- Сварка металлических конструкций. Лекция №13. Работа и расчет сварных соединений

Содержание
- 2. 13.1 Работа и расчет комбинированных соединений Рисунок 13.1 Стыковые швы растянутых элементов иногда усиливают накладками (рис.13.1),
- 3. Усилие в накладке Nн=Ааσ должно быть воспринято приваркой накладки, откуда можно определить требуемую длину угловых швов,
- 4. Вибрационная прочность К-образных швов выше ,чем у обычных угловых, и ниже, чем у стыковых. Такую же
- 5. 13.3 Конструктивные требования к сварным соединениям В конструкциях со сварными соединениями при применении механизированной сварки, необходимо
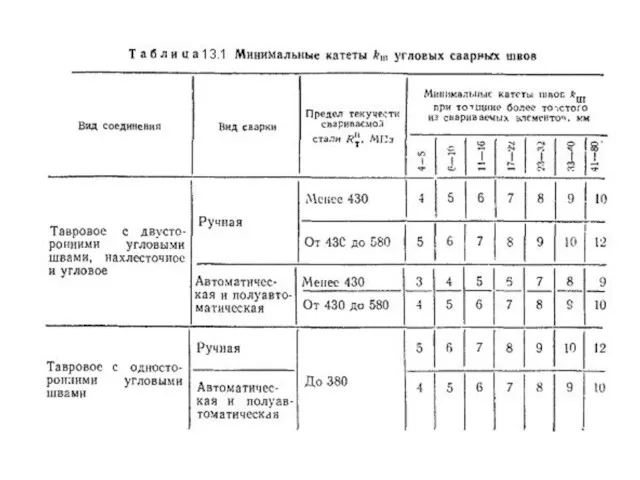
- 6. Чтобы уменьшить сварочные напряжения и деформации, следует стремиться к наименьшему объему сварки в конструкции, применяя швы
- 9. Скачать презентацию
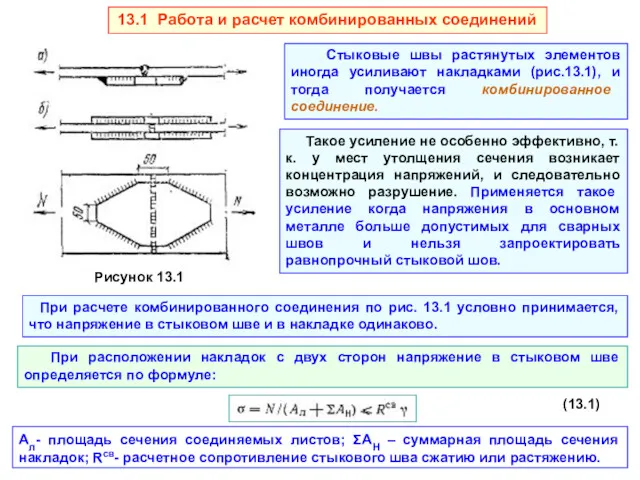
13.1 Работа и расчет комбинированных соединений
Рисунок 13.1
Стыковые швы растянутых
13.1 Работа и расчет комбинированных соединений
Рисунок 13.1
Стыковые швы растянутых
Усилие в накладке Nн=Ааσ должно быть воспринято приваркой накладки, откуда
Усилие в накладке Nн=Ааσ должно быть воспринято приваркой накладки, откуда
Вибрационная прочность К-образных швов выше ,чем у обычных угловых, и
Вибрационная прочность К-образных швов выше ,чем у обычных угловых, и
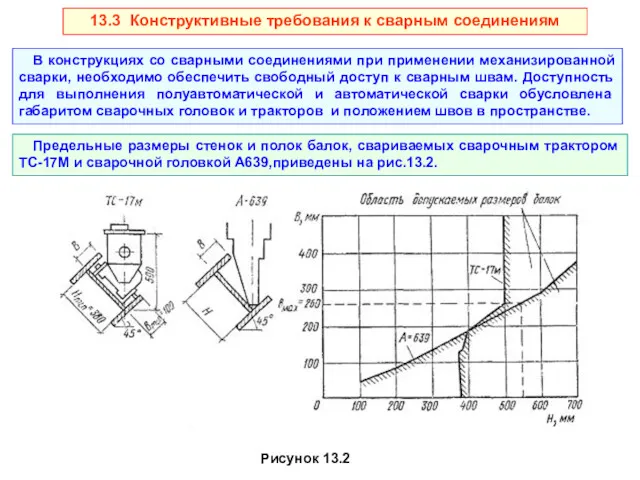
13.3 Конструктивные требования к сварным соединениям
В конструкциях со сварными соединениями
13.3 Конструктивные требования к сварным соединениям
В конструкциях со сварными соединениями
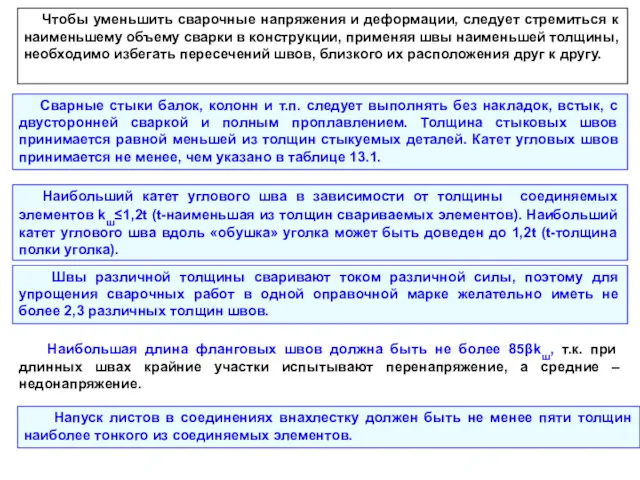
Чтобы уменьшить сварочные напряжения и деформации, следует стремиться к наименьшему
Чтобы уменьшить сварочные напряжения и деформации, следует стремиться к наименьшему
 Закон Ома для полной цепи
Закон Ома для полной цепи презентация к уроку Плавление и отвердевание кристаллических тел по теме Изменение агрегатных состояний вещеста
презентация к уроку Плавление и отвердевание кристаллических тел по теме Изменение агрегатных состояний вещеста Презентация к уроку по физике 7 класс . Тема: Сила трения.
Презентация к уроку по физике 7 класс . Тема: Сила трения. Проектирование СТО для легковых автомобилей с функцией дополнительных услуг, нанесение жидкого стекла
Проектирование СТО для легковых автомобилей с функцией дополнительных услуг, нанесение жидкого стекла Ремонт автомобилей. Техническое нормирование ремонтных (ручных) работ. (Тема 5.3)
Ремонт автомобилей. Техническое нормирование ремонтных (ручных) работ. (Тема 5.3) Строение атома (урок 9 класс)
Строение атома (урок 9 класс) Архимедова сила
Архимедова сила Електричні апарати. Тестові запитання
Електричні апарати. Тестові запитання урок по теме Импульс тела. Закон сохранения импульса
урок по теме Импульс тела. Закон сохранения импульса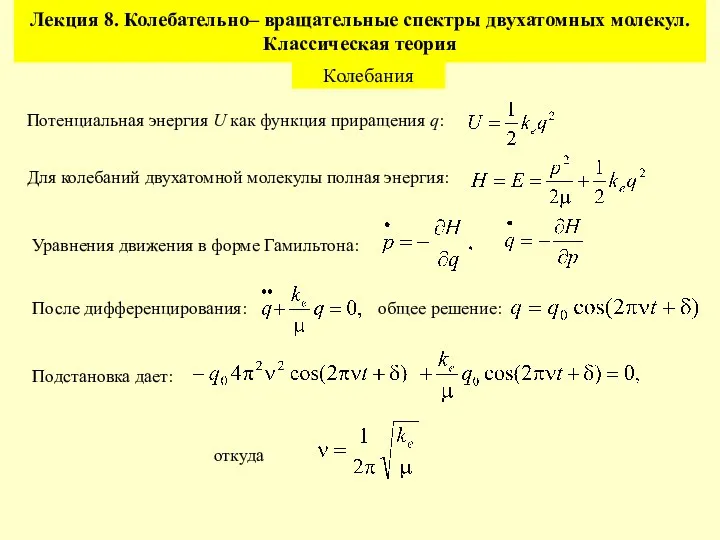 Колебательно– вращательные спектры двухатомных молекул. Классическая теория
Колебательно– вращательные спектры двухатомных молекул. Классическая теория авторская программа Средства связи
авторская программа Средства связи Презентация к уроку по теме Явление электромагнитной индукции
Презентация к уроку по теме Явление электромагнитной индукции Оценки теоретической прочности. Вектор Бюргерса. Модели кристаллических решеток
Оценки теоретической прочности. Вектор Бюргерса. Модели кристаллических решеток Источники звука и звуковые колебания
Источники звука и звуковые колебания вов 2
вов 2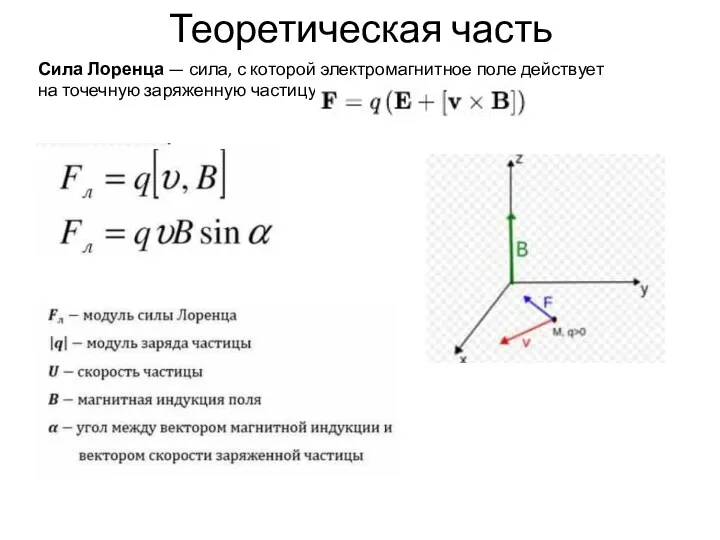 Сила Лоренца. Теоретическая часть
Сила Лоренца. Теоретическая часть Главные передачи. Назначение, конструкции
Главные передачи. Назначение, конструкции Реактивное движение
Реактивное движение Теплопроводность через плоскую стенку
Теплопроводность через плоскую стенку Призначення, технічна характеристика, загальна будова системи живлення двигуна УТД-20С1 паливом
Призначення, технічна характеристика, загальна будова системи живлення двигуна УТД-20С1 паливом Нормативные материалы по испытаниям автомобиля
Нормативные материалы по испытаниям автомобиля Физика. Сила. Законы Ньютона
Физика. Сила. Законы Ньютона Электрический ток в металлах
Электрический ток в металлах Солнечная радиация как альтернативный источник энергии. Способы получения энергии
Солнечная радиация как альтернативный источник энергии. Способы получения энергии Экспериментальные методы исследования частиц. Ядерная физика. 9 класс
Экспериментальные методы исследования частиц. Ядерная физика. 9 класс Люминесцентная спектроскопия
Люминесцентная спектроскопия Коробка передач на ВАЗ-2106
Коробка передач на ВАЗ-2106 Общественному смотр знаний в 9классе по разделу Механика.
Общественному смотр знаний в 9классе по разделу Механика.