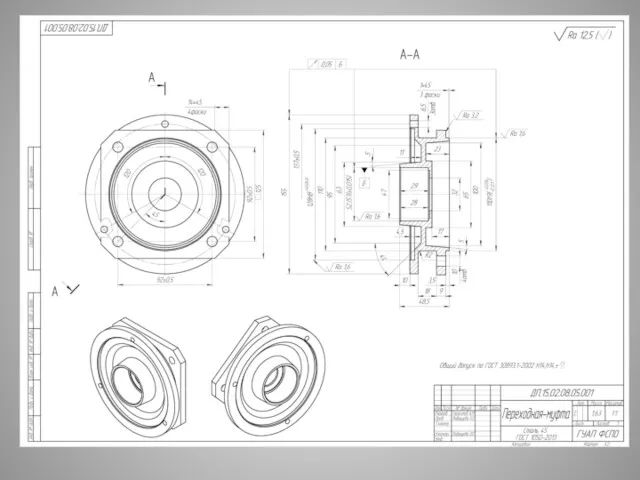
- Разработка технологического процесса механической обработки детали: переходная – муфта

Содержание
- 3. Заготовка: Прокат сортовой горячекатаный стальной круглый ГОСТ 2590-2006 1.Точность проката = В1 2.Площадь поперечного сечения =
- 4. Материал Сталь 45 ГОСТ 1050-2013 Сталь конструкционная углеродистая качественная С (углерод) = 0,45% Si (кремний) =
- 5. Маршрут обработки 010 - Отрезная L=55 мм, D=180 мм 010 015 - Токарная 015 020 -Токарная
- 6. Маршрут обработки 015 переходы 2-7
- 7. Маршрут обработки 015 переходы 8-13
- 8. Маршрут обработки 020 переходы 2-8
- 9. Токарный обрабатывающий центр TAKISAWA LA-250M (L) Устанавливаемый Ø заготовки, мм = 580 Максимальный Ø точения, мм
- 10. Ленточнопильный станок HVBS-912 Макс. Ø обработки при 90º = 229 мм
- 11. Приспособления Гидравлический 3-х кулачковый патрон Конструкция системы крепления инструментальных блоков BMT
- 12. Установка для контроля биения
- 13. Установка для контроля биения
- 14. Установка для контроля биения
- 15. Установка для контроля биения
- 16. Калибр-пробка
- 19. Скачать презентацию
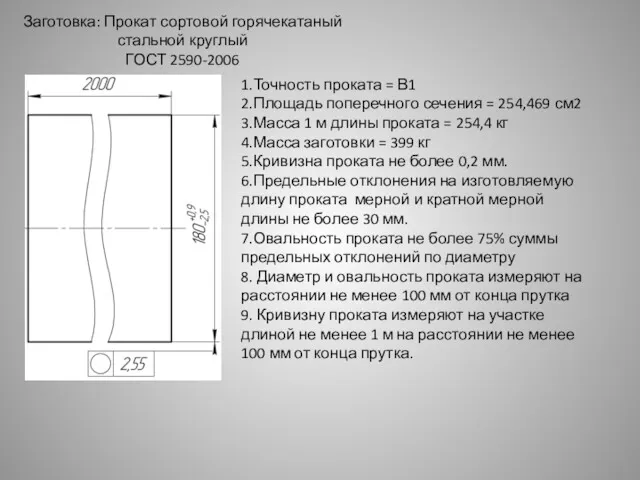
Заготовка: Прокат сортовой горячекатаный стальной круглый
ГОСТ 2590-2006
1.Точность проката = В1
2.Площадь
Заготовка: Прокат сортовой горячекатаный стальной круглый
ГОСТ 2590-2006
1.Точность проката = В1
2.Площадь
Материал
Сталь 45 ГОСТ 1050-2013
Сталь конструкционная углеродистая качественная
С (углерод) = 0,45%
Si
Материал
Сталь 45 ГОСТ 1050-2013
Сталь конструкционная углеродистая качественная
С (углерод) = 0,45%
Si
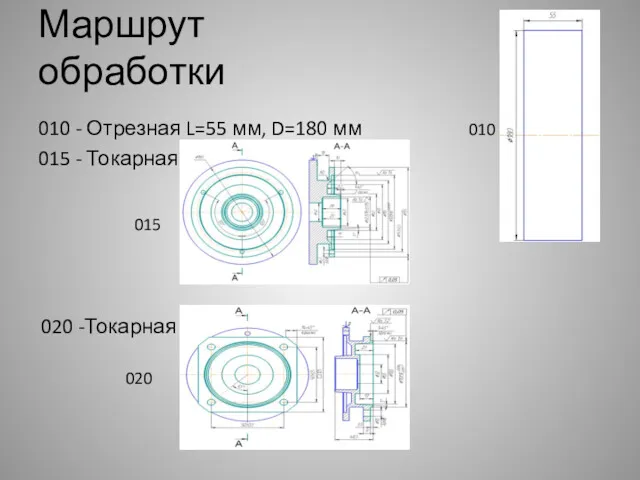
Маршрут обработки
010 - Отрезная L=55 мм, D=180 мм 010
015
Маршрут обработки
010 - Отрезная L=55 мм, D=180 мм 010
015
Маршрут обработки 015 переходы 2-7
Маршрут обработки 015 переходы 2-7
Маршрут обработки 015 переходы 8-13
Маршрут обработки 015 переходы 8-13
Маршрут обработки 020 переходы 2-8
Маршрут обработки 020 переходы 2-8

Токарный обрабатывающий центр TAKISAWA LA-250M (L)
Устанавливаемый Ø заготовки, мм = 580
Токарный обрабатывающий центр TAKISAWA LA-250M (L)
Устанавливаемый Ø заготовки, мм = 580

Ленточнопильный станок HVBS-912
Макс. Ø обработки при 90º = 229 мм
Ленточнопильный станок HVBS-912
Макс. Ø обработки при 90º = 229 мм

Приспособления
Гидравлический 3-х кулачковый патрон
Конструкция системы крепления инструментальных блоков BMT
Приспособления
Гидравлический 3-х кулачковый патрон
Конструкция системы крепления инструментальных блоков BMT

Установка для контроля биения
Установка для контроля биения
Установка для контроля биения
Установка для контроля биения
Установка для контроля биения
Установка для контроля биения

Установка для контроля биения
Установка для контроля биения
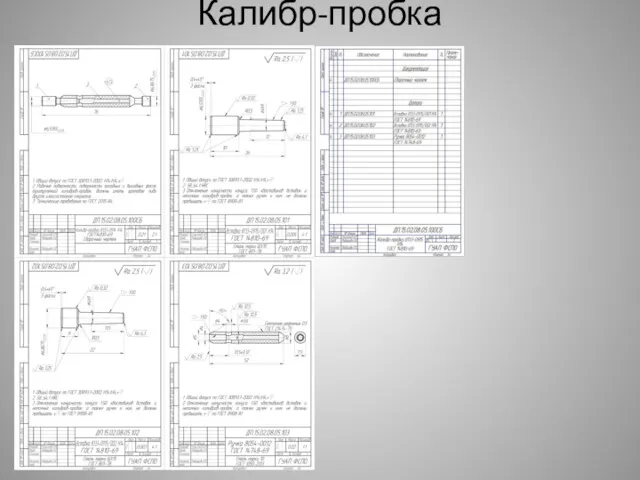
Калибр-пробка
Калибр-пробка

 Рух в природі та основа відліку часу
Рух в природі та основа відліку часу Световые явления в живой и неживой природе
Световые явления в живой и неживой природе Цепи с распределенными параметрами
Цепи с распределенными параметрами Проектная деятельность, как важнейший фактор деятельностной педагогики
Проектная деятельность, как важнейший фактор деятельностной педагогики Гидропривод машин
Гидропривод машин Силы, действующие на шейки коленчатого вала. Лекция №4
Силы, действующие на шейки коленчатого вала. Лекция №4 Линейчатые спектры атомов. Строение атома. Постулаты Бора. Атом водорода по Бору. Лекция 15
Линейчатые спектры атомов. Строение атома. Постулаты Бора. Атом водорода по Бору. Лекция 15 Молекулярная физика и электродинамика, обобщение темы
Молекулярная физика и электродинамика, обобщение темы Закони і формули в астрономії
Закони і формули в астрономії ВАЗ 2106 Автомобильінің жалпы құрылысы
ВАЗ 2106 Автомобильінің жалпы құрылысы Рабочие процессы бензинового двигателя
Рабочие процессы бензинового двигателя Ремонт выхлопной системы Ваз-2170. (Часть 1)
Ремонт выхлопной системы Ваз-2170. (Часть 1) Ремонт автомобилей. Техническое нормирование ремонтных (ручных) работ. (Тема 5.3)
Ремонт автомобилей. Техническое нормирование ремонтных (ручных) работ. (Тема 5.3) Нестационарная теплопроводность неограниченной пластины. (Лекция 7)
Нестационарная теплопроводность неограниченной пластины. (Лекция 7) Кинематика. Основные кинематические характеристики прямолинейного и криволинейного движения
Кинематика. Основные кинематические характеристики прямолинейного и криволинейного движения Положительные лучи. Определение истинных масс атомов. Изотопы. АФ1.5
Положительные лучи. Определение истинных масс атомов. Изотопы. АФ1.5 Корабельные гироскопические системы. (Тема 2)
Корабельные гироскопические системы. (Тема 2) Презентация Броуновское движение. Диффузия. Взаимодействие молекул
Презентация Броуновское движение. Диффузия. Взаимодействие молекул Элементы машиноведения. Составные части машин
Элементы машиноведения. Составные части машин Волновые явления
Волновые явления Сообщающиеся сосуды
Сообщающиеся сосуды Технология проведения технического обслуживания и ремонта смазочной системы
Технология проведения технического обслуживания и ремонта смазочной системы Сыңардүрбі және дүрбі
Сыңардүрбі және дүрбі Ёмкость и индуктивность в цепи переменного тока
Ёмкость и индуктивность в цепи переменного тока Разработка урока по теме Деление ядер урана. Цепная реакция
Разработка урока по теме Деление ядер урана. Цепная реакция Закон Ома для участка цепи, последовательное и параллельное соединение проводников
Закон Ома для участка цепи, последовательное и параллельное соединение проводников Механические свойства металлов
Механические свойства металлов Подводим итог 7 класса по физике
Подводим итог 7 класса по физике