- Ремонт автомобилей. Техническое нормирование ремонтных (ручных) работ. (Тема 5.3)

Содержание
- 2. Нормирование сварочных работ. Ручная электродуговая сварка и наплавка. Пример расчёта 1 Расчёт технологических операций Операция –
- 3. где G – вес наплавляемого металла, г; G = F Ɩ p = 0,24∙1,5∙8,3 =2,99 г,
- 4. Дальнейшие расчёты выполняются аналогично расчётам станочных работ с применением нормировочных таблиц для сварочных работ [2].
- 5. Нормирование слесарных работ. Нормируемые слесарные работы: 1 Опиливание кромок и фасок 2 Сверление отверстий электрической или
- 6. 1 Расчёт штучного времени Тшт= t/оп + tву + tд, где t/оп – неполное оперативное время,
- 7. Q – величина основного параметра (общая длина, площадь и т.д.); k – общий поправочный коэффициент, учитывающий
- 8. Вспомогательное, дополнительное и подготовительно-заключительное время назначают по нормирочным таблицам.
- 9. Нормирование разборочно-сборочных работ производится аналогично нормированию слесарных работ. Неполное оперативное время рассчитывается для каждой сборочной операции
- 26. Скачать презентацию
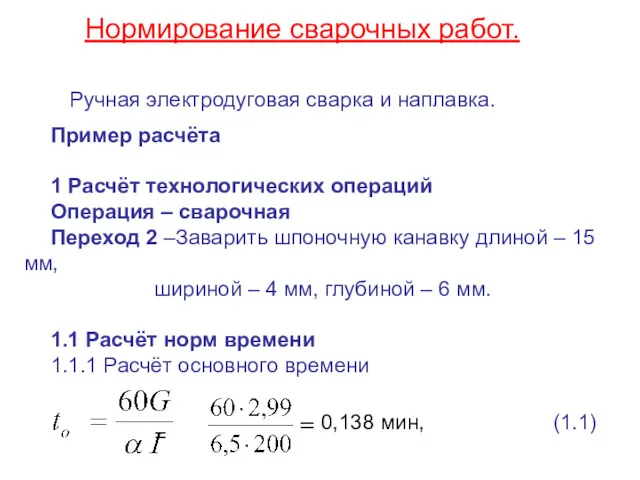
Нормирование сварочных работ. Ручная электродуговая сварка и наплавка.
Пример расчёта
1 Расчёт
Нормирование сварочных работ. Ручная электродуговая сварка и наплавка.
Пример расчёта
1 Расчёт
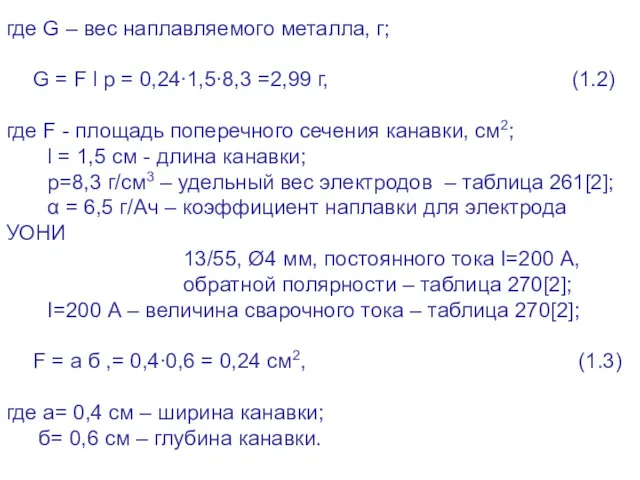
где G – вес наплавляемого металла, г;
G = F Ɩ
где G – вес наплавляемого металла, г;
G = F Ɩ
![Дальнейшие расчёты выполняются аналогично расчётам станочных работ с применением нормировочных таблиц для сварочных работ [2].](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/136048/slide-3.jpg)
Дальнейшие расчёты выполняются аналогично расчётам станочных работ с применением нормировочных
Дальнейшие расчёты выполняются аналогично расчётам станочных работ с применением нормировочных
Нормирование слесарных работ.
Нормируемые слесарные работы:
1 Опиливание кромок и
Нормирование слесарных работ.
Нормируемые слесарные работы:
1 Опиливание кромок и
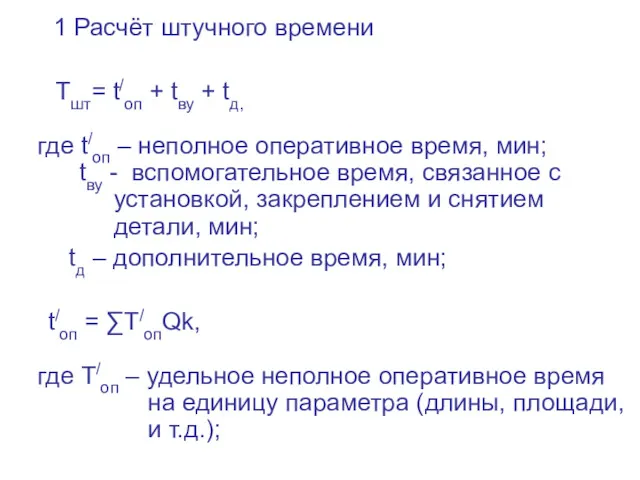
1 Расчёт штучного времени
Тшт= t/оп + tву + tд,
1 Расчёт штучного времени
Тшт= t/оп + tву + tд,
Q – величина основного параметра (общая длина, площадь и т.д.);
Q – величина основного параметра (общая длина, площадь и т.д.);
Вспомогательное, дополнительное и подготовительно-заключительное время назначают по нормирочным таблицам.
Вспомогательное, дополнительное и подготовительно-заключительное время назначают по нормирочным таблицам.
Нормирование разборочно-сборочных работ производится аналогично нормированию слесарных работ.
Неполное оперативное
Нормирование разборочно-сборочных работ производится аналогично нормированию слесарных работ.
Неполное оперативное













 Сферические зеркала. Построение изображений
Сферические зеркала. Построение изображений Призначення, технічна характеристика, загальна будова системи живлення двигуна УТД-20С1 паливом
Призначення, технічна характеристика, загальна будова системи живлення двигуна УТД-20С1 паливом Раздел №3. Тема №8. Лекция №40. Основные положения по выполнению работ на авиационной технике
Раздел №3. Тема №8. Лекция №40. Основные положения по выполнению работ на авиационной технике Захватные устройства
Захватные устройства Момент инерции. Теорема Штейнера. Кинетическая энергия вращательного движения твердого тела. (Лекция 5)
Момент инерции. Теорема Штейнера. Кинетическая энергия вращательного движения твердого тела. (Лекция 5) Молекулярная физика и термодинамика
Молекулярная физика и термодинамика Реактивная ступень – турбина в которой процесс расширения пара происходит как в сопловых, так и в рабочих каналах
Реактивная ступень – турбина в которой процесс расширения пара происходит как в сопловых, так и в рабочих каналах История создания швейной машинки
История создания швейной машинки Неравномерное плавно изменяющееся движение воды в нецилиндрических искусственных руслах. Схема открытого русла
Неравномерное плавно изменяющееся движение воды в нецилиндрических искусственных руслах. Схема открытого русла Техническая термодинамика. Термодинамичекие потенциалы, эффект Джоуля-Томсона
Техническая термодинамика. Термодинамичекие потенциалы, эффект Джоуля-Томсона Электронная спектроскопия
Электронная спектроскопия Равномерное движение по окружности
Равномерное движение по окружности Презентация к уроку по теме Внутренняя энергия и способы ее изменения 8класс
Презентация к уроку по теме Внутренняя энергия и способы ее изменения 8класс ВКР: Модернизация трансмиссии УАЗ-3163 Патриот с целью повышения технико-эксплуатационных характеристик
ВКР: Модернизация трансмиссии УАЗ-3163 Патриот с целью повышения технико-эксплуатационных характеристик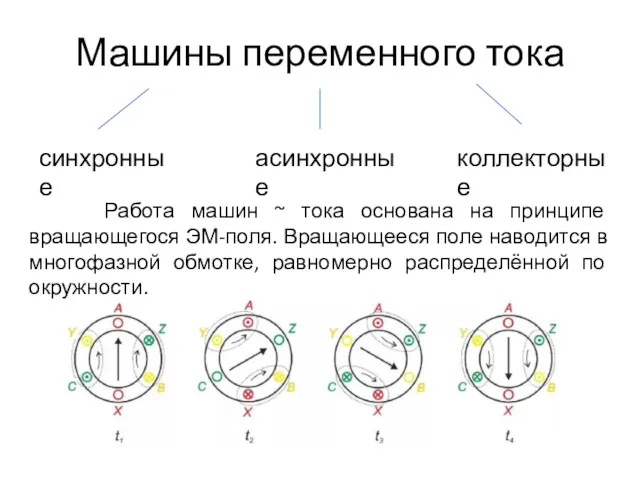 Электрические машины. Машины переменного тока. Лекция №1
Электрические машины. Машины переменного тока. Лекция №1 Цилиндрические зубчатые передачи
Цилиндрические зубчатые передачи Плавление и отвердевание кристаллических тел. Качественные задачи.
Плавление и отвердевание кристаллических тел. Качественные задачи. Ядерный реактор
Ядерный реактор Потенциальная энергия заряженного тела в однородном электростатическом поле. Потенциал. Разность потенциалов
Потенциальная энергия заряженного тела в однородном электростатическом поле. Потенциал. Разность потенциалов 10 класс Презентация по физике на тему Транзисторы
10 класс Презентация по физике на тему Транзисторы Релятивистская механика
Релятивистская механика Сила упругости. Сила трения. Урок №10
Сила упругости. Сила трения. Урок №10 Информационный материал для стенда в кабинет физики
Информационный материал для стенда в кабинет физики Інтерференція та дифракція світла
Інтерференція та дифракція світла Внутреннняя энергия
Внутреннняя энергия Электрический ток в газах
Электрический ток в газах Основы теории передачи теплоты. Основные понятия и определения, механизмы переноса тепла. Теплопроводность
Основы теории передачи теплоты. Основные понятия и определения, механизмы переноса тепла. Теплопроводность Гидравлика жөнінде жалпы мәліметтер
Гидравлика жөнінде жалпы мәліметтер