- Szkolenie operatorów - wstępne / Школення операторів - вступне

Содержание
- 2. Prezentacja Zakładu, produktów i klientów Plant tour Procedura startu produkcji Postępowanie z wyrobem niezgodnym Warsztaty na
- 3. Презентація Закладу, продукту і клієнтів Екскурсія по виробничій залі Процедура початку виробництва Поведінка з виробами несумісними
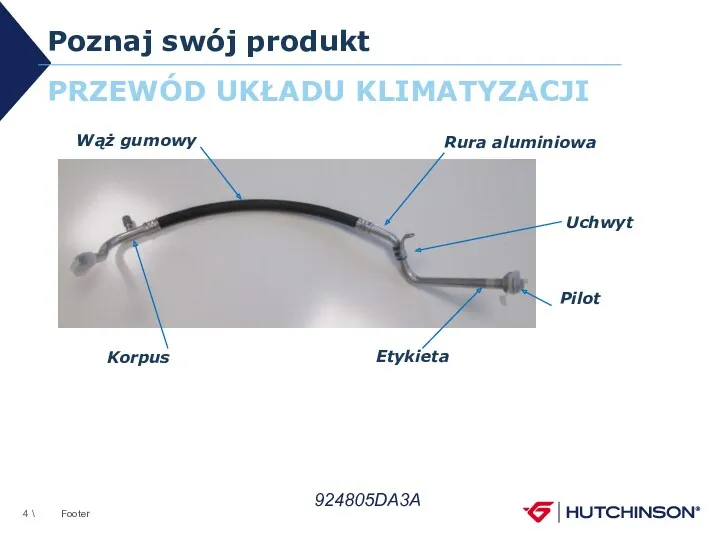
- 4. Footer \ Poznaj swój produkt PRZEWÓD UKŁADU KLIMATYZACJI 924805DA3A Wąż gumowy Rura aluminiowa Pilot Uchwyt Korpus
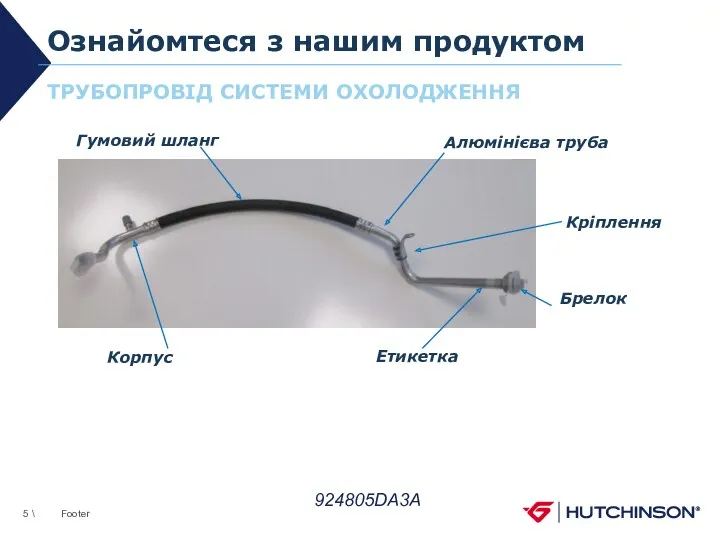
- 5. Footer \ Ознайомтеся з нашим продуктом ТРУБОПРОВІД СИСТЕМИ ОХОЛОДЖЕННЯ 924805DA3A Гумовий шланг Алюмінієва труба Брелок Кріплення
- 6. Przewody wspomagania kierownicy Przewody klimatyzacji Poznaj swój produkt
- 7. Трубопроводи гідропідсилювача руля Трубопроводи для кондиціонерів Ознайомтеся з нашим продуктом
- 8. Portalegre Porto HIGH PRESSURE FLUID MANAGEMENT ACTIVITY Bielsko-Biała PLANT TOYOTA PEUGEOT CITROEN DACIA RENAULT SCANIA DAF
- 9. Footer \ QNN – Quality non-negotiable 8 zasad zarządzania jakością w zakładach Hutchinson
- 10. Footer \ QNN – Quality non-negotiable 8 принципи управління якістю на заводах Hutchinson
- 11. Utrzymanie Ruchu poziom 1 – kontrola stanu maszyny \ KROK 1 – UTRZYMANIE RUCHU P1 Należy
- 12. Техобслуговування 1 рівня – контроль стану машини \ КРОК 1 – ТЕХОБСЛУГОВУВАННЯ 1 РІВНЯ Слід підтримувати
- 13. Kiedy ? codziennie, na początku każdej zmiany Jeśli OK POTWIERDZENIE W KARCIE STARTOWEJ NOK REAKCJA ZGŁOSZENIE
- 14. Коли ? щоденно, на початку кожної зміни Якщо OK ЗАТВЕРДЖЕННЯ В КАРТІ СТАРТОВІЙ NOK РЕАКЦІЯ ПОВІДОМИТИ
- 15. KROK 2 – KARTA CZĘŚCI KARTA CZĘŚCI - CO POTRZEBUJEMY DO PRODUKCJI ?? 924805DA3A
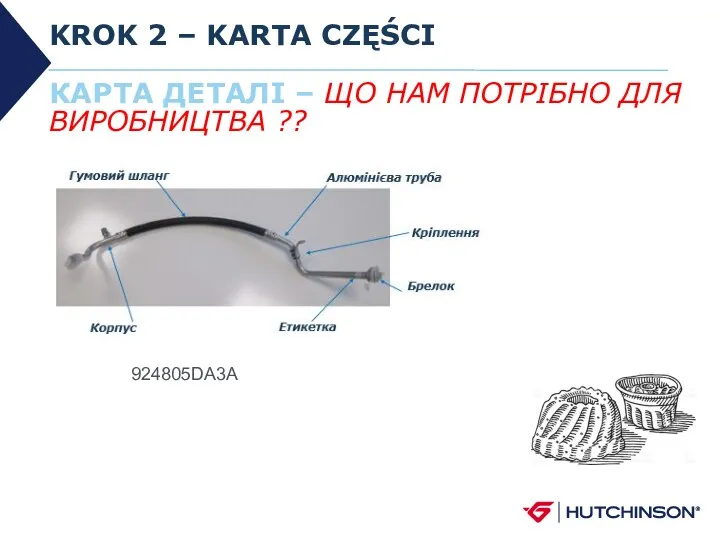
- 16. KROK 2 – KARTA CZĘŚCI КАРТА ДЕТАЛІ – ЩО НАМ ПОТРІБНО ДЛЯ ВИРОБНИЦТВА ?? 924805DA3A
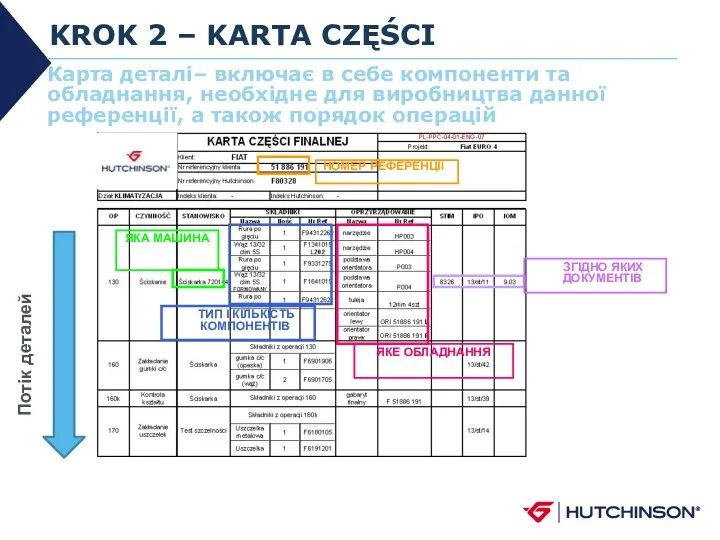
- 17. NR REFERENCJI KTÓRA MASZYNA RODZAJ I ILOŚĆ KOMPONENTÓW JAKIE OPRZYRZĄDOWANIE WEDŁUG JAKICH DOKUMENTÓW Przepływ części KROK
- 18. НОМЕР РЕФЕРЕНЦІЇ ЯКА МАШИНА ТИП І КІЛЬКІСТЬ КОМПОНЕНТІВ ЯКЕ ОБЛАДНАННЯ ЗГІДНО ЯКИХ ДОКУМЕНТІВ Потік деталей KROK
- 19. Maszyna KROK 2 – KARTA CZĘŚCI - MASZYNA Stanowisko – NA JAKIEJ MASZYNIE ??
- 20. Машина KROK 2 – KARTA CZĘŚCI - MASZYNA Робоче місце – НА ЯКІЙ МАШИНІ??
- 21. Numer komponentu KROK 2 – KARTA CZĘŚCI - KOMPONENTY Komponenty – JAKIE SKŁADNIKI ??
- 22. Номер компоненту KROK 2 – KARTA CZĘŚCI - KOMPONENTY Компоненти – ЯКІ СКЛАДНИКИ ??
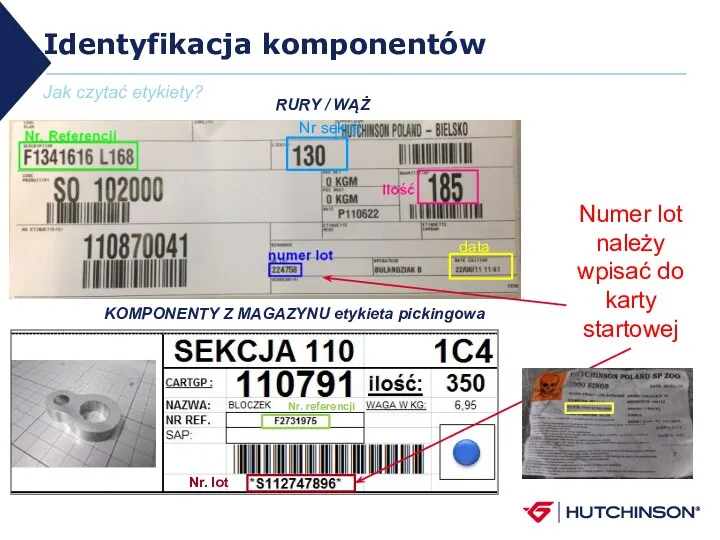
- 23. Identyfikacja komponentów RURY / WĄŻ KOMPONENTY Z MAGAZYNU etykieta pickingowa Nr. referencji Nr. lot Nr sekcji
- 24. Ідентифікація компонентів ТРУБИ / ШЛАНГ КОМПОНЕНТИ ЗІ СКЛАДУ етикетка pickingowa № референції №. lot Nr секції
- 25. szczęka kontrast matryca Numer narzędzia KROK 2 – KARTA CZĘŚCI - NARZĘDZIA Oprzyrządowanie – JAKIE NARZĘDZIA
- 26. затиск контраст матриця Номер знаряддя KROK 2 – KARTA CZĘŚCI - NARZĘDZIA Обладнання – ЯКЕ ЗНАРЯДДЯ??
- 27. KROK 3 – WYPRODUKOWANIE 1-SZEJ DOBREJ SZTUKI ZDJECIE OPERACJI NUMER I OPIS CZYNNOŚCI 1.Operację wykonujemy tylko
- 28. KРОК 3 –ВИГОТОВЛЕННЯ 1-ШОЇ ДОБРОЇ ДЕТАЛІ ZDJECIE OPERACJI НОМЕР І ОПИС ДІЙ 1. Операцію виконуємо тільки
- 29. KROK 3 – WYPRODUKOWANIE 1-SZEJ DOBREJ SZTUKI ZDJECIE OPERACJI UMIESZCZENIE WĘZA W ORIENTATORZE ułożenie węża odwrotnie
- 30. KРОК 3 –ВИГОТОВЛЕННЯ 1-ШОЇ ДОБРОЇ ДЕТАЛІ ZDJECIE OPERACJI Встановлення шлангу наоборот відносно кривизни Встановлення шлангу згідно
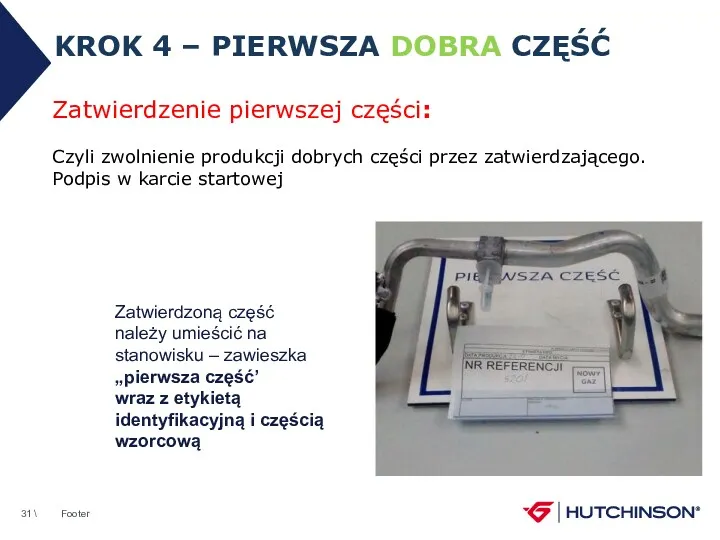
- 31. Footer \ Zatwierdzenie pierwszej części: Czyli zwolnienie produkcji dobrych części przez zatwierdzającego. Podpis w karcie startowej
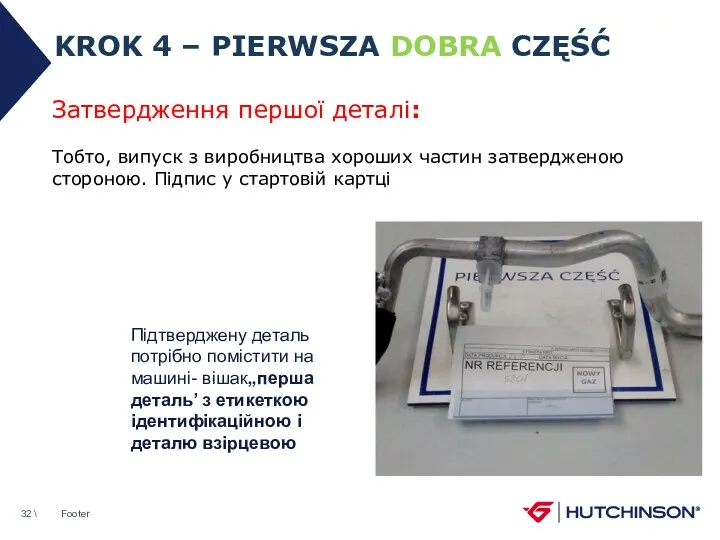
- 32. Footer \ KROK 4 – PIERWSZA DOBRA CZĘŚĆ Затвердження першої деталі: Тобто, випуск з виробництва хороших
- 33. Etykiety identyfikacyjne FIFO Identyfikacja produktu Etykietę należy umieścić na pojemniku lub wieszaku przed umieszczeniem w nim
- 34. Етикетки ідентифікаційне FIFO Ідентифікація продукту Етикетку слід помістити на контейнері або вішалці перед вкладанням першого елементу
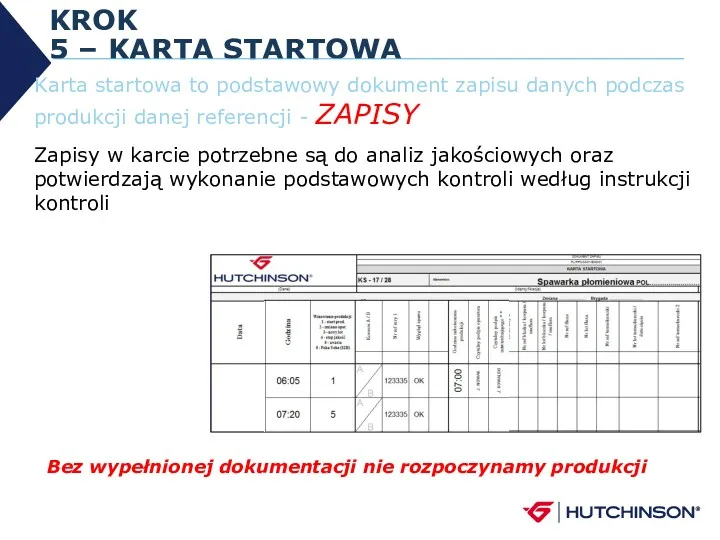
- 35. KROK 5 – KARTA STARTOWA Karta startowa to podstawowy dokument zapisu danych podczas produkcji danej referencji
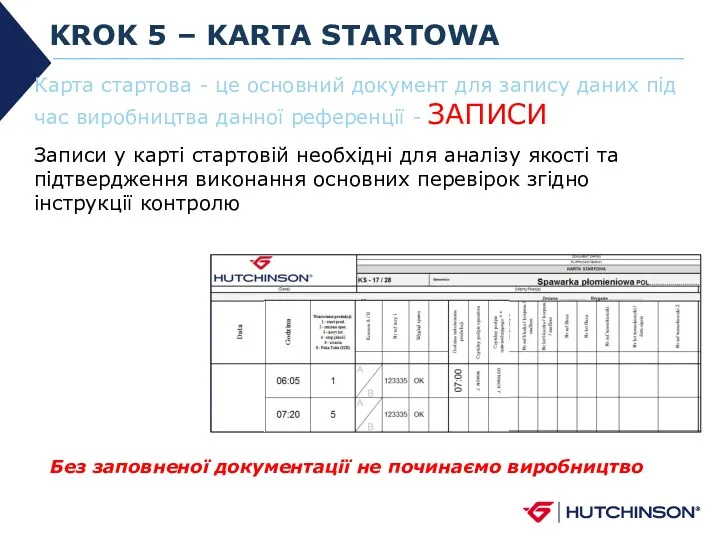
- 36. KROK 5 – KARTA STARTOWA Карта стартова - це основний документ для запису даних під час
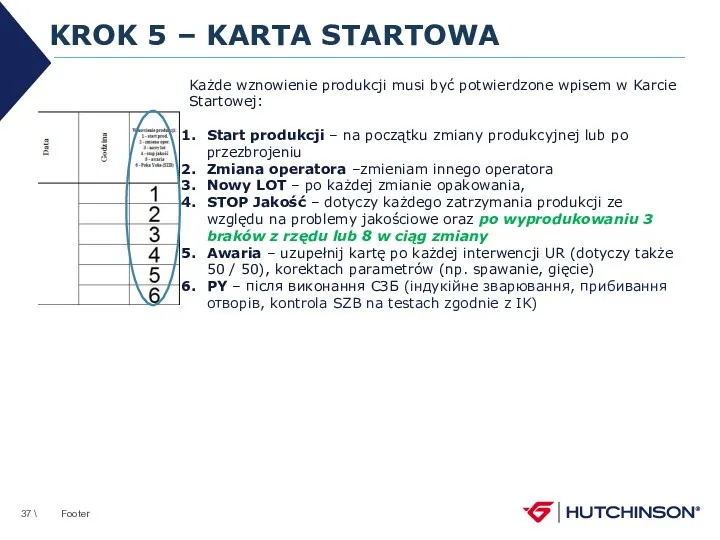
- 37. Footer \ Każde wznowienie produkcji musi być potwierdzone wpisem w Karcie Startowej: Start produkcji – na
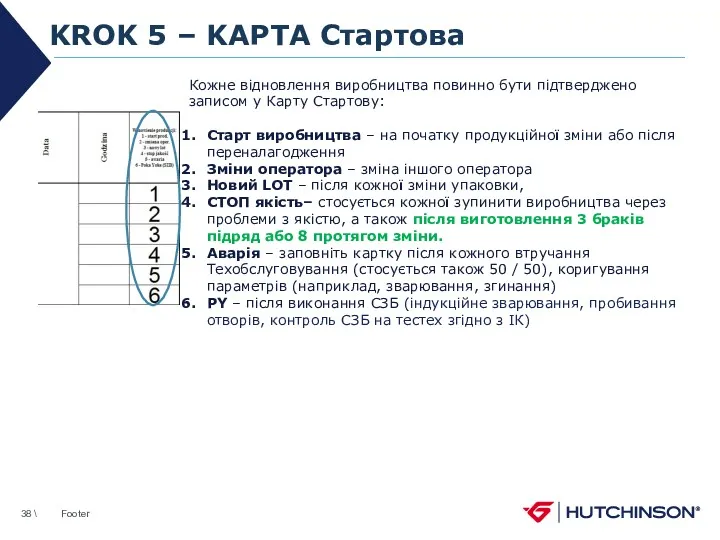
- 38. Footer \ Кожне відновлення виробництва повинно бути підтверджено записом у Карту Стартову: Старт виробництва – на
- 39. Instrukcja Kontroli / CONTROL PLAN Dostępna na STANOWISKU Dokument zawiera informacje o : pomiarach, metodach kontrolnych
- 40. Інструкція контролю / CONTROL PLAN Доступна на робочому місці Документ включає в себе інформацію про: виміри,
- 41. Charakterystyki specjalne Charakterystyka specjalna mająca wpływ na funkcjonalność dla przewodów układu klimatyzacji Charakterystyka specjalna – Funkcjonalna
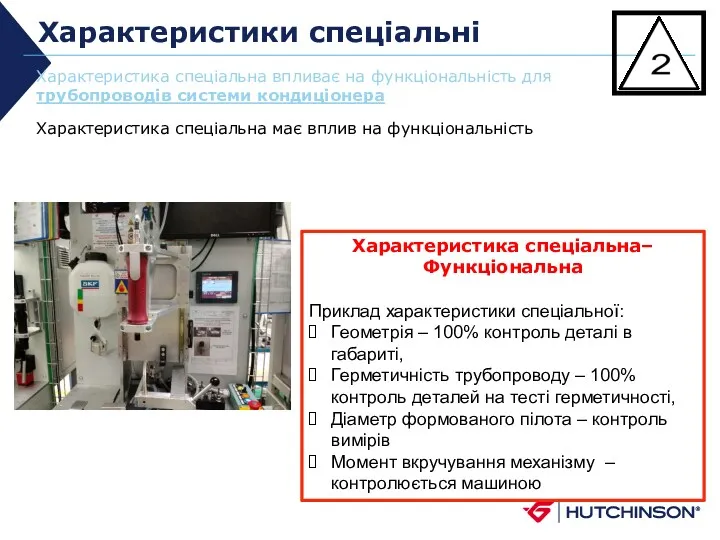
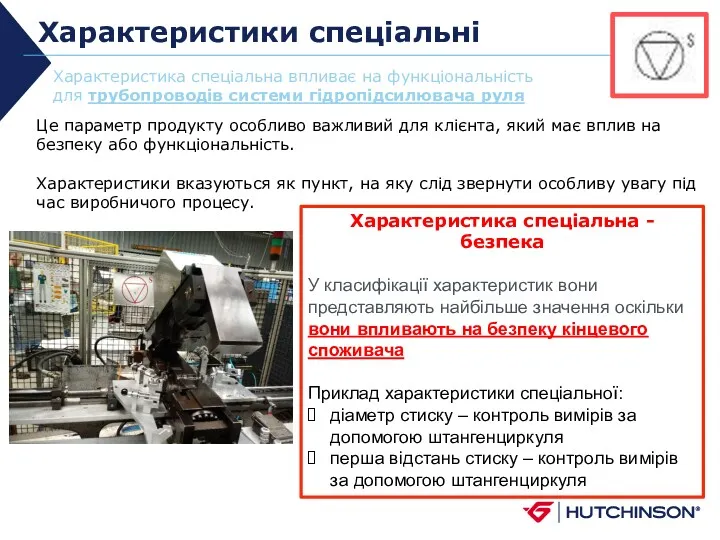
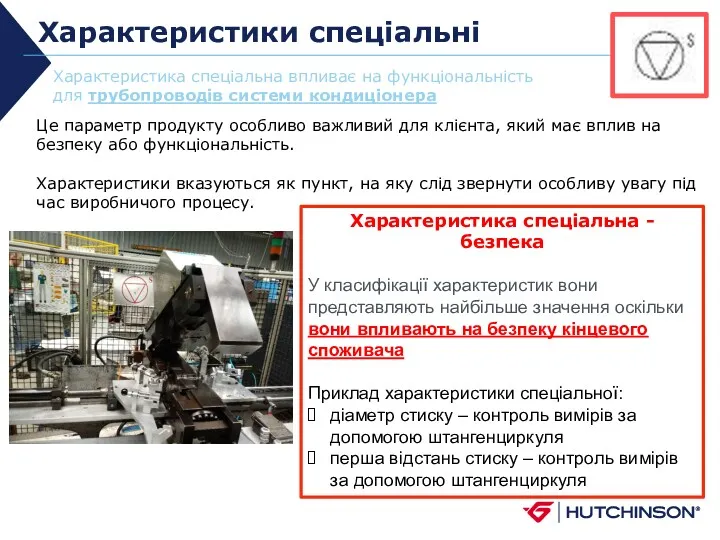
- 42. Характеристики спеціальні Характеристика спеціальна впливає на функціональність для трубопроводів системи кондиціонера Характеристика спеціальна– Функціональна Приклад характеристики
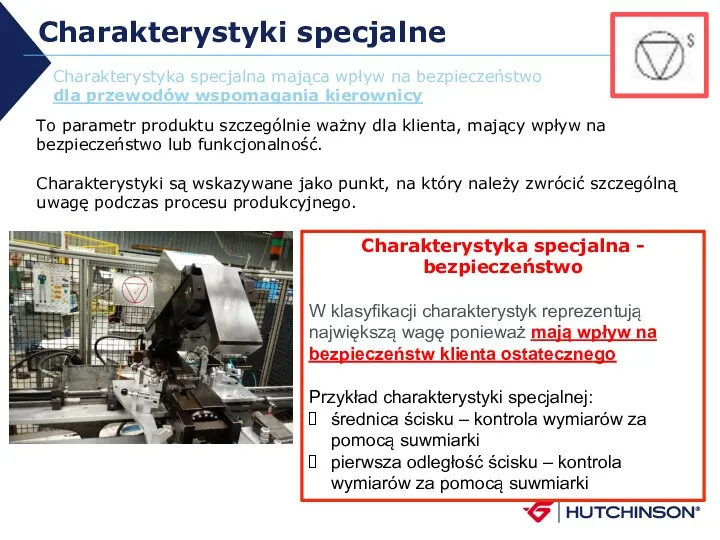
- 43. Charakterystyki specjalne To parametr produktu szczególnie ważny dla klienta, mający wpływ na bezpieczeństwo lub funkcjonalność. Charakterystyki
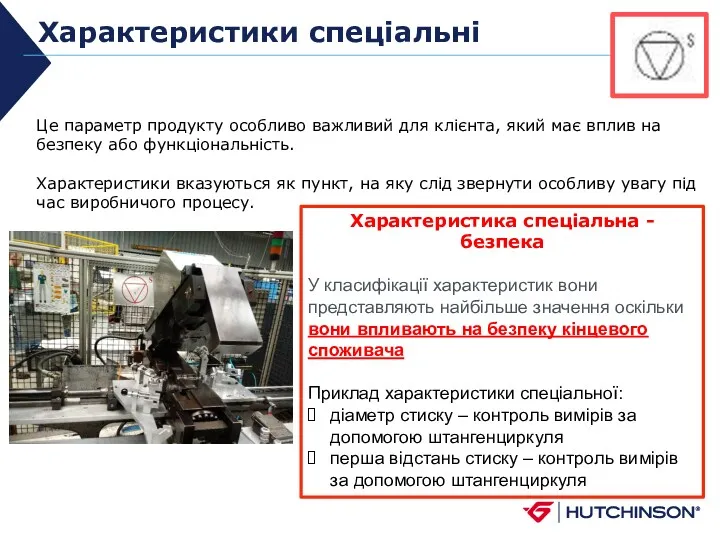
- 44. Характеристики спеціальні Це параметр продукту особливо важливий для клієнта, який має вплив на безпеку або функціональність.
- 45. Характеристики спеціальні Це параметр продукту особливо важливий для клієнта, який має вплив на безпеку або функціональність.
- 46. Характеристики спеціальні Це параметр продукту особливо важливий для клієнта, який має вплив на безпеку або функціональність.
- 47. Wyrób niezgodny – braki produkcyjne I I I I I I I I I I GP
- 48. Виріб несумісний – виробничі браки I I I I I I I I I I GP
- 49. W przypadku wyprodukowania kolejno 3 wadliwych sztuk z rzędu lub 8 sztuk podczas zmiany, jeden brak
- 50. У разі виробництва 3 підряд, або 8 деталей під час зміни, один брак на формованню, оператор
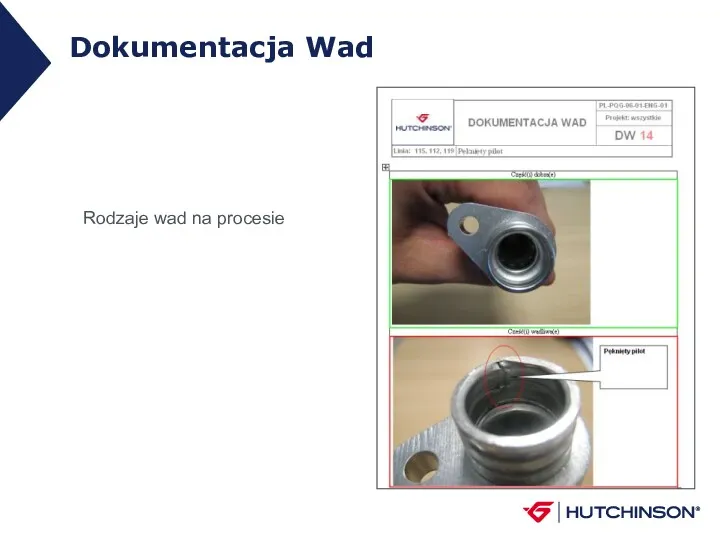
- 51. Dokumentacja Wad Rodzaje wad na procesie
- 52. Документація дефктів Види дефектів у процесі
- 53. Footer \ Identyfikacja komponentów Każdy komponent musi zostać zidentyfikowany Każdy półprodukt, wyrób musi zostać zidentyfikowany Każdy
- 54. Footer \ Ідентифікація компонентів Кожен компонент повинен бути ідентифікований Кожен напівфабрикат повинен бути ідентифікований Труби по
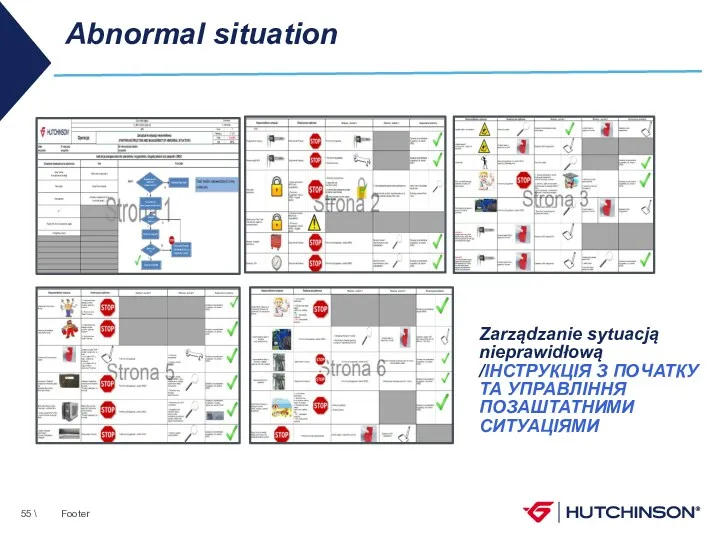
- 55. Footer \ Zarządzanie sytuacją nieprawidłową /ІНСТРУКЦІЯ З ПОЧАТКУ ТА УПРАВЛІННЯ ПОЗАШТАТНИМИ СИТУАЦІЯМИ Abnormal situation
- 56. Procedura startu produkcji WARSZTATY Wpis do karty startowej oraz zatwierdzenie pierwszej części
- 58. Скачать презентацию
Prezentacja Zakładu, produktów i klientów
Plant tour
Procedura startu produkcji
Postępowanie z wyrobem niezgodnym
Warsztaty
Plant tour
Procedura startu produkcji
Postępowanie z wyrobem niezgodnym
Warsztaty
Презентація Закладу, продукту і клієнтів
Екскурсія по виробничій залі
Процедура початку виробництва
Поведінка з
Екскурсія по виробничій залі
Процедура початку виробництва
Поведінка з
Footer
\
Poznaj swój produkt
PRZEWÓD UKŁADU KLIMATYZACJI
924805DA3A
Wąż gumowy
Rura aluminiowa
Pilot
Uchwyt
Korpus
Etykieta
Footer
\
Poznaj swój produkt
PRZEWÓD UKŁADU KLIMATYZACJI
924805DA3A
Wąż gumowy
Rura aluminiowa
Pilot
Uchwyt
Korpus
Etykieta
Footer
\
Ознайомтеся з нашим продуктом
ТРУБОПРОВІД СИСТЕМИ ОХОЛОДЖЕННЯ
924805DA3A
Гумовий шланг
Алюмінієва труба
Брелок
Кріплення
Корпус
Eтикетка
Footer
\
Ознайомтеся з нашим продуктом
ТРУБОПРОВІД СИСТЕМИ ОХОЛОДЖЕННЯ
924805DA3A
Гумовий шланг
Алюмінієва труба
Брелок
Кріплення
Корпус
Eтикетка
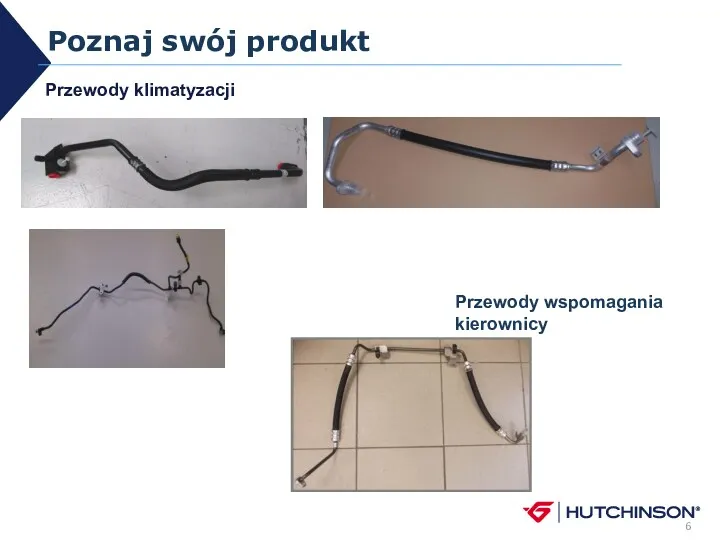
Przewody wspomagania kierownicy
Przewody klimatyzacji
Poznaj swój produkt
Przewody wspomagania kierownicy
Przewody klimatyzacji
Poznaj swój produkt

Трубопроводи гідропідсилювача руля
Трубопроводи для кондиціонерів
Ознайомтеся з нашим продуктом
Трубопроводи гідропідсилювача руля
Трубопроводи для кондиціонерів
Ознайомтеся з нашим продуктом

Portalegre
Porto
HIGH PRESSURE FLUID MANAGEMENT ACTIVITY
Bielsko-Biała PLANT
TOYOTA PEUGEOT
CITROEN
DACIA RENAULT
SCANIA
Portalegre
Porto
HIGH PRESSURE FLUID MANAGEMENT ACTIVITY
Bielsko-Biała PLANT
TOYOTA PEUGEOT
CITROEN
DACIA RENAULT
SCANIA
Footer
\
QNN – Quality non-negotiable
8 zasad zarządzania jakością w zakładach Hutchinson
Footer
\
QNN – Quality non-negotiable
8 zasad zarządzania jakością w zakładach Hutchinson
Footer
\
QNN – Quality non-negotiable
8 принципи управління якістю на заводах Hutchinson
Footer
\
QNN – Quality non-negotiable
8 принципи управління якістю на заводах Hutchinson
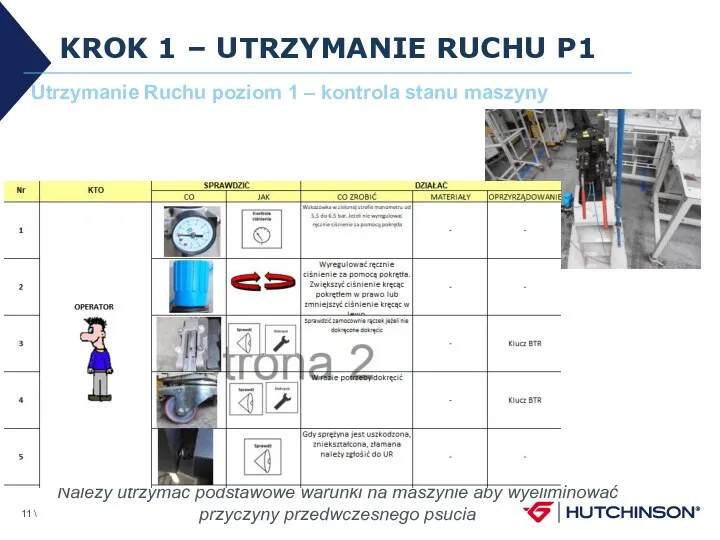
Utrzymanie Ruchu poziom 1 – kontrola stanu maszyny
\
KROK 1 –
Utrzymanie Ruchu poziom 1 – kontrola stanu maszyny
\
KROK 1 –

Техобслуговування 1 рівня – контроль стану машини
\
КРОК 1 – ТЕХОБСЛУГОВУВАННЯ
Техобслуговування 1 рівня – контроль стану машини
\
КРОК 1 – ТЕХОБСЛУГОВУВАННЯ
Kiedy ? codziennie, na początku każdej zmiany
Jeśli
OK POTWIERDZENIE W KARCIE STARTOWEJ
NOK
Kiedy ? codziennie, na początku każdej zmiany
Jeśli
OK POTWIERDZENIE W KARCIE STARTOWEJ
NOK
Коли ? щоденно, на початку кожної зміни
Якщо
OK ЗАТВЕРДЖЕННЯ В КАРТІ СТАРТОВІЙ
NOK
Коли ? щоденно, на початку кожної зміни
Якщо
OK ЗАТВЕРДЖЕННЯ В КАРТІ СТАРТОВІЙ
NOK

KROK 2 – KARTA CZĘŚCI
KARTA CZĘŚCI - CO POTRZEBUJEMY DO PRODUKCJI
KROK 2 – KARTA CZĘŚCI
KARTA CZĘŚCI - CO POTRZEBUJEMY DO PRODUKCJI
KROK 2 – KARTA CZĘŚCI
КАРТА ДЕТАЛІ – ЩО НАМ ПОТРІБНО ДЛЯ
KROK 2 – KARTA CZĘŚCI
КАРТА ДЕТАЛІ – ЩО НАМ ПОТРІБНО ДЛЯ
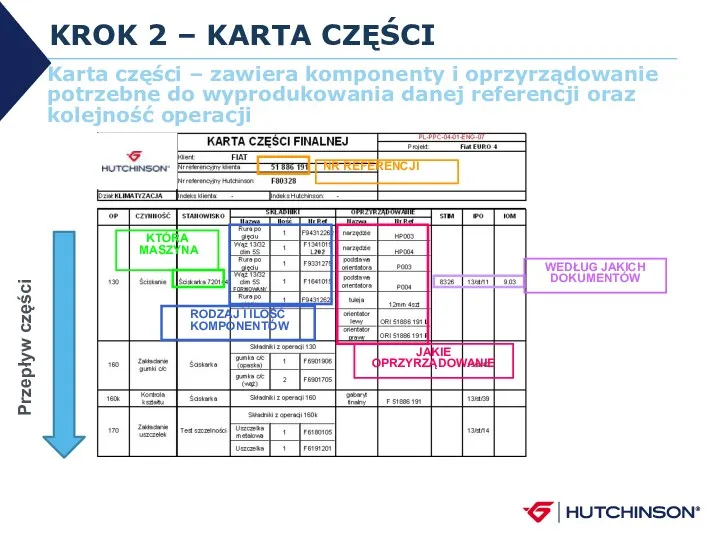
NR REFERENCJI
KTÓRA
MASZYNA
RODZAJ I ILOŚĆ
KOMPONENTÓW
JAKIE
OPRZYRZĄDOWANIE
WEDŁUG JAKICH
DOKUMENTÓW
Przepływ części
KROK 2 –
NR REFERENCJI
KTÓRA
MASZYNA
RODZAJ I ILOŚĆ
KOMPONENTÓW
JAKIE
OPRZYRZĄDOWANIE
WEDŁUG JAKICH
DOKUMENTÓW
Przepływ części
KROK 2 –
НОМЕР РЕФЕРЕНЦІЇ
ЯКА МАШИНА
ТИП І КІЛЬКІСТЬ КОМПОНЕНТІВ
ЯКЕ ОБЛАДНАННЯ
ЗГІДНО ЯКИХ ДОКУМЕНТІВ
Потік
НОМЕР РЕФЕРЕНЦІЇ
ЯКА МАШИНА
ТИП І КІЛЬКІСТЬ КОМПОНЕНТІВ
ЯКЕ ОБЛАДНАННЯ
ЗГІДНО ЯКИХ ДОКУМЕНТІВ
Потік

Maszyna
KROK 2 – KARTA CZĘŚCI - MASZYNA
Stanowisko – NA JAKIEJ MASZYNIE
Maszyna
KROK 2 – KARTA CZĘŚCI - MASZYNA
Stanowisko – NA JAKIEJ MASZYNIE

Машина
KROK 2 – KARTA CZĘŚCI - MASZYNA
Робоче місце – НА ЯКІЙ
Машина
KROK 2 – KARTA CZĘŚCI - MASZYNA
Робоче місце – НА ЯКІЙ
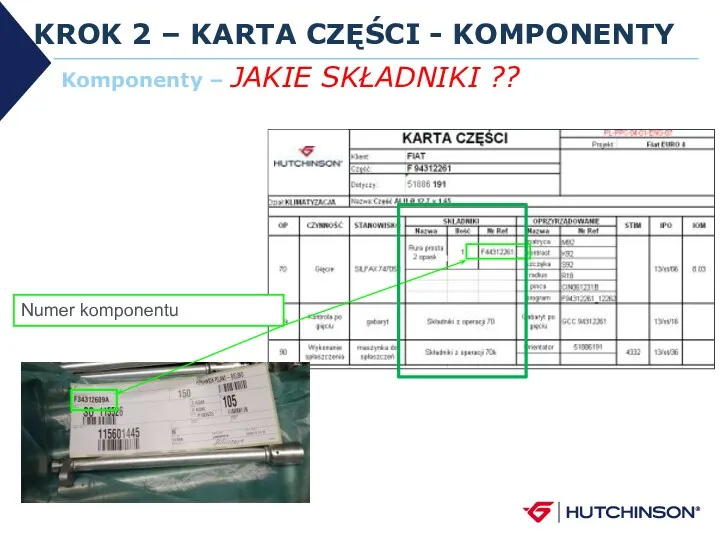
Numer komponentu
KROK 2 – KARTA CZĘŚCI - KOMPONENTY
Komponenty – JAKIE SKŁADNIKI
Numer komponentu
KROK 2 – KARTA CZĘŚCI - KOMPONENTY
Komponenty – JAKIE SKŁADNIKI
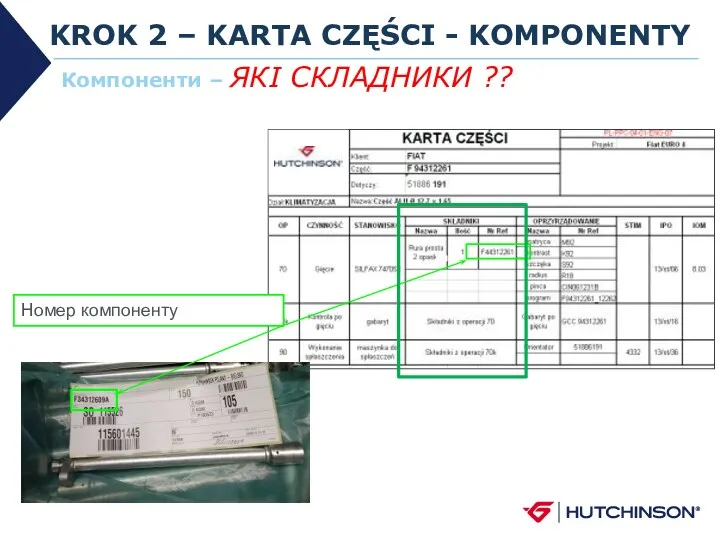
Номер компоненту
KROK 2 – KARTA CZĘŚCI - KOMPONENTY
Компоненти – ЯКІ СКЛАДНИКИ
Номер компоненту
KROK 2 – KARTA CZĘŚCI - KOMPONENTY
Компоненти – ЯКІ СКЛАДНИКИ
Identyfikacja komponentów
RURY / WĄŻ
KOMPONENTY Z MAGAZYNU etykieta pickingowa
Nr. referencji
Nr. lot
Nr sekcji
Identyfikacja komponentów
RURY / WĄŻ
KOMPONENTY Z MAGAZYNU etykieta pickingowa
Nr. referencji
Nr. lot
Nr sekcji

Ідентифікація компонентів
ТРУБИ / ШЛАНГ
КОМПОНЕНТИ ЗІ СКЛАДУ етикетка pickingowa
№ референції
№. lot
Nr секції
Ідентифікація компонентів
ТРУБИ / ШЛАНГ
КОМПОНЕНТИ ЗІ СКЛАДУ етикетка pickingowa
№ референції
№. lot
Nr секції

szczęka
kontrast
matryca
Numer narzędzia
KROK 2 – KARTA CZĘŚCI - NARZĘDZIA
Oprzyrządowanie – JAKIE NARZĘDZIA
szczęka
kontrast
matryca
Numer narzędzia
KROK 2 – KARTA CZĘŚCI - NARZĘDZIA
Oprzyrządowanie – JAKIE NARZĘDZIA

затиск
контраст
матриця
Номер знаряддя
KROK 2 – KARTA CZĘŚCI - NARZĘDZIA
Обладнання – ЯКЕ ЗНАРЯДДЯ??
затиск
контраст
матриця
Номер знаряддя
KROK 2 – KARTA CZĘŚCI - NARZĘDZIA
Обладнання – ЯКЕ ЗНАРЯДДЯ??
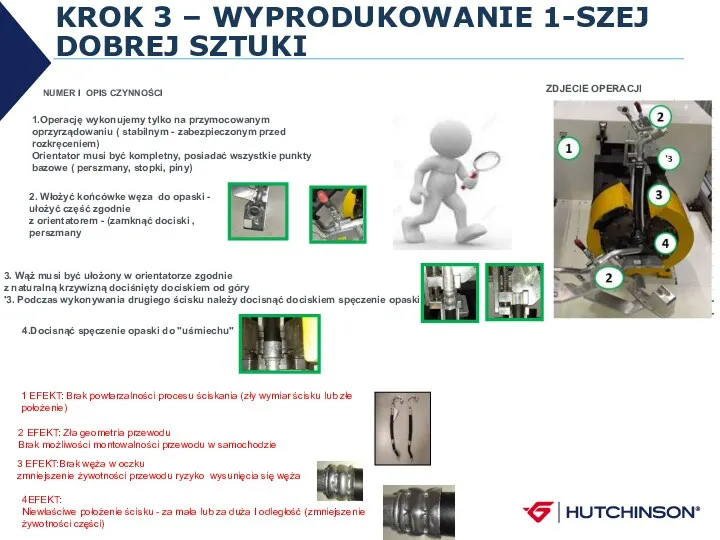
KROK 3 – WYPRODUKOWANIE 1-SZEJ DOBREJ SZTUKI
ZDJECIE OPERACJI
NUMER I
KROK 3 – WYPRODUKOWANIE 1-SZEJ DOBREJ SZTUKI
ZDJECIE OPERACJI
NUMER I
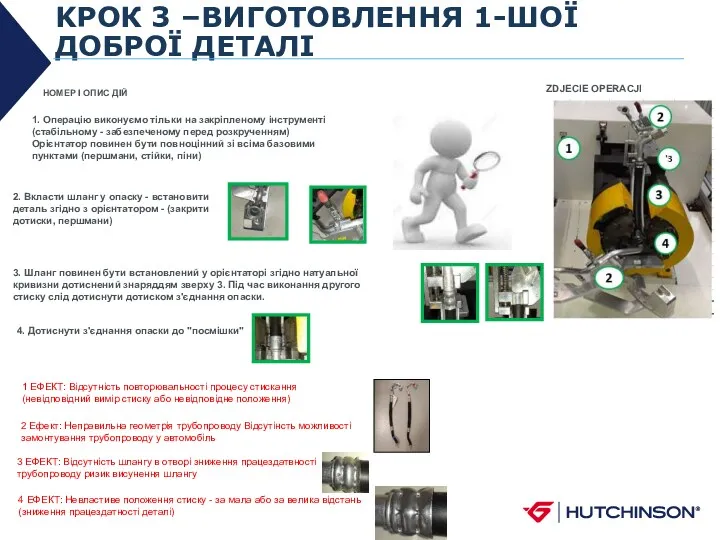
KРОК 3 –ВИГОТОВЛЕННЯ 1-ШОЇ ДОБРОЇ ДЕТАЛІ
ZDJECIE OPERACJI
НОМЕР І ОПИС ДІЙ
1.
KРОК 3 –ВИГОТОВЛЕННЯ 1-ШОЇ ДОБРОЇ ДЕТАЛІ
ZDJECIE OPERACJI
НОМЕР І ОПИС ДІЙ
1.

KROK 3 – WYPRODUKOWANIE 1-SZEJ DOBREJ SZTUKI
ZDJECIE OPERACJI
UMIESZCZENIE WĘZA
KROK 3 – WYPRODUKOWANIE 1-SZEJ DOBREJ SZTUKI
ZDJECIE OPERACJI
UMIESZCZENIE WĘZA

KРОК 3 –ВИГОТОВЛЕННЯ 1-ШОЇ ДОБРОЇ ДЕТАЛІ
ZDJECIE OPERACJI
Встановлення шлангу наоборот відносно
KРОК 3 –ВИГОТОВЛЕННЯ 1-ШОЇ ДОБРОЇ ДЕТАЛІ
ZDJECIE OPERACJI
Встановлення шлангу наоборот відносно
Footer
\
Zatwierdzenie pierwszej części:
Czyli zwolnienie produkcji dobrych części przez zatwierdzającego. Podpis
Footer
\
Zatwierdzenie pierwszej części:
Czyli zwolnienie produkcji dobrych części przez zatwierdzającego. Podpis
Footer
\
KROK 4 – PIERWSZA DOBRA CZĘŚĆ
Затвердження першої деталі:
Тобто, випуск з
Footer
\
KROK 4 – PIERWSZA DOBRA CZĘŚĆ
Затвердження першої деталі:
Тобто, випуск з
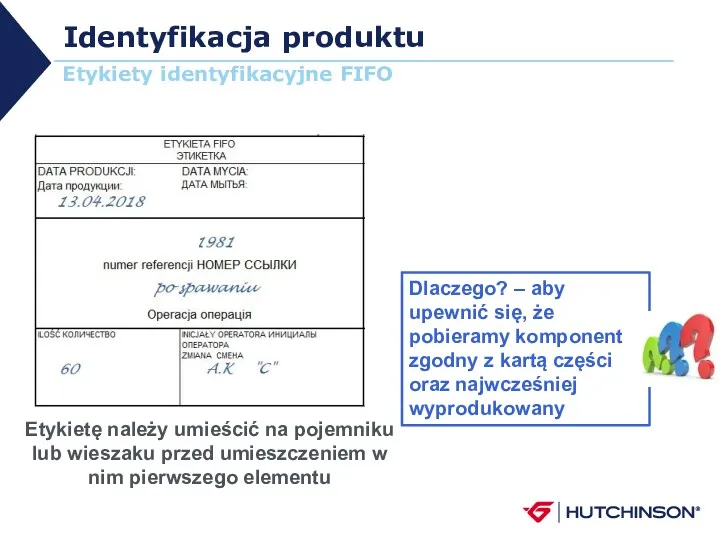
Etykiety identyfikacyjne FIFO
Identyfikacja produktu
Etykietę należy umieścić na pojemniku lub wieszaku przed
Etykiety identyfikacyjne FIFO
Identyfikacja produktu
Etykietę należy umieścić na pojemniku lub wieszaku przed
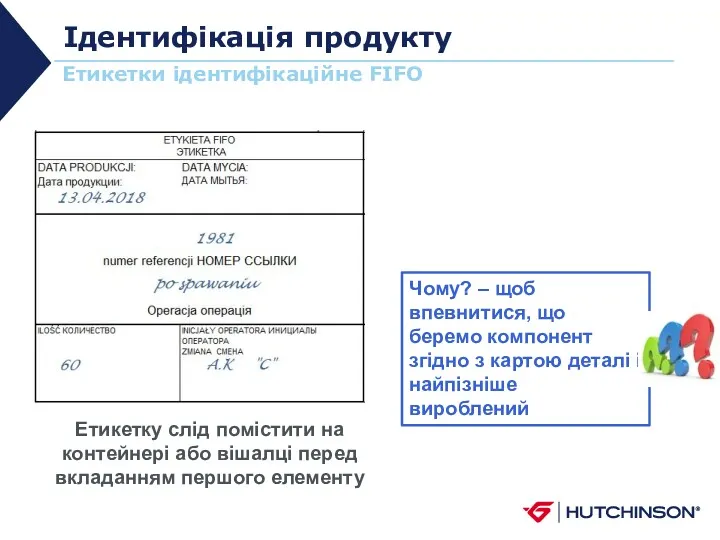
Етикетки ідентифікаційне FIFO
Ідентифікація продукту
Етикетку слід помістити на контейнері або вішалці перед
Етикетки ідентифікаційне FIFO
Ідентифікація продукту
Етикетку слід помістити на контейнері або вішалці перед
KROK
5 – KARTA STARTOWA
Karta startowa to podstawowy dokument zapisu danych
KROK
5 – KARTA STARTOWA
Karta startowa to podstawowy dokument zapisu danych
KROK 5 – KARTA STARTOWA
Карта стартова - це основний документ для
KROK 5 – KARTA STARTOWA
Карта стартова - це основний документ для
Footer
\
Każde wznowienie produkcji musi być potwierdzone wpisem w Karcie Startowej:
Start
Footer
\
Każde wznowienie produkcji musi być potwierdzone wpisem w Karcie Startowej:
Start
Footer
\
Кожне відновлення виробництва повинно бути підтверджено записом у Карту Стартову:
Старт
Footer
\
Кожне відновлення виробництва повинно бути підтверджено записом у Карту Стартову:
Старт

Instrukcja Kontroli / CONTROL PLAN
Dostępna na STANOWISKU
Dokument zawiera informacje o :
pomiarach,
Instrukcja Kontroli / CONTROL PLAN
Dostępna na STANOWISKU
Dokument zawiera informacje o :
pomiarach,

Інструкція контролю / CONTROL PLAN
Доступна на робочому місці
Документ включає в
Інструкція контролю / CONTROL PLAN
Доступна на робочому місці
Документ включає в

Charakterystyki specjalne
Charakterystyka specjalna mająca wpływ na funkcjonalność dla przewodów układu klimatyzacji
Charakterystyka
Charakterystyki specjalne
Charakterystyka specjalna mająca wpływ na funkcjonalność dla przewodów układu klimatyzacji
Charakterystyka
Характеристики спеціальні
Характеристика спеціальна впливає на функціональність для трубопроводів системи кондиціонера
Характеристика спеціальна–
Функціональна
Приклад
Характеристики спеціальні
Характеристика спеціальна впливає на функціональність для трубопроводів системи кондиціонера
Характеристика спеціальна–
Функціональна
Приклад
Charakterystyki specjalne
To parametr produktu szczególnie ważny dla klienta, mający wpływ na
Charakterystyki specjalne
To parametr produktu szczególnie ważny dla klienta, mający wpływ na
Характеристики спеціальні
Це параметр продукту особливо важливий для клієнта, який має вплив
Характеристики спеціальні
Це параметр продукту особливо важливий для клієнта, який має вплив
Характеристики спеціальні
Це параметр продукту особливо важливий для клієнта, який має вплив
Характеристики спеціальні
Це параметр продукту особливо важливий для клієнта, який має вплив
Характеристики спеціальні
Це параметр продукту особливо важливий для клієнта, який має вплив
Характеристики спеціальні
Це параметр продукту особливо важливий для клієнта, який має вплив

Wyrób niezgodny – braki produkcyjne
I I I I I I I
Wyrób niezgodny – braki produkcyjne
I I I I I I I

Виріб несумісний – виробничі браки
I I I I I I I
Виріб несумісний – виробничі браки
I I I I I I I
W przypadku wyprodukowania kolejno 3 wadliwych sztuk z rzędu lub 8
W przypadku wyprodukowania kolejno 3 wadliwych sztuk z rzędu lub 8
У разі виробництва 3 підряд, або 8 деталей під час зміни,
У разі виробництва 3 підряд, або 8 деталей під час зміни,
Dokumentacja Wad
Rodzaje wad na procesie
Dokumentacja Wad
Rodzaje wad na procesie

Документація дефктів
Види дефектів у процесі
Документація дефктів
Види дефектів у процесі

Footer
\
Identyfikacja komponentów
Każdy komponent musi zostać zidentyfikowany
Każdy półprodukt, wyrób musi zostać
Footer
\
Identyfikacja komponentów
Każdy komponent musi zostać zidentyfikowany
Każdy półprodukt, wyrób musi zostać

Footer
\
Ідентифікація компонентів
Кожен компонент повинен бути ідентифікований
Кожен напівфабрикат повинен бути ідентифікований
Труби
Footer
\
Ідентифікація компонентів
Кожен компонент повинен бути ідентифікований
Кожен напівфабрикат повинен бути ідентифікований
Труби
Footer
\
Zarządzanie sytuacją nieprawidłową /ІНСТРУКЦІЯ З ПОЧАТКУ ТА УПРАВЛІННЯ ПОЗАШТАТНИМИ СИТУАЦІЯМИ
Abnormal
Footer
\
Zarządzanie sytuacją nieprawidłową /ІНСТРУКЦІЯ З ПОЧАТКУ ТА УПРАВЛІННЯ ПОЗАШТАТНИМИ СИТУАЦІЯМИ
Abnormal

Procedura startu produkcji
WARSZTATY
Wpis do karty startowej oraz zatwierdzenie pierwszej części
Procedura startu produkcji
WARSZTATY
Wpis do karty startowej oraz zatwierdzenie pierwszej części
 Направляющие прямолинейного движения с трением качения
Направляющие прямолинейного движения с трением качения Лабораторные работы для 8 класса
Лабораторные работы для 8 класса Звуковые волны в различных средах
Звуковые волны в различных средах Основы квантовой оптики. Фотоэффект
Основы квантовой оптики. Фотоэффект Модернизация швейной машины 335-12 класса
Модернизация швейной машины 335-12 класса Оптика. Электромагнитные волны, частоты
Оптика. Электромагнитные волны, частоты Осесимметричные тонкостенные оболочки. Лекция 12
Осесимметричные тонкостенные оболочки. Лекция 12 Электрический ток в газах
Электрический ток в газах О природе вещей. Магниты
О природе вещей. Магниты Свободное падение тел. 9 класс
Свободное падение тел. 9 класс Итоговый урок по теме Взаимодействие тел
Итоговый урок по теме Взаимодействие тел Електричний струм у різних середовищах
Електричний струм у різних середовищах Совершенствование средств контроля и диагностики вагонов
Совершенствование средств контроля и диагностики вагонов Релейная защита
Релейная защита Организация участка диагностики, технического обслуживания приборов системы питания легковых автомобилей на СТО
Организация участка диагностики, технического обслуживания приборов системы питания легковых автомобилей на СТО Электростатика. Электризация. Заряд. Взаимодействие зарядов. Закон Кулона
Электростатика. Электризация. Заряд. Взаимодействие зарядов. Закон Кулона Тепловые двигатели
Тепловые двигатели Our knowledge in the field of fundamental physics
Our knowledge in the field of fundamental physics Закон Био-Савара-Лапласа
Закон Био-Савара-Лапласа Назначение, классификация и устройство экскаватора-погрузчика JCB-3CX
Назначение, классификация и устройство экскаватора-погрузчика JCB-3CX Линзы. Виды линз
Линзы. Виды линз Банк экспериментальных заданий для проведения ОГЭ по физике
Банк экспериментальных заданий для проведения ОГЭ по физике Условные обозначения элементов цепи
Условные обозначения элементов цепи Ремонт автомобилей. Комплектование деталей. (Тема 2.4)
Ремонт автомобилей. Комплектование деталей. (Тема 2.4) Оптимальная оценка неэнергетического параметра сигнала. Тема 4: часть 2
Оптимальная оценка неэнергетического параметра сигнала. Тема 4: часть 2 Первый закон термодинамики
Первый закон термодинамики Шкала электромагнтных излучений
Шкала электромагнтных излучений Презентация к уроку по физике Законы Ньютона
Презентация к уроку по физике Законы Ньютона