Технологические методы ремонта (восстановления) деталей машин, упрочнения и повышения их износостойкости при ремонте презентация
- Технологические методы ремонта (восстановления) деталей машин, упрочнения и повышения их износостойкости при ремонте

Содержание
- 3. РЕМОНТ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ РЕМОНТ ПОД НОВЫЙ РАЗМЕР РЕМОНТ ПОД НОМИНАЛЬНЫЙ РАЗМЕР (РИС.1) РИС.1. СПОСОБЫ РЕМОНТА ОБРАБОТКОЙ
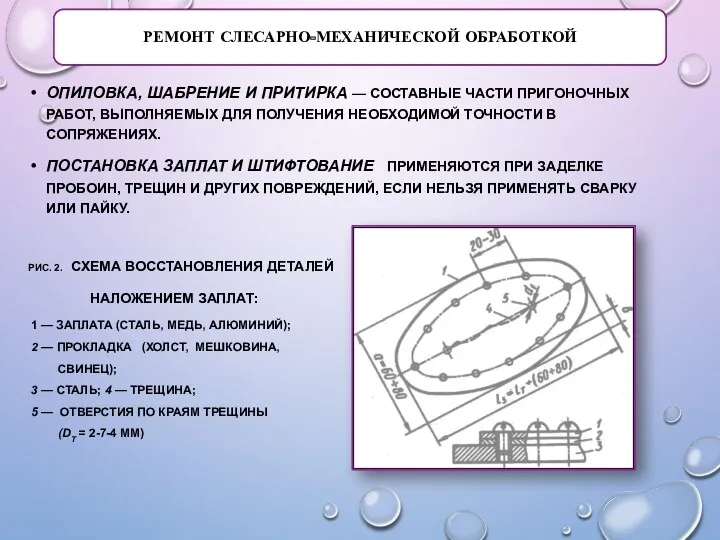
- 4. РЕМОНТ СЛЕСАРНО-МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ ОПИЛОВКА, ШАБРЕНИЕ И ПРИТИРКА — СОСТАВНЫЕ ЧАСТИ ПРИГОНОЧНЫХ РАБОТ, ВЫПОЛНЯЕМЫХ ДЛЯ ПОЛУЧЕНИЯ НЕОБХОДИМОЙ
- 5. Рис.3. Схема восстановления деталей штифтованием: а — зачищенное место вокруг трещины (dQ —диаметр отверстий по краям
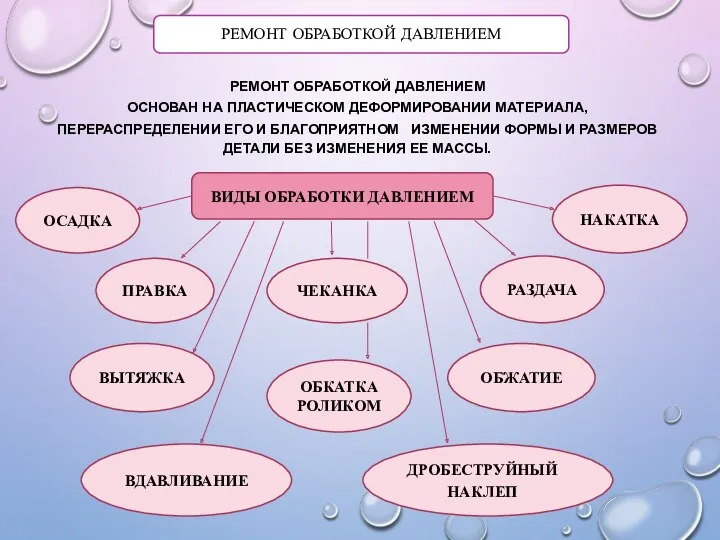
- 6. РЕМОНТ ОБРАБОТКОЙ ДАВЛЕНИЕМ РЕМОНТ ОБРАБОТКОЙ ДАВЛЕНИЕМ ОСНОВАН НА ПЛАСТИЧЕСКОМ ДЕФОРМИРОВАНИИ МАТЕРИАЛА, ПЕРЕРАСПРЕДЕЛЕНИИ ЕГО И БЛАГОПРИЯТНОМ ИЗМЕНЕНИИ
- 7. ПРИ ОСАДКЕ ДЕТАЛЬ ДЕФОРМИРУЮТ В НАПРАВЛЕНИИ, ПЕРПЕНДИКУЛЯРНОМ К УСИЛИЮ. ОСАДКОЙ ВОССТАНАВЛИВАЮТ БРОНЗОВЫЕ ВТУЛКИ С ИЗНОСОМ ПО
- 8. ПРИ РЕМОНТЕ ВДАВЛИВАНИЕМ НАПРАВЛЕНИЯ УСИЛИЯ И ДЕФОРМАЦИИ ТАКЖЕ ВЗАИМНО ПЕРПЕНДИКУЛЯРНЫ, НО ПРЕОБЛАДАЕТ МЕСТНАЯ ДЕФОРМАЦИЯ ДЕТАЛИ И
- 9. РЕМОНТ РАЗДАЧЕЙ ПРИМЕНЯЮТ ДЛЯ УВЕЛИЧЕНИЯ НАРУЖНОГО ДИАМЕТРА ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ БЕЗ ИЗМЕНЕНИЯ ВЫСОТЫ. РАЗДАЧУ ПРОВОДЯТ ПОД
- 10. РЕМОНТ ВЫТЯЖКОЙ ПРИМЕНЯЮТ ДЛЯ УВЕЛИЧЕНИЯ ДЛИНЫ ДЕТАЛИ ПУТЕМ МЕСТНОГО УМЕНЬШЕНИЯ ЕЕ ПОПЕРЕЧНОГО СЕЧЕНИЯ. ВЫТЯЖКУ ПРИМЕНЯЮТ ДЛЯ
- 11. СВАРКА И НАПЛАВКА
- 12. ИНДУКЦИОННАЯ (ВЫСОКОЧАСТОТНАЯ) НАПЛАВКА ОТЛИЧАЕТСЯ ТЕМ, ЧТО ДЛЯ РАСПЛАВЛЕНИЯ МАТЕРИАЛА (ШИХТЫ) ИСПОЛЬЗУЮТ ТОКИ ВЫСОКОЙ ЧАСТОТЫ, ПРОПУСКАЕМЫЕ ПО
- 13. КОНТАКТНОЕ ПЛАКИРОВАНИЕ ИЗНОСОСТОЙКОЙ ЛЕНТОЙ - ПРОЦЕСС, ПРИ КОТОРОМ ИЗНАШИВАЕМУЮ ПОВЕРХНОСТЬ ПОКРЫВАЮТ ИЗНОСОСТОЙКОЙ ЛЕНТОЙ, ПРИВАРИВАЕМОЙ К НЕЙ
- 14. ПЛАЗМЕННАЯ НАПЛАВКА (РИС. 11) ОСНОВАНА НА ИСПОЛЬЗОВАНИИ В КАЧЕСТВЕ ИСТОЧНИКА ТЕПЛОТЫ ПЛАЗМЕННОЙ СТРУИ, ОБРАЗУЮЩЕЙСЯ ПРИ ПРОПУСКАНИИ
- 15. ЭЛЕКТРОШЛАКОВАЯ НАПЛАВКА (РИС.12) ИСПОЛЬЗУЕТСЯ ПРИ НАПЛАВЛЕНИИ БОЛЬШИХ МАСС МЕТАЛЛА. ЕГО ПРЕДВАРИТЕЛЬНО РАСПЛАВЛЯЮТ В ВАННЕ С ФЛЮСОМ
- 16. РЕМОНТ МЕТАЛЛИЗАЦИЕЙ СОСТОИТ В РАСПЛАВЛЕНИИ ИСХОДНОГО МАТЕРИАЛА, РАСПЫЛЕНИИ ЕГО НА МЕЛКИЕ ЧАСТИЦЫ И ПЕРЕНОСЕ НА ПОВЕРХНОСТЬ
- 17. РИС. 14. СХЕМА ПЛАЗМЕННОГО НАПЫЛЕНИЯ С ПОСЛЕДУЮЩИМ ОПЛАВЛЕНИЕМ: 1 — ИСТОЧНИК ПИТАНИЯ; 2 — БАЛЛАСТНЫЙ РЕОСТАТ;
- 18. МЕТОД ОСНОВАН НА ИСПОЛЬЗОВАНИИ ПРОЦЕССА ЭЛЕКТРОЛИТИЧЕСКОЙ ДИССОЦИАЦИИ, СУЩНОСТЬ КОТОРОГО СОСТОИТ В ТОМ, ЧТО ПРИ ПРОПУСКАНИИ ЭЛЕКТРИЧЕСКОГО
- 19. Этапы технологического процесса хромирования: Подготовка детали Механическая обработка Навешивание и защита необрабатываемых поверхностей: экранирование, обезжиривание, промывка
- 20. ЛИТЕРАТУРА: И.И.ИВАШКОВ «МОНТАЖ, ЭКСПЛУАТАЦИЯ И РЕМОНТ ПОДЪЕМНО-ТРАНСПОРТНЫХ МАШИН», М.: «МАШИНОСТРОЕНИЕ», 1991 В.И.ЦЕХОВ «РЕМОНТ ДЕТАЛЕЙ МЕТАЛЛУРГИЧЕСКИХ МАШИН»,
- 22. Скачать презентацию

РЕМОНТ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ
РЕМОНТ ПОД НОВЫЙ РАЗМЕР
РЕМОНТ ПОД НОМИНАЛЬНЫЙ РАЗМЕР
РЕМОНТ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ
РЕМОНТ ПОД НОВЫЙ РАЗМЕР
РЕМОНТ ПОД НОМИНАЛЬНЫЙ РАЗМЕР
РЕМОНТ СЛЕСАРНО-МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ
ОПИЛОВКА, ШАБРЕНИЕ И ПРИТИРКА — СОСТАВНЫЕ ЧАСТИ ПРИГОНОЧНЫХ РАБОТ,
РЕМОНТ СЛЕСАРНО-МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ
ОПИЛОВКА, ШАБРЕНИЕ И ПРИТИРКА — СОСТАВНЫЕ ЧАСТИ ПРИГОНОЧНЫХ РАБОТ,

Рис.3. Схема восстановления деталей
штифтованием:
а — зачищенное место вокруг трещины
Рис.3. Схема восстановления деталей
штифтованием:
а — зачищенное место вокруг трещины
РЕМОНТ ОБРАБОТКОЙ ДАВЛЕНИЕМ
РЕМОНТ ОБРАБОТКОЙ ДАВЛЕНИЕМ
ОСНОВАН НА ПЛАСТИЧЕСКОМ ДЕФОРМИРОВАНИИ МАТЕРИАЛА,
РЕМОНТ ОБРАБОТКОЙ ДАВЛЕНИЕМ
РЕМОНТ ОБРАБОТКОЙ ДАВЛЕНИЕМ
ОСНОВАН НА ПЛАСТИЧЕСКОМ ДЕФОРМИРОВАНИИ МАТЕРИАЛА,
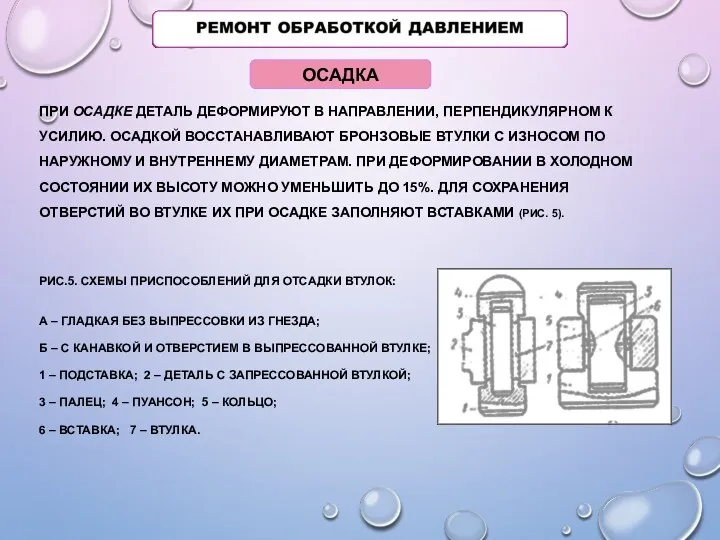
ПРИ ОСАДКЕ ДЕТАЛЬ ДЕФОРМИРУЮТ В НАПРАВЛЕНИИ, ПЕРПЕНДИКУЛЯРНОМ К УСИЛИЮ. ОСАДКОЙ ВОССТАНАВЛИВАЮТ
ПРИ ОСАДКЕ ДЕТАЛЬ ДЕФОРМИРУЮТ В НАПРАВЛЕНИИ, ПЕРПЕНДИКУЛЯРНОМ К УСИЛИЮ. ОСАДКОЙ ВОССТАНАВЛИВАЮТ
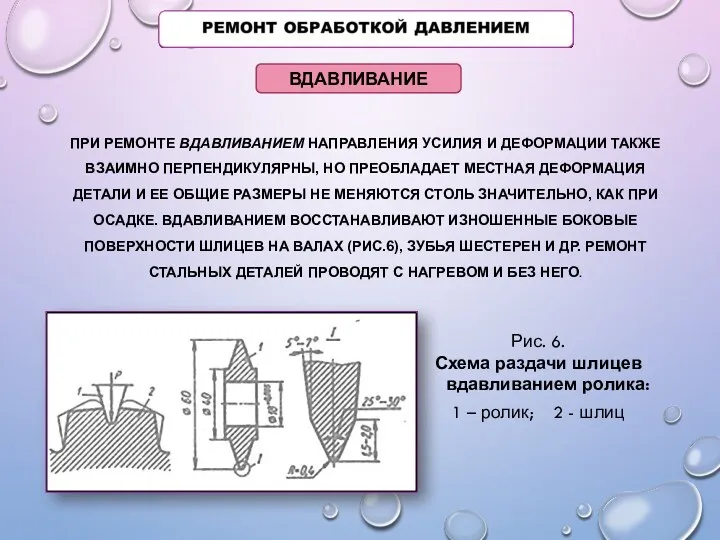
ПРИ РЕМОНТЕ ВДАВЛИВАНИЕМ НАПРАВЛЕНИЯ УСИЛИЯ И ДЕФОРМАЦИИ ТАКЖЕ ВЗАИМНО ПЕРПЕНДИКУЛЯРНЫ, НО
ПРИ РЕМОНТЕ ВДАВЛИВАНИЕМ НАПРАВЛЕНИЯ УСИЛИЯ И ДЕФОРМАЦИИ ТАКЖЕ ВЗАИМНО ПЕРПЕНДИКУЛЯРНЫ, НО

РЕМОНТ РАЗДАЧЕЙ ПРИМЕНЯЮТ ДЛЯ УВЕЛИЧЕНИЯ НАРУЖНОГО ДИАМЕТРА ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ БЕЗ
РЕМОНТ РАЗДАЧЕЙ ПРИМЕНЯЮТ ДЛЯ УВЕЛИЧЕНИЯ НАРУЖНОГО ДИАМЕТРА ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ БЕЗ
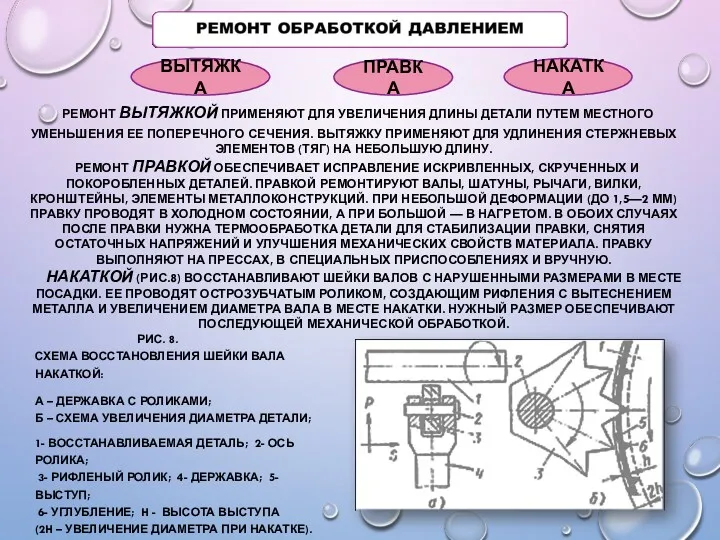
РЕМОНТ ВЫТЯЖКОЙ ПРИМЕНЯЮТ ДЛЯ УВЕЛИЧЕНИЯ ДЛИНЫ ДЕТАЛИ ПУТЕМ МЕСТНОГО УМЕНЬШЕНИЯ
РЕМОНТ ВЫТЯЖКОЙ ПРИМЕНЯЮТ ДЛЯ УВЕЛИЧЕНИЯ ДЛИНЫ ДЕТАЛИ ПУТЕМ МЕСТНОГО УМЕНЬШЕНИЯ
СВАРКА И НАПЛАВКА
СВАРКА И НАПЛАВКА

ИНДУКЦИОННАЯ (ВЫСОКОЧАСТОТНАЯ) НАПЛАВКА
ОТЛИЧАЕТСЯ ТЕМ, ЧТО ДЛЯ РАСПЛАВЛЕНИЯ МАТЕРИАЛА (ШИХТЫ) ИСПОЛЬЗУЮТ ТОКИ
ИНДУКЦИОННАЯ (ВЫСОКОЧАСТОТНАЯ) НАПЛАВКА ОТЛИЧАЕТСЯ ТЕМ, ЧТО ДЛЯ РАСПЛАВЛЕНИЯ МАТЕРИАЛА (ШИХТЫ) ИСПОЛЬЗУЮТ ТОКИ
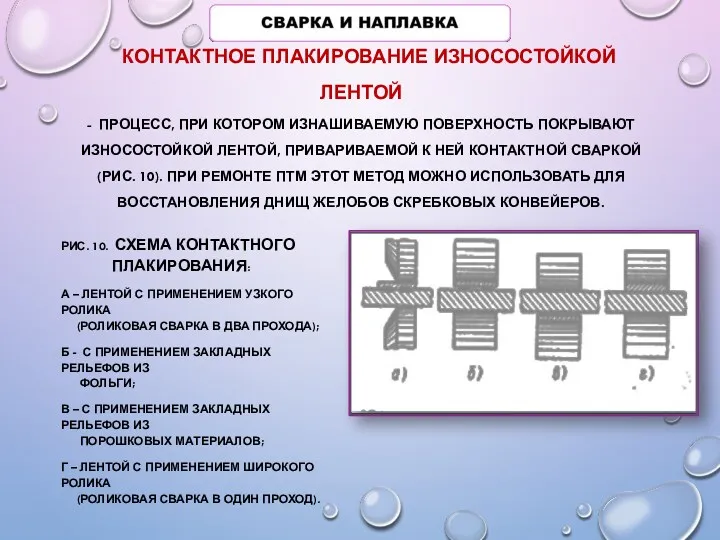
КОНТАКТНОЕ ПЛАКИРОВАНИЕ ИЗНОСОСТОЙКОЙ ЛЕНТОЙ
- ПРОЦЕСС, ПРИ КОТОРОМ ИЗНАШИВАЕМУЮ ПОВЕРХНОСТЬ ПОКРЫВАЮТ
КОНТАКТНОЕ ПЛАКИРОВАНИЕ ИЗНОСОСТОЙКОЙ ЛЕНТОЙ - ПРОЦЕСС, ПРИ КОТОРОМ ИЗНАШИВАЕМУЮ ПОВЕРХНОСТЬ ПОКРЫВАЮТ

ПЛАЗМЕННАЯ НАПЛАВКА
(РИС. 11)
ОСНОВАНА НА ИСПОЛЬЗОВАНИИ В КАЧЕСТВЕ ИСТОЧНИКА ТЕПЛОТЫ
ПЛАЗМЕННАЯ НАПЛАВКА (РИС. 11) ОСНОВАНА НА ИСПОЛЬЗОВАНИИ В КАЧЕСТВЕ ИСТОЧНИКА ТЕПЛОТЫ

ЭЛЕКТРОШЛАКОВАЯ НАПЛАВКА
(РИС.12)
ИСПОЛЬЗУЕТСЯ ПРИ НАПЛАВЛЕНИИ БОЛЬШИХ МАСС МЕТАЛЛА. ЕГО ПРЕДВАРИТЕЛЬНО
ЭЛЕКТРОШЛАКОВАЯ НАПЛАВКА (РИС.12) ИСПОЛЬЗУЕТСЯ ПРИ НАПЛАВЛЕНИИ БОЛЬШИХ МАСС МЕТАЛЛА. ЕГО ПРЕДВАРИТЕЛЬНО
РЕМОНТ МЕТАЛЛИЗАЦИЕЙ
СОСТОИТ В РАСПЛАВЛЕНИИ ИСХОДНОГО МАТЕРИАЛА, РАСПЫЛЕНИИ ЕГО НА МЕЛКИЕ
РЕМОНТ МЕТАЛЛИЗАЦИЕЙ СОСТОИТ В РАСПЛАВЛЕНИИ ИСХОДНОГО МАТЕРИАЛА, РАСПЫЛЕНИИ ЕГО НА МЕЛКИЕ
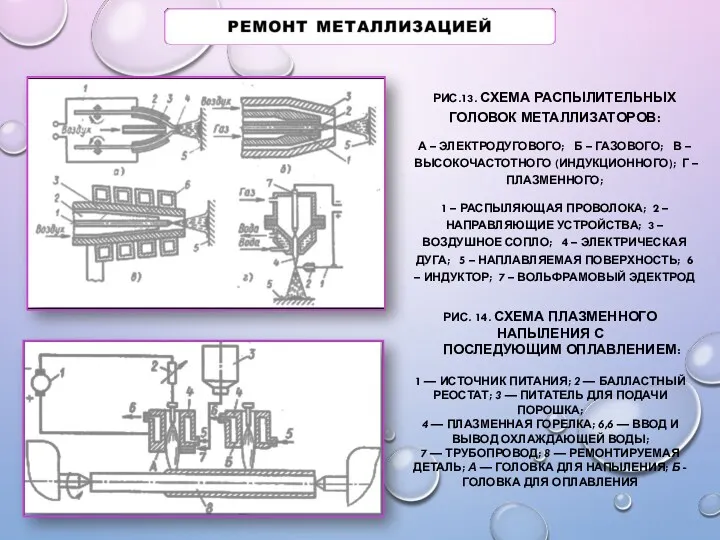
РИС. 14. СХЕМА ПЛАЗМЕННОГО НАПЫЛЕНИЯ С ПОСЛЕДУЮЩИМ ОПЛАВЛЕНИЕМ:
1 — ИСТОЧНИК ПИТАНИЯ;
РИС. 14. СХЕМА ПЛАЗМЕННОГО НАПЫЛЕНИЯ С ПОСЛЕДУЮЩИМ ОПЛАВЛЕНИЕМ: 1 — ИСТОЧНИК ПИТАНИЯ;
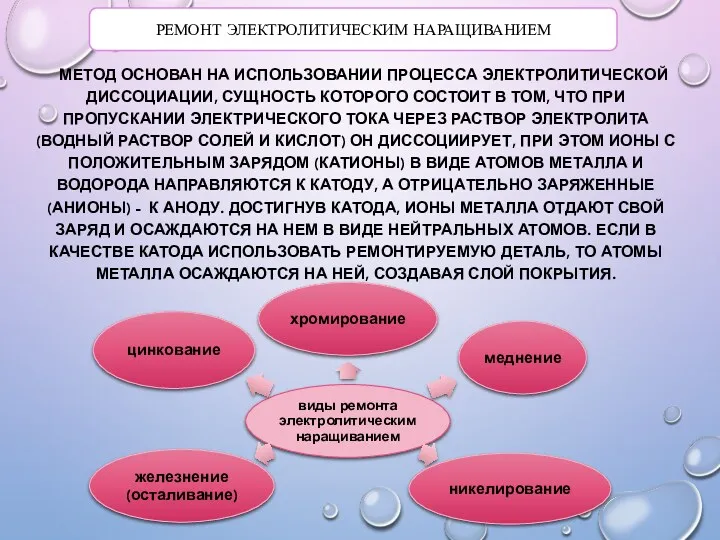
МЕТОД ОСНОВАН НА ИСПОЛЬЗОВАНИИ ПРОЦЕССА ЭЛЕКТРОЛИТИЧЕСКОЙ ДИССОЦИАЦИИ, СУЩНОСТЬ КОТОРОГО СОСТОИТ В
МЕТОД ОСНОВАН НА ИСПОЛЬЗОВАНИИ ПРОЦЕССА ЭЛЕКТРОЛИТИЧЕСКОЙ ДИССОЦИАЦИИ, СУЩНОСТЬ КОТОРОГО СОСТОИТ В
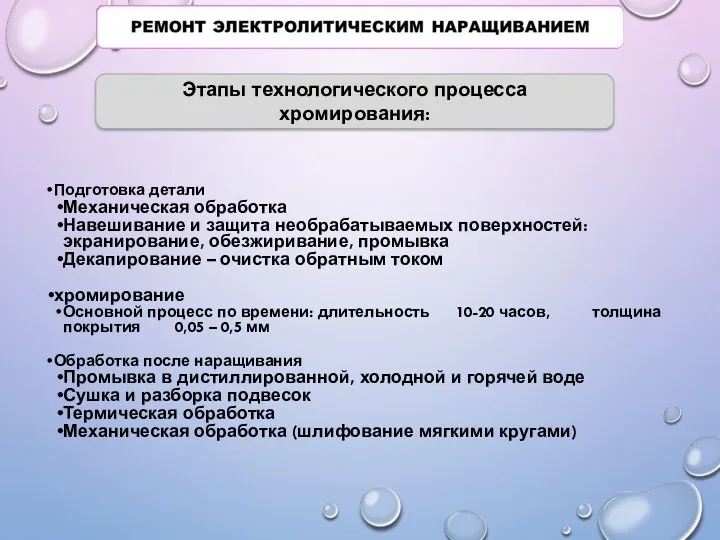
Этапы технологического процесса
хромирования:
Подготовка детали
Механическая обработка
Навешивание и защита необрабатываемых поверхностей: экранирование,
Этапы технологического процесса
хромирования:
Подготовка детали
Механическая обработка
Навешивание и защита необрабатываемых поверхностей: экранирование,
ЛИТЕРАТУРА:
И.И.ИВАШКОВ «МОНТАЖ, ЭКСПЛУАТАЦИЯ И РЕМОНТ ПОДЪЕМНО-ТРАНСПОРТНЫХ МАШИН», М.: «МАШИНОСТРОЕНИЕ», 1991
В.И.ЦЕХОВ
ЛИТЕРАТУРА:
И.И.ИВАШКОВ «МОНТАЖ, ЭКСПЛУАТАЦИЯ И РЕМОНТ ПОДЪЕМНО-ТРАНСПОРТНЫХ МАШИН», М.: «МАШИНОСТРОЕНИЕ», 1991
В.И.ЦЕХОВ
 Свойства радиоволн различных частот
Свойства радиоволн различных частот Технология ТО и ремонта. Ходовая часть
Технология ТО и ремонта. Ходовая часть Aspectele de bază a exploatării tehnicii militare. Exploatarea motoarelor cu ardere internă. (Tema 5.1)
Aspectele de bază a exploatării tehnicii militare. Exploatarea motoarelor cu ardere internă. (Tema 5.1) Основные понятия твердотельной электроники
Основные понятия твердотельной электроники Радиоактивность. Свойства ядерных излучений
Радиоактивность. Свойства ядерных излучений методический семинар на тему Организация деятельностного подхода на уроках физики
методический семинар на тему Организация деятельностного подхода на уроках физики Геометрическая оптика. Законы распространения света
Геометрическая оптика. Законы распространения света Фонтан Герона
Фонтан Герона Реализация требований ФГОС ООО в деятельности учителя физики
Реализация требований ФГОС ООО в деятельности учителя физики Физические свойства природного газа. Фазовое состояние
Физические свойства природного газа. Фазовое состояние Разработка внеклассного мероприятия Физический КВН (8 класс)
Разработка внеклассного мероприятия Физический КВН (8 класс) Движение и взаимодействие тел
Движение и взаимодействие тел Методический материал к уроку Лазеры
Методический материал к уроку Лазеры Давление
Давление Поляризація діелектриків. Провідники в електростатичному полі. (Лекція 9)
Поляризація діелектриків. Провідники в електростатичному полі. (Лекція 9) Устройство сверлильного станка (технология, 5 класс)
Устройство сверлильного станка (технология, 5 класс) Движение космических аппаратов
Движение космических аппаратов Применение ядерной энергии
Применение ядерной энергии Конденсаторы. Тест. 10 класс
Конденсаторы. Тест. 10 класс Организация учебных занятий по физике с элементами системно-деятельностного подхода
Организация учебных занятий по физике с элементами системно-деятельностного подхода Плавание судов. Презентация к уроку физики в 7 классе
Плавание судов. Презентация к уроку физики в 7 классе Устройство рулевого управления
Устройство рулевого управления Электрические явления в природе и технике
Электрические явления в природе и технике Тема урока: Интерференция света в тонких пленках. Лаборатория природы.
Тема урока: Интерференция света в тонких пленках. Лаборатория природы. Ядерный реактор. Ядерная энергетика.
Ядерный реактор. Ядерная энергетика. Тормозная система КамАЗ
Тормозная система КамАЗ Механическое движение. Задача на расчет средней скорости
Механическое движение. Задача на расчет средней скорости Физика элементарных частиц
Физика элементарных частиц