- Учебная практика. Общие сведения о слесарных работах. Тема 1

Содержание
- 2. Руководитель практики: Субботкин М.Г, Боровцов К.А Учебная практика Задачи учебной практики: 1. Ознакомление студентов с организацией
- 3. Тема 1 1.1 Ознакомление студентов с инструкциями по ОТ и ПБ ИОТ 037-2018 По охране труда
- 4. 1.2. Общие сведения о слесарных работах Под слесарными работами понимают обработку деталей ручным и механизированным инструментом,
- 5. Качество выполняемых работ зависит от умения слесаря, применяемого инструмента, приспособ-лений и оборудования, рациональной организации рабочего места.
- 6. 1.3. Организация рабочего места слесаря Под рациональной организацией рабочего места понимают создание условий для достижения высокой
- 7. Инструмент, заготовку и документацию для данной работы следует располагать на верстаке на расстоянии вытянутой руки. Каждому
- 8. В отличие от рабочего места заводского слесаря, которым называют участок цеха с находящимся на нем оборудованием,
- 9. Рис. 1. Слесарный верстак
- 10. Наибольшее распространение при выполнении слесарных работ получили слесарные тиски следующих типов: стуловые, параллельные (поворотные и неповоротные)
- 11. Рис. 2. Стуловые тиски: 1 - верстак; 2 - планка креп-ления; 3 - неподвижная губка; 4
- 12. Рис.3. Стуловые тиски
- 13. Рис.4. Параллельные поворотные слесарные тиски: 1 - плита основания; 2 - поворотная часть; 3 - неподвижная
- 14. Рис.5. Параллельные поворотные тиски
- 15. Организация рабочего места К размещению инструментов, заготовок и материалов на рабочем месте предъявляются определенные требования: •на
- 16. Рис. 5. Расположение удобных и неудобных зон на рабочем месте (все размеры указаны в миллиметрах): а,
- 17. Правила содержания рабочего места До начала работы необходимо: •проверить исправность верстака, тисков, приспособлений, индивидуального освещения и
- 18. Во время работы необходимо: •иметь на верстаке только те инструменты и приспособления, которые используются в настоящий
- 19. Общие сведения о безопасности труда при выполнении слесарных работ. •работать только исправным и заточенным инструментом; •при
- 20. •перед началом работы на станках и механизированным инструментом проверять их на холостом ходу и только после
- 21. при получении мелких травм обязательно обрабатывать ранку йодом и накладывать бинт; •работы с применением кислот, щелочей,
- 22. 1.4. Слесарный инструмент Ручной инструмент подразделяется на 4 основные группы: Режущий инструмент-зубила, сверла, метчики, развертки, шаберы,
- 23. Напильник - многолезвийный инструмент для обработки металлов, дерева, пластмасс и тому подобное. Представляет собой металлический брусок
- 24. Напильники имеют следующие разновидности: Надфиль – это небольшой по размеру напильник, который используется для лекальных, ювелирных,
- 25. Напильники различают в зависимости от формы. Они бывают: плоские (остроносые, тупоносые). квадратные круглые. треугольные (трехгранные полукруглые
- 26. Напильники имеют следующие виды насечек: одинарная насечка; двойная насечка (перекрестная); двойная, «oberg»; рашпильная насечка (точечная); дуговая
- 27. Плоские напильники используют для обработки плоских наружных и внутренних, а также наружных выпуклых поверхностей Квадратными напильниками
- 29. Отвёртка - ручной инструмент для для ввинчивания и вывинчивания винтов, шурупов и других крепёжных изделий имеющих
- 30. Форма жала отвертки должна иметь профиль, сходный с профилем шлица крепежного изделия. Наиболее распространены шлицы в
- 31. Зубило - ударно-режущий инструмент для обработки металла (резки, рубки) и камня (раскалывания, откалывания). Основными частями зубила
- 32. Керн или кернер (бородок) - ручной слесарный инструмент, предназначен для разметки небольших углублений (кернов), обычно в
- 33. Метчик - ручной слесарный инструмент для нарезания резьбы в отверстиях. Хвостовик метчика имеет на конце квадратный
- 34. Плашка - ручной инструмент для нарезания резьбы на цилиндрических поверхностях (винты, болты, трубы и тому подобное).
- 36. Гаечный ключ - ручной слесарный инструмент предназначенный для закручивания или откручивания болтов, гаек и других деталей
- 37. В зависимости производимых работ, доступности резьбового соединения и других факторов используются различные типы ключей. Рожковый ключ
- 38. Для крепёжных изделий с головкой имеющей углублённый шестигранник используют торцевые ключи в виде изогнутого шестигранного бруска.
- 39. Разводной ключ - разновидность рожкового ключа, у которого просвет губок (размер ключа) может плавно изменяться в
- 40. Ножовка по металлу Главное назначение ножовки – это распил металличес-ких изделий, прорезание швов, пазов, обрезка загото-вок
- 41. Бытовая ножовка Профессиональная ножовка Ножовка-ручка
- 42. Молоток
- 44. Скачать презентацию
Руководитель практики:
Субботкин М.Г, Боровцов К.А
Учебная практика
Задачи учебной практики:
1. Ознакомление студентов с
Руководитель практики:
Субботкин М.Г, Боровцов К.А
Учебная практика
Задачи учебной практики:
1. Ознакомление студентов с
Тема 1
1.1 Ознакомление студентов с инструкциями по ОТ и ПБ
ИОТ 037-2018
Тема 1
1.1 Ознакомление студентов с инструкциями по ОТ и ПБ
ИОТ 037-2018
1.2. Общие сведения о слесарных работах
Под слесарными работами понимают обработку деталей
1.2. Общие сведения о слесарных работах
Под слесарными работами понимают обработку деталей
Качество выполняемых работ зависит от умения слесаря, применяемого инструмента, приспособ-лений и
Качество выполняемых работ зависит от умения слесаря, применяемого инструмента, приспособ-лений и
1.3. Организация рабочего места слесаря
Под рациональной организацией рабочего места понимают создание
1.3. Организация рабочего места слесаря
Под рациональной организацией рабочего места понимают создание
Инструмент, заготовку и документацию для данной работы следует располагать на верстаке
Инструмент, заготовку и документацию для данной работы следует располагать на верстаке
В отличие от рабочего места заводского слесаря, которым называют участок цеха
В отличие от рабочего места заводского слесаря, которым называют участок цеха

Рис. 1. Слесарный верстак
Рис. 1. Слесарный верстак
Наибольшее распространение при выполнении слесарных работ получили слесарные тиски следующих типов:
Наибольшее распространение при выполнении слесарных работ получили слесарные тиски следующих типов:
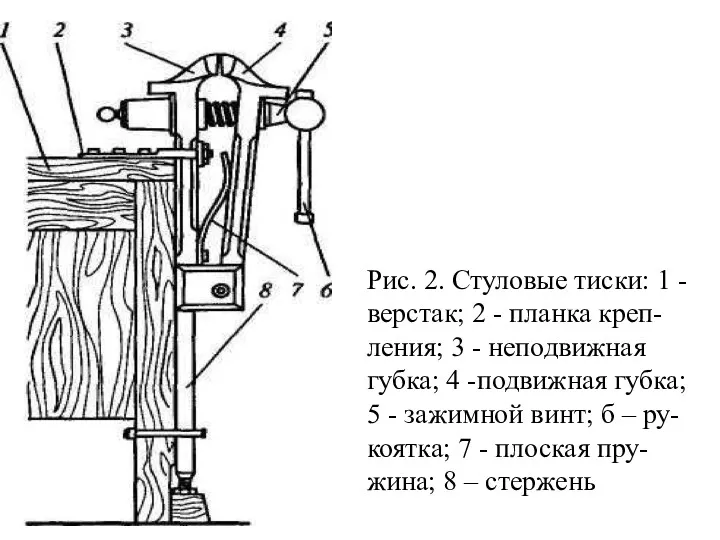
Рис. 2. Стуловые тиски: 1 - верстак; 2 - планка креп-ления;
Рис. 2. Стуловые тиски: 1 - верстак; 2 - планка креп-ления;

Рис.3. Стуловые тиски
Рис.3. Стуловые тиски
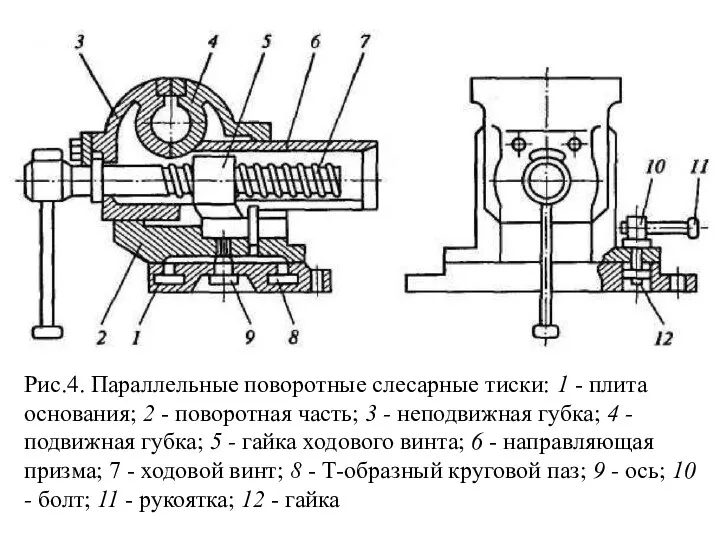
Рис.4. Параллельные поворотные слесарные тиски: 1 - плита основания; 2 -

Рис.5. Параллельные поворотные тиски
Рис.5. Параллельные поворотные тиски
Организация рабочего места
К размещению инструментов, заготовок и материалов на рабочем
Организация рабочего места
К размещению инструментов, заготовок и материалов на рабочем
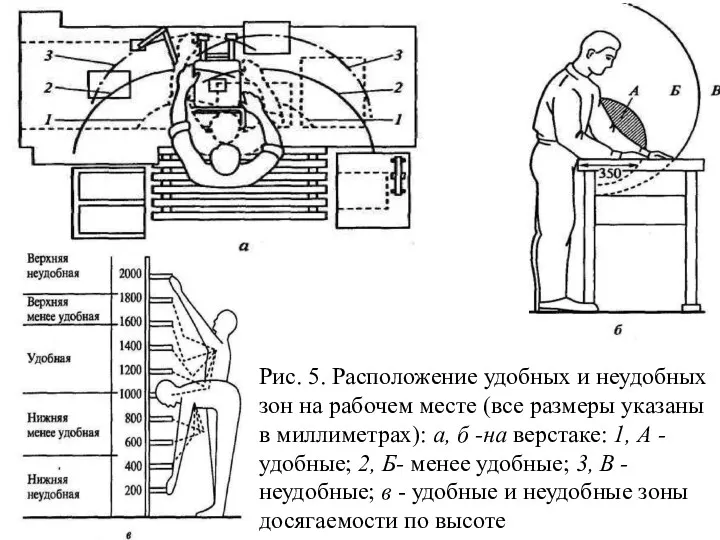
Рис. 5. Расположение удобных и неудобных зон на рабочем месте (все
Правила содержания рабочего места
До начала работы необходимо:
•проверить исправность верстака,
До начала работы необходимо:
•проверить исправность верстака,
Во время работы необходимо:
•иметь на верстаке только те инструменты и
Во время работы необходимо:
•иметь на верстаке только те инструменты и
Общие сведения о безопасности труда при выполнении слесарных работ.
•работать только исправным
•работать только исправным
•перед началом работы на станках и механизированным инструментом проверять их на
при получении мелких травм обязательно обрабатывать ранку йодом и накладывать бинт;
1.4. Слесарный инструмент
Ручной инструмент подразделяется на 4 основные группы:
Режущий инструмент-зубила, сверла,
1.4. Слесарный инструмент
Ручной инструмент подразделяется на 4 основные группы:
Режущий инструмент-зубила, сверла,

Напильник - многолезвийный инструмент для обработки металлов, дерева, пластмасс и тому подобное.
Напильник - многолезвийный инструмент для обработки металлов, дерева, пластмасс и тому подобное.
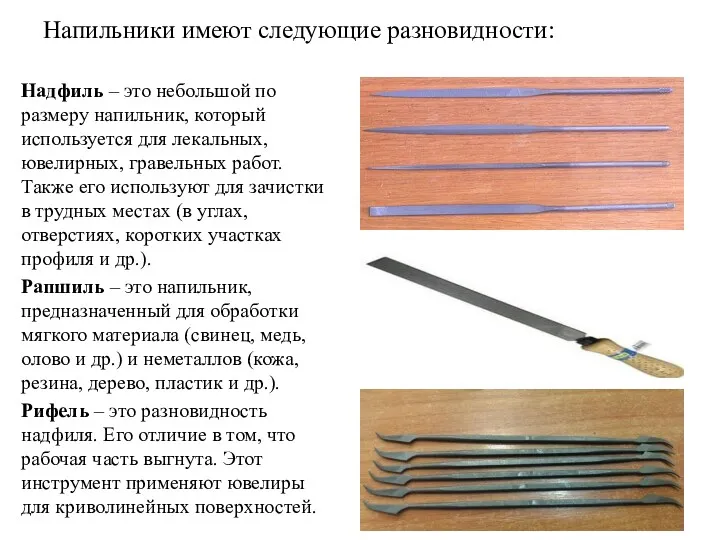
Напильники имеют следующие разновидности:
Надфиль – это небольшой по размеру напильник, который
Напильники имеют следующие разновидности:
Надфиль – это небольшой по размеру напильник, который
Напильники различают в зависимости от формы. Они бывают:
плоские (остроносые, тупоносые).
квадратные
круглые.
Напильники различают в зависимости от формы. Они бывают:
плоские (остроносые, тупоносые).
квадратные
круглые.
Напильники имеют следующие виды насечек:
одинарная насечка;
двойная насечка (перекрестная);
двойная, «oberg»;
рашпильная насечка (точечная);
дуговая
Напильники имеют следующие виды насечек:
одинарная насечка;
двойная насечка (перекрестная);
двойная, «oberg»;
рашпильная насечка (точечная);
дуговая
Плоские напильники используют для обработки плоских наружных и внутренних, а также наружных
Плоские напильники используют для обработки плоских наружных и внутренних, а также наружных

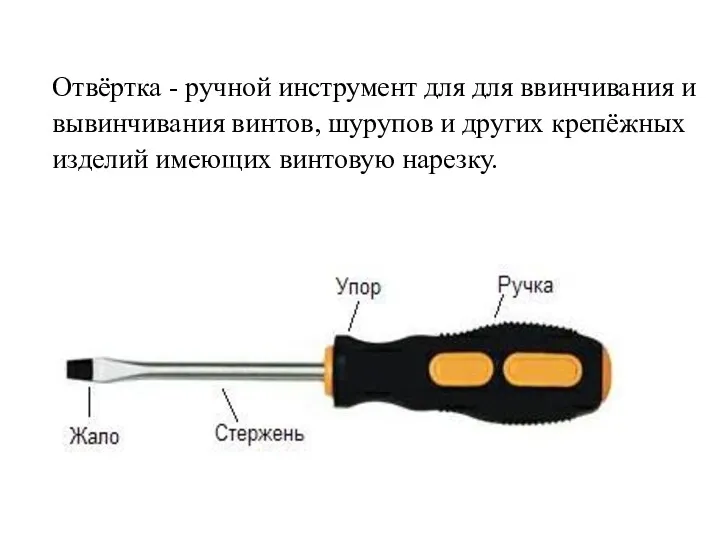
Отвёртка - ручной инструмент для для ввинчивания и вывинчивания винтов, шурупов
Отвёртка - ручной инструмент для для ввинчивания и вывинчивания винтов, шурупов

Форма жала отвертки должна иметь профиль, сходный с профилем шлица крепежного
Форма жала отвертки должна иметь профиль, сходный с профилем шлица крепежного
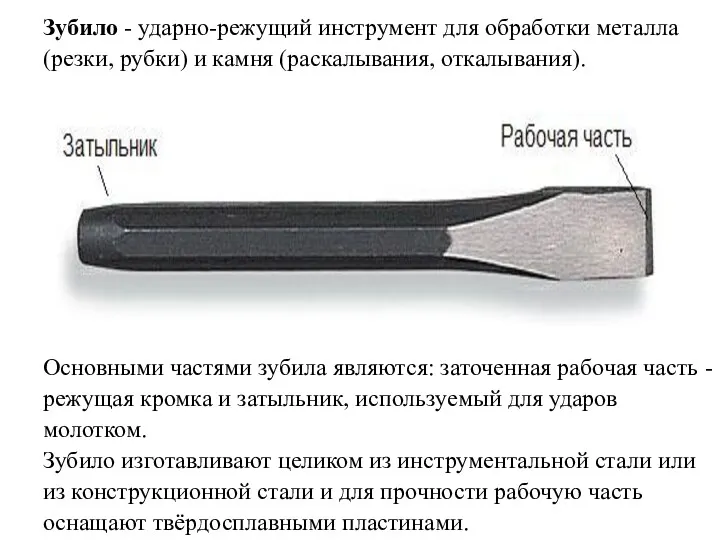
Зубило - ударно-режущий инструмент для обработки металла (резки, рубки) и камня (раскалывания,
Зубило - ударно-режущий инструмент для обработки металла (резки, рубки) и камня (раскалывания,

Керн или кернер (бородок) - ручной слесарный инструмент, предназначен для разметки небольших
Керн или кернер (бородок) - ручной слесарный инструмент, предназначен для разметки небольших

Метчик - ручной слесарный инструмент для нарезания резьбы в отверстиях. Хвостовик метчика
Метчик - ручной слесарный инструмент для нарезания резьбы в отверстиях. Хвостовик метчика
Плашка - ручной инструмент для нарезания резьбы на цилиндрических поверхностях (винты,
Плашка - ручной инструмент для нарезания резьбы на цилиндрических поверхностях (винты,

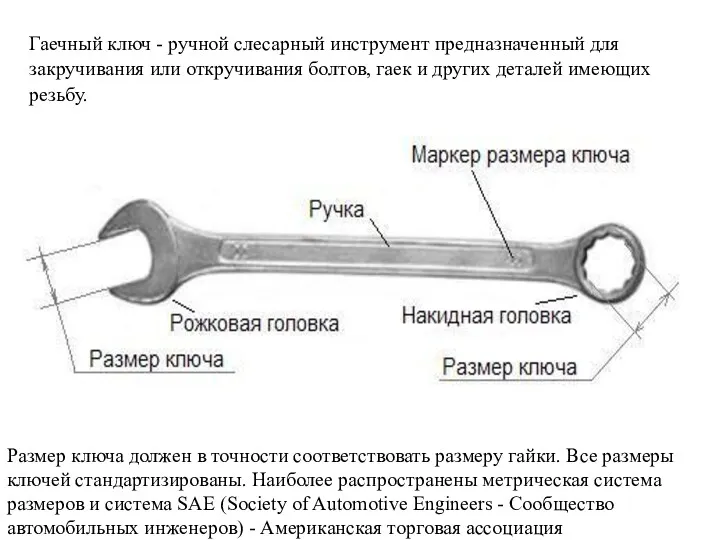
Гаечный ключ - ручной слесарный инструмент предназначенный для закручивания или откручивания болтов,
Гаечный ключ - ручной слесарный инструмент предназначенный для закручивания или откручивания болтов,

В зависимости производимых работ, доступности резьбового соединения и других факторов используются
В зависимости производимых работ, доступности резьбового соединения и других факторов используются
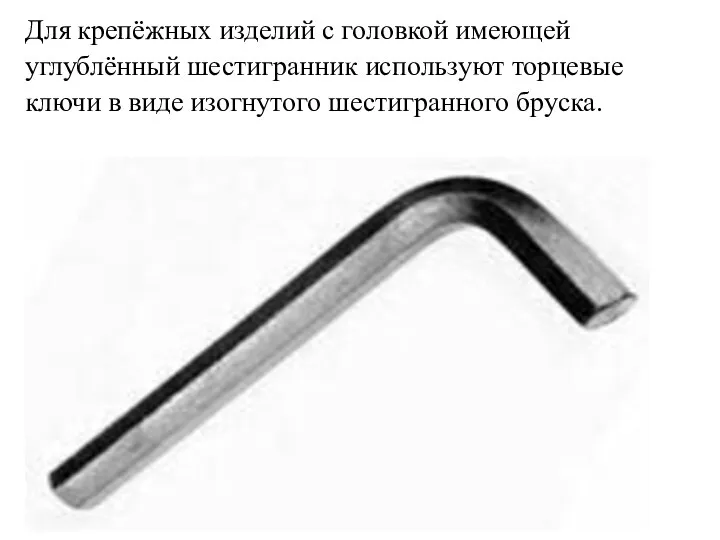
Для крепёжных изделий с головкой имеющей углублённый шестигранник используют торцевые ключи
Для крепёжных изделий с головкой имеющей углублённый шестигранник используют торцевые ключи

Разводной ключ - разновидность рожкового ключа, у которого просвет губок (размер ключа)
Разводной ключ - разновидность рожкового ключа, у которого просвет губок (размер ключа)
Ножовка по металлу
Главное назначение ножовки – это распил металличес-ких изделий, прорезание
Ножовка по металлу
Главное назначение ножовки – это распил металличес-ких изделий, прорезание

Бытовая ножовка
Профессиональная ножовка
Ножовка-ручка
Бытовая ножовка
Профессиональная ножовка
Ножовка-ручка
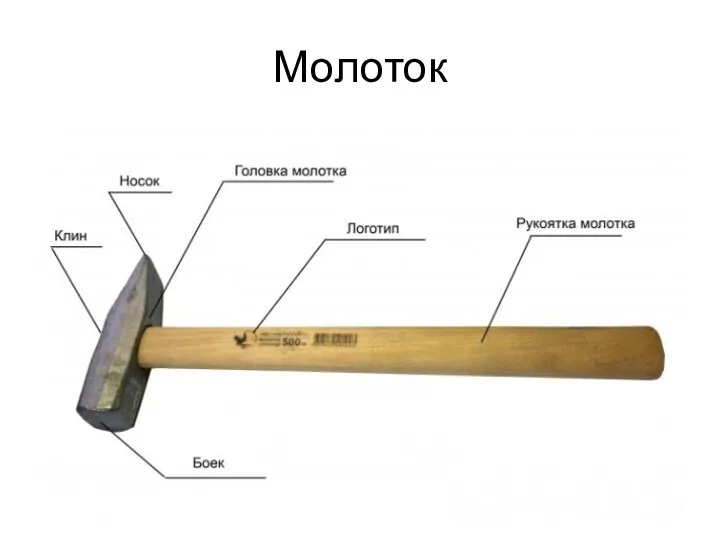
Молоток
Молоток
 Гидромеханика. Основные понятия и определения
Гидромеханика. Основные понятия и определения Интерференция света. Условие интерференции
Интерференция света. Условие интерференции Феромагнетики. Феромагнітне тіло
Феромагнетики. Феромагнітне тіло Правка, разметка и резание тонколистового металла
Правка, разметка и резание тонколистового металла Международная система единиц СИ
Международная система единиц СИ Introducing. Mate Precision Tooling
Introducing. Mate Precision Tooling Постоянные магниты. Магнитное поле Земли
Постоянные магниты. Магнитное поле Земли Характеристики спектров кристаллов
Характеристики спектров кристаллов Технология Критического мышления на уроках физики .
Технология Критического мышления на уроках физики . Восстановление деталей синтетическими материалами
Восстановление деталей синтетическими материалами Физика ЕГЭ. Задание 14
Физика ЕГЭ. Задание 14 Состав и схемы автоматических систем
Состав и схемы автоматических систем Импульс тела презентация к уроку физики
Импульс тела презентация к уроку физики Камера Вильсона
Камера Вильсона Электрический ток в вакууме
Электрический ток в вакууме Применение ПКМ при ремонте машин
Применение ПКМ при ремонте машин Проектирование и расчет металлоконструкций грузоподъемных машин.Лекция №6
Проектирование и расчет металлоконструкций грузоподъемных машин.Лекция №6 Основы атомной физики. Основы квантовой механики. Строение вещества
Основы атомной физики. Основы квантовой механики. Строение вещества Открытый урок по физике в 9 классе Реактивное движение
Открытый урок по физике в 9 классе Реактивное движение Механическое движение. Что называют механическим движением?
Механическое движение. Что называют механическим движением? Презентация по физике Световые явления для 8 класса
Презентация по физике Световые явления для 8 класса Автосцепное устройство железнодорожного подвижного состава. Лекция №6
Автосцепное устройство железнодорожного подвижного состава. Лекция №6 Турбулентные течения
Турбулентные течения Электрический заряд и его свойства. Закон Кулона
Электрический заряд и его свойства. Закон Кулона Решение задач по теме давление в жидкостях
Решение задач по теме давление в жидкостях Особенности заданий ЕГЭ. Колебания и волны
Особенности заданий ЕГЭ. Колебания и волны Устройство и принцип работы воздухораспределителя 292
Устройство и принцип работы воздухораспределителя 292 Ускорители заряженных частиц. Магнитное поле
Ускорители заряженных частиц. Магнитное поле