- Термическая обработка

Содержание
- 2. Диаграмма состояния Fe- Fe3-C Диаграмма состояния Fe — Fe3C представлена. Линия ACD — это линия ликвидус.
- 3. Свойства сплава зависят от его структуры. Основным способом, позволяющим изменять структуру, а следовательно, и свойства, является
- 4. Технология термической обработки При разработке технологии термической обработки необходимо установить: • режим нагрева деталей (температуру и
- 5. Отжиг и нормализация. Назначение и режимы Отжиг — термическая обработки сталей и чугунов, при которой изделие
- 6. Отжиг для снятия остаточных напряжений применяют для стальных изделий после литья, сварки или механической обработки. Остаточные
- 7. Неполный отжиг применяют для улучшения обрабатываемости резанием и получения зернистого перлита в структуре заэвтектоидных сталей. Технологический
- 8. Закалка сталей Закалка является основным видом упрочняющей термической обработки сталей и чугунов. При закалке детали нагревают
- 9. Скорость и время нагрева деталей зависят от температуры в печи, степени легирования стали, конфигурации деталей, мощности
- 10. Закалку углеродистых и некоторых низколегированных сталей проводят в воде и водных растворах NaCl и NaOH. Для
- 12. Скачать презентацию
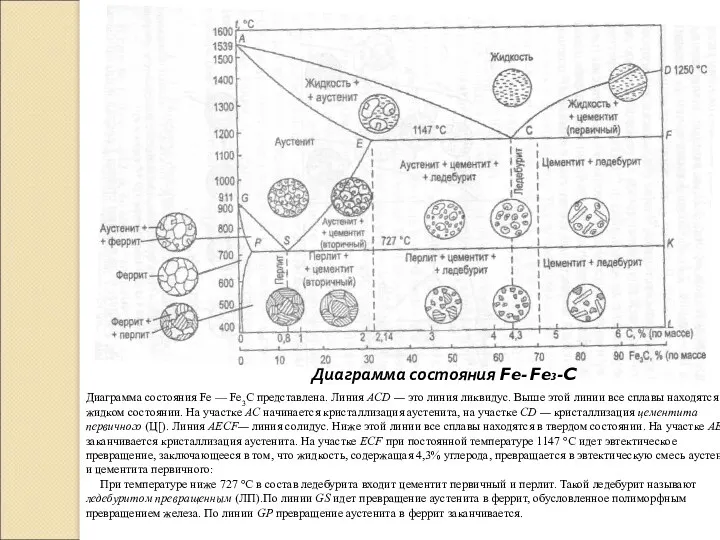
Диаграмма состояния Fe- Fe3-C
Диаграмма состояния Fe — Fe3C представлена. Линия
Диаграмма состояния Fe- Fe3-C
Диаграмма состояния Fe — Fe3C представлена. Линия
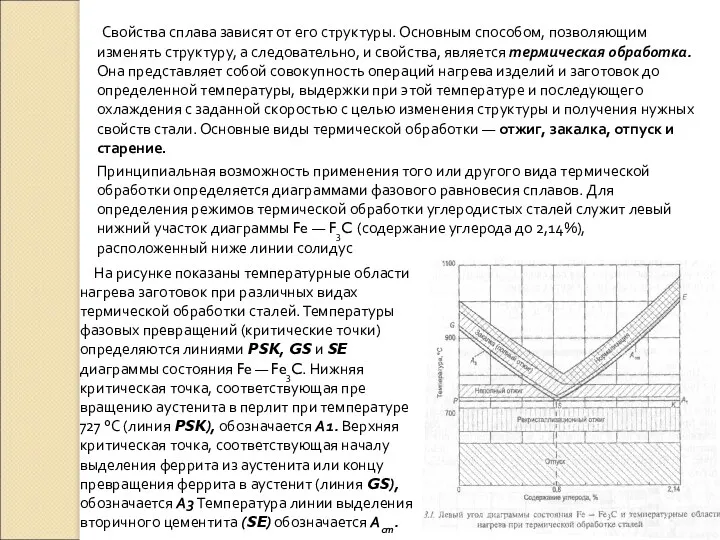
Свойства сплава зависят от его структуры. Основным способом, позволяющим изменять
Свойства сплава зависят от его структуры. Основным способом, позволяющим изменять
Технология термической обработки
При разработке технологии термической обработки необходимо установить:
• режим нагрева
Технология термической обработки
При разработке технологии термической обработки необходимо установить:
• режим нагрева
Отжиг и нормализация. Назначение и режимы
Отжиг — термическая обработки сталей и
Отжиг и нормализация. Назначение и режимы
Отжиг — термическая обработки сталей и
Отжиг для снятия остаточных напряжений применяют для стальных изделий после литья,
Отжиг для снятия остаточных напряжений применяют для стальных изделий после литья,
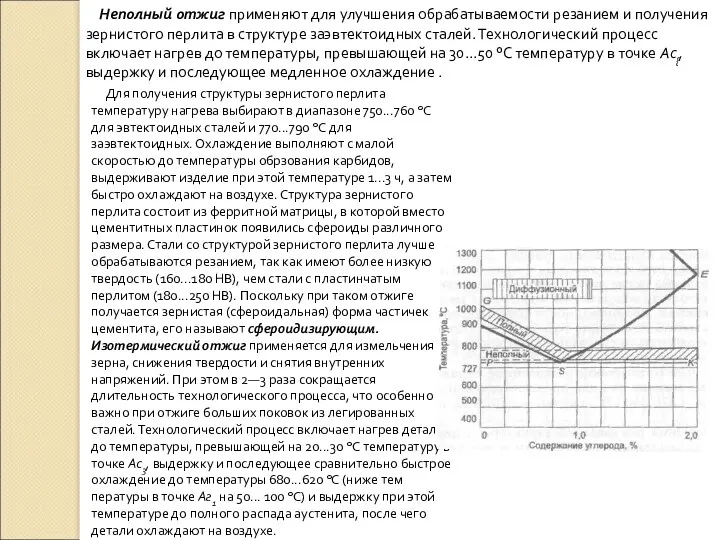
Неполный отжиг применяют для улучшения обрабатываемости резанием и получения зернистого перлита
Неполный отжиг применяют для улучшения обрабатываемости резанием и получения зернистого перлита
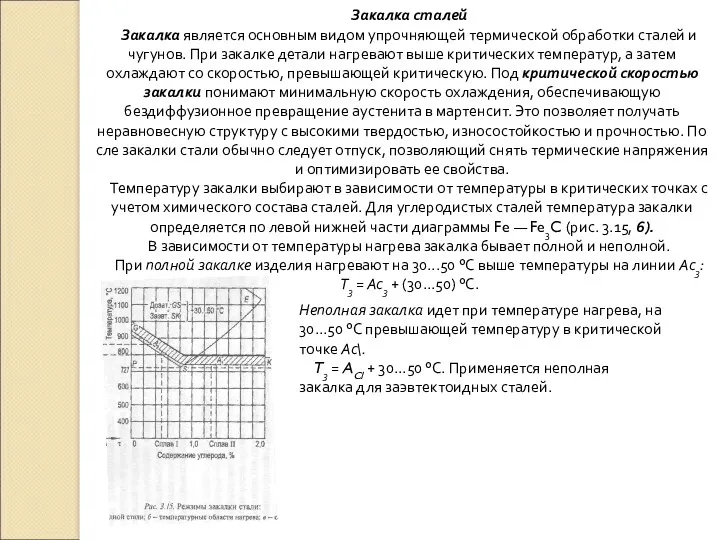
Закалка сталей
Закалка является основным видом упрочняющей термической обработки сталей и чугунов.
Закалка сталей
Закалка является основным видом упрочняющей термической обработки сталей и чугунов.
Скорость и время нагрева деталей зависят от температуры в печи, степени
Скорость и время нагрева деталей зависят от температуры в печи, степени
Закалку углеродистых и некоторых низколегированных сталей проводят в воде и водных
Закалку углеродистых и некоторых низколегированных сталей проводят в воде и водных
 Orbit quantization rule. Lecture №3
Orbit quantization rule. Lecture №3 Дефект массы
Дефект массы Урок узагальнення та систематизації знань з теми Теплові явища. Розв’язування задач. 8 клас
Урок узагальнення та систематизації знань з теми Теплові явища. Розв’язування задач. 8 клас Элективный курс Методы решения физических задач
Элективный курс Методы решения физических задач Гелиоэнергетика. Достоинства и недостатки гелиоэнергетики
Гелиоэнергетика. Достоинства и недостатки гелиоэнергетики Соединения деталей машин
Соединения деталей машин Закон всемирного тяготения. Урок по физике, 9 класс
Закон всемирного тяготения. Урок по физике, 9 класс Три состояния вещества
Три состояния вещества Световое давление
Световое давление Урок физики в 8 классе на тему Виды теплопередачи
Урок физики в 8 классе на тему Виды теплопередачи Колебательный контур
Колебательный контур Переменный электрический ток
Переменный электрический ток Холодильні машини
Холодильні машини Постулаты Н. Бора
Постулаты Н. Бора Физический бой для 7-9 классов
Физический бой для 7-9 классов Механическое движение. Системы отсчета. Траектория, путь и перемещение
Механическое движение. Системы отсчета. Траектория, путь и перемещение Биологическое действие радиации 9класс
Биологическое действие радиации 9класс Общие принципы нормирования
Общие принципы нормирования Закон сохранения механической энергии
Закон сохранения механической энергии Источники электроэнергии
Источники электроэнергии Презентация Проектное обучение
Презентация Проектное обучение Гидравлические машины. Продолжение. Центробежные насосы. Часть 2. Лекция 12
Гидравлические машины. Продолжение. Центробежные насосы. Часть 2. Лекция 12 Ременные передачи
Ременные передачи Закон инерции. Взаимодействие тел. Масса тела (урок 19)
Закон инерции. Взаимодействие тел. Масса тела (урок 19) Инструментальные методы исследования органических веществ. Спектроскопические методы – ЯМР (часть 2)
Инструментальные методы исследования органических веществ. Спектроскопические методы – ЯМР (часть 2) Радио
Радио Двигатель внутреннего сгорания
Двигатель внутреннего сгорания Магнитное поле тока
Магнитное поле тока