- Технология огранки камней

Содержание
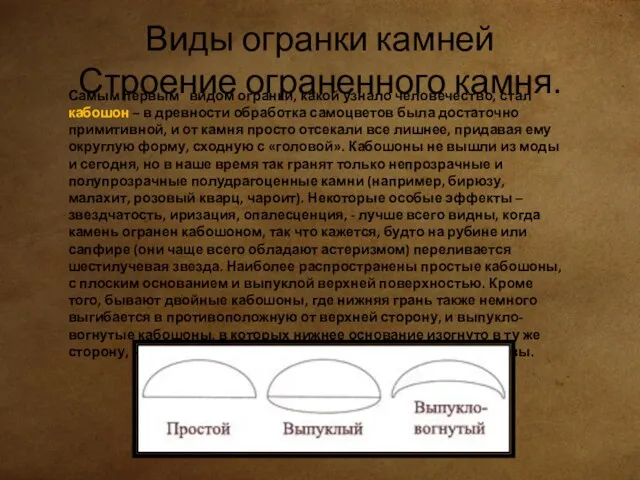
- 2. Виды огранки камней Строение ограненного камня. Самым первым видом огранки, какой узнало человечество, стал кабошон –
- 3. Не следует путать кабошоны с геммами(лат. gemma — драгоценный камень) – пластинами полудрагоценных камней, на которых
- 4. Прозрачные самоцветы вне зависимости от ценности принято гранить различным количеством граней геометрически правильной формы, наносящихся в
- 5. Позже появились более совершенные виды фасеточной огранки – одной из самых интересных, но сегодня не используемых,
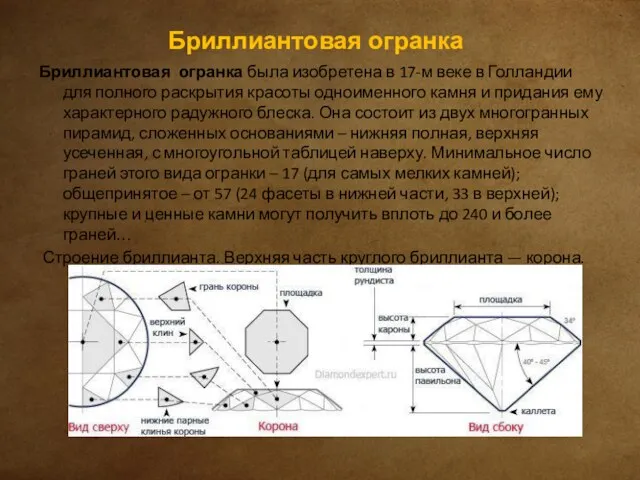
- 6. Бриллиантовая огранка Бриллиантовая огранка была изобретена в 17-м веке в Голландии для полного раскрытия красоты одноименного
- 7. Нижняя часть круглого бриллианта — павильон.
- 8. Наиболее популярные виды огранки – это бриллиантовая и ступенчатая, а также их гибрид – смешанная огранка,
- 9. И последняя в списке, но отнюдь не последняя по красоте – фантазийная огранка, которая включает в
- 11. Посмотрите на эту фотографию и попробуйте представить себе, как мог бы выглядеть этот камень в ограненном
- 12. Размеры граней и углы между ними рассчитываются таким образом, чтобы обеспечить оптимальное прохождение луча света через
- 13. Станок для огранки представляет из себя механизм, оснащенный приводом ограночного круга, держателем рабочего стержня и самим
- 14. А вот так выглядит типичный проект дизайна стандартной круглой бриллиантовой огранки. Как видно из записи, этот
- 15. А теперь - несколько иллюстраций, показывающих стадии превращений камня в процессе огранки: Сначала огранивается павильон, ему
- 16. Далее следует огранка короны, формирование стола (площадки). Сначала совмещаются грани рундиста и основные грани короны, формирующие
- 17. Огранка закончена. Начинается не менее сложный и ответственный процесс полирования камня... Процесс многоступенчатый, для чего используется
- 18. Изменения, которые камни претерпевают в процессе полирования при переходе от одной стадии к другой, лучше показать
- 19. 0 0 0
- 20. 1. Распиловка каменного сырья Это обычно начальная стадия в обработке сырья (если, конечно, исключить немаловажный первичный
- 21. 2. Распиловка с помощью алмазного инструмента. Осуществляется с применением дисковых сплошных или сегментных пил различного диаметра
- 22. Наиболее пригодны для абразивов разновидности иалмаза, известные под названиями «борт» и «карбонадо».Они более вязкие , вследствие
- 23. Некоторые камнерезы пытаются усовершенствовать абразивные алмазные круги, делая небольшие надрезы на металлоалмазном ободке, для увеличения скорости
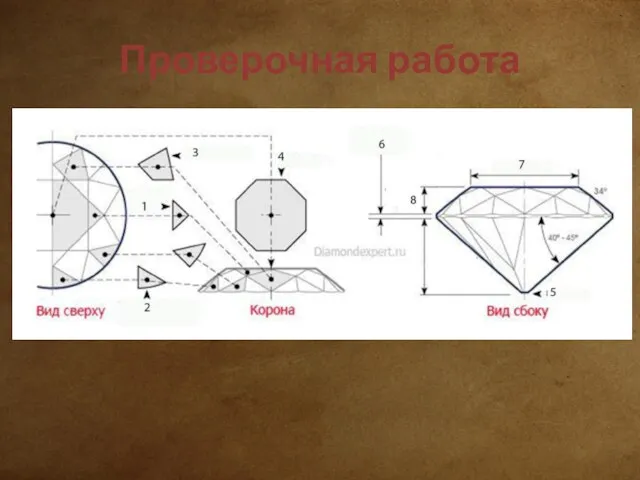
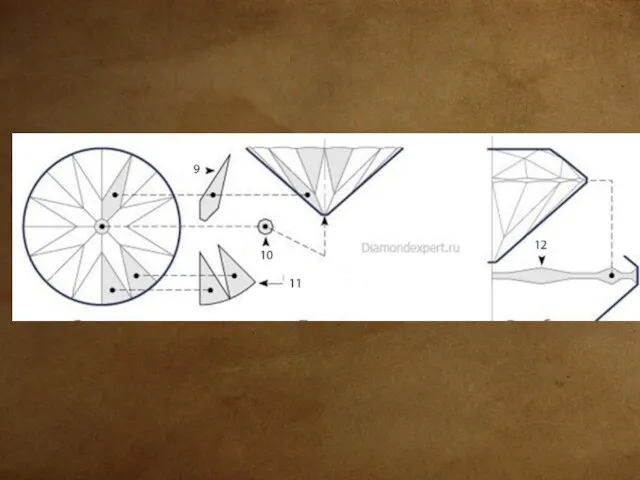
- 24. Проверочная работа
- 26. Процесс распиловки каменного сырья Устройство распилочного станка
- 27. Камнерезная пила принципиально ничем не отличается от циркулярной пилы для дерева, и в обеих конструкциях можно
- 28. Шпиндель и подшипники Отрезные диски должны устанавливаться на достаточно толстые стальные валы, чтобы сохранялись жесткость конструкции
- 29. В некоторых пилах используются подшипники скольжения, представляющие собой стальные вкладыши, плакированные мягкими антифрикционными сплавами. Однако пилы
- 30. Суппорт пилы Следующими по важности деталями камнерезного станка после отрезных дисков и шпинделя являются суппорт и
- 31. Другим недостатком указанной конструкции является то, что в конце распиловки, когда поперечное сечение камня внезапно сужается
- 32. Подача суппорта В простых станках подача суппорта осуществляется за счет тяжести груза, прикрепленного к тросику, который
- 33. Поэтому для подготовки сырья к обработке используют несколько типов алмазных пил, крепя их в соответствующем станке,
- 34. Зажимные устройства Многие суппорты снабжены поперечной подачей, что позволяет оператору отрезать от камня сразу несколько пластин,
- 35. Охлаждающая жидкость Все отрезные станки должны быть снабжены ванной с жидкостью, через которую при вращении будет
- 36. Пол под станком должен быть покрыт материалом, с которого легко стереть пролитую жидкость, а запачканные ею
- 37. Перед распиловкой можно также обрызгивать камень акриловой смолой. Это, конечно, не предотвращает впитывания масла плоскостью разреза,
- 38. ЕМКОСТИ ДЛЯ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ Большинство камнерезных пил устроено так, что бак не только служит емкостью для
- 39. КОНЦЕВЫЕ ВЫКЛЮЧАТЕЛИ Чтобы исключить необходимость постоянного контроля за процессом распиловки, многие станки оборудованы концевыми выключателями, которые
- 40. Обдирка каменной заготовки Обдирка – это абразивный процесс, предназначенный для придания камню предварительной (грубой) формы. При
- 41. Обдирка алмазов также может производиться на специальных автоматизированных обдирочных станках. Заготовки закрепляются на оправках и с
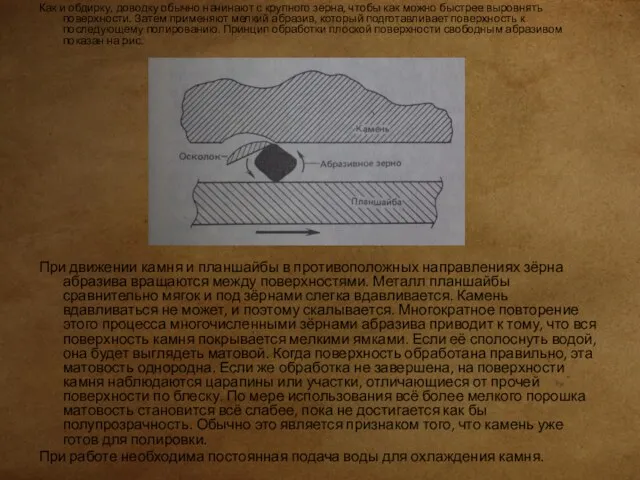
- 42. Как и обдирку, доводку обычно начинают с крупного зерна, чтобы как можно быстрее выровнять поверхности. Затем
- 43. При обработке тонких пластин их рекомендуется наклеивать на подложку, например из фанеры, смесью пчелиного воска и
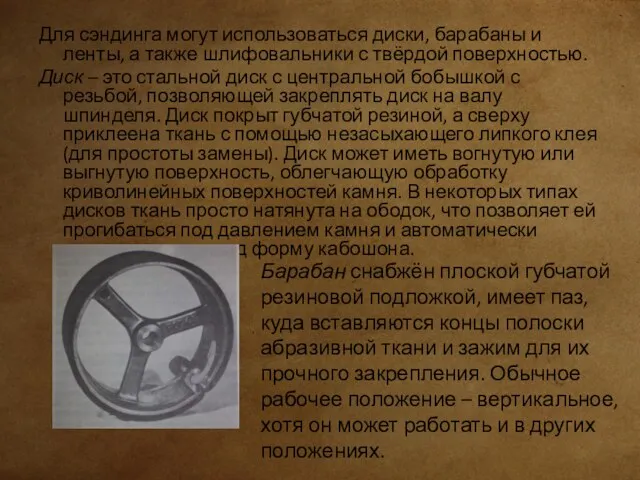
- 44. Для сэндинга могут использоваться диски, барабаны и ленты, а также шлифовальники с твёрдой поверхностью. Диск –
- 45. Лента для сэндинга состоит из «бесконечной» ленты абразивной ткани, надетой на два покрытых резиной шкива, расположенных
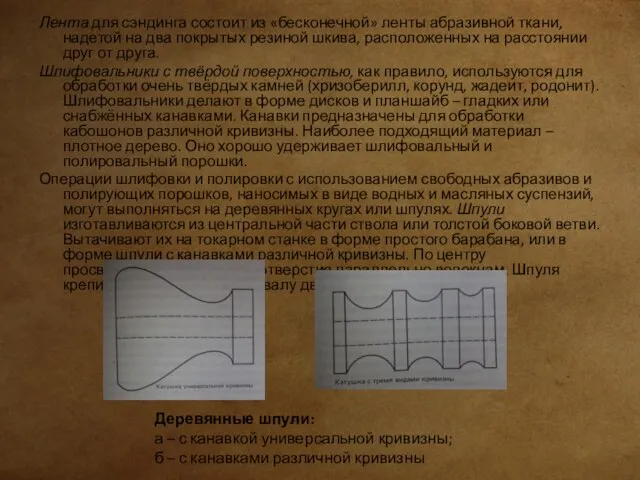
- 46. Наиболее эффективно шпули работают, если их диаметр составляет 100–125 мм, а высота 75–100 мм. Частота вращения
- 47. Кожа с успехом используется в сочетании с алмазным порошком, смешанным с маслом, вазелином и другими смазками,
- 48. Полирование. Окончательным этапом при изготовлении любого изделия из камня является полирование. Сверкающие и гладкие поверхности получаются
- 49. Существуют два основных типа полировальников: 1) полировальники для кабошонов, плоскостей, сфер и других изделий, не требующих
- 50. Для полирования годится также кожа любого типа, но она должна быть просто выдублена, без искусственного окрашивания
- 52. Скачать презентацию
Виды огранки камней
Строение ограненного камня.
Самым первым видом огранки, какой узнало человечество,
Виды огранки камней
Строение ограненного камня.
Самым первым видом огранки, какой узнало человечество,
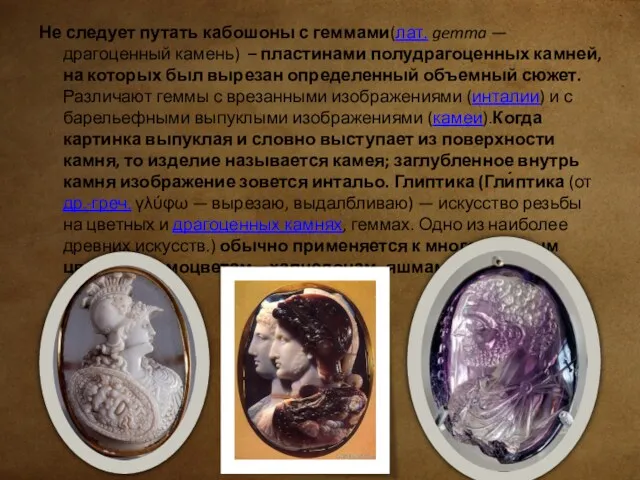
Не следует путать кабошоны с геммами(лат. gemma — драгоценный камень) – пластинами полудрагоценных
Не следует путать кабошоны с геммами(лат. gemma — драгоценный камень) – пластинами полудрагоценных
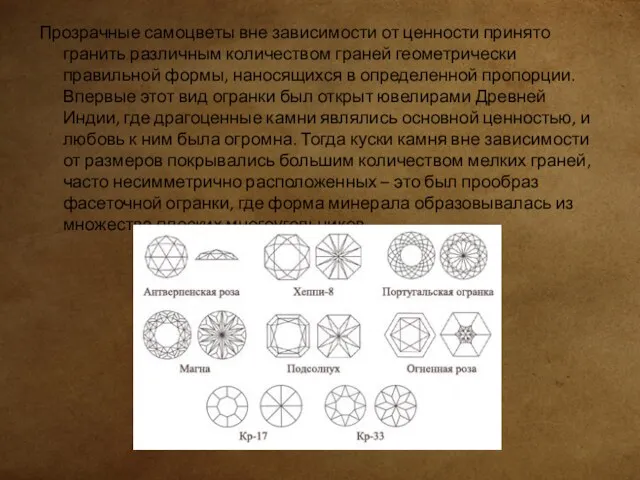
Прозрачные самоцветы вне зависимости от ценности принято гранить различным количеством граней
Прозрачные самоцветы вне зависимости от ценности принято гранить различным количеством граней
Позже появились более совершенные виды фасеточной огранки – одной из самых
Позже появились более совершенные виды фасеточной огранки – одной из самых
Бриллиантовая огранка
Бриллиантовая огранка была изобретена в 17-м веке в Голландии для
Бриллиантовая огранка
Бриллиантовая огранка была изобретена в 17-м веке в Голландии для
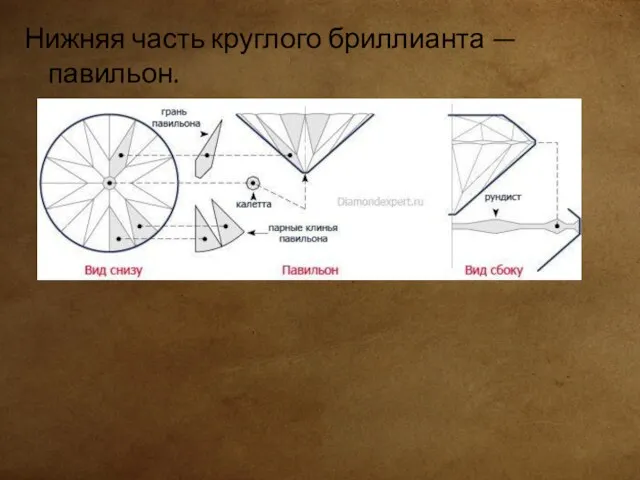
Нижняя часть круглого бриллианта — павильон.
Нижняя часть круглого бриллианта — павильон.

Наиболее популярные виды огранки – это бриллиантовая и ступенчатая, а также
Наиболее популярные виды огранки – это бриллиантовая и ступенчатая, а также
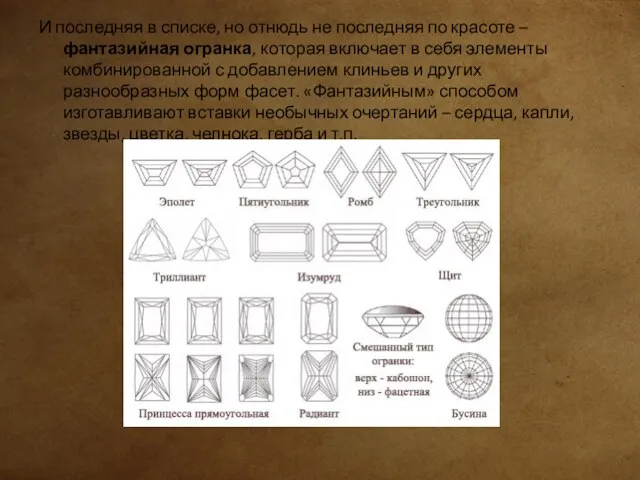
И последняя в списке, но отнюдь не последняя по красоте –
И последняя в списке, но отнюдь не последняя по красоте –
Посмотрите на эту фотографию и попробуйте представить себе, как мог бы
Посмотрите на эту фотографию и попробуйте представить себе, как мог бы
Размеры граней и углы между ними рассчитываются таким образом, чтобы обеспечить
Размеры граней и углы между ними рассчитываются таким образом, чтобы обеспечить

Станок для огранки представляет из себя механизм, оснащенный приводом ограночного круга,
Станок для огранки представляет из себя механизм, оснащенный приводом ограночного круга,
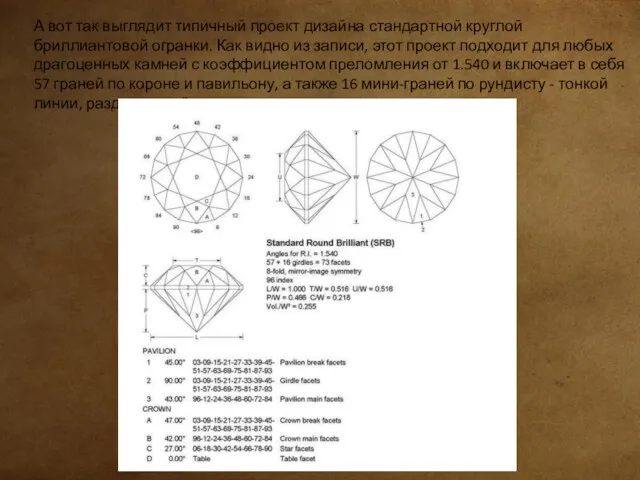
А вот так выглядит типичный проект дизайна стандартной круглой бриллиантовой огранки.
А вот так выглядит типичный проект дизайна стандартной круглой бриллиантовой огранки.

А теперь - несколько иллюстраций, показывающих стадии превращений камня в процессе
А теперь - несколько иллюстраций, показывающих стадии превращений камня в процессе
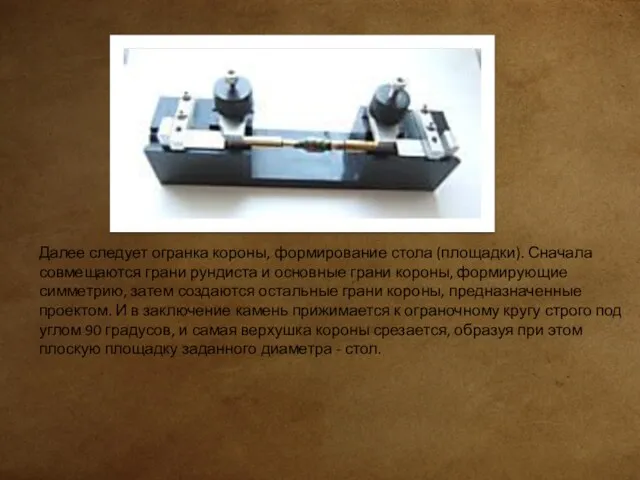
Далее следует огранка короны, формирование стола (площадки). Сначала совмещаются грани рундиста
Далее следует огранка короны, формирование стола (площадки). Сначала совмещаются грани рундиста
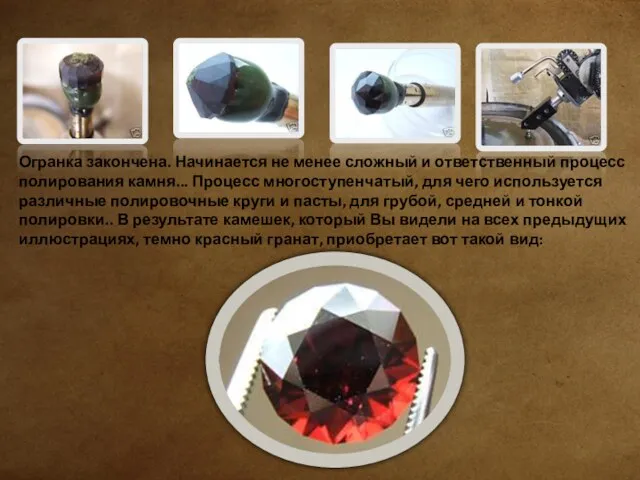
Огранка закончена. Начинается не менее сложный и ответственный процесс полирования камня...
Огранка закончена. Начинается не менее сложный и ответственный процесс полирования камня...
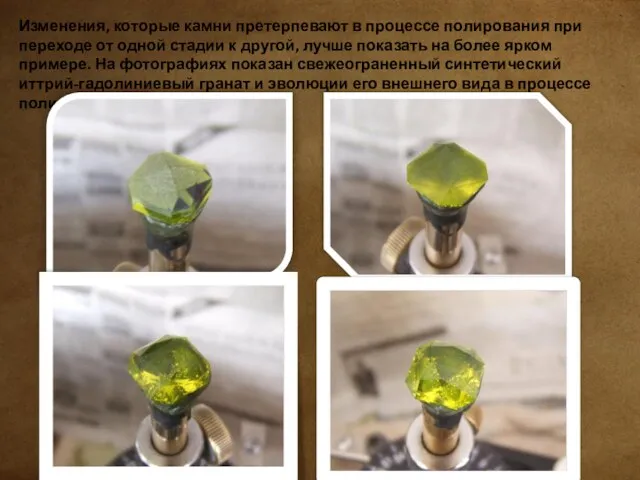
Изменения, которые камни претерпевают в процессе полирования при переходе от одной
Изменения, которые камни претерпевают в процессе полирования при переходе от одной

0
0
0
0
0
1. Распиловка каменного сырья
Это обычно начальная стадия в обработке сырья (если,
1. Распиловка каменного сырья
Это обычно начальная стадия в обработке сырья (если,
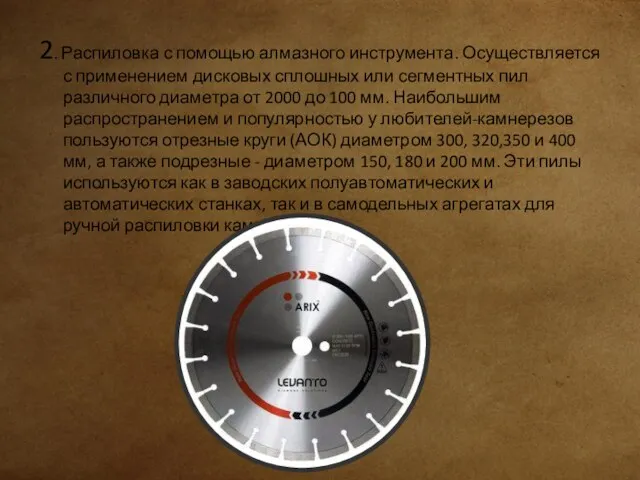
2. Распиловка с помощью алмазного инструмента. Осуществляется с применением дисковых сплошных
2. Распиловка с помощью алмазного инструмента. Осуществляется с применением дисковых сплошных
Наиболее пригодны для абразивов разновидности иалмаза, известные под названиями «борт» и
Наиболее пригодны для абразивов разновидности иалмаза, известные под названиями «борт» и
Некоторые камнерезы пытаются усовершенствовать абразивные алмазные круги, делая небольшие надрезы на
Некоторые камнерезы пытаются усовершенствовать абразивные алмазные круги, делая небольшие надрезы на
Проверочная работа
Проверочная работа
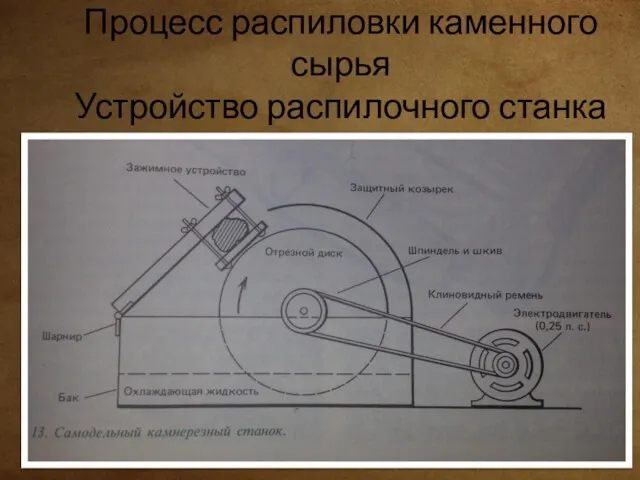
Процесс распиловки каменного сырья
Устройство распилочного станка
Процесс распиловки каменного сырья
Устройство распилочного станка
Камнерезная пила принципиально ничем не отличается от циркулярной пилы для дерева,
Камнерезная пила принципиально ничем не отличается от циркулярной пилы для дерева,
Шпиндель и подшипники
Отрезные диски должны устанавливаться на достаточно толстые стальные валы,
Шпиндель и подшипники
Отрезные диски должны устанавливаться на достаточно толстые стальные валы,
В некоторых пилах используются подшипники скольжения, представляющие собой стальные вкладыши, плакированные
В некоторых пилах используются подшипники скольжения, представляющие собой стальные вкладыши, плакированные
Суппорт пилы
Следующими по важности деталями камнерезного станка после отрезных дисков и
Суппорт пилы
Следующими по важности деталями камнерезного станка после отрезных дисков и
Другим недостатком указанной конструкции является то, что в конце распиловки, когда
Другим недостатком указанной конструкции является то, что в конце распиловки, когда
Подача суппорта
В простых станках подача суппорта осуществляется за счет тяжести груза,
Подача суппорта
В простых станках подача суппорта осуществляется за счет тяжести груза,
Поэтому для подготовки сырья к обработке используют несколько типов алмазных пил,
Поэтому для подготовки сырья к обработке используют несколько типов алмазных пил,
Зажимные устройства
Многие суппорты снабжены поперечной подачей, что позволяет оператору отрезать от
Зажимные устройства
Многие суппорты снабжены поперечной подачей, что позволяет оператору отрезать от
Охлаждающая жидкость
Все отрезные станки должны быть снабжены ванной с жидкостью, через
Охлаждающая жидкость
Все отрезные станки должны быть снабжены ванной с жидкостью, через
Пол под станком должен быть покрыт материалом, с которого легко стереть
Пол под станком должен быть покрыт материалом, с которого легко стереть
Перед распиловкой можно также обрызгивать камень акриловой смолой. Это, конечно, не
Перед распиловкой можно также обрызгивать камень акриловой смолой. Это, конечно, не
ЕМКОСТИ ДЛЯ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ
Большинство камнерезных пил устроено так, что бак
ЕМКОСТИ ДЛЯ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ Большинство камнерезных пил устроено так, что бак
КОНЦЕВЫЕ ВЫКЛЮЧАТЕЛИ
Чтобы исключить необходимость постоянного контроля за процессом распиловки, многие станки
КОНЦЕВЫЕ ВЫКЛЮЧАТЕЛИ Чтобы исключить необходимость постоянного контроля за процессом распиловки, многие станки
Обдирка каменной заготовки
Обдирка – это абразивный процесс, предназначенный для придания камню
Обдирка каменной заготовки
Обдирка – это абразивный процесс, предназначенный для придания камню
Обдирка алмазов также может производиться на специальных автоматизированных обдирочных станках. Заготовки
Обдирка алмазов также может производиться на специальных автоматизированных обдирочных станках. Заготовки
Как и обдирку, доводку обычно начинают с крупного зерна, чтобы как
Как и обдирку, доводку обычно начинают с крупного зерна, чтобы как
При обработке тонких пластин их рекомендуется наклеивать на подложку, например из
При обработке тонких пластин их рекомендуется наклеивать на подложку, например из
Для сэндинга могут использоваться диски, барабаны и ленты, а также шлифовальники
Для сэндинга могут использоваться диски, барабаны и ленты, а также шлифовальники
Лента для сэндинга состоит из «бесконечной» ленты абразивной ткани, надетой на
Лента для сэндинга состоит из «бесконечной» ленты абразивной ткани, надетой на
Наиболее эффективно шпули работают, если их диаметр составляет 100–125 мм, а
Наиболее эффективно шпули работают, если их диаметр составляет 100–125 мм, а
Кожа с успехом используется в сочетании с алмазным порошком, смешанным с
Кожа с успехом используется в сочетании с алмазным порошком, смешанным с
Полирование. Окончательным этапом при изготовлении любого изделия из камня является полирование.
Полирование. Окончательным этапом при изготовлении любого изделия из камня является полирование.
Существуют два основных типа полировальников:
1) полировальники для кабошонов, плоскостей, сфер и
Существуют два основных типа полировальников:
1) полировальники для кабошонов, плоскостей, сфер и
Для полирования годится также кожа любого типа, но она должна быть
Для полирования годится также кожа любого типа, но она должна быть
 Разработка технологического процесса механической обработки детали: переходная – муфта
Разработка технологического процесса механической обработки детали: переходная – муфта Игра для профильного лагеря Умники и умницы по физике
Игра для профильного лагеря Умники и умницы по физике Презентация к уроку по теме Механическая работа 7 класс
Презентация к уроку по теме Механическая работа 7 класс Радиоактивные превращения атомных ядер
Радиоактивные превращения атомных ядер Плотность
Плотность Виды теплообмена. Урок 10
Виды теплообмена. Урок 10 Графен и его удивительные свойства
Графен и его удивительные свойства Презентация Формы и методы подготовки учащихся к ГИА (из опыта работы)
Презентация Формы и методы подготовки учащихся к ГИА (из опыта работы) Проект по физике Красворд
Проект по физике Красворд Физика и Автомобиль
Физика и Автомобиль Методическая разработка урока физики 8 класс. Лабораторная работа № 13 Исследование зависимости угла преломления от угла падения света.
Методическая разработка урока физики 8 класс. Лабораторная работа № 13 Исследование зависимости угла преломления от угла падения света. Механические характеристики электродвигателей постоянного тока
Механические характеристики электродвигателей постоянного тока Газораспределительный механизм. Лекция №12
Газораспределительный механизм. Лекция №12 Двигатели. Принцип работы и устройство
Двигатели. Принцип работы и устройство Твердые сплавы. Маркировка. Примеры. Области применения
Твердые сплавы. Маркировка. Примеры. Области применения Измерение влажности
Измерение влажности Загальна будова бойової машини піхоти БМП – 2, бронетранспортера БТР - 80
Загальна будова бойової машини піхоти БМП – 2, бронетранспортера БТР - 80 Введение в тепломассообмен
Введение в тепломассообмен Урок физики Плотность вещества
Урок физики Плотность вещества Высота и тембр звука. Громкость звука
Высота и тембр звука. Громкость звука Порівняння швидкостей рухів тварин, техніки
Порівняння швидкостей рухів тварин, техніки Сверхпроводимость. (Лекция 10)
Сверхпроводимость. (Лекция 10) Гидродинамика
Гидродинамика Влажность воздуха.
Влажность воздуха. Звук. Характеристики звука
Звук. Характеристики звука Второй закон Ньютона
Второй закон Ньютона Презентация по теме Деформация. Виды деформации
Презентация по теме Деформация. Виды деформации Магнитное поле тока
Магнитное поле тока