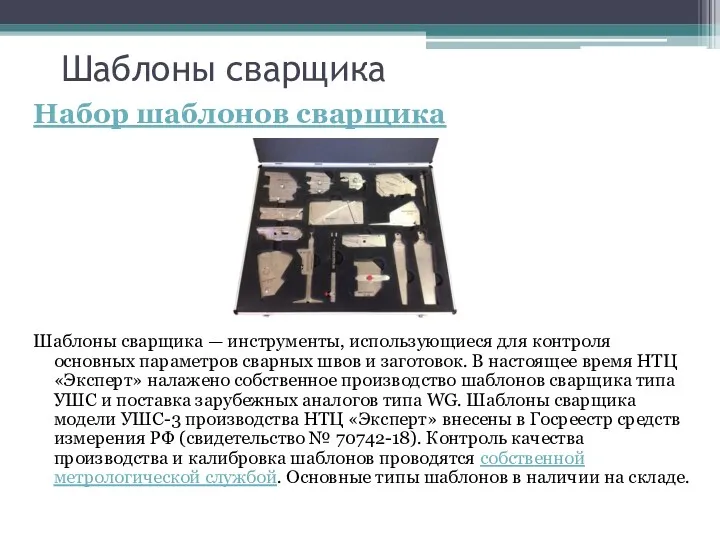
Шаблоны сварщика
Набор шаблонов сварщика
Шаблоны сварщика — инструменты, использующиеся для контроля основных
Шаблоны сварщика
Набор шаблонов сварщика
Шаблоны сварщика — инструменты, использующиеся для контроля основных
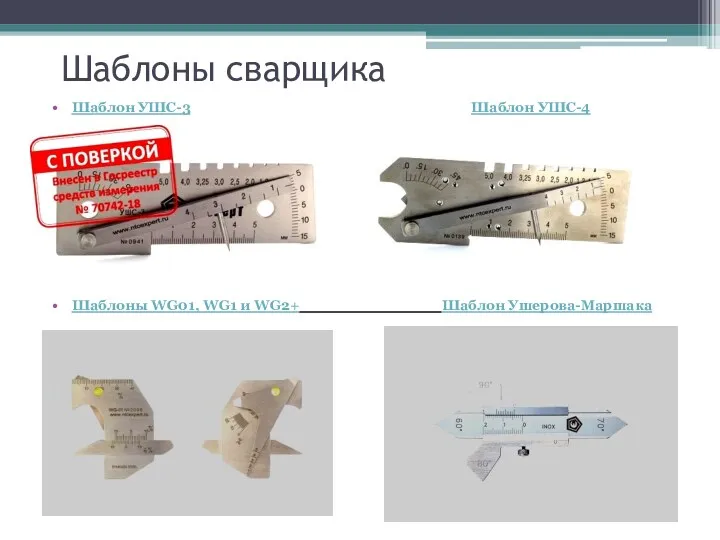
Шаблоны сварщика
Шаблон УШС-3 Шаблон УШС-4
Шаблоны WG01, WG1 и WG2+ Шаблон Ушерова-Маршака
Шаблоны сварщика
Шаблон УШС-3 Шаблон УШС-4
Шаблоны WG01, WG1 и WG2+ Шаблон Ушерова-Маршака
УШС-3 – Универсальный шаблон сварщика
Предназначен для контроля элементов разделки под сварной
УШС-3 – Универсальный шаблон сварщика
Предназначен для контроля элементов разделки под сварной
Рекомендации по применению:
Контроль глубины раковин, глубины забоин, превышение кромок глубины разделки
Рекомендации по применению:
Контроль глубины раковин, глубины забоин, превышение кромок глубины разделки

УШС-3 - Инструменты измерительные
УШС-3 - Инструменты измерительные
Универсальный набор сварщика УШС-3 позволяет диагностировать элементы сварного соединения, электроды и элементы разделки
Универсальный набор сварщика УШС-3 позволяет диагностировать элементы сварного соединения, электроды и элементы разделки
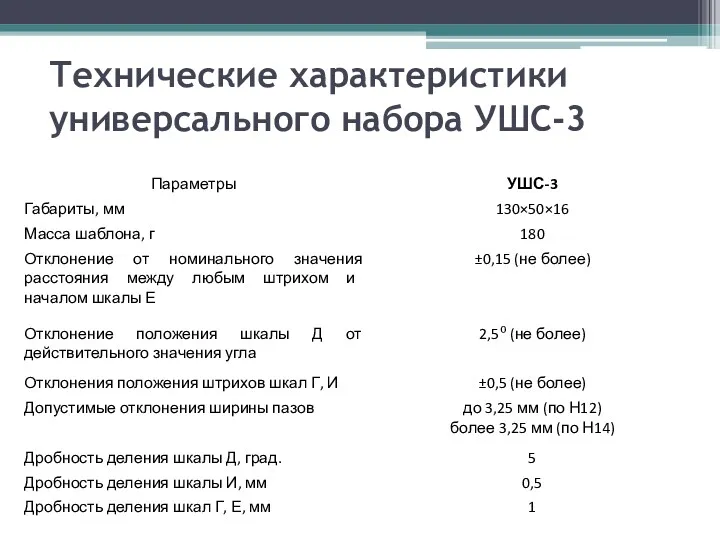
Технические характеристики универсального набора УШС-3
Технические характеристики универсального набора УШС-3
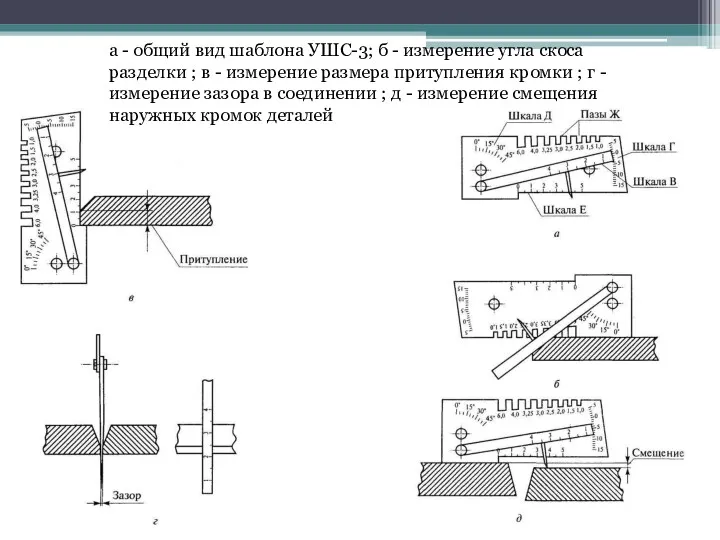
а - общий вид шаблона УШС-3; б - измерение угла скоса
а - общий вид шаблона УШС-3; б - измерение угла скоса


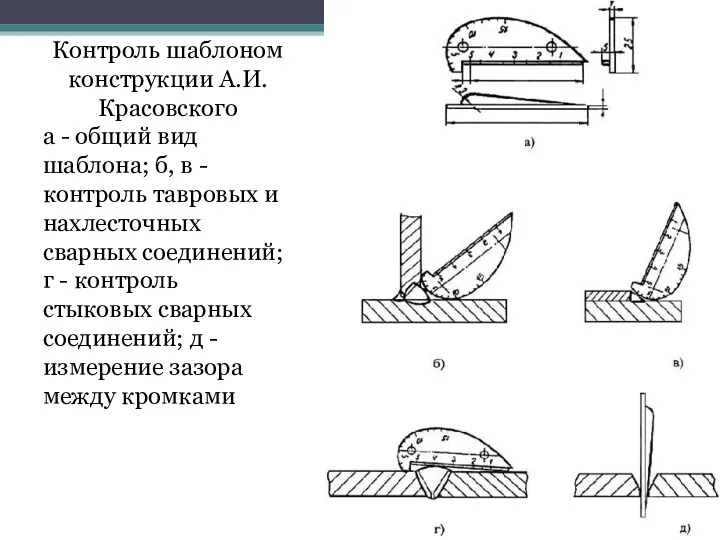
Контроль шаблоном конструкции А.И. Красовского
а - общий вид шаблона; б, в
Контроль шаблоном конструкции А.И. Красовского
а - общий вид шаблона; б, в



Шаблоны сварщика
Катетомер КМС-3-16 Шаблон УШС-2
Измеритель Bridge Cam Шаблон Skew-T
Шаблоны сварщика
Катетомер КМС-3-16 Шаблон УШС-2
Измеритель Bridge Cam Шаблон Skew-T


Шаблоны сварщика
Шаблон HI-LO Шаблон ШПС-1
Измеритель зазоров Цифровой шаблон Ушерова-Маршака
Шаблоны сварщика
Шаблон HI-LO Шаблон ШПС-1
Измеритель зазоров Цифровой шаблон Ушерова-Маршака
Шаблоны сварщика
Шаблон сварщика Single HI-LO Шаблон сварщика WG10
Шаблон сварщика WG6 Шаблон
Шаблоны сварщика
Шаблон сварщика Single HI-LO Шаблон сварщика WG10
Шаблон сварщика WG6 Шаблон
Линейка для расчета катетов угловых и тавровых швов
Линейка сварщика используется при
Линейка для расчета катетов угловых и тавровых швов
Линейка сварщика используется при
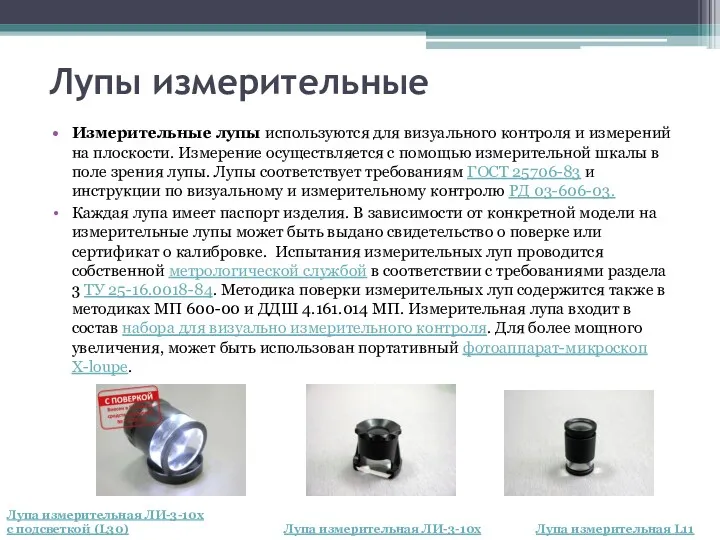
Лупы измерительные
Измерительные лупы используются для визуального контроля и измерений на плоскости. Измерение
Лупы измерительные
Измерительные лупы используются для визуального контроля и измерений на плоскости. Измерение

Фотоаппарат-микроскоп X-Loupe
Фотоаппарат-микроскоп X-Loupe предназначен для фотосъемки объектов размером от 5мкр до 12 мм.
Фотоаппарат-микроскоп X-Loupe
Фотоаппарат-микроскоп X-Loupe предназначен для фотосъемки объектов размером от 5мкр до 12 мм.
Профилометры
Профилометр - прибор для измерения шероховатости поверхности.
Для измерения шероховатости применяются контактные и
Профилометры
Профилометр - прибор для измерения шероховатости поверхности.
Для измерения шероховатости применяются контактные и
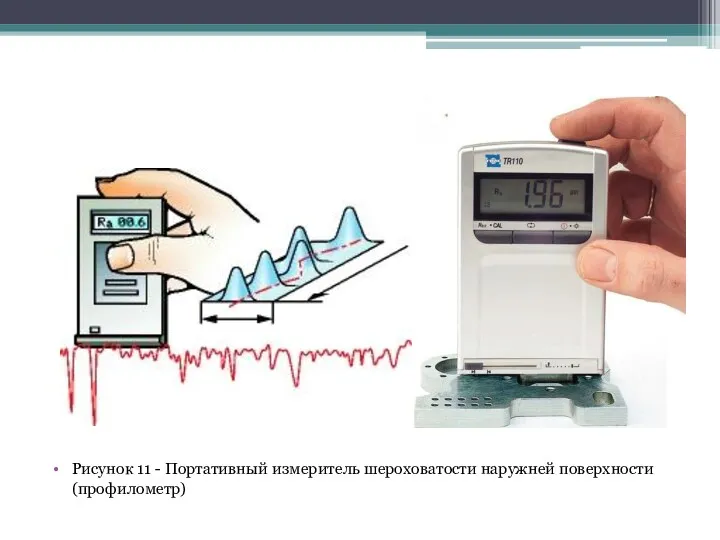
Рисунок 11 - Портативный измеритель шероховатости наружней поверхности (профилометр)
Рисунок 11 - Портативный измеритель шероховатости наружней поверхности (профилометр)
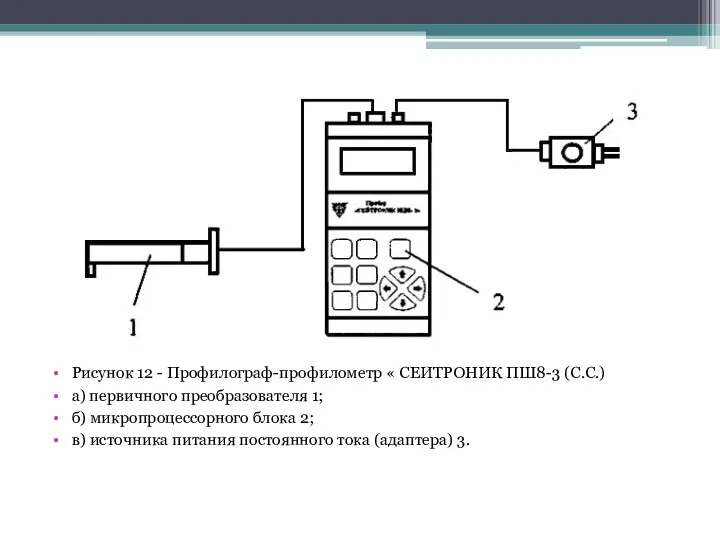
Рисунок 12 - Профилограф-профилометр « СЕЙТРОНИК ПШ8-3 (С.С.)
а) первичного преобразователя 1;
б)
Рисунок 12 - Профилограф-профилометр « СЕЙТРОНИК ПШ8-3 (С.С.)
а) первичного преобразователя 1;
б)
Образцы шероховатости
Образцы шероховатости поверхности (сравнения) – это образцы, имеющие известные параметры шероховатости.
Образцы шероховатости
Образцы шероховатости поверхности (сравнения) – это образцы, имеющие известные параметры шероховатости.
Образцы шероховатости поверхности (сравнения) – это образцы, имеющие известные параметры шероховатости. Под
Образцы шероховатости поверхности (сравнения) – это образцы, имеющие известные параметры шероховатости. Под
- Образцы шероховатости типа ОШ
- Образцы шероховатости типа ОШ
Условное обозначение эталона шероховатости должно содержать номинальное значение параметра Ra (Rz),
Условное обозначение эталона шероховатости должно содержать номинальное значение параметра Ra (Rz),


Меры профильные ПРО-10
Профильные меры ПРО-10, предназначены для передачи размера единицы длины
Меры профильные ПРО-10
Профильные меры ПРО-10, предназначены для передачи размера единицы длины
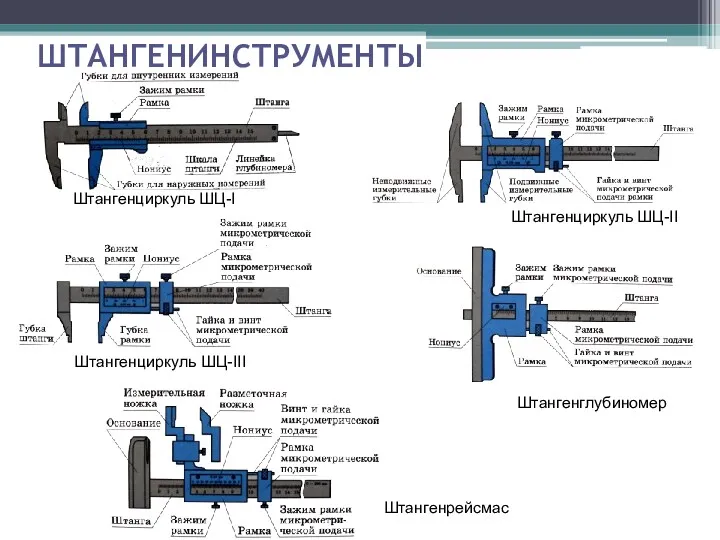
ШТАНГЕНИНСТРУМЕНТЫ
Штангенциркуль ШЦ-I
Штангенциркуль ШЦ-II
Штангенциркуль ШЦ-III
Штангенглубиномер
Штангенрейсмас
ШТАНГЕНИНСТРУМЕНТЫ
Штангенциркуль ШЦ-I
Штангенциркуль ШЦ-II
Штангенциркуль ШЦ-III
Штангенглубиномер
Штангенрейсмас

ИНДИКАТОРНЫЕ ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
ИНДИКАТОРНЫЕ ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ

МИКРОМЕТРИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
МИКРОМЕТРИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ

КОНТРОЛЬ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
КОНТРОЛЬ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ

КОНТРОЛЬ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ
КОНТРОЛЬ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ
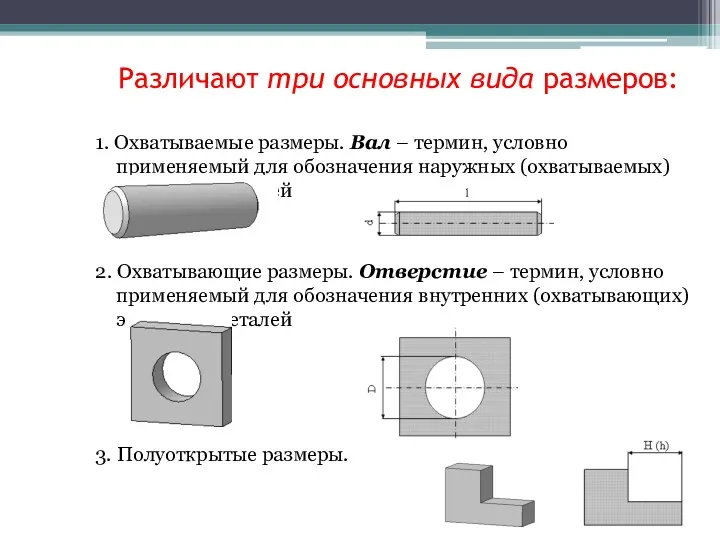
Различают три основных вида размеров:
1. Охватываемые размеры. Вал – термин,
Различают три основных вида размеров:
1. Охватываемые размеры. Вал – термин,
В обозначениях размеров деталей используются буквы латинского алфавита:
1. Для охватываемых
В обозначениях размеров деталей используются буквы латинского алфавита:
1. Для охватываемых
Понятия о номинальном, действительном и предельных размерах деталей, о предельных отклонениях
Понятия о номинальном, действительном и предельных размерах деталей, о предельных отклонениях
Действительный — это размер, установленный измерением с допустимой погрешностью.
Действительным не
Действительный — это размер, установленный измерением с допустимой погрешностью.
Действительным не
Допуск изготовления вала и отверстия
Действительный размер годного изделия dд, (Dд) должен
Допуск изготовления вала и отверстия
Действительный размер годного изделия dд, (Dд) должен
Отклонение — это алгебраическая разность между размером (действительным, предельным и т.
Отклонение — это алгебраическая разность между размером (действительным, предельным и т.

Поля допусков отверстия и вала при посадке с зазором
D – Номинальный
Поля допусков отверстия и вала при посадке с зазором
D – Номинальный
Допуск—это разность между наибольшим и наименьшим предельными размерами или абсолютная величина
Допуск—это разность между наибольшим и наименьшим предельными размерами или абсолютная величина
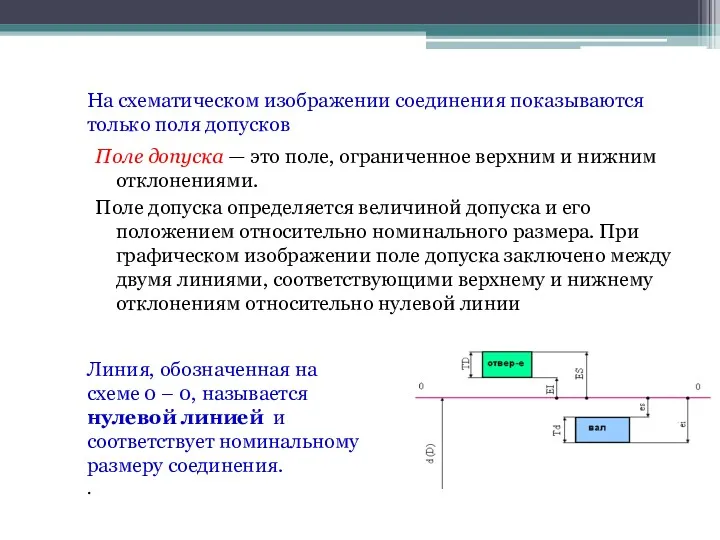
Поле допуска — это поле, ограниченное верхним и нижним отклонениями.
Поле
Поле
Виды посадок сопрягаемых элементов деталей
Посадкой называют характер соединения деталей, определяемый величиной
Виды посадок сопрягаемых элементов деталей
Посадкой называют характер соединения деталей, определяемый величиной
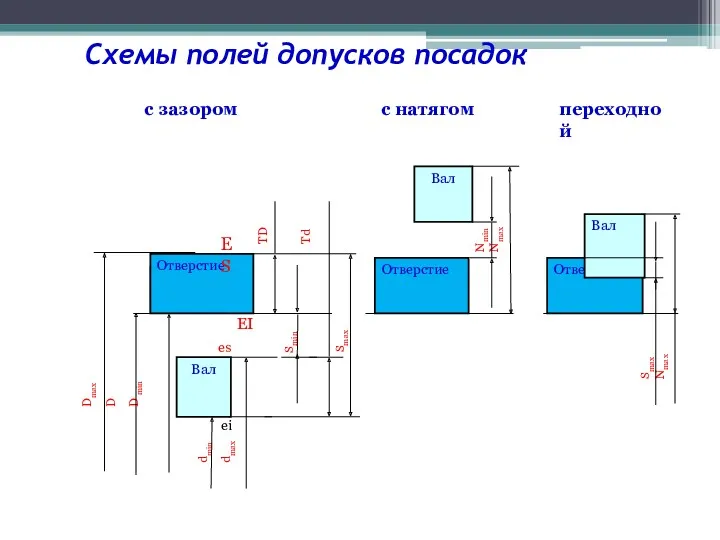
Схемы полей допусков посадок
Схемы полей допусков посадок

С гарантированным зазором
Зазор S - разность размеров отверстия и вала,
С гарантированным зазором
Зазор S - разность размеров отверстия и вала,
С гарантированным натягом
Натяг N — разность размеров вала и отверстия
С гарантированным натягом
Натяг N — разность размеров вала и отверстия

Палец запрессован в верхнюю головку шатуна с натягом и свободно вращается
Палец запрессован в верхнюю головку шатуна с натягом и свободно вращается
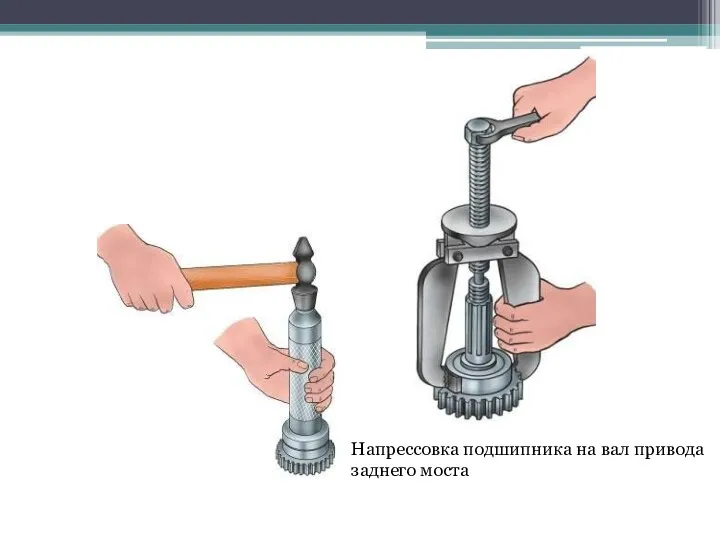
Напpессовка подшипника на вал пpивода заднего моста
Напpессовка подшипника на вал пpивода заднего моста
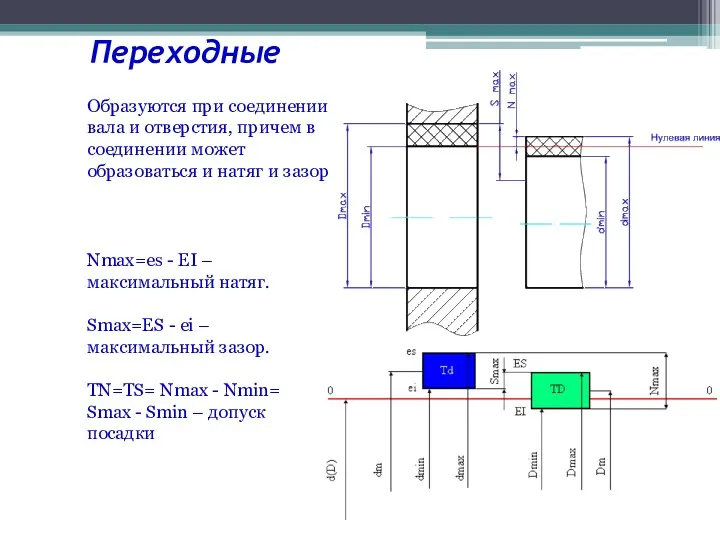
Переходные
Nmax=es - EI – максимальный натяг.
Smax=ES - ei –
Переходные
Nmax=es - EI – максимальный натяг.
Smax=ES - ei –
Количественной характеристикой посадки не является …значение действительного зазора или натяга. Количественными характеристиками
Количественной характеристикой посадки не является …значение действительного зазора или натяга. Количественными характеристиками
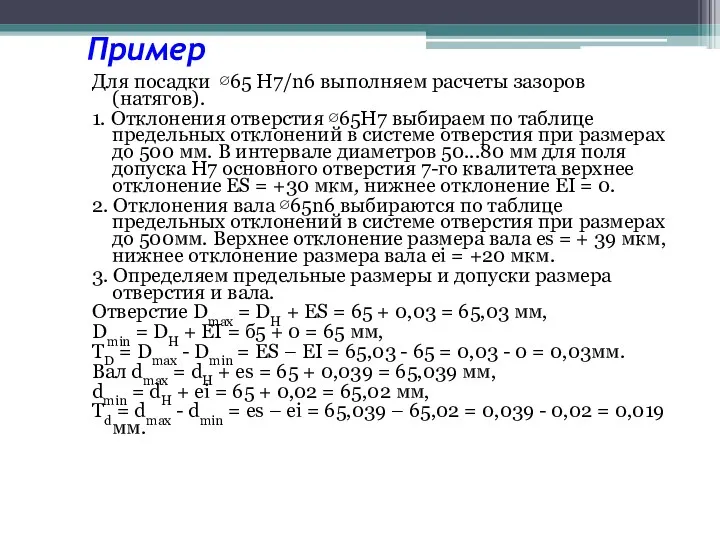
Пример
Для посадки ∅65 H7/n6 выполняем расчеты зазоров (натягов).
1. Отклонения отверстия ∅65Н7
Пример
Для посадки ∅65 H7/n6 выполняем расчеты зазоров (натягов).
1. Отклонения отверстия ∅65Н7
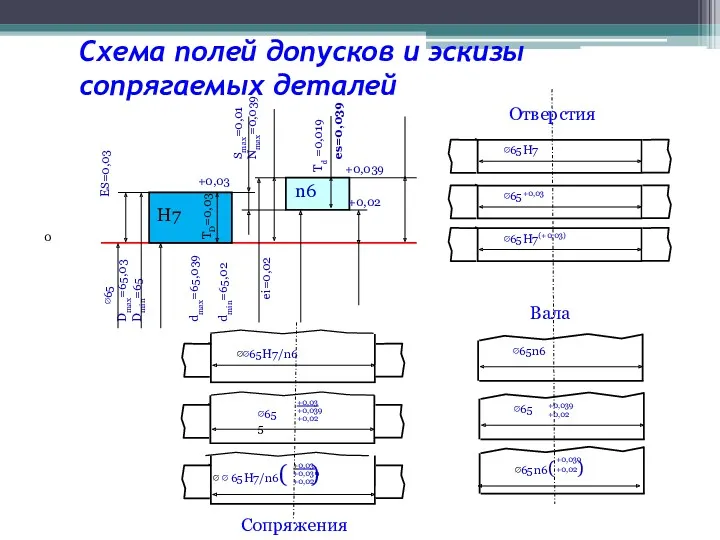
Схема полей допусков и эскизы сопрягаемых деталей
∅65
Dmax=65,03
Dmin=65
dmax=65,039
dmin=65,02
ei=0,02
ES=0,03
Smax=0,01
Nmax=0,039
es=0,039
0
TD=0,03
H7
n6
+0,039
+0,02
+0,03
Отверстия
Вала
Сопряжения
Td =0,019
Схема полей допусков и эскизы сопрягаемых деталей
∅65
Dmax=65,03
Dmin=65
dmax=65,039
dmin=65,02
ei=0,02
ES=0,03
Smax=0,01
Nmax=0,039
es=0,039
0
TD=0,03
H7
n6
+0,039
+0,02
+0,03
Отверстия
Вала
Сопряжения
Td =0,019
Наибольшие и наименьшие табличные зазоры
Smax = Dmax - dmin = 65,03
Наибольшие и наименьшие табличные зазоры
Smax = Dmax - dmin = 65,03
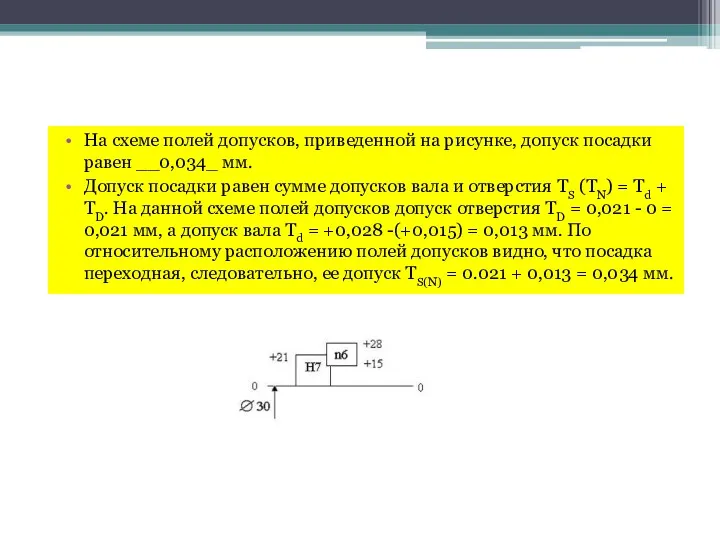
На схеме полей допусков, приведенной на рисунке, допуск посадки равен __0,034_ мм.
На схеме полей допусков, приведенной на рисунке, допуск посадки равен __0,034_ мм.
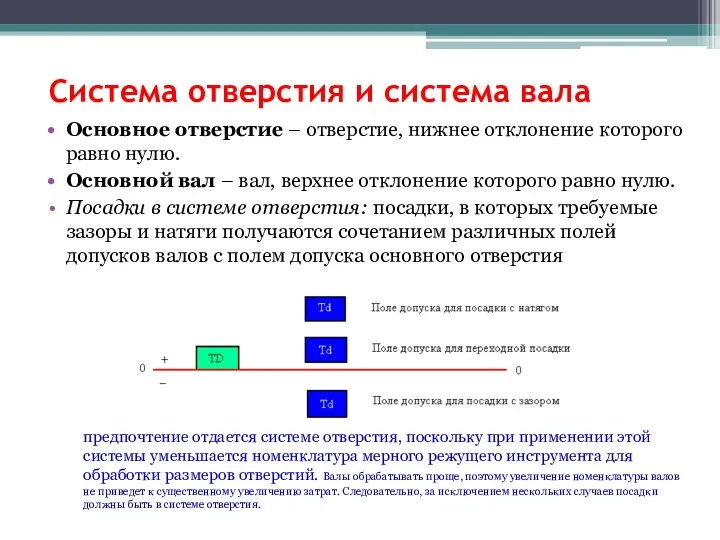
Система отверстия и система вала
Основное отверстие – отверстие, нижнее отклонение которого
Система отверстия и система вала
Основное отверстие – отверстие, нижнее отклонение которого
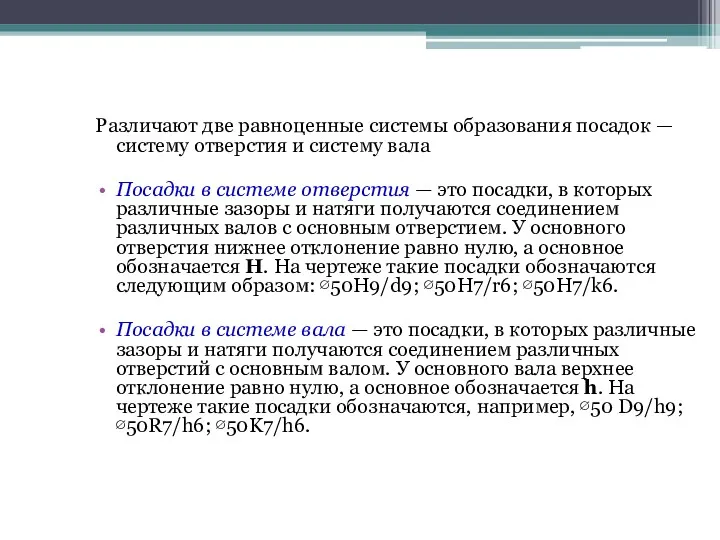
Различают две равноценные системы образования посадок — систему отверстия и систему
Различают две равноценные системы образования посадок — систему отверстия и систему
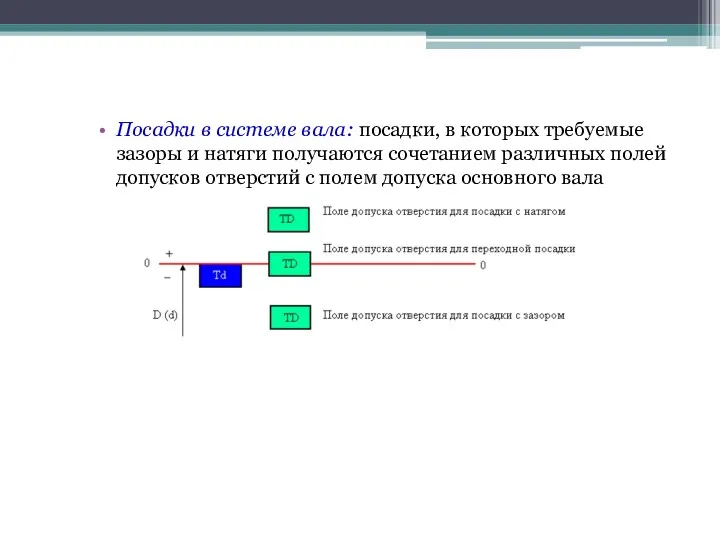
Посадки в системе вала: посадки, в которых требуемые зазоры и натяги
Посадки в системе вала: посадки, в которых требуемые зазоры и натяги

Пример посадки в системе вала и системе отверстия
Система отверстия при назначении
Пример посадки в системе вала и системе отверстия
Система отверстия при назначении
Пример
Если на чертеже общего вида указана обозначение Ø20H7/k6, то это посадка …
Пример
Если на чертеже общего вида указана обозначение Ø20H7/k6, то это посадка …
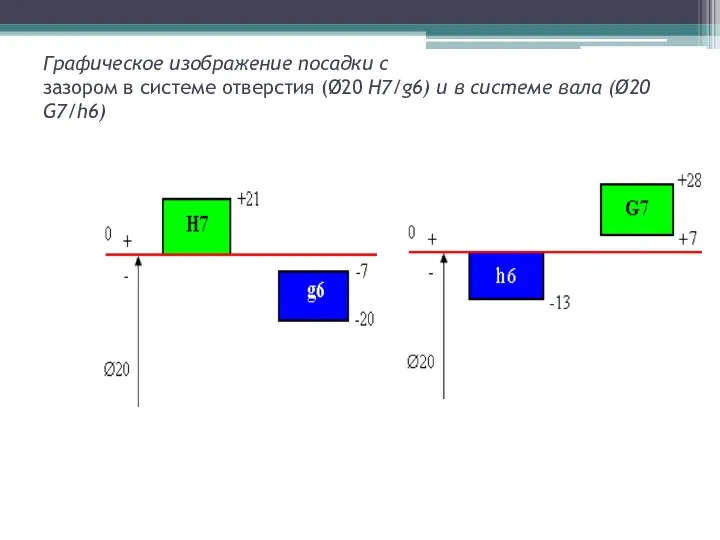
Графическое изображение посадки с
зазором в системе отверстия (Ø20 H7/g6) и
Графическое изображение посадки с зазором в системе отверстия (Ø20 H7/g6) и
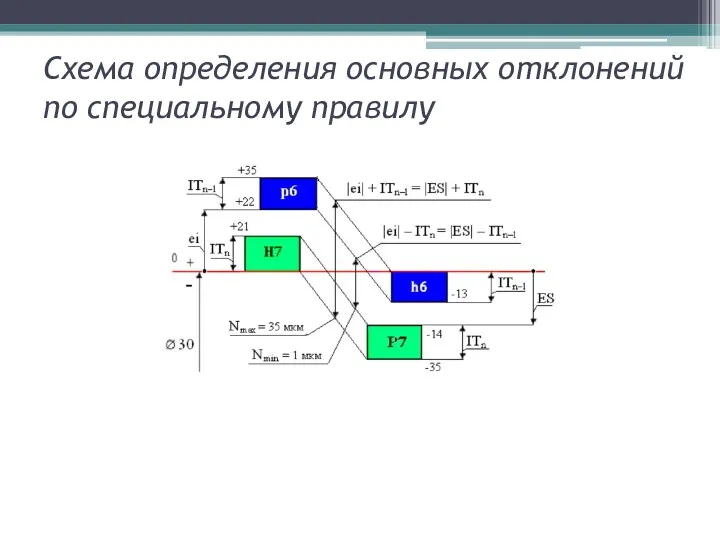
Схема определения основных отклонений по специальному правилу
Схема определения основных отклонений по специальному правилу
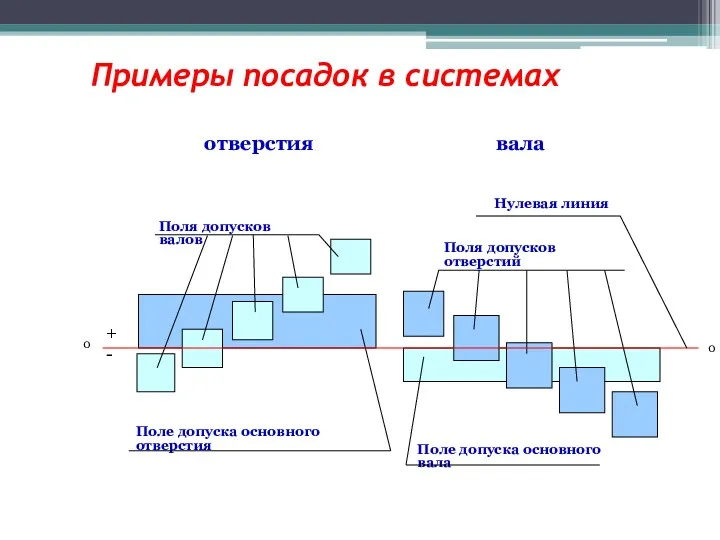
Примеры посадок в системах
Примеры посадок в системах
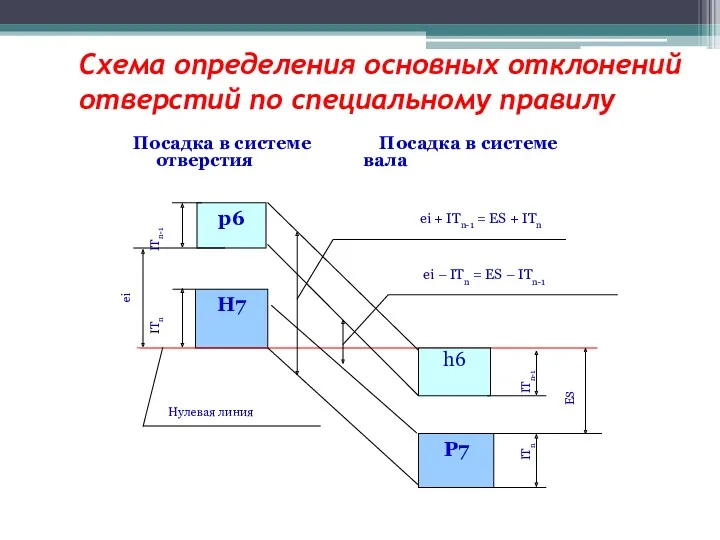
Схема определения основных отклонений отверстий по специальному правилу
Схема определения основных отклонений отверстий по специальному правилу
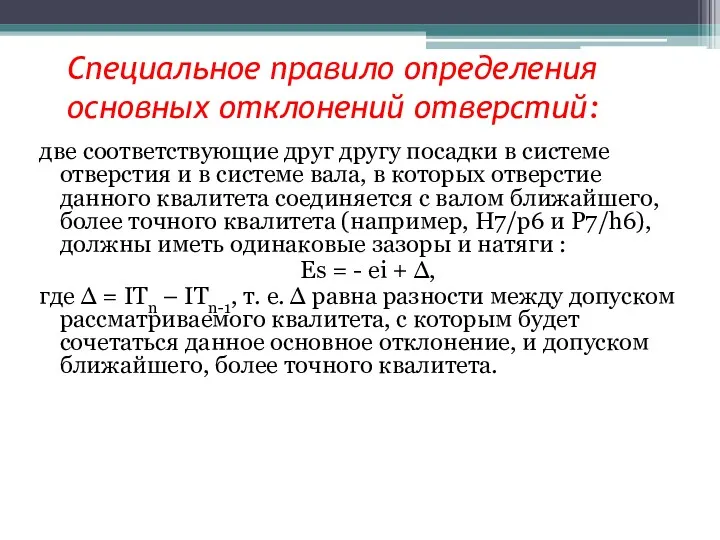
Специальное правило определения основных отклонений отверстий:
две соответствующие друг другу посадки в
Специальное правило определения основных отклонений отверстий:
две соответствующие друг другу посадки в
Контроль гладких цилиндрических изделий средствами измерений
При контроле диаметра вала (что соответствует
Контроль гладких цилиндрических изделий средствами измерений
При контроле диаметра вала (что соответствует

Контроль гладких цилиндрических изделий предельными калибрами
Для контроля гладких цилиндрических изделий
Контроль гладких цилиндрических изделий предельными калибрами
Для контроля гладких цилиндрических изделий

Калибры
Калибры
Калибры
Калибр – средство контроля, предназначенное для определения пригодности деталей (изготовления, ремонта),
Калибры
Калибр – средство контроля, предназначенное для определения пригодности деталей (изготовления, ремонта),
Комплект рабочих предельных калибров для контроля размеров гладких цилиндрических деталей состоит
Комплект рабочих предельных калибров для контроля размеров гладких цилиндрических деталей состоит
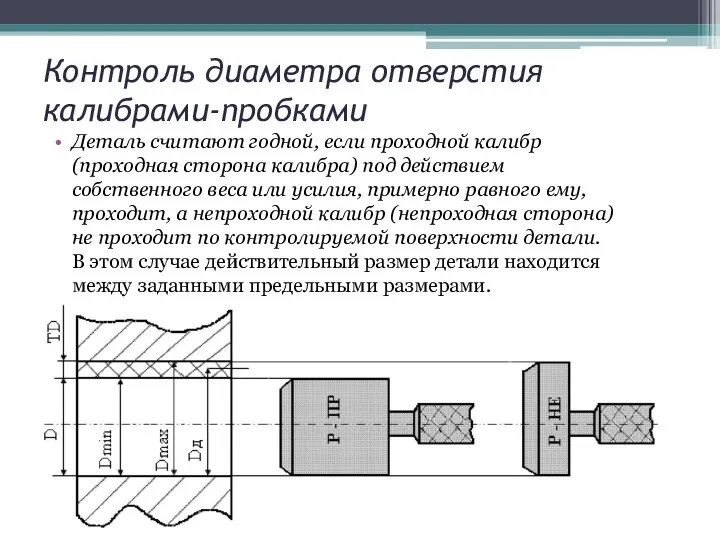
Контроль диаметра отверстия калибрами-пробками
Деталь считают годной, если проходной калибр (проходная сторона
Контроль диаметра отверстия калибрами-пробками
Деталь считают годной, если проходной калибр (проходная сторона

Проходной калибр-пробка(Р–ПР) Непроходной калибр-пробка(Р–НЕ) Двухсторонний калибр-пробка
Проходной калибр-пробка(Р–ПР) Непроходной калибр-пробка(Р–НЕ) Двухсторонний калибр-пробка
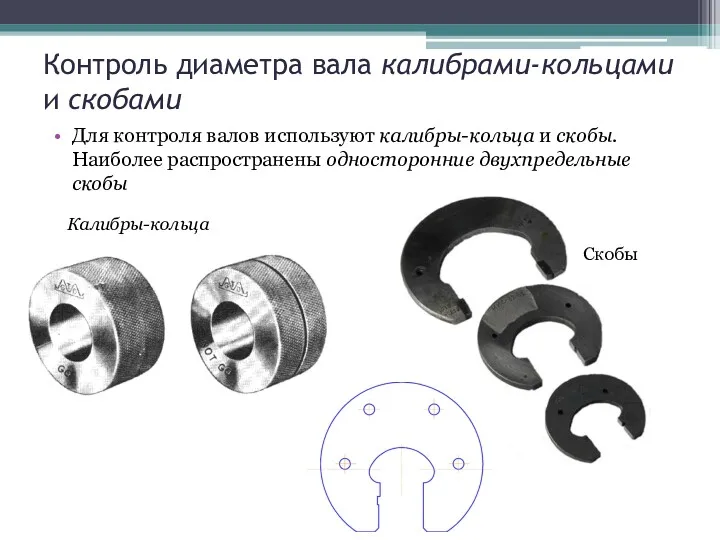
Контроль диаметра вала калибрами-кольцами и скобами
Для контроля валов используют калибры-кольца и
Контроль диаметра вала калибрами-кольцами и скобами
Для контроля валов используют калибры-кольца и

Применяют также регулируемые скобы, которые можно настраивать на разные размеры, что
Применяют также регулируемые скобы, которые можно настраивать на разные размеры, что
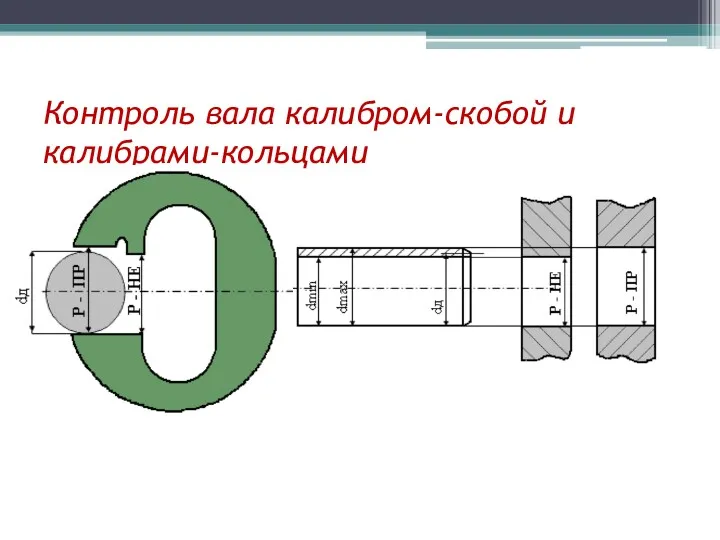
Контроль вала калибром-скобой и калибрами-кольцами
Контроль вала калибром-скобой и калибрами-кольцами
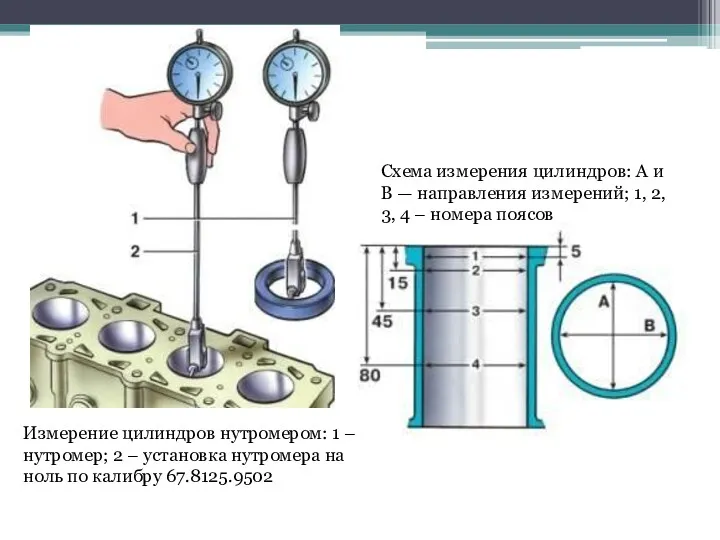
Измерение цилиндров нутромером: 1 – нутромер; 2 – установка нутромера на
Измерение цилиндров нутромером: 1 – нутромер; 2 – установка нутромера на
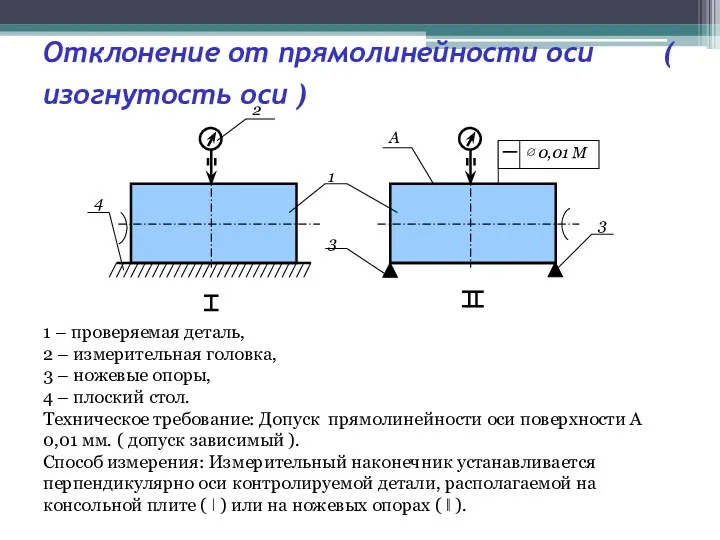
Отклонение от прямолинейности оси ( изогнутость оси )
3
3
1
А
2
4
∅ 0,01 М
1
Отклонение от прямолинейности оси ( изогнутость оси )
3
3
1
А
2
4
∅ 0,01 М
1

Допуски формы и расположения и их условные знаки
Допуски формы и расположения и их условные знаки
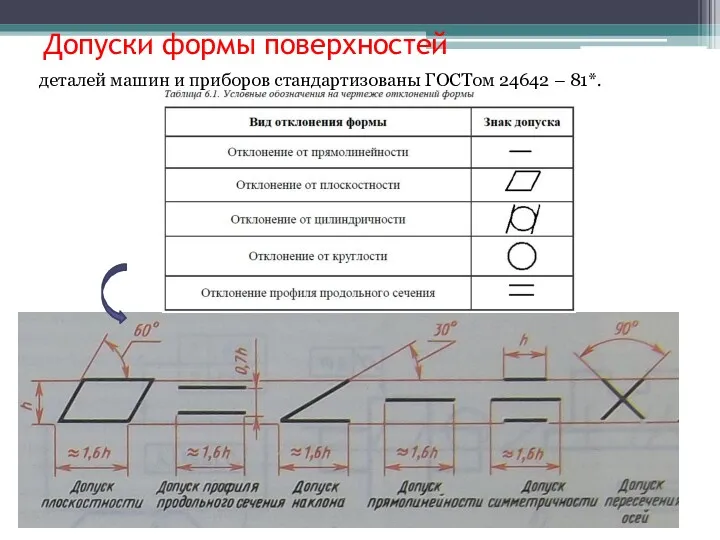
Допуски формы поверхностей
деталей машин и приборов стандартизованы ГОСТом 24642 – 81*.
Допуски формы поверхностей
деталей машин и приборов стандартизованы ГОСТом 24642 – 81*.
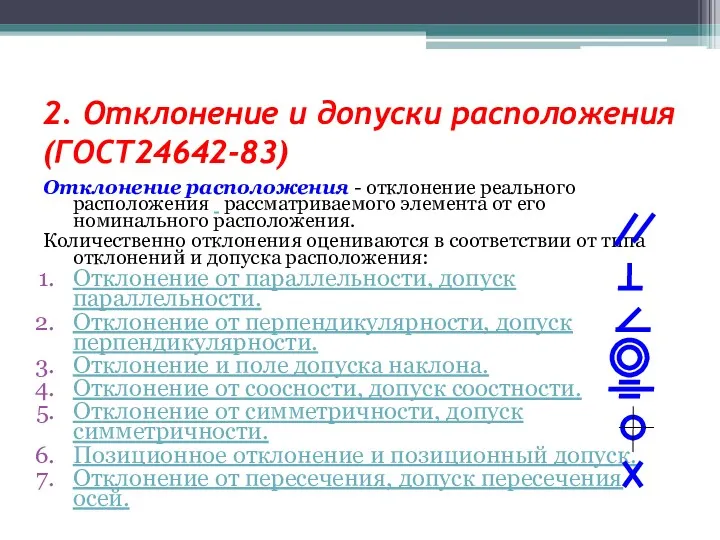
2. Отклонение и допуски расположения (ГОСТ24642-83)
Отклонение расположения - отклонение реального расположения
2. Отклонение и допуски расположения (ГОСТ24642-83)
Отклонение расположения - отклонение реального расположения
Суммарные допуски формы и расположения поверхностей (ГОСТ24642-83)
Суммарный допуск формы и расположения
Суммарные допуски формы и расположения поверхностей (ГОСТ24642-83)
Суммарный допуск формы и расположения
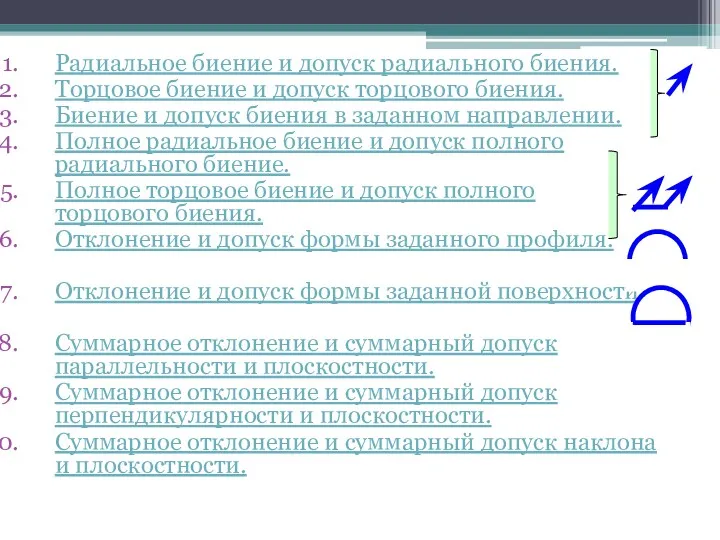
Радиальное биение и допуск радиального биения.
Торцовое биение и допуск торцового биения.
Биение
Радиальное биение и допуск радиального биения.
Торцовое биение и допуск торцового биения.
Биение
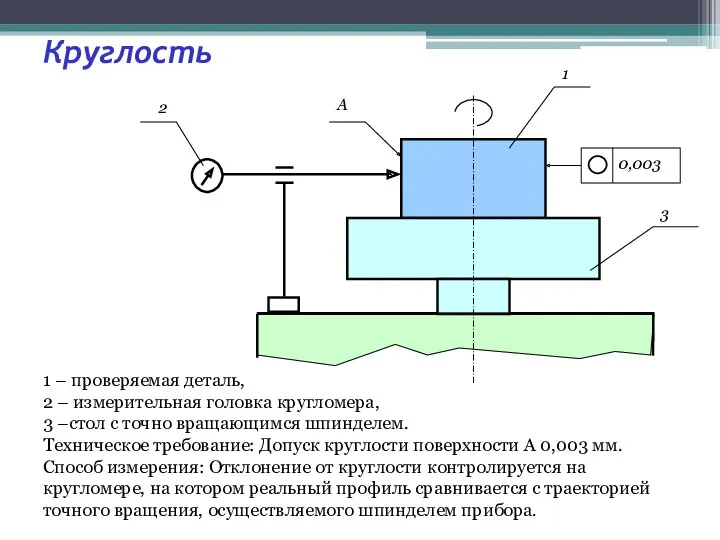
Круглость
1 – проверяемая деталь,
2 – измерительная головка кругломера,
3 –стол с
Круглость
1 – проверяемая деталь,
2 – измерительная головка кругломера,
3 –стол с
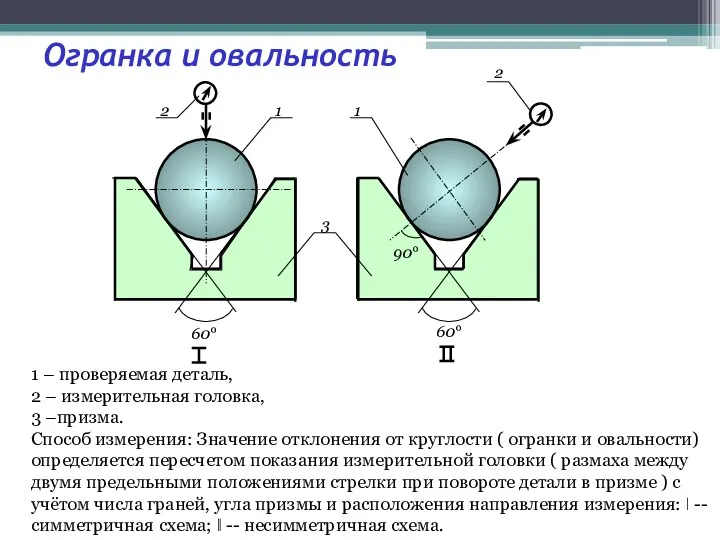
Огранка и овальность
2
1 – проверяемая деталь,
2 – измерительная головка,
3 –призма.
Способ
Огранка и овальность
2
1 – проверяемая деталь,
2 – измерительная головка,
3 –призма.
Способ
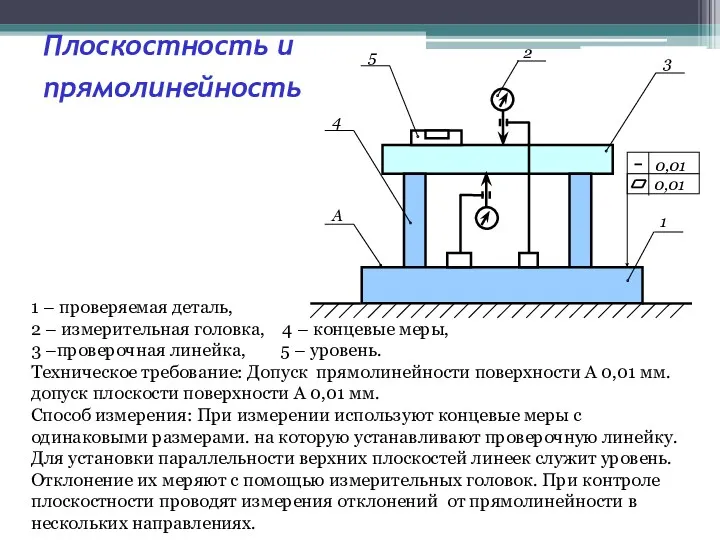
Плоскостность и прямолинейность
1 – проверяемая деталь,
2 – измерительная головка, 4
Плоскостность и прямолинейность
1 – проверяемая деталь,
2 – измерительная головка, 4
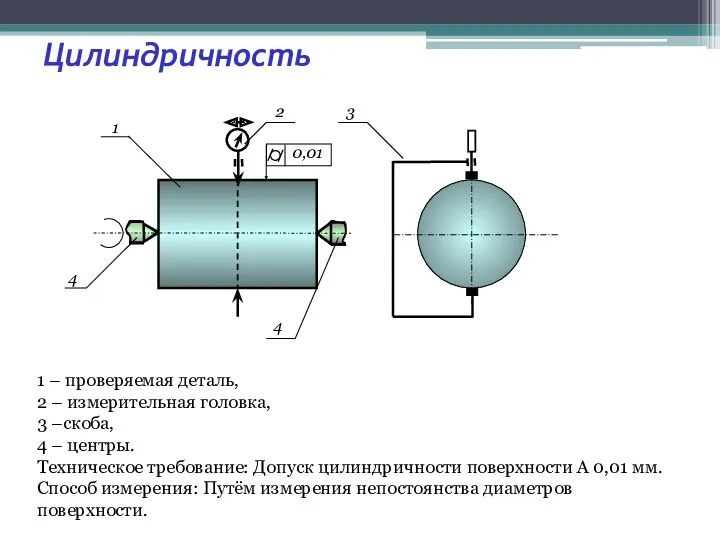
Цилиндричность
1 – проверяемая деталь,
2 – измерительная головка,
3 –скоба,
4 – центры.
Техническое
Цилиндричность
1 – проверяемая деталь,
2 – измерительная головка,
3 –скоба,
4 – центры.
Техническое
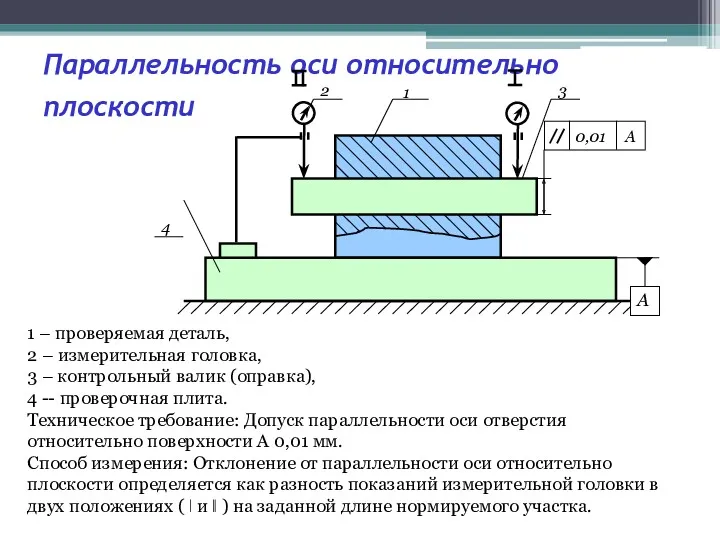
Параллельность оси относительно плоскости
4
1 – проверяемая деталь,
2 – измерительная головка,
3
Параллельность оси относительно плоскости
4
1 – проверяемая деталь,
2 – измерительная головка,
3
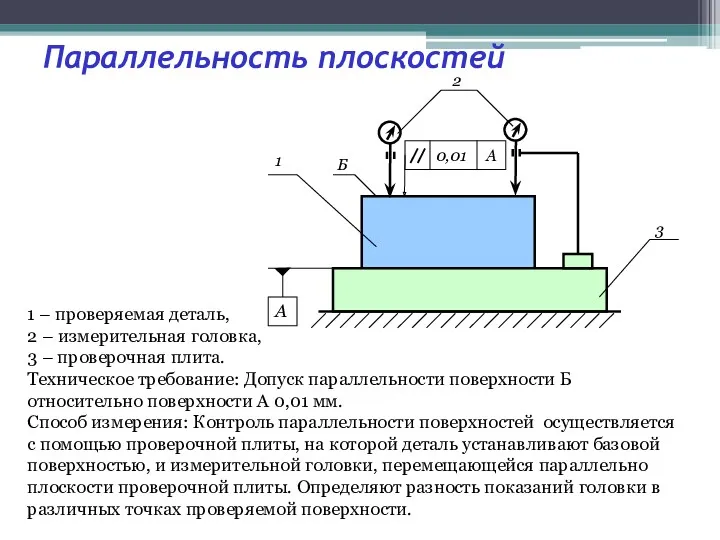
Параллельность плоскостей
1 – проверяемая деталь,
2 – измерительная головка,
3 – проверочная
Параллельность плоскостей
1 – проверяемая деталь,
2 – измерительная головка,
3 – проверочная
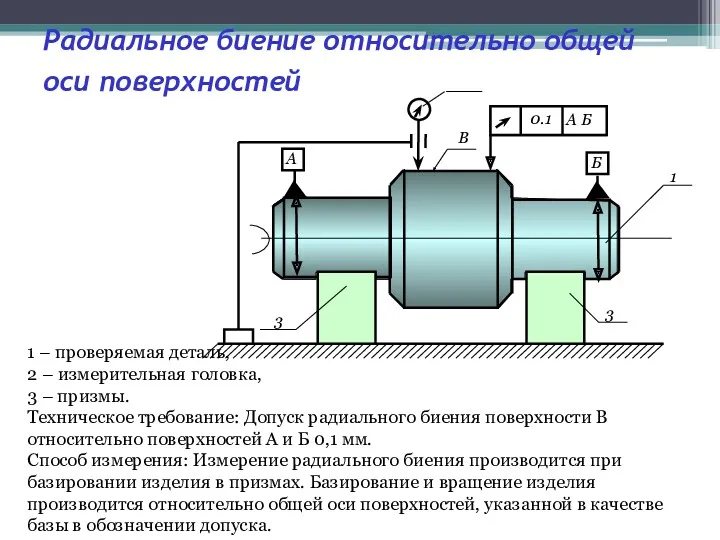
Радиальное биение относительно общей оси поверхностей
1 – проверяемая деталь,
2 –
Радиальное биение относительно общей оси поверхностей
1 – проверяемая деталь,
2 –
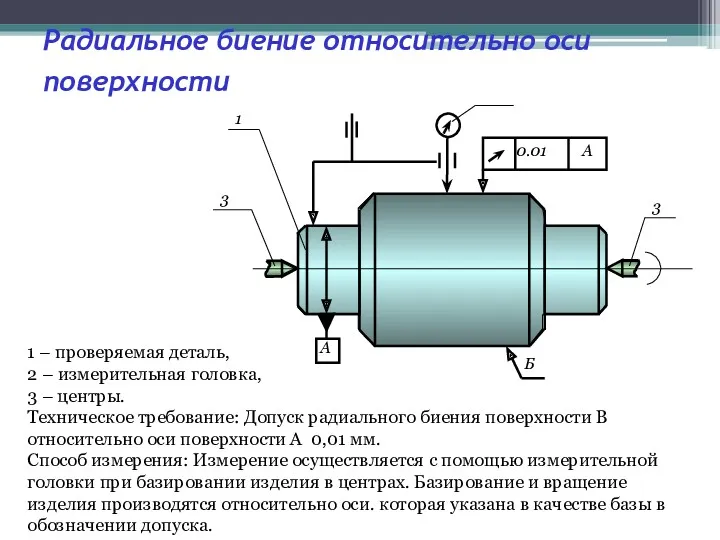
Радиальное биение относительно оси поверхности
1 – проверяемая деталь,
2 – измерительная
Радиальное биение относительно оси поверхности
1 – проверяемая деталь,
2 – измерительная
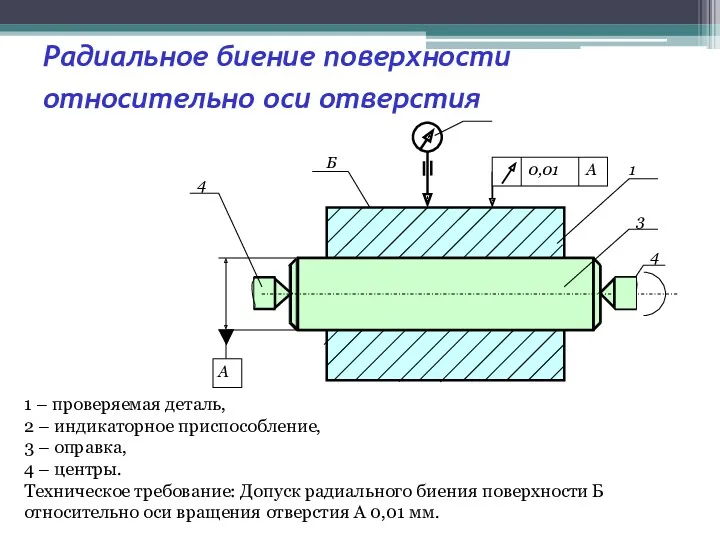
Радиальное биение поверхности относительно оси отверстия
Б
4
1
3
4
А
0,01
А
1 – проверяемая деталь,
2 –
Радиальное биение поверхности относительно оси отверстия
Б
4
1
3
4
А
0,01
А
1 – проверяемая деталь,
2 –
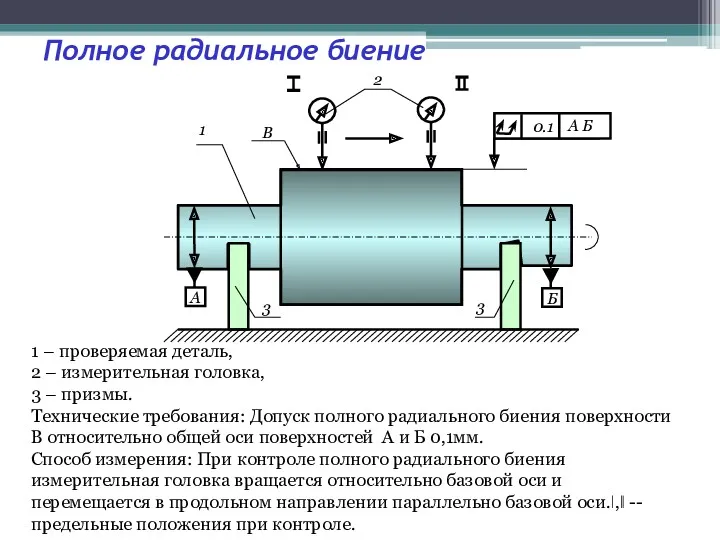
Полное радиальное биение
1 – проверяемая деталь,
2 – измерительная головка,
3 –
Полное радиальное биение
1 – проверяемая деталь,
2 – измерительная головка,
3 –
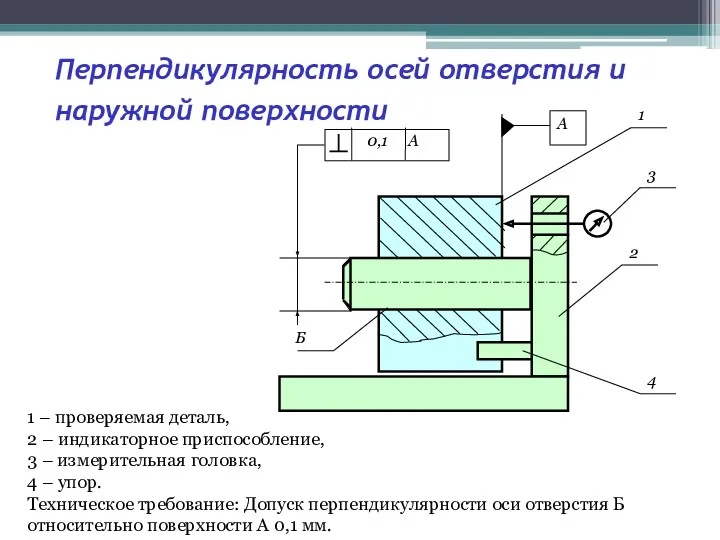
Перпендикулярность осей отверстия и наружной поверхности
1 – проверяемая деталь,
2 –
Перпендикулярность осей отверстия и наружной поверхности
1 – проверяемая деталь,
2 –

Перпендикулярность отверстия относительно плоскости
1 – проверяемая деталь,
2 – измерительная головка,
3
Перпендикулярность отверстия относительно плоскости
1 – проверяемая деталь,
2 – измерительная головка,
3
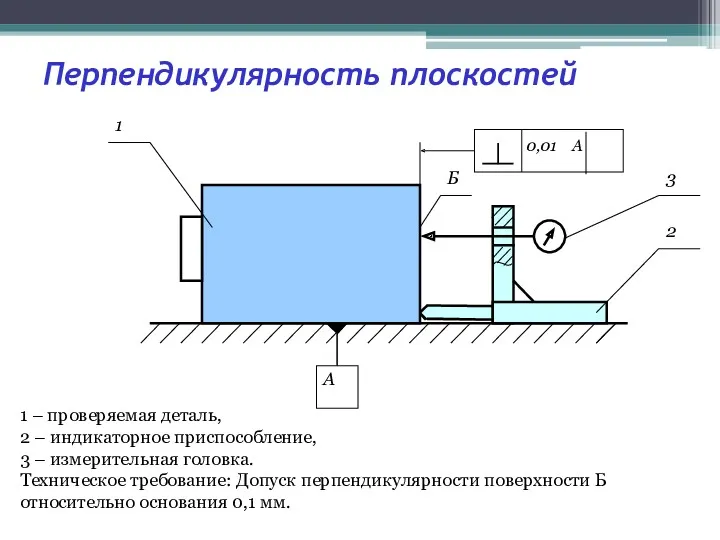
Перпендикулярность плоскостей
1 – проверяемая деталь,
2 – индикаторное приспособление,
3 – измерительная
Перпендикулярность плоскостей
1 – проверяемая деталь,
2 – индикаторное приспособление,
3 – измерительная
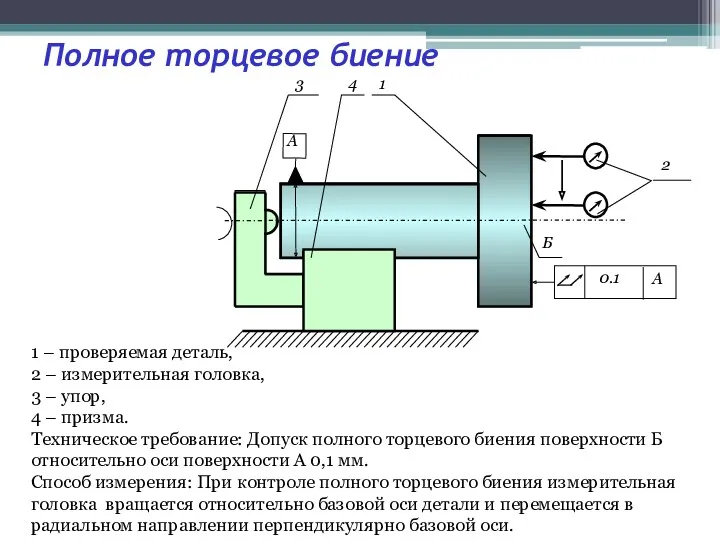
Полное торцевое биение
1 – проверяемая деталь,
2 – измерительная головка,
3 –
Полное торцевое биение
1 – проверяемая деталь,
2 – измерительная головка,
3 –
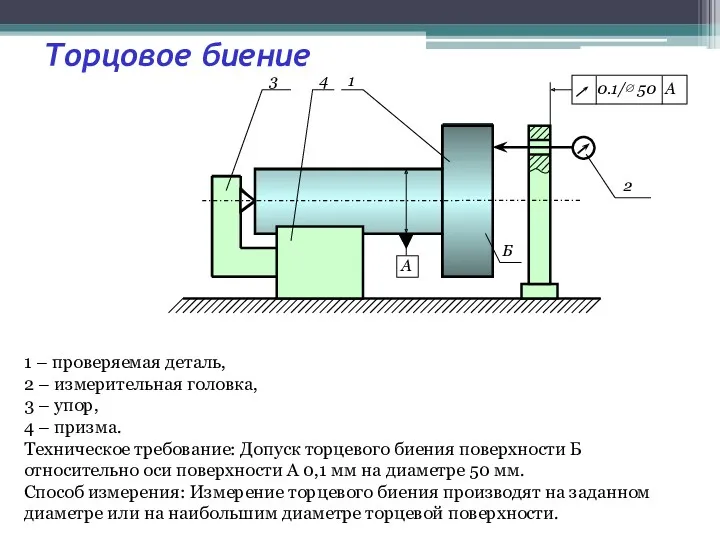
Торцовое биение
1 – проверяемая деталь,
2 – измерительная головка,
3 – упор,
4
Торцовое биение
1 – проверяемая деталь,
2 – измерительная головка,
3 – упор,
4
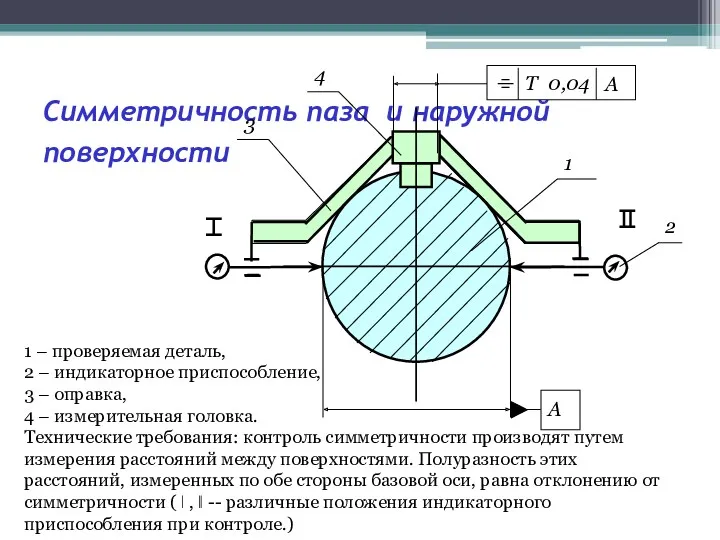
Симметричность паза и наружной поверхности
1 – проверяемая деталь,
2 – индикаторное
Симметричность паза и наружной поверхности
1 – проверяемая деталь,
2 – индикаторное
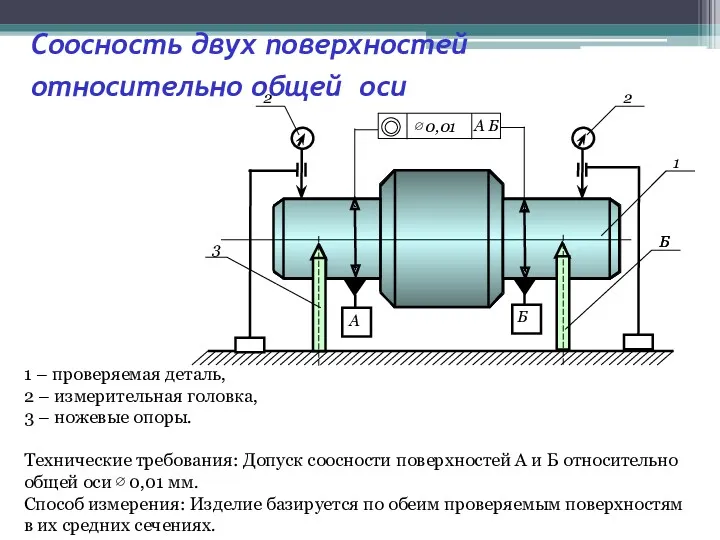
Соосность двух поверхностей относительно общей оси
1 – проверяемая деталь,
2 –
Соосность двух поверхностей относительно общей оси
1 – проверяемая деталь,
2 –
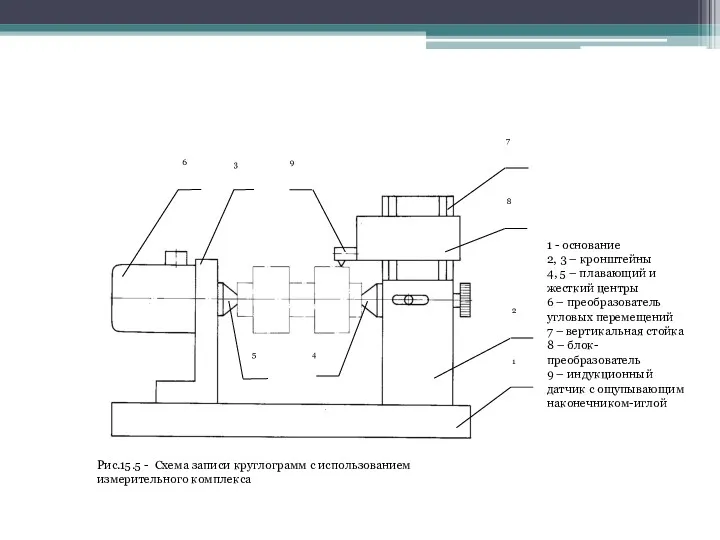
1 - основание
2, 3 – кронштейны
4, 5 – плавающий и жесткий
1 - основание
2, 3 – кронштейны
4, 5 – плавающий и жесткий
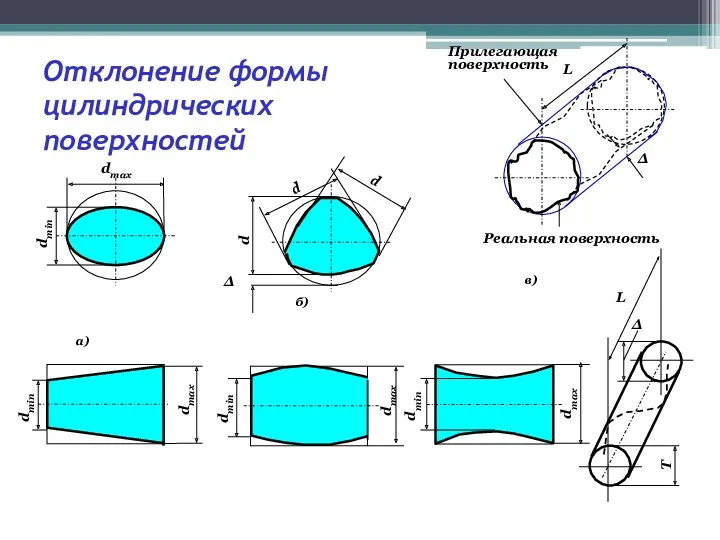
Отклонение формы цилиндрических поверхностей
Реальная поверхность
Прилегающая поверхность
L
Δ
T
Δ
L
dmin
dmax
dmin
dmin
dmax
dmax
Δ
dmin
dmax
d
d
d
a)
б)
в)
Отклонение формы цилиндрических поверхностей
Реальная поверхность
Прилегающая поверхность
L
Δ
T
Δ
L
dmin
dmax
dmin
dmin
dmax
dmax
Δ
dmin
dmax
d
d
d
a)
б)
в)
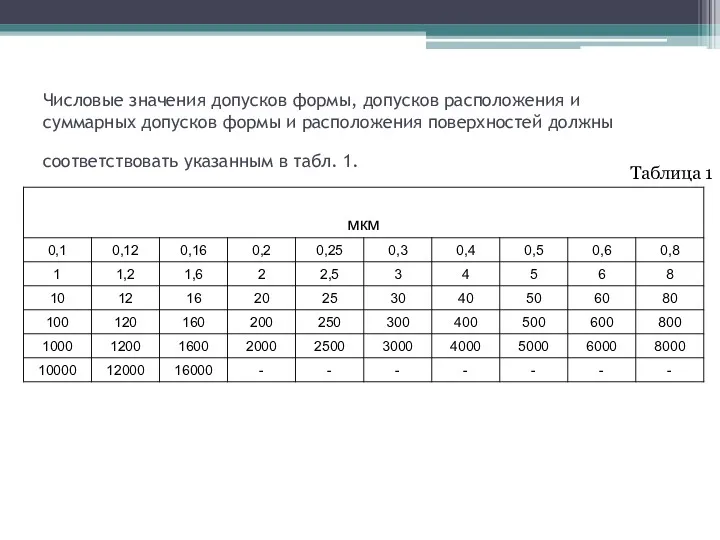
Числовые значения допусков формы, допусков расположения и суммарных допусков формы и
Числовые значения допусков формы, допусков расположения и суммарных допусков формы и
Мерительный инструмент
При измерительном контроле применяют следующие инструменты, которые могут входить в
Мерительный инструмент
При измерительном контроле применяют следующие инструменты, которые могут входить в
видеоэндоскопы
видеоэндоскопы
Промышленный видеоэндоскоп – продвинутый инструмент для визуального диагностирования
Помимо наборов ВИК, для
Промышленный видеоэндоскоп – продвинутый инструмент для визуального диагностирования
Помимо наборов ВИК, для
В отличие от уже упомянутого набора ВИК, видеоэндоскоп не является средством измерения. Да, во
В отличие от уже упомянутого набора ВИК, видеоэндоскоп не является средством измерения. Да, во

Камеры современных видеоэндоскопов
Камеры располагаются в дистальной части зондов. Зонды, помимо своей
Камеры современных видеоэндоскопов
Камеры располагаются в дистальной части зондов. Зонды, помимо своей

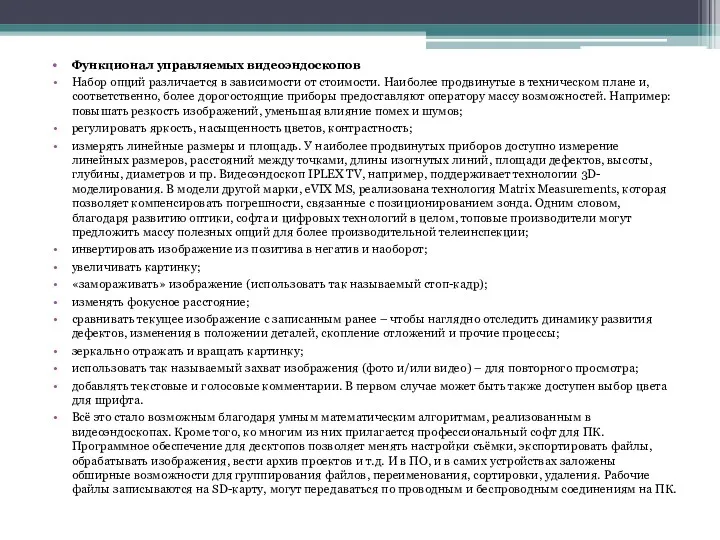
Функционал управляемых видеоэндоскопов
Набор опций различается в зависимости от стоимости. Наиболее продвинутые
Функционал управляемых видеоэндоскопов
Набор опций различается в зависимости от стоимости. Наиболее продвинутые
 Паровая турбина. КПД теплового двигателя
Паровая турбина. КПД теплового двигателя Зубчатая передача электровоза ВЛ85
Зубчатая передача электровоза ВЛ85 Электризация тел. Два рода зарядов
Электризация тел. Два рода зарядов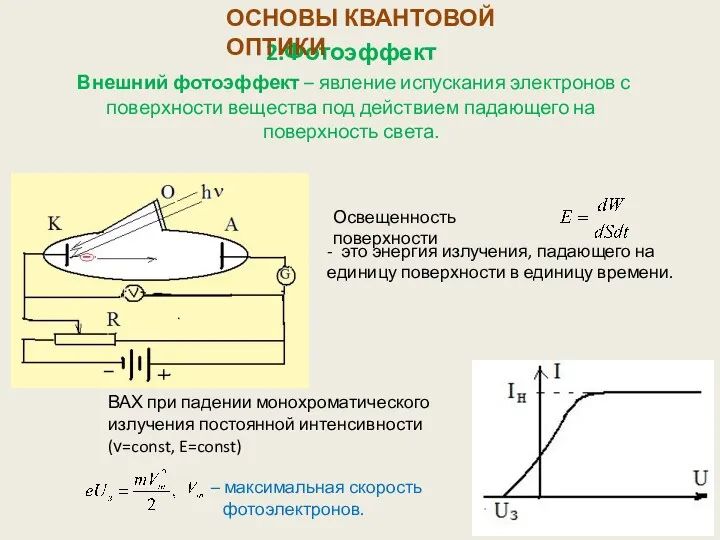 Основы квантовой оптики. Фотоэффект
Основы квантовой оптики. Фотоэффект Физические свойства зерна
Физические свойства зерна Мореходные качества судна
Мореходные качества судна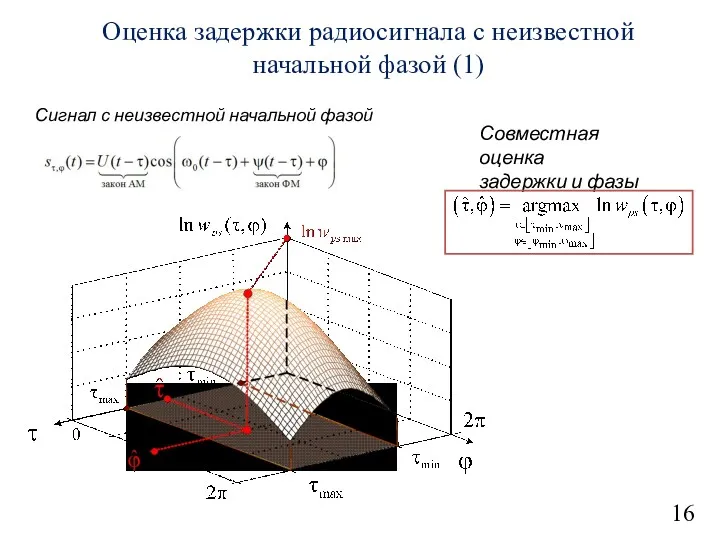 Оценка задержки радиосигнала с неизвестной начальной фазой
Оценка задержки радиосигнала с неизвестной начальной фазой Презентация по физике в 11 классе по теме Физическая природа планет солнечной системы. Уран.
Презентация по физике в 11 классе по теме Физическая природа планет солнечной системы. Уран. Техногенные опасности. Статическое электричество. Лазерное излучение
Техногенные опасности. Статическое электричество. Лазерное излучение Механическая мощность. Физика 7 класс
Механическая мощность. Физика 7 класс Открытие нейтрона
Открытие нейтрона Кинематика движения материальной точки
Кинематика движения материальной точки Основные детали (КШМ) кривошипно шатунного механизма. Устройство, смазка. Тема 2.5. Урок 10
Основные детали (КШМ) кривошипно шатунного механизма. Устройство, смазка. Тема 2.5. Урок 10 Эл. ток в металлах. Действие и направление эл. тока 8 класс
Эл. ток в металлах. Действие и направление эл. тока 8 класс Строение атома
Строение атома Электрический ток и его использование (8 класс)
Электрический ток и его использование (8 класс) Первый закон Ньютона
Первый закон Ньютона Электромагнитная картина мира
Электромагнитная картина мира Конструкция автомобиля. Сцепление
Конструкция автомобиля. Сцепление ФИЗИКА 8 класс Изменение агрегатных состояний вещества
ФИЗИКА 8 класс Изменение агрегатных состояний вещества Основные положения спектроскопии
Основные положения спектроскопии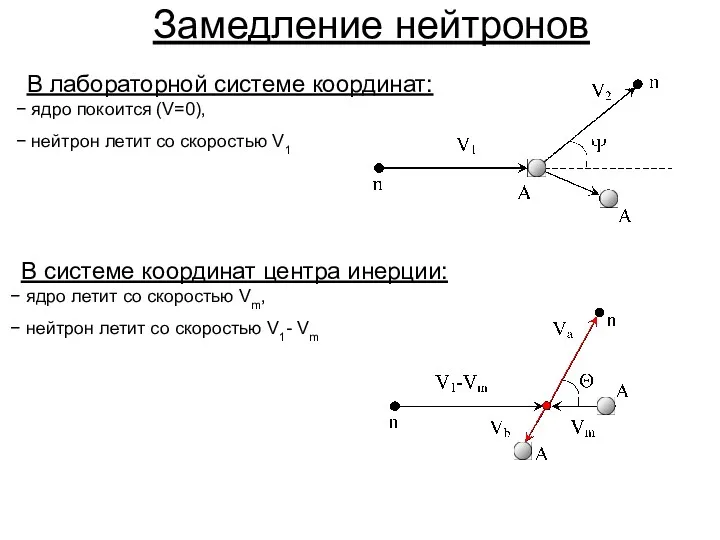 Замедление нейтронов
Замедление нейтронов Миға шабуыл. Кванттық физика. Жылулық сәулелену
Миға шабуыл. Кванттық физика. Жылулық сәулелену Урок по физике на тему:Инерция и инертность
Урок по физике на тему:Инерция и инертность Состав ядра. Ядерные силы
Состав ядра. Ядерные силы Динамика. Законы Ньютона
Динамика. Законы Ньютона Функціональні матеріали для високоенергетичної електроніки
Функціональні матеріали для високоенергетичної електроніки Физические основы магнитопорошкового метода контроля
Физические основы магнитопорошкового метода контроля